

1. Introduction
Low consistency (LC) refining is an important process for the development of fiber quality, and the pulp with consistency of 2-6% was fed into rotating zone composed of stator and rotor. After being subjected to complex shearing and compressing of bars, the properties of pulp and fibers are changed specifically to meet the requirements of formed paper. During the refining process, the mechanical energy of motor was transmitted to the refining zone by the main shaft, however, the refiner needs to overcome the friction of the main components, such as main shaft, refining plates etc., and electromagnetic resistance, aiming to provide sufficient pumping effect on pulp for finishing the refining process. And the energy to overcome the hydraulic, pumping and mechanical loss of running the refiner is called no-load power.
Based on different plate design basis and accuracy of manufacturing and processing, the no-load power of disc refiner in LC refining is about 20-50% of the total power.1) And the amount of no-load power directly affects the power used to fiber development, called net power, refining efficiency and the characterization of refining process. The objective of this paper is to summarize the research progress of the measurements and calculations of no-load power in LC refining with disc refiner and elaborate the direction of in-depth study of no-load power, which is of positive significance to improve the refining efficiency and reduce the energy consumption of disc refiner in LC refining.
2. Importance of No-Load Power Study
2.1 Refining efficiency
The total power of the LC refining process is the sum of the no-load power and the net power of the refining, and the refining efficiency reflects the rate of energy used to fiber development, which is usually expressed by the ratio of the net power to the total power of refining. Meanwhile, the amount of no-load power directly affects the refining efficiency of disc refiner, and the no-load power can be reduced by reasonable adjustment of the refining control parameters and optimization of refining plates without affecting the refining quality, which is benefit to the energy reduction and improvement of refining efficiency.
2.2 Precise characterization of LC refining
Accurate quantitative characterization of the refining process is a key step in the research of refining mechanism and control strategy of refining process. LC refining process is usually characterized by refining intensity, which mainly includes energy-based refining intensities and force-based refining intensities.2) Typical refining intensities includes specific energy consumption, specific edge load, specific surface load, and C-factor theory. It can be concluded that most of refining intensities are energy-based, and the net power was used in quantitative calculation of the refining process. If the no-load power is measured or calculated incorrectly, the accuracy of refining process characterization will be directly affected.
The magnitude of no-load power directly affects the refining efficiency, and the accurate characterization of the refining process is affected by accurate measurement and calculation of no-load power. However, the no-load power under the same refining conditions can be reduced by the optimization of refining control strategy and refining plates. And the selection of a reasonable measurement method and the establishment of an optimal theoretical calculation method for the no-load power have positive significance for the accurate characterization and controlling of the refining process.
3. Measurement and Calculation of No-Load Power in LC Refining
3.1 Definition of no-load power and corresponding measurement methods
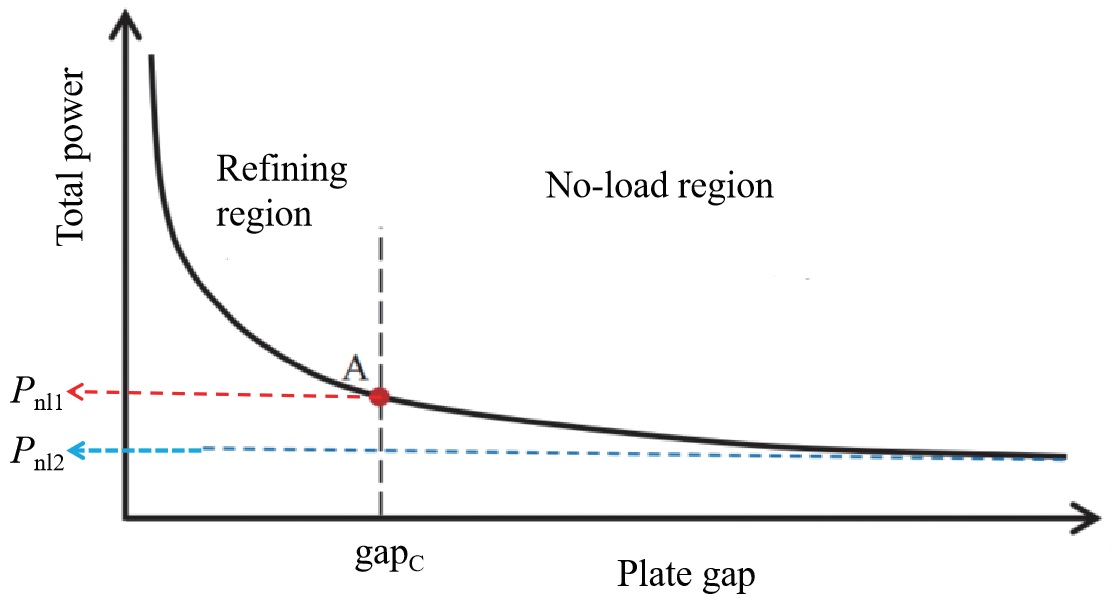
There are two general statements about the definition of no-load power in LC refining. And the difference between the two definitions of no-load power can be distinguished by Fig. 1. First, it refers to the power consumption which isn’t used for the change of fiber morphology, and it, Pnl1, can be measured by the critical power when the gap clearance is fixed at critical value, gapc, at which the fiber morphology begins to change. While another, Pnl2, refers to the minimum energy consumption required to run the refiner filling of pulp.3,4) Both of them are correct, but their accuracy for no-load power measurement needs to be further studied.
According to the above two definitions of no-load power, its measurements can be shown as follows: It can be represented by the power measured at the critical plate gap when the pulp properties begin to change.5) However, it is difficult to determine the precise critical plate gap, which varies with different refining conditions, such as consistency, bar profile, production rate etc., during the actual refining process.6) According to Pnl2, the no-load power can be measured when the plate gap was big enough, which is larger than the critical plate gap. Meanwhile, the passing of pulp or water in the refining zone will also affect the no-load power. Brecht and Siewert,7) and Westman8) measured the no-load power of LC refining with the pulp passing through when the plate gap was sufficiently large, and the no-load power of disc refiner when refining zone was filled with water was measured by Siewert and Selder,9) and Selder and Siewert.10) Through the analysis of measured results, it could be found that the no-load power of the refining process measured with pulp could better describe the refining process compared to that of water. And the studies by Rajabi Nasab et al.11,12) showed that the difference of measured no-load power based on two definitions is as high as 35%. In industry, the no-load power can be represented by the total power measured with pulp at the plate gap of 2.5 mm.
In addition to the measurement of the total no-load power, components that make up no-load power, such as the pumping, hydraulic and mechanical loss power can be measured separately. The mechanical loss power, consumed by the friction, electromagnetic etc., was measured by running the refiner without access to any fluid, and the hydraulic loss power can be measured by closing the inlet and outlet valves of the pipeline and sealing the water in the refining zone.11,12) While the pumping power of the disc refiner can be calculated by measuring the total no-load power and the above two components.
3.2 Calculation of no-load power
In order to more accurately characterize the relationship among the no-load power, control parameters and structure parameters during refining, several theoretical and experimental studies on no-load power have been conducted. Three sections, hydraulic loss, pumping loss and mechanical loss power, are considered in the calculation of no-load power, as shown in Eq. 1,
Where Pnl is the no-load power (kW), Ph is the hydraulic loss power (kW), the power required for the disc to rotate in the fiber suspension, Pp is the pumping loss power (kW), the power required to pump the fiber suspension from the inlet to the outlet, and Pm is the mechanical loss power (kW).
Banks13) considered the disc refiner as a turbomachinery, and Ph and Pp were calculated by considering the pulp as non-Newtonian fluids, as shown in Eq. 2 and Eq. 3, however, it does not take into account the mechanical loss of the disc refiner operation.
Where k1 and k2 are fluid constants, do is the outer diameter of the refining plates (m), and w is the rotation speed of the refiner plates (rev/min).
A similarly calculated method of no-load power was proposed by Herbert and Marsh,14) in which Ph was calculated by the method proposed by Banks.13) It believed that Ph accounts for about 30-50% of the total power, and the reduction of Ph is beneficial to improve the refining efficiency; while the pumping loss power Pp, which can be expressed by Eq. 4, has a direct relationship with the flow rate Q , which accounts for about 1-2% of the total power. And the mechanical loss of the disc refiner can be completely ignored.
Where kp is a constant including the acceleration of gravity and the fluid density.
The relationship among the no-load power of the disc refiner, the outer diameter and rotation speed of plate can be expressed by Eq. 5,
Where k and i are constants, however, Aikawa Fiber Technologies (AFT), J & L and Sferrazza proposed different values of i when calculating of no-load power,15,16) AFT believed that i is 4.3 and the J & L considered i to be 4.249, while Sferrazza determined its value as 4.2. Harrington17) also proposed an empirical formula for estimating the no-load power which is similar to Eq. 5 and it is valid for a refiner with single or double discs (see Eq. 6).
Where k=0.65 for a double disc refiner, which is estimated experimentally.
The Eq. 5 and Eq. 6 can only provide an estimate of the no-load power for single and double disc refiners and does not take into account the state of the fluid which varies during the refining and the geometrical parameters of the refiner plates. Both of them are the simplified expression which is suitable for engineering calculations, and its correctness has yet to be verified in practice.
Based on the friction torque theory and fluid mechanics, the Pp and Ph were calculated by considering the structure of refining plate and pulp consistency,18) as shown in Eqs. 7-8, while the mechanical loss power can be calculated by the net power consumed in the refining zone and the refining efficiency.
Where g is the acceleration of gravity (m/s2), ρ is the pulp consistency (%), μ0 is the friction coefficient of pulp (at consistency of 3-5%, μ0=0.008- 0.015), d is the diameter (m) of the shaft head of rotor, and λ is the thickness of rotor (m), b is the length (m) of the part where the shaft head of rotor contacts the pulp.
The bar parameters of refining plates are not taken into account by the power consumption model of disc refiner proposed by Li.18) Meanwhile the model is built on the basis of the known refining efficiency, which limited its applications. The pumping loss, hydraulic loss and mechanical loss power were calculated through an actual case, and their values were 2.34%, 19.84% and 6%. It can be concluded that the hydraulic and mechanical losses calculated here is quite different from Herbert's.
Cui19) proposed a disc refiner power calculation method based on the design and manufacture of the disc refiner. Meanwhile, the pulp pumping power and power consumed by the friction between the pulp and the refiner plates were theoretically deduced, which is different from that of Li.18) Liu et al.20) established a method for calculation of the power required for establishing the pulp additional head (pumping loss power), hydraulic loss power and mechanical loss power by considering the many parameters, such as pulp consistency, flow rate, throughput, rotational speed, and diameter of plates, etc., but the bar parameters of refining plates were not included in it.
The calculation of the no-load power of disc refiner mentioned above only considers the influence of the limited parameters of refiner’s operation, such as the diameter of plates, the rotation speed, and the influence of bar parameters were not included.
At present, a calculation method that combines the parameters of rotation speed, plate diameter, bar and groove parameters16) was usually used in the industry for design and selection of refining plates, as shown in Eq. 9, but it is wrong when the dimensional analysis is performed on it.
Where g is the width of grooves (mm), b is the width of bars (mm), and h is the groove depth (mm).
Rajabi Nasab et al.11,12) believed that the main components of the no-load power in the LC refining were hydraulic loss and pumping loss power, while the mechanical loss power can be ignored. And a no-load power prediction formula for LC refining process was established by considering the pulp consistency, rotation speed and the bar parameters of plates through experimental study, which can be expressed by Eq. 10,
In which, ρ is the pulp consistency (%).
It can be found that there is no direct power consumption theory for describing the pulp refining through analysis of the previous studies on no-load power. The calculation of pumping loss power is based on the fluid mechanics theory in pump design, and the power consumed by the friction between the plates and pulp can be calculated based on friction torque theory. However, no direct theoretical calculation formula for mechanical loss existed now. Most studies of no-load power focus on the diameter of the plates and rotational speed, and few studies considered the influence of the bar parameters of refining plates. The refiner plate is the direct-acting part of the disc refiner and the arrangement of the dam and the bar angle will directly affect the no-load power in LC refining. So the calculation of the no-load power should consider the control parameters and the important bar parameters of the refining plate.
4. Experimental Studies on No-Load Power
4.1 No-load power and pulp properties
The pulp characteristics mainly include the pulp consistency, pulp type, temperature, properties of the raw pulp etc., and it will affect the viscosity and flow characteristics of the pulp. Meanwhile, the main components of no-load power, such as the friction between the plate and pulp, and the pumping effect on pulp, would be directly affected by pulp characteristics.
The no-load power of different LC refining processes when different raw materials are refined were conducted by Lundin.21) It was found that the no-load power of LC refining process with mechanical pulp was 10% higher than that of water, while the difference between that of water and chemical pulp was even greater, which is consistent with the conclusion drew by Rihas,3) Dietemann and Roux,6) and Luukkonen.22) This shows that the pulp types will directly affect the no-load power of the disc refiner and the greater the pulp viscosity, the greater the no-load power. However, it was concluded that the no-load power and hydraulic loss power are almost equal when the water, and pulp with consistency of 1.5% and 3.5% were separately fed into refining zone at the flow rate of 600 L/min.11,12) It is obviously different from the conclusion of the previous studies, and it was later confirmed that the different change of no-load power were due to the different pulp temperature, and the no-load power would decrease accordingly as the temperature of the pulp increases.23,24) Bordin et al.23) found that there is a significant difference in the no-load power when water and pulp are separately fed into the disc refiner, and the no-load power when water passes is much smaller than that of the pulp. So the pulp characteristics must be considered when measuring the no-load power of LC refining.
4.2 No-load power and control parameters
The control parameters of the refining process mainly include the plate gap, power, specific energy consumption, flow rate and rotation speed etc., among which the power and the plate gap have a direct relationship.25) Through the analysis of the above calculation methods of no-load power in LC refining, it is found that the no-load power has no direct relationship with the plate gap and it is an inherent property of the disc refiner, operating at constant speed. Meanwhile, there is no obvious effect of pulp flow rate on the no-load power of disc refiner, while it will increase with the increasing of rotation speed of plates.3,6,11,12,26)
The mechanical loss, hydraulics loss and total no-load power were separately measured by Rajabi Nasab et al.11,12) It was found that there is no obvious effect of bar parameters and disc gap on the mechanical loss power. However, the no-load power and the ratio of the mechanical loss power to the no-load power increase as the increase of rotation speed of plate; While the hydraulic loss power of disc refiner mainly depends on the plate gap, rotation speed and flow rate, and the proportion of hydraulic loss and pumping loss power is directly related to the plate gap. The proportion of pumping loss power gradually increases when the plate gap decreases; The no-load power of disc refiner will be changed by 5% and 50% if the pulp flow rate and the rotation speed increase by 20% respectively, which means the effect of rotation speed on no-load power is greater than that of flow rate, and the effect of flow rate on it is consistent to that of the previous studies.
A relationship between the no-load power and the specific energy consumption of the disc refiner was established by Bordin et al.23) It was found that the no-load power decreases with the increase of specific energy consumption. Although the plate gap is an important control parameter in the LC refining, the definition of no-load power indicates that it is studied under a larger plate gap, so it is not significant to study the relationship between no-load power and plate gap or power.
4.3 No-load power and plate structure
As the main part of the refining process, the structure of the refining plate will directly affect the refining quality and efficiency. Meanwhile, the friction between the pulp and the refining plates, and the pumping performance of the plates would be changed by the optimization of refining plates. The main bar parameters of refining plates include the diameter of plates, bar width, groove width, bar height, bar angle, dams etc.
The no-load power of the disc refiner is directly related to the outer diameter of the refining plates, which can be concluded by analyzing the calculation formulas of the no-load power in LC refining mentioned above, and it is also confirmed by some studies.13,14) The no-load power of the disc refiner increases with the increase of the outer diameter of the plate, so the no-load power can be reduced by reducing the outer diameter of the plates, which should be considered for the optimization of refining plates.
Groove depth (or bar height) and width are important parameters of refining plates, and the determination of these parameters is contradictory when designing a new plate. From the perspective of throughput, the throughput will increase when a plate with higher bar height and wider groove width is designed, however, the increasing of these parameters will decrease the residence time of pulp resulting in a poor refining quality. Conversely, reducing the groove depth can promote refining quality, while the pulp flow rate or throughput will be limited. Studies have shown the no-load power of disc refiner during LC refining will increase when the pulp was refined by the plates with higher groove depth.27,28) Antku and Ludwig29) believed that reducing the groove depth from 6 mm to 3 mm can reduce the no-load power by 40%, while Siewert and Selder.30) found that there is a linear relationship between the groove depth and the no-load power of disc refiner. However, an opposite conclusion was drawn by Xie26) through simulation, which showed that the no-load power of the single disc refiner gradually decreases with the increase of the bar height, and the reasons for that should be further studied. Through the analysis of previous studies, it can be concluded that the groove depth and width directly affect the volume available for pulp flow, and directly affects the no-load power of disc refiner in LC refining.
The friction and effective pulp flow volume would be affected by the number of bars and grooves, which directly affect the hydraulic loss and pumping loss power during LC refining. Dietemann and Roux6) indicated that the no-load power of disc refiner in LC refining will increase when the pulp is refined by plates with more bars or grooves. And with the same bar width, the wider the groove, the greater the hydraulic loss power. A new parameter, named rough density of the refining plate, which is the ratio of the groove width to the sum of the groove width and the bar width, was proposed to measure its influence on the no-load power. It is found that for a 16-inch experimental disc refiner, there was a linear relationship between the hydraulic loss power and the rough density. And the no-load power of the disc refiner will change by 13%, 10%, and 62%, if the groove depth, rough density and outer diameter of refining plates are separately increased by 20%, which indicates that the bar parameters have a significant impact on the no-load power of the disc refiner in LC refining.11,12)
The dams and bar angle are two important parameters of refining plates, which directly affects the pulp pumping effect and pulp flow, thereby, the optimization design of dams and bar angles will influence the no-load power of LC refining, while few studies on it exist now. At present, only a simulation, conducted by Xie,26) studied the influence of the bar angle on the no-load power, and it was found that the no load power decreases with the increase of bar angle. So in-depth research on them will have a positive effect on the design of low energy consumption and high efficiency refining plates.
5. Research Prospect of No-Load Power in LC Refining
5.1 Relationship between no-load power and pulp with viscoelastic properties
The friction energy consumption between the plate and the pulp, and the pulp pumping loss power are directly related to the pulp characteristics. Pulp is typical viscoelastic materials, and its viscosity and type will affect the friction coefficient between the refining plates and the pulp. The research on the relationship between pulp characteristics and no-load power will be beneficial to know about the dissipation mechanism of the no-load power in a disc refiner, the measurement and the accurate calculation of no-load power.
5.2 Study on pulp flow mechanism in narrow rotary refining zone
The refining zone of the disc refiner is a narrow rotary zone and the pulp flow is more complicated during refining. Studying the pulp flow mechanism in the refining zone under normal and no-load operation is beneficial to understand the energy dissipation and the no-load power during LC refining. The bar parameters, such as bar angle, dams etc., are important parameters that cannot be ignored in the research process.
5.3 Correlation between no-load power and bar parameters
The bar parameters, such bar width, groove width, bar angle and dams, are hardly considered in studying of no-load power of disc refiner, especially the bar angle and the dams, which have a significant effect on pulp flow. Revealing the correlation between the no-load power and important bar parameters, and its impact on pulp flow can promote the understanding of refining mechanism and optimization of refining plates.
6. Conclusions
No-load power is an important parameter that affects the refining efficiency and the accurate quantitative characterization of the disc refiner in LC refining. The pulp characteristics, control parameters and bar parameters of refining plates will affect the no-load power. Under the condition that pulp quality are not changed, reducing the no-load power of the refining process is an effective way to reduce the energy consumption and improve the refining efficiency. Exploring the relationship among the no-load power, the control parameters and bar parameters, and accurately establishing the no-load power calculation formula can promote the accurate characterization of refining process and improve the refining quality and efficiency.
