

1. 서 론
최근 정부의 환경규제 정책의 변화에 따라 포장 관련 유통업계는 친환경 소재의 사용에 대한 관심이 급격히 높아지고 있다. 환경오염의 주범으로 꼽히는 플라스틱 포장용기의 비중을 줄이고, 재활용이 쉬운 용기를 제작하는 등 지류 포장지에 대한 수요가 증가하고 있다. 그 중 골판지 상자는 국내 유통되고 있는 포장재들 중 시장점유율이 33.2%에 달하고 있으며1) 친환경 소재로서 각광을 받고 있다. 골판지 상자는 품목마다 적정 온·습도 조건에서 제품을 보호하며, 특히 농수산물 포장의 경우 내용물에 대한 품질 손상이 최소화 되도록 특정 환경 조건에서 관리된다. 하지만 국내의 경우 일반적으로 저온유통시스템을 통한 상품 운송이 이루어져2-4) 유통 및 운송과정에서 고온다습한 환경에 쉽게 노출될 수 있는 단점도 있다.
특히 냉동유통용 컨테이너로 운송되는 환경 조건에서는 노출된 이동경로의 온·습도 차이가 크며, 그에 따라 포장재 내부에 결로현상이 발생할 수 있다. 결로현상은 수증기를 함유하고 있는 공기가 이슬점 이하로 냉각되었을 때 대기 속의 수증기가 액화되어 이슬로 맺히는 현상으로서, 이로 인한 수분발생은 포장상자와 제품에 피해를 야기하기도 한다. 온도와 습도가 높은 여름철에는 저온유통 중 출하되는 포장재의 피해 가능성이 더욱 높아져5-8) 농수산물 보호 목적으로 골판지 상자를 사용하는 각 국에서는 환경규제 조건 내에서 소수성 고분자 표면처리를 통해 이러한 단점을 보완하고 있다.
국내시장의 경우 골판지 상자의 흡습을 방지하기 위해 ASA와 AKD를 이용해 내수성을 부여하고, 저온유통용 골판지의 강도저하 현상을 최소화9,10)해 왔으며 해외시장은 발수제 처리를 통해 수분 저항성을 향상시켜 왔다. 이 중 파라핀 왁스는 우수한 가공성 및 경제성을 가지고 있을 뿐만 아니라 유통 중 수분 침투성을 제어할 수 있어 폴리에틸렌과의 혼합 처리를 통해 많은 양이 사용되고 있다.11,12) 그러나 파라핀 왁스의 긴 포화탄화수소체 구조는 생분해율을 저해하는 주요 요인으로서, 이러한 파라핀이 코팅된 골판지의 매립양은 세계적으로 약 136만 톤에 달한다고 보고되고 있다.13) 이에 따라 난분해성 폐기물 처리문제에 대한 해결책 마련이 시급해지고 있으며, 생분해가 가능한 소재 개발 연구가 다양하게 이루어지고 있다.
그 일환으로 바이오폴리머를 활용한 연구가 진행되고 있으며 대표적으로 식물성 오일을 활용한 친환경 왁스 개발 및 소수성 고분자를 개질한 생분해성 발수 에멀젼의 개발이 시도되고 있다.14,15) 하지만 생분해성 고분자는 종이 표면에 barrier를 형성하여 기체 차단성을 향상시키고, 미생물에 의해 분해된다는 점에서 효과적일 뿐 농수산품 포장용 골판지 상자의 실제 흡습현상을 제어하는데 한계가 있다.16,17)
본 연구에서는 농수산품 포장용 골판지 상자의 내수성과 친환경성을 향상시키기 위해 기존 파라핀 왁스를 대체할 수 있는 3종의 생분해성 고분자의 적용 가능성을 탐색하였다. 생분해성 고분자는 SC(sodium caseinate)18), PVA(polyvinyl alcohol)19), PLA(poly lactic acid)15,20)을 선정하였으며 SC는 우유에서 유래된 카제인 기반의 고분자로, 합성 고분자로 흔히 알려진 PVA 및 PLA와 같이 필름형성력이 우수하여 생분해성 코팅제로 많이 활용되는 것이 특징이다. 이에 생분해성 고분자를 혼합해 수지 배합비 감량을 목적으로 종이의 수분저항성 및 강도적 특성을 겸비할 수 있는 적정 배합비로 조절하고 각각의 배합조건에 따라 종이에 표면처리를 행하였다. 또한 최적 배합비로 코팅된 종이를 실제 포장용지가 가장 쉽게 손상될 수 있는 현장조건에 적용했으며, 이를 통해 실제 활용 가능성을 검토하였다.
2. 재료 및 방법
2.1 공시재료
공시재료는 A사의 라이너지(평량 200 g/m2)로 KS M ISO 187에 의거하여 온도 23±1℃, 상대습도 50±2% 조건에서 24시간 이상 조습처리 후 사용하였다. Table 1에 나타낸 바와 같이 라이너지 표면처리용으로 사용된 생분해성 고분자는 D사로부터 구매한 sodium caseinate(SC), poly latic acid(PLA), polyvinyl alcohol(PVA) 3종을 사용하였다. SC와 PVA는 증류수를 활용하여 5%의 농도로 희석하였고 65℃ 온도에서 1시간 동안 호화시켜 사용하였다. PLA의 경우 methylene chloride를 사용하여 7%의 농도로 희석하였으며 oleic acid, triethanolamine을 첨가하여 에멀젼 형태로 라이너지 표면처리에 활용하였다.
2.2 생분해성 고분자 기반의 복합 레진 배합조건 탐색
Table 1의 생분해성 고분자 3종을 Table 2 조건으로 혼합 제조하였다. 혼합한 코팅 용액의 pH는 8.5-9.5로 조절하였으며, 이때의 점도는 100-150 cP였다. 표면처리는 bar coater (PI-1210 Tester, SANHYO Co., Ltd., JAPAN, Bar No. 32)를 이용해 실온에서 라이너지 편면 코팅하였으며, 1분간 105℃에서 열풍건조 후 80℃에서 드럼드라이어로 건조시켰다. 코팅 시 일정한 도포량을 유지하기 위해 복합레진의 점도에 따라 코팅처리를 반복했으며, 코터의 코팅 스피드는 13 mm/s., 도포량은 10-12 g/m2로 조절하였다.
2.3 표면처리에 의한 종이의 특성 및 수분 저항성
표면 처리된 종이의 표면 특성 및 수분 저항성을 평가하기 위하여 현미경 이미지 분석 및 사이즈도, 투습도를 분석하였다. 종이의 표면 특성을 분석하고자 FE-SEM (field emission scanning electron microscope, S-4300, Japan)을 이용하여 시료의 표면을 300배율, 600배율로 관찰하였으며, 사이즈도는 KS M ISO 53에 따라 분석하였다. 투습도는 KS M 7019에 따라 염화칼슘법으로 분석한 후 eq. 1과 같이 계산한 뒤 24시간으로 환산하였다.
2.4 저장조건에 따른 표면처리 종이의 기계적 특성 평가
표면처리한 종이의 유통 및 저장환경에 대한 모사 조건5-7)에서의 적용 가능성을 확인하기 위하여 최적 배합비로 고려된 표면 처리된 종이의 기계적 강도 특성을 평가하였다. 저장 환경의 모사 조건은 냉동 컨테이너의 온·습도 조건을 고려하였으며, 온도는 –25℃, 상대습도는 10% 이하 범위로 조절하였다. 유지 기간은 0 day, 7 day, 14 day로 저장 기간 동안 시료는 상온에 반복적으로(1 hr/2일) 노출시켰다. 기계적 강도 특성을 평가하기 위하여 인장강도(KS M ISO1924-1), 수직압축강도(KS M ISO 7063-1), Taber stiffness(KS M ISO 2493-1), 파열강도(KS M ISO 2758)를 측정하였다.
3. 결과 및 고찰
3.1 생분해성 고분자 배합비에 따른 표면 처리 종이의 특성
일반적으로 표면 처리 종이의 투습도 및 투기도 증감을 결정짓는 주요 인자는 종이의 표면 및 지층에 존재하는 공극으로서 표면처리용 고분자의 점도가 낮을 경우 공극 내부로 침투하여 기체 차단 효과를 기대할 수 있다. 본 논문에서는 SEM 이미지를 통해 표면 처리한 종이의 공극 구조 및 분포 특성을 평가하였다. 고분자 수지 배합비 감량에 따라 형성되는 coating barrier 특성을 분석하였으며, 그 결과를 Figs. 1-2에 나타냈다.
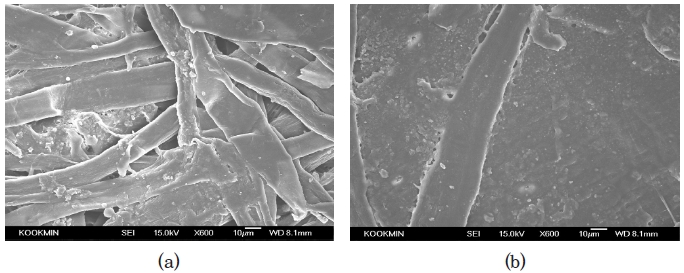
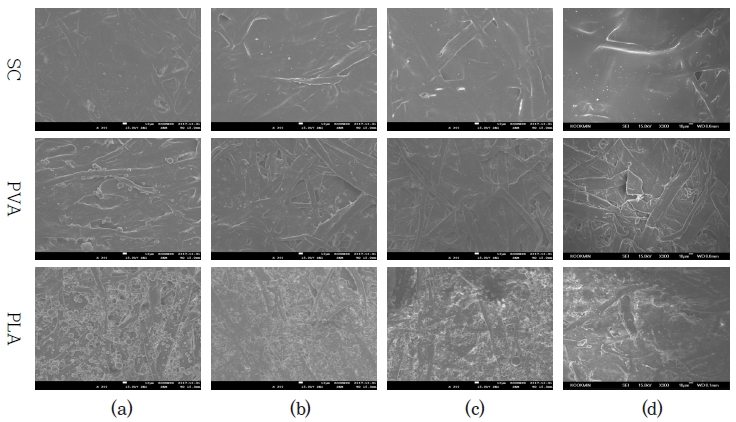
Fig. 2.
SEM image (×300) of surface coated paper; biopolymer/resin (a) 20/80, (b) 50/50, (c) 80/20 and (d) 100/0.
Fig. 1은 코팅제가 처리되지 않은 종이와 수지만 처리된 종이의 SEM 이미지 결과이다. 무처리한 라이너지 원지와 달리 수지만 처리된 종이의 표면은 공극의 존재 없이 석유계 고분자 물질이 응집된 형상를 나타냈다. Fig. 2는 3종의 생분해성 고분자와 수지의 배합조건에 따라 표면 처리한 종이의 표면 특성을 관찰한 것으로 SC의 경우 종이의 공극 형상이 나타나지 않을 정도로 균일한 표면층의 특성을 나타냈다. PVA의 경우 SC에 비해 표면 코팅층이 균일하게 나타나지는 않았으나 섬유 사이의 공극 형상은 관찰되지 않았으며, 또한 바이오폴리머의 배합비에 따른 큰 차이는 나타나지 않았다. PLA는 에멀션 상태로 처리되어 구체의 코팅 물질이 종이의 표면 전체를 덮는 형태로 나타났으며 반면 코팅 막이 쉽게 깨지는 특성을 보였다.
3.2 생분해성 고분자 배합비에 따른 표면 처리 종이의 수분 저항성
3.2.1 투습 특성
종이 포장재는 대기 중 또는 포장 내용물로부터 발생되는 수분에 의해 다양한 문제점이 야기되며, 이로 인한 제품 손상을 줄이기 위해 수분 흡수에 대한 표면적을 최소화할 수 있도록 적절한 투습 특성이 요구된다. Fig. 3은 고분자 표면 처리한 종이의 투습도 결과로서 저온, –10℃ 및 조습조건에서 고온 및 고습조건인 23℃, 50%의 환경에 노출되었을 때 종이를 투과하는 수증기 양을 측정한 결과이다. 생분해성 고분자 배합비를 증가함에 따라 표면 처리한 종이의 투습도는 높아지는 경향을 나타냈다. 3종의 생분해성 고분자 중 PLA를 표면 처리한 종이의 투습도가 가장 낮았으며 PVA 표면 처리한 종이의 투습도가 가장 높았다. 특히 생분해성 고분자를 80% 배합하였을 때, 투습도 결과는 수지만을 표면 처리한 종이(1,716 g/m2·24 hr)와 유사한 결과를 나타냈다.
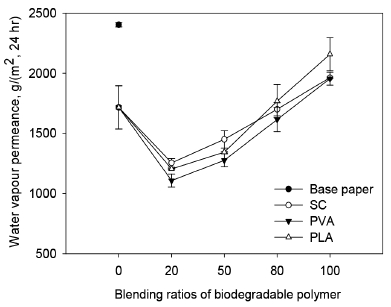
Jeong 등21)에 의하면 투습도는 종이 내에 존재하는 공극에 영향을 받으며, 복합제 성상에 따라 투습 특성은 다른 결과를 나타낸다고 보고한 바 있다. 이에 생분해성 고분자 중 PVA를 혼합할 경우 코팅액이 종이의 공극 내 더욱 원활히 침투되는 것으로 판단되며, 종이 표면의 barrier 형성력이 향상되어 낮은 투습도를 나타낸 것으로 사료된다.
3.2.2 콥 사이즈도
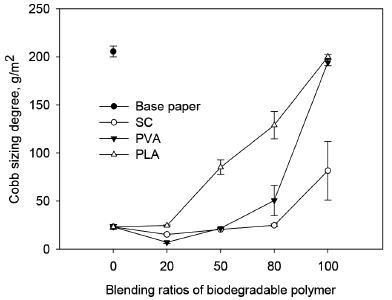
생분해성 고분자 배합비에 따른 수분 저항성 정도를 분석하기 위해 고분자 표면처리 한 종이의 콥 사이즈도를 측정하였으며, 그 결과를 Fig. 4에 나타냈다. 생분해성 고분자의 배합율 조건에 따른 투습도 변화와 유사하게 파라핀 배합비를 높일수록 사이즈도가 낮은 결과를 나타냈다. PVA의 경우 배합비를 20%로 조절하였을 경우 콥 사이즈도는 7.06 g/m2으로 가장 낮은 결과를 나타냈다. 콥 사이즈도는 규정된 내에서 물에 대한 종이의 중량변화를 나타낸 것으로 측정 값이 낮을수록 수분에 대한 저항력이 크다는 것을 의미하며, 이에 SC 표면 처리한 종이의 경우 수분에 대한 저항력이 상대적으로 높고, PLA 표면 처리한 종이는 수분에 취약하다는 것을 확인할 수 있었다. 특히 PLA 표면 처리한 종이에서 콥 사이즈도 값은 평균적으로 높게 나타났으며, 이는 PLA 내 ester기가 물에 의해 쉽게 가수분해 되는 특성에 기인한 것으로서 구조상 물과 쉽게 결합할 수 있어 수분에 취약한 결과를 나타낸 것으로 사료된다.
3.3 생분해성 고분자 배합비에 따른 표면 처리 종이의 기계적 강도
일반적으로 고분자 수지는 긴 탄소계 체인으로 구성되어 있으며, 종이에 표면 처리했을 때 수분에 대한 강한 저항성을 나타낼 수 있으나, 종이에 표면 처리할 경우 공극 내에 침투되어 섬유간 결합을 유도하기보다 건조되어 잔류되는 형태로 나타난다. Kim 등14)은 석유계 수지를 이용한 표면 처리는 종이의 강도에 큰 영향이 없다고 보고한 바 있으며, 이로써 수지 내에 생분해성 고분자를 혼합할 경우 표면 처리한 종이의 강도향상 효과를 기대할 수 있다. 본 연구에서는 생분해성 고분자의 배합비에 따른 강도 변화 양상을 분석하였으며, Figs. 5-8에 나타냈다.
Fig. 5는 생분해성 고분자의 배합비에 따라 표면 처리된 종이의 인장강도 결과로서 배합비를 높일수록 인장강도는 증가하는 경향을 보였으며, PVA와 PLA의 경우 배합비 증가에 따른 강도 향상은 높게 나타났다. 특히 PVA 표면 처리한 종이는 수지만 표면 처리한 종이와 비교했을 때 약 4.008 N/m 정도의 높은 강도 차이를 나타냈다. PLA의 배합비에 따른 인장강도 변화는 증가 폭은 낮았으며, 일부 배합 조건에서는 원지의 기계적 강도 보다 낮은 결과를 나타냈다.
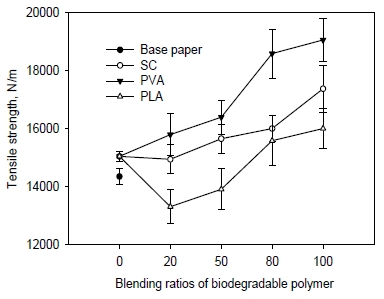
Fig. 6에 나타낸 압축 강도는 포장용 판지의 물리적 특성을 결정하는 주요소로서 Figs. 7-8에 나타낸 스티프니스와 파열강도와 같이 원지의 품질을 표시하는 데 활용된다. 수직압축 강도는 시험편을 수직 상태에서 압축한 최대 저항을 나타내기 때문에 포장용 원지 자체의 강도가 약하거나 함수율이 높은 경우 강도 특성은 낮게 나타난다. 압축강도 시험 결과 SC와 PLA에서는 바이오 폴리머 배합비 증가에 따라 강도 향상은 높게 변화되지 않았으나, PVA의 경우 배합비를 100%로 조절하였을 때 최대 3,390 N/m을 나타냈다. 이는 전술한 바와 같이 PVA가 저점도 액상 형태로 표면 처리됨으로서 종이 공극 내에 쉽게 침투한 결과로 사료되며, 이러한 현상이 강도 향상에 기인한 것으로 판단된다.19)
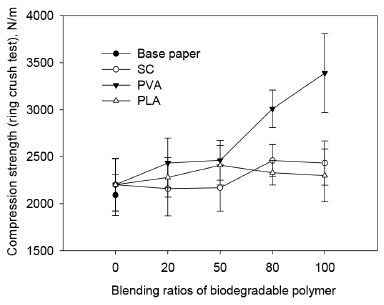
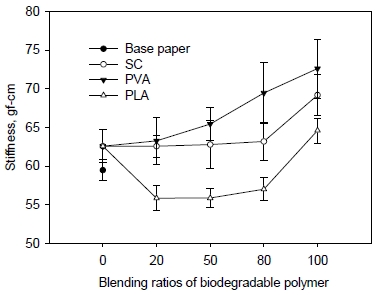
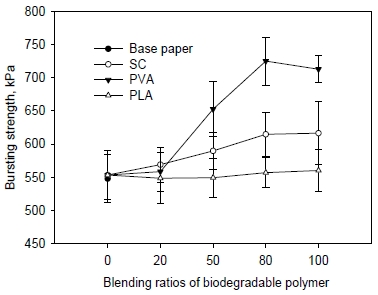
Fig. 7에 나타낸 스티프니스 측정 결과는 인장강도 특성과 매우 유사하였으며, 생분해성 고분자 배합비에 따른 강도변화는 PVA 표면 처리 조건에서 높게 나타났으며 배합비는 80% 조건에서 최대 72.6 gf·cm를 나타냈다. 또한 Fig. 8에 나타낸 파열강도 특성의 경우 PVA 배합비 80% 조건에서 SC 및 PVA 표면 처리한 종이는 각각 614.77 kPa과 725.03 kPa을 나타냈다.
3.4 저장조건에 따른 표면 처리 종이의 기계적 강도
전술한 결과를 분석하여 최적 배합비 조건으로 고려한 표면 처리 종이를 냉동 보관한 뒤 상온에 반복적으로 노출시키는 과정을 통해 열화된 종이의 강도적 특성을 고찰하였다. 고분자 표면 처리한 종이의 저장시간 변화에 따른 기계적 강도 결과를 Figs. 9-12에 나타냈다. Fig. 9에 나타낸 인장강도 결과 복합 레진 표면 처리한 종이는 수지만을 표면 처리한 종이보다 우수한 강도 특성을 나타냈다. 인장강도는 시료의 신장율에 따라 파괴 시까지의 최대 응력으로서, 이는 냉동조건에서의 복합레진 표면 처리가 섬유 간 인장력 향상에 영향을 미치는 것으로 사료된다.
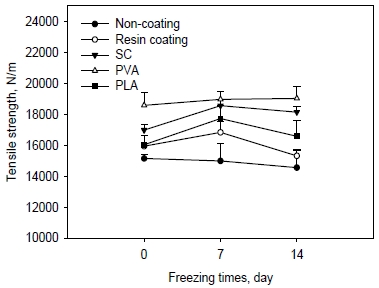
Fig. 9.
Changes in tensile strength of the biopolymer/resin coated paper in accordance with freeze storaging time.
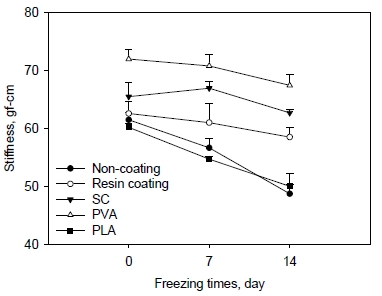
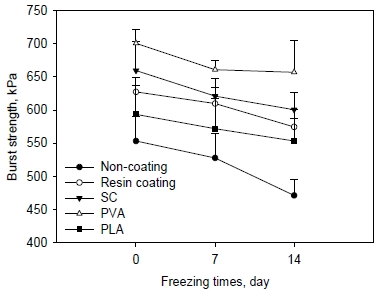
Figs. 10-12에 나타낸 수직압축강도 및 스티프니스, 파열강도 결과는 서로 유사한 결과를 나타냈으며, 기계적 강도 특성은 저장 시간의 경과에 따라 감소하는 경향을 나타냈다. 기계적 강도의 감소율은 PVA 표면 처리 조건에서 가장 낮았으며, SC 및 수지 표면 처리 종이 순으로 낮게 나타났다. 반면 PLA 표면 처리한 종이의 경우 강도 저하 현상은 크게 나타나지 않았으나 상대적으로 냉동 저장환경에 취약한 결과를 나타냈다. 특히 스티프니스의 경우 PLA 표면 처리한 종이의 강도(60 gf·cm)가 미처리 한 라이너 원지만큼 낮았고, 휨 강성 개선에 있어 큰 효과를 발현하지 못했다. 일반적으로 스티프니스는 탄성계수와 비례적인 연관성을 나타낸다고 알려져 있으며, 이는 전술한 바와 같이 PLA의 약한 필름 형성력에 기인한 것으로 사료된다.
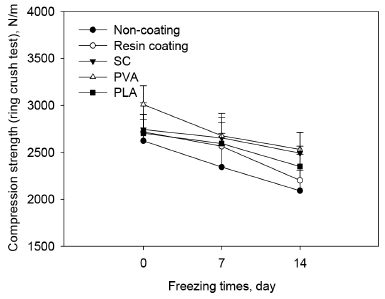
Fig. 10.
Changes in compression strength of the biopolymer/resin coated paper in accordance with freeze storaging time.
4. 결 론
본 연구에서는 냉동저장 환경 조건에 감응할 수 있는 포장 용재를 개발하기 위해 난분해성 복합제를 종이에 표면 처리하였으며, 종이의 내수 및 강도 특성을 유지하기 위한 배합조건을 탐색하고자 하였다. 이에 3종의 바이오 폴리머를 선정하고, 최적 배합비를 모색하여 표면 처리한 종이의 기계적 강도 특성을 분석하였다. 또한 냉동저장 환경 조건을 모사한 후 저장하였으며, 고온다습한 환경 조건에 일정시간 재 노출시킨 결과 변화 값을 분석해 다음과 같은 결론을 도출하였다.
복합레진의 표면처리는 생분해성 고분자 종류에 따라 공극성이 달라지며, 그 중 PVA와 SC는 배합비 80%까지 파라핀 처리 용지만큼의 수분저항성을 나타냈다. 특히 PVA를 활용한 복합레진을 처리할 경우 상대적으로 공극이 적고 표면구조가 치밀함에 따라 높은 강도를 보였다. 따라서 냉동저장 환경에서 포장용 원지의 강도 특성을 효과적으로 유지하기 위해서는 PVA를 활용한 표면 처리가 적절할 것으로 판단되며, 수지 내 PVA 배합비는 80% 정도가 최적일 것으로 사료된다.
