

1. 서 론
최근 도공지 시장은 품질에 대한 요구수준의 다양화로 도공지의 생산성 및 원가 절감 등과 관련하여 다양한 노력이 필요하게 되었다. 2007-2008년에 불어 닥친 전 세계적인 불황과 IT기술에 기반 한 인터넷과 스마트폰의 보급 확대로 인해 선진국을 중심으로 한 전 세계적으로 인쇄·필기용지 수요가 정체되거나 감소하는 상황에 이르고 있다. 일부 인쇄·필기용지의 수요확대가 가능한 곳으로 중국과 그 밖의 발전도상에 있는 아시아 지역, 브라질 등이 언급되고 있지만 이미 시장이 성숙되어 있는 유럽과 북미의 경우는 계속적으로 큰 폭의 감소가 예상되며 일본을 포함한 한국도 이와 유사할 것으로 평가되고 있다.1)
이와 달리 고속의 Roll to Roll 인쇄에 의한 잉크젯 용지의 소비는 점점 증가하고 있다. 잉크젯 인쇄가 컴퓨터의 출력수단으로서뿐 아니라 산업용 프린터와 인쇄산업용의 고품위 인쇄기로 그 역할을 담당하기에 이르렀기 때문이다. 산업기술의 발달로 화상정보 처리능력이 개선되고 잉크젯 헤드의 기술고도화 등이 얻어낸 결과이기도 하다. 시장 상황을 살펴보면 이러한 경향은 온디맨드 인쇄의 잠재수요가 반영된 것이고, 인쇄물의 재고를 줄이고 개인의 요구(필요성)에 따라 맞춤형 콘텐츠를 제공함으로써 가능하게 되었다.2,3)
앞으로 오프셋 인쇄용지가 담당하던 시장의 일부를 잉크젯 용지가 담당하게 될 것이라는 기대감이 점점 커지고 있는 것은 사실이지만 잉크젯 용지 시장의 실질적인 성장을 위해서는 다양한 상업적인 요소들이 적절히 작용해야 하므로 아직은 좀 더 상황을 지켜볼 필요가 있을 것으로 생각된다. 아직까지 일반 오프셋 인쇄용지에 비해 잉크젯 용지의 가격이 고가이기 때문에 잉크젯 방식에 의한 출판물 제작에 필요한 다른 상업적인 요소들이 모두 만족된다 할지라도 적극적인 변화를 기대하기는 어려운 상황으로 보인다.2-4)
오프셋 인쇄용지에 비해 잉크젯 용지가 고가인 이유는 일반 오프셋 용지 제조에 사용되는 재료에 비해 잉크젯 용지 제조에 사용되는 재료의 가격이 고가인 경우가 많기 때문이다. 특히 고품질의 인쇄물을 얻기 위한 잉크젯용 배합조성에서는 다공질의 실리카와 친수성의 수용성바인더인 polyvinyl alcohol(PVA(OH))가 주로 사용되는데 이와 같이 제조된 잉크젯용 도공액의 점도는 일반 오프셋용 도공액에 비해 그 점도가 상당히 높기 때문에 작업성 측면에서 많은 불리한 점을 보이고 있다. 다시 말해 수용성바인더를 사용하기 때문에 고형분을 높이기 어렵고, 건조 시에 수분 증발에 필요한 에너지 소비량이 일반 도공지 제조 공정과 비교해서 월등히 높은 것 등이 잉크젯 용지의 제조 단가를 높게 만드는 주된 원인이 되고 있다.5-8)
오프셋 인쇄용지에 준하는 수준으로 잉크젯 용지의 가격 경쟁력 확보를 위해서는 제조상의 문제점들을 이해하고 이를 개선하기 위한 다양한 노력이 필요할 것으로 생각된다. 그 일례로서 작업성을 저해하는 고가의 실리카를 대체할 수 있는 저가의 신규 소재의 발굴과 고속 도공기술 개발을 통한 생산원가의 절감 등을 들 수 있다. 특히, 고속 도공 기술의 개발을 위해서는 수용성 바인더(PVA(OH))를 대신할 새로운 바인더 조성에 대한 연구가 시급하며 작업성을 고려한 새로운 배합조성이 잉크젯 용지의 품질적인 요구특성을 만족할 수 있는 가에 대한 다양한 검토도 함께 필요할 것으로 생각된다.8-17)
Kim 등은 vinyl acetate-ethylene(VAE) 에멀션 바인더는 PVA(OH)와 유사한 화학구조를 지니고 있으며 용융상태의 선상고분자로 높은 점도를 나타내는 PVA(OH)와 달리 에멀션 형태이기 때문에 도공지 제조 시 공정상에서 기능부여와 작업성 개선 측면에서 그 적용성이 높은 것으로 보고한 바 있다.6) 따라서 본 연구에서는 수용성 고분자(PVA(OH))와 에멀션 바인더(VAE)의 혼용 시 도공액의 특성 변화를 이해하고 배합조성의 설계에 관련된 영향인자를 살펴보기 위한 목적으로 분자량이 각기 다른 2종류의 PVA(OH)와 VAE 에멀션 바인더를 이용하여 배합조성을 설계하고 제조된 도공액과 도공지의 물성을 분석함으로써 고속 도공용 잉크젯 용지 제조와 배합조성 설계에 관련하여 기초연구를 수행하였다.
2. 재료 및 방법
2.1 공시재료
2.1.2 안료
본 연구에서는 Table 2에 나타낸 바와 같이 silica를 안료(pigment)로 사용하였다.
Table 2.
Properties of the pigment
| Particle size (μm) | Oil Abs. (mL/100 g) | Surface ares (m2/g) | Pore volume (mL/g) | |
|---|---|---|---|---|
| Silica* | 3.5 | 300 | 310 | 1.6 |
2.2 실험방법
2.2.1 도공액 제조
수용성 바인더인 PVA(OH)와 VAE 에멀션 바인더의 혼용에 따른 영향을 검토하고자 20 parts 범위에서 분자량이 다른 2종의 PVA(OH)에 VAE 에멀션 바인더의 배합비를 각각 변화시켜 Table 5와 Table 6에 나타낸 바와 같이 10종류의 도공액을 제조하였다. 안료는 silica 100 parts, 분산제의 첨가량은 0.3 parts로 고정하였고 도공액의 고형분농도는 15 wt%가 되도록 배합조성을 설계하였다.
2.2.2 도공지 제조
도공작업에는 실험실용 반자동 코터(K-control, RK Print Coat Instrument Co. Ltd., UK)를 사용하였고 Tables 5, 6의 배합조성에 따라 얻어진 도공액을 각각 이용하여 10종류의 도공지를 제조하였다. 원지 표면의 도공량은 전건상태에서 13±1 g/cm2이 되도록 조절하였고 편면에 1회 코팅하였다. 도공액을 도포한 원지는 열풍건조기(YJ-8600D, Yujin Electronics, Korea)에서 105℃, 25초의 조건으로 건조하였다.
2.2.4 도공지의 물성과 인쇄적성
도공지의 평활도는 L&W Bendtsen tester(L&W Co. Ltd., Sweden)를 이용하여 측정하였고, 거칠음도는 Parker Print Surf(L&W Co. Ltd., Sweden), 광택도는 Gloss meter(model T480A, Technidyne Corporation, USA), 백색도와 불투명도는 Elrepho 3300(Datacolor International, USA)을 이용하여 측정하였다. 투기도(Air permeability)는 TAPPI method(T251)에 준하여 Permeability tester(Frank-PTI GmbH, Germany)를 이용하여 측정하였다. 물의 접촉각은 접촉각 측정기(Goniometer PG-3 Matsubo Corporation, Japan)를 이용하여, 부피 3 µL의 증류수를 한 방울 떨어뜨린 시점에서 1초가 경과된 후의 접촉각을 측정하여 평가하였다. 인쇄 품질의 평가를 위해 잉크젯 프린터(HP Officejet Pro 8100, HP Korea)를 이용하여 일정면적(가로×세로: 20 mm×50 mm)에 그러데이션 스케일(gradation scale) 100%로 4가지 종류의 색(black, cyan, magenta, yellow)으로 인쇄하였고, 잉크농도 측정기(Gretag Limited, CH-8105 Regensdorf, Switzerland)를 이용하여 인쇄 화상에 대한 인쇄적성(ink density)을 평가하였다.
3. 결과 및 고찰
3.1 코팅액의 점도
분자량이 다른 2종류의 PVA(OH)와 VAE 에멀션 바인더를 이용하여 Tables 5, 6의 배합에 의해 제조한 10종류의 도공액의 점도 결과를 Fig. 1에 나타내었다. 분자량이 높은 PVA-B를 사용한 5종류의 도공액(Table 6)이 PVA-A에 의해 제조된 도공액(Table 5)보다 동일 배합조성에서 도공액의 점도가 높은 결과를 나타내었지만 어느 쪽의 경우도 VAE 에멀션의 배합비율이 증가함에 따라 도공액의 점도는 감소하였다.6)
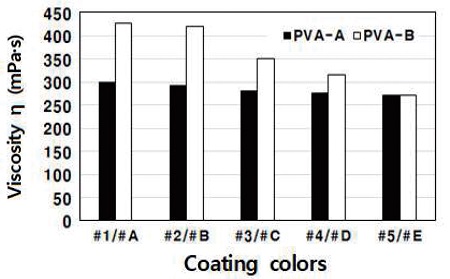
물에 분산된 형태인 VAE 에멀션 바인더와 폴리머 수용액인 PVA(OH)는 구조적인 차이로 인해 실리카와 혼합된 상태에서 안료와 바인더 간에 서로 다른 상호작용기구를 형성하며 바인더의 배합비율에 따라 전단속도의 증가에 따른 내부응력 발생에도 상이한 결과를 나타내는 것으로 생각되었다.1,6,9)
3.2 백색도 및 불투명도
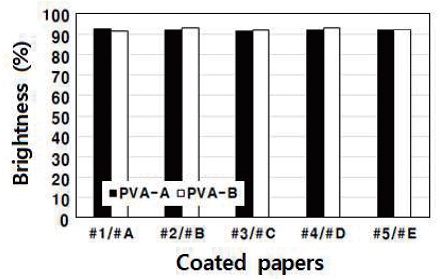
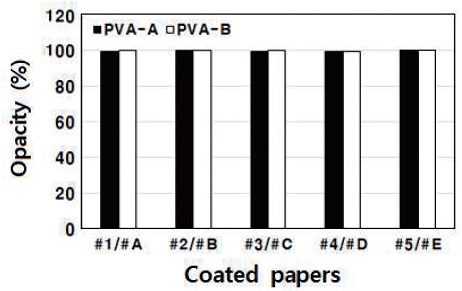
10종류의 잉크젯용 도공지 샘플에 대한 백색도와 불투명도 결과를 각각 Figs. 2, 3에 나타내었다. 도공지의 백색도는 안료로 사용된 실리카의 자체 백색도에 의해 주로 영향하고 바인더의 종류와 배합비율에 의한 효과는 적어 10종류의 도공지 샘플이 거의 유사한 값을 나타내었다. 불투명도의 경우는 도공층의 공극구조에 의해 주로 영향하는 것으로 알려져 있으며 10종류의 도공지 샘플이 거의 유사한 값을 나타내었다. 바인더의 배합조성의 차에 따른 영향은 미미한 것으로 생각되었다.
3.3 거칠음도와 투기도
PVA(OH)와 VAE 에멀션 바인더의 혼합비율을 다르게 하여 제조된 10종류의 도공지 샘플 표면에 대한 거칠음도의 측정결과를 Fig. 4에 나타내었다. Tables 5, 6의 배합조성 모두 VAE 에멀션 바인더의 배합비가 증가함에 따라 도공지 표면의 거칠음도가 증가하는 경향을 나타내었다. 분자량이 낮은 PVA(OH)-A보다는 상대적으로 분자량이 높은 PVA(OH)-B를 이용한 경우가 동일한 배합조성에서 도공지의 거칠음도가 높은 것으로 나타났다. 이는 수용성 고분자의 분자량이 다름으로 인해 도공액의 유동성에 차이가 존재하고 원지 위에 도포된 도공액이 건조되기 전까지의 과정에서 분자량이 높은 PVA(OH)-B를 이용한 도공액의 경우 레벨링 효과가 덜하기 때문에 일어난 현상으로 판단되었다.15,17,18)
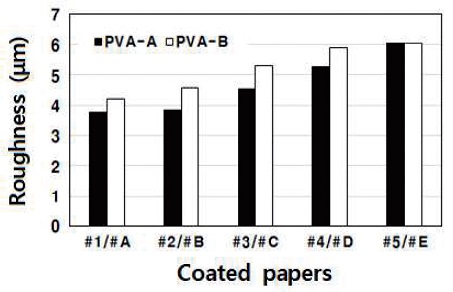
선형 구조를 갖는 수용성 고분자(PVA(OH))는 건조에 의해 표면이 평활한 필름형태의 구조를 형성하기 용이하지만 물에 분산된 에멀션 폴리머(VAE)는 연속필름을 형성하기 어렵고 안료와 안료 사이에 존재하므로 접점에 의한 바인딩 효과를 나타내는데 이것이 VAE의 배합비가 증가함에 따라 도공지 표면의 거칠음도가 증가하는 이유로 생각되었다. 또한 수용성 고분자와 달리 에멀션 폴리머는 건조 과정에서 바인더에 의한 코팅층의 수축현상이 상대적으로 불규칙하게 발생하기 쉽기 때문에 VAE의 첨가비율이 증가함에 따라 도공층의 표면 거칠음도가 증가하는데 영향을 미친 것으로 생각되었다.19)
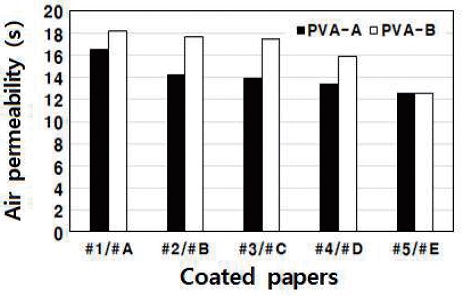
10종류의 도공지 샘플에 대한 투기도 결과를 Fig. 5에 나타내었다. 수용성 바인더에 비해 연속필름을 형성하기 어렵고 안료 사이에서 접점 형성에 의해 바인딩 효과를 나타내는 에멀션 바인더(VAE)의 경우, 그 배합비율이 증가함에 따라 열린 형태의 공극을 갖는 도공층을 형성하기 용이하기 때문에 투기도가 증가하는 것으로 생각되었다. 2종류의 PVA(OH)의 비교에서는 분자량이 큰 PVA-B를 이용한 경우가 분자량이 낮은 PVA-A를 사용한 도공배합에 비해 상대적으로 연속필름의 형성이 용이하고 공극이 존재하기 어렵기 때문에 도공층의 투기저항성이 높은 값을 나타내는 것으로 분석되었다.
3.4 표면 접촉각
Tables 5, 6의 배합조성을 이용하여 제조된 10종류의 도공지 샘플 표면에 대한 물방울의 접촉각 측정 결과를 Fig. 6에 나타내었다. PVA(OH)의 분자량에 관계없이 에멀션 바인더(VAE)의 배합비율이 증가함에 따라 도공지 샘플 표면에 대한 물방울의 접촉각은 증가하는 결과를 나타내었다. VAE 에멀션 바인더는 화학적으로 PVA(OH)와 유사한 구조를 갖고 있으며 스타이렌계 바인더에 비해 친수성의 성질을 나타내는 것으로 알려져 있지만 PVA(OH)와 달리 건조필름을 형성했을 때 수분을 흡수하는 성질이 낮기 때문에 바인더로서 배합비율이 증가함에 따라 도공층 표면의 초기 접촉각이 증가하는 것으로 판단되었다.15,17)
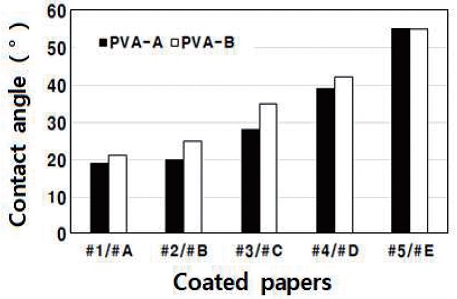
수용성 고분자(PVA(OH))의 분자량의 차이에 따른 비교에서는 분자량이 높은 PVA-B를 이용하여 제조한 도공지 샘플이 PVA-A를 이용한 경우보다 동일 배합조성에서 접촉각이 높은 결과를 나타내었다. 동일 배합조성에서 도공지 샘플의 투기도 수치를 비교해 보면 투기도 값은 1.5–4 sec의 차이를 보이며 PVA-B를 이용한 도공지가 높은 수치를 나타내었다. 이러한 결과를 통해 물방울의 흡수력(접촉각)은 투기도와 밀접히 관련되어 있음을 확인할 수 있었다. 한편, PVA-B의 검화도가 PVA-A보다 약 1.5 mol 정도 높은 것을 고려하면 PVA-B를 이용하여 제조한 도공지 샘플이 큰 차는 아니지만 상대적으로 소수성의 경향이 클 것으로 보이며 동일 배합조성에서의 비교에서 접촉각이 높은 결과를 보이는 다른 한 가지 이유가 될 수 있을 것으로 생각되었다. 이러한 차이가 인쇄적성의 결과에도 영향을 미친 것으로 생각되었다.
3.5 인쇄적성
10종류의 도공지 샘플에 대해 잉크젯 프린터를 이용하여 2.2.4항에서 설명한 방법으로 인쇄 후 얻어진 인쇄물 표면의 잉크농도의 측정결과를 Figs. 7, 8에 나타내었다. 실험에 사용된 잉크젯 프린터는 4색으로 구성되어 있으며 black은 안료잉크, 나머지 3색(magenta, cyan, yellow)는 염료잉크로 확인되었다. 안료잉크의 색재로는 주로 카본블랙이 이용되는데, 잉크헤드의 노즐에서 토출된 잉크 중의 색재성분(카본블랙)이 캐리어(carrier)에 해당하는 물·분산제 등과 함께 쉽게 이동되기 보다는 수용층(도공층) 표면에 고착이 용이한 특성을 나타내는 것으로 알려져 있다. 이에 비해서 염료 잉크에 사용되는 색재(dye)는 카본블랙(안료잉크)보다 훨씬 입자가 작아서 물과 함께 이동이 쉽기 때문에 수용층(도공층)의 특성에 따라 블리딩 또는 뒤비침 등과 같은 인쇄불량이 일어나기 쉬운 특성을 갖는 것으로 알려져 있다.15,17,18)
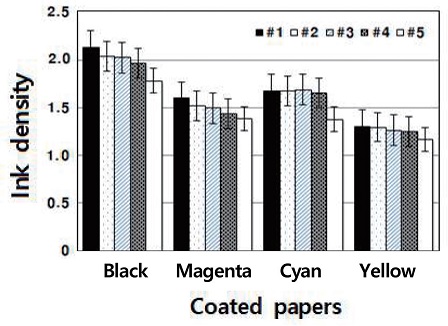
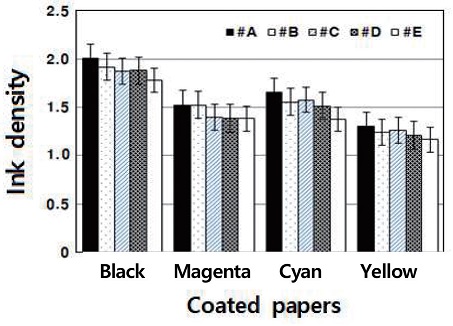
PVA(OH)의 분자량에 관계없이 배합조성 내에서 VAE 에멀션 바인더의 배합비가 증가할수록 인쇄물의 잉크농도는 감소하는 경향을 나타냈다. PVA(OH)와 비교해서 VAE 자체는 건조필름을 형성하였을 때 상대적으로 잉크(수분)를 받아들여 색재를 정착시키는 능력이 부족하기 때문에 배합조성 내에 VAE의 첨가량이 증가할수록 인쇄면에 색재의 분포가 불균일해지고 잉크 농도가 감소하는 결과를 나타낸 것으로 판단되었다. 이와 같은 경향은 물방울의 흡수특성을 나타낸 Fig. 6의 접촉각 측정결과를 잘 반영하는 것을 알 수 있었다.
배합조성 내에서 수용성 폴리머의 분자량의 차이가 잉크젯 코팅지의 인쇄적성에 미치는 영향을 살펴보면 다음과 같다. 동일 배합조성에서 도공지 샘플의 인쇄결과를 비교해 보면, PVA-A를 사용한 경우가 상대적으로 분자량이 높은 PVA-B를 사용한 도공지에 비해 높은 잉크농도를 나타내었다. 색상에 따라 다소 차이는 있지만 그 경향은 유사한 것을 확인하였다.
4. 결 론
본 연구에서는 잉크젯 도공지 제조 시 주로 사용되는 바인더인 PVA(OH)와 VAE 에멀션 바인더의 배합조성의 차이가 도공액과 도공지의 물성에 어떠한 영향을 미치는지 살펴보았다. 또한 수용성 고분자(PVA(OH))의 분자량의 차이에 따른 영향도 살펴보았으며 다음과 같은 결과를 얻었다.
1) 바인더 조성으로 PVA(OH)와 VAE 에멀션 바인더를 혼용한 경우에 VAE 에멀션의 배합비가 증가할수록 도공액의 점도는 감소하였다. PVA(OH)와 VAE 에멀션 바인더의 배합비율이 일정할 경우는 수용성 바인더로서 분자량이 낮은 PVA-A를 이용한 도공액이 낮은 점도를 나타내었다. 이는 선형구조를 갖는 PVA(OH)보다 에멀션 형태의 VAE 바인더가 도공액 제조 시 점도가 낮고 작업성이 유리한 이점을 나타내는 것으로 판단되었다.
2) 도공지의 거칠음도는 수용성 바인더(PVA(OH))보다 VAE 에멀션 바인더의 배합비가 증가할수록 거칠어지는 경향을 나타내었다. 이는 선형 구조를 갖는 수용성 고분자와 에멀션 상태의 바인더가 건조필름을 형성하는데 있어서 차이를 갖기 때문으로 생각되었다.
3) 잉크젯 도공지의 백색도와 불투명도에 있어서 바인더의 배합조성의 영향은 적은 것으로 나타났다. 도공지의 투기저항성은 에멀션 바인더(VAE)보다는 수용성 바인더(PVA(OH))의 비율이 높을수록, 수용성 바인더(PVA(OH))의 분자량이 높은 것을 사용할수록 증가하는 결과를 나타내었다.
4) 도공층 표면의 물방울에 대한 접촉각은 수용성 바인더(PVA(OH))보다는 에멀션 바인더(VAE)의 배합비가 증가할수록, 수용성 바인더(PVA(OH))의 분자량이 높은 것을 사용할수록 증가하는 경향을 나타냈다. 한편, 도공지 샘플의 잉크농도는 VAE 에멀션의 배합비가 증가 할수록, 수용성 바인더(PVA(OH))의 분자량이 높은 것을 사용할수록 감소하는 경향을 나타내었다.
유동성개선 측면에서 에멀션 바인더(VAE)의 사용비율을 높게 하는 것이 유리할 것으로 생각되지만 인쇄적성의 경우에 바인더와 함께 안료의 선택이 중요하므로 이를 고려하면서 최적의 배합조성을 검토해야 할 것으로 판단되었다. 수용성 바인더(PVA(OH))와 에멀션 바인더(VAE)의 혼용이 도공액과 잉크젯 도공지의 물성에 미치는 영향에 대해 살펴보았으며 금후 이와 관련한 세부적인 검토가 필요한 것으로 생각되었다.
