

1. 서 론
셀룰로오스는 자연계에 있는 많은 식물들의 구성 성분중 하나이고, 천연 고분자 물질로 강도와 열, 화학적으로 안정성이 높고 유연성이 우수하다. 지속적인 공급이 가능하고 높은 생분해성으로 인하여 자원의 재순환성을 가지기 때문에 친환경적인 자원이라고 평가받는다.1) 목재 펄프는 셀룰로오스의 구성 함량이 다른 식물보다 높기 때문에 셀룰로오스를 이용하기에 적합하다. 셀룰로오스를 이용하는 방법 중 하나로 길이를 수 마이크로미터 단위, 폭을 수십 나노미터 단위로 가공하여 이용하려는 연구가 다양하게 진행되고 있다. Turbak 등1)과 Herrick 등2)에 의하면 목재펄프를 저 농도에서 고압 균질기(high pressure homogenizer)로 여러 번 처리하여 섬유 폭이 나노미터 혹은 마이크로미터 단위로 셀룰로오스를 가공할 수 있다고 했다. 셀룰로오스는 가공 방법에 따라 기계적 처리 방법으로 가공한 셀룰로오스 나노피브릴(cellulose nanofibril, CNF)과 화학적 처리 방법으로 가공한 셀룰로오스 나노크리스탈(cellulose nanocrystal, CNC)로 나뉘며, 각각의 가공방법의 효율성과 생산량을 높이고 동력 에너지 절감을 위하여 많은 연구가 진행 중이다.3-5) CNF는 일반적인 펄프 섬유와 다르게 섬유폭이 나노미터 단위 수준으로 큰 종횡비와 넓은 비표면적을 가지며 기계적인 물성과 열적 안정성이 우수하다. 또한 shear-thining의 유동 특성을 가지고 있어 적은 양으로 종이에 도공 시에도 네트워크 형성 능력이 우수하고 높은 배리어 특성을 가진다.6,7)
원지에 표면 도공처리 후 도공지의 표면 거칠음도는 도공 및 인쇄 등의 공정을 마친 최종제품의 품질을 결정짓는 중요한 특성 중 하나이다.8) 표면 거칠음도를 측정하는 방법은 직접 종이에 접촉시켜 측정하는 탐침(stylus profiling) 방법이 있고, 그 외의 방법으로 공기누출(air leak) 방법, 광학적 이미지(optical) 방법이 있다. 탐침 방법은 종이에 접촉시키기 때문에 직접적인 종이의 높낮이를 측정이 가능하지만 종이 표면에 탐침으로 인하여 긁힐 수 있는 단점이 있다. 공기누출 방법과 광학적 이미지 방법은 측정 방법이 간단하고 빠르지만 샘플 간 상대적인 거칠음도 비교는 가능하나 가공 처리 후 최종제품의 품질 예측, 객관적인 평가에는 어려움을 가진다.
본 연구는 측정방법에 따른 표면 거칠음도를 분석하고자 하였다. 네트워크 형성이 우수한 저농도의 CNF와 CNF보다 고농도의 산화전분을 단독 혹은 혼합하여 표면 거칠기의 크기를 변화시켰고, 거칠기의 크기에 따른 거칠음도 분석과 측정방법 사이의 상관관계를 비교하였다.
2. 재료 및 방법
2.1 공시재료
2.1.1 도공액 제조
국내 M 사의 활엽수 표백 크라프트펄프를 셀룰로오스에 카르복시메틸화(carboxymethylation) 처리 후 증류 수로 세척하고 그라인딩하였다. 그라인더(Super Masscolloider, Masuko Sangyo Co., Ltd., Japan)를 이용하였고, 운전 속도 1,000 rpm, 그라인더 스톤 간격 -200 μm의 조건으로 2회 그라인딩을 실시하여 CNF를 제조하고 1%의 농도로 희석하였다. 국내 D 사의 산화전분(oxidized starch, O·S)을 10%의 농도로 호화한 후 100 g의 산화전분 호화액에 Table 1과 같이 1%의 CNF를 각각 20, 40, 60, 80, 100 g을 혼합하였다.
2.1.2 도공지 제조
국내 S 사의 평량 150 g/m2의 원지를 K control coater(RK Print Instruments, Ltd., United Kingdom)로 도공액을 단면 1회 도포하고 열풍 건조하였다. Coater의 bar 종류를 다르게 하여 도공량에 변화를 주었고 KS M ISO 12625-6에 의거하여 측정한 각각의 도공량은 Table 2와 같다. 본 연구 내에서의 일련번호인 Bar number가 커질수록 도공량은 증가하였다.
Table 2.
Coated weight depending on mixing ratio of oxidized starch and nanocellulose
2.2 실험방법
2.2.1 탐침 방법을 이용한 거칠음도 측정
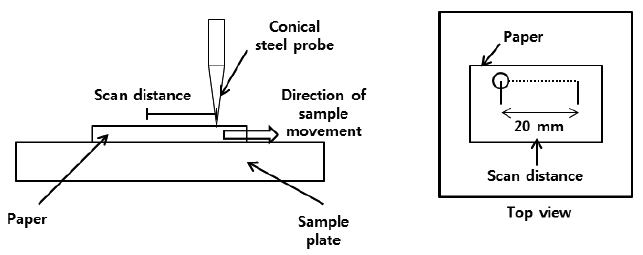
CNF와 산화전분으로 도공한 도공지의 표면 거칠음도 측정을 위해 KS M ISO 187에 의거하여 23±1℃, 상대 습도 50±2%의 항온항습실에서 8시간 이상 조습처리 후표면 거칠음도를 측정하였다. 탐침 방법으로 Fig. 1처럼 KES tester(KES-SE-SR Surface Tester, Kato Tech, Japan)를 이용하여 종이 표면의 높낮이를 측정하였다. 종이 표면에 접촉하는 탐침은 반지름 83.1 μm의 원뿔형, 측정 조건은 민감도 high, 적용 하중 5 gf, 측정 거리 20 mm, 측정 속도 1.0 mm/s로 측정하였다.9) KES tester에 data logger를 장착하여 약 2,000-20,000개의 데이터를 추출하였다. 본 실험에서의 측정 거리와 속도에서는 1-10 μm 간격의 산과 골의 차이를 수치화할 수 있었다. 추출한 데이터는 통계 프로그램인 SAS JMP를 이용하여 시계열(time series)의 변동도(variogram)를 적용하여 log를 취한 x, y 값들을 Fit T by X 기능으로 그래프의 기울기를 구하였다.10) 그래프의 기울기를 이용하여 Eq. 1로 프랙탈 차원 값을 계산하였다.
2.2.2 공기누출 방법을 이용한 거칠음도 측정
조습처리한 도공지를 KS M ISO 8791-2에 의거하여 공기누출 방법의 측정 장비인 Bendtsen tester(L&W, Sweden)로 측정하였다.
2.2.3 광학적 이미지를 이용한 거칠음도 측정
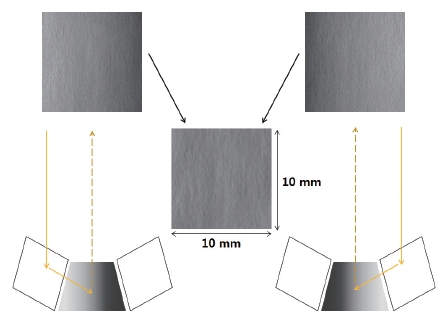
도공지를 조습처리 후 광학적 측정 장비인 OptiTopo (L&W)로 측정하였다. OptiTopo 장비는 Fig. 2와 같이 100 mm2 종이의 양쪽에서 60°의 각도를 가진 빛을 입사하고 표면의 거칠음으로 인해 생긴 그림자의 길이를 측정하여 도공지의 표면 거칠음도를 측정한다. 거칠기 그림자의 길이로 표면의 산과 골의 높이 차이를 1.5 μm, 3.0 μm, 5.0 μm 이내의 비율로 측정이 가능하다. 이와 같이 세분화한 표면 거칠음도의 평균적인 값을 OSD(OptiTopo surface deviation)로 나타내고 단위는 μm를 사용한다. OptiTopo 장비는 이미지를 통해 Bendtsen 거칠기 값과 PPS(Parker print-surf)도 측정 가능하다. PPS는 OSD와 다르게 측정한 종이 면적 내 표면의 거칠기를 세분화 하지 않고 가장 높은 부분과 가장 낮은 부분만의 높이차를 나타낸다.
3. 결과 및 고찰
3.1 도공액의 배합 조건 도공량에 따른 거칠음도 특성
3.1.1 탐침 방법에 의한 도공지의 거칠음도 특성 분석
KES tester와 data logger로 종이 두께의 평균의 편차인 SMD(mean deviation from the average thickness)11,12)를 측정한 프랙탈 차원 값은 Figs. 3-4와 같다.
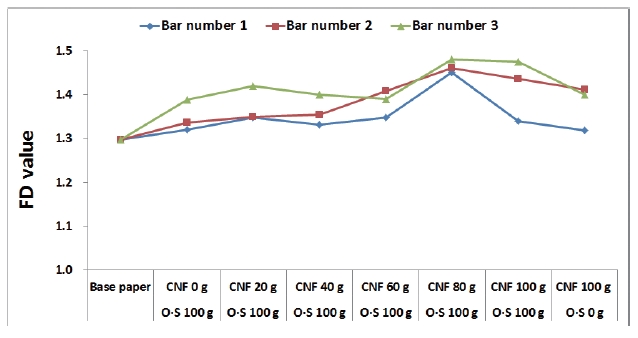
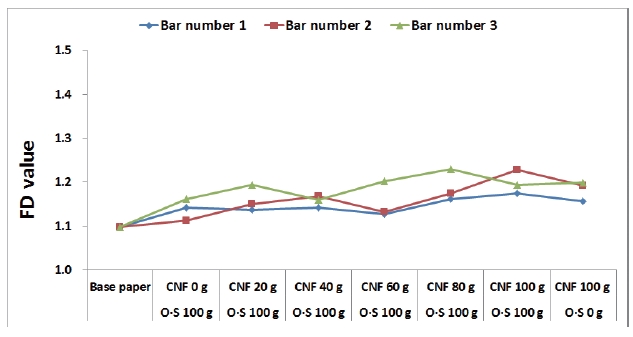
Fig. 3의 프랙탈 차원 값은 data logger의 데이터 추출 개수를 2,000개로 설정하였을 때의 값이었고, Fig. 4의 프랙탈 차원 값은 추출 개수를 20,000개로 설정하였을때 값이었다. 위의 조건에서 탐침의 측정 분해능은 각각 10 μm, 1 μm이다. 프랙탈 차원 값이 작을수록 도공지의 표면 거칠음도는 낮다고 판단한다.
Kanjanto 등13)은 종이 표면의 거칠음도를 길이에 따라서 1 μm 미만의 서브 마이크로 거칠기(sub-micro roughness), 1-100 μm의 마이크로 거칠기(micro roughness), 100-1,000 μm의 마크로 거칠기(macro roughness)의 총 3가지로 분류할 수 있다고 했다. 서브 마이크로 거칠기는 도공된 개별 안료 입자와 섬유의 표면 특성에 영향을 받고, 마이크로 거칠기는 종이 표면의 섬유의 모양과 위치에 따라 다르며, 가장 큰 마크로 거칠기는 초지 과정에 따라서 달라진다. 일반적으로 원지에 도공 처리를 하고 도공량이 많아질수록 표면 거칠기가 감소하지만 Figs. 3-4에서 보는 바와 같이 CNF와 산화전분 도공량이 증가하였을 때 프랙탈 차원 값이 증가하였다. CNF와 산화전분의 도공량을 높이기 위해 원지 표면에 다량 도포 시 도공액의 농도가 10% 이하의 저농도이고, 도포되는 물의 양도 증가하게 되어 건조 시간이 늘어나면서 원지 표면의 네트워크의 팽창과 수축의 결과로 판단하였다. CNF의 배합량이 증가하면 프랙탈 차원 값이 증가하였는데 CNF를 표면에 도포하면 Richmond 등14)의 연구와 같은 표면 거칠음도의 증가가 확인되었다. 높은 종횡 비를 가지는 CNF가 건조하면서 원지의 건조수축보다 많은 건조수축이 일어났고 이와 같은 건조수축의 차이로 표면에 크고 작은 거칠기의 생성 때문으로 판단하였다. 측정 분해능이 짧아질수록 프랙탈 차원 값이 감소하였는데 이는 10 μm에서는 도공지 표면의 섬유의 모양 및 위치인 마이크로 거칠기를 측정하고 1 μm는 표면의 개별의 안료 입자의 거칠음도인 서브 마이크로 거칠기를 측정한 결과로 판단하였다. 표면 거칠음도는 도공액에서 원지로의 수분이동과 안료의 크기, 도공층과 원지와의 건조수축의 차이 등 다양한 이유로 달라질 수 있다. 다층 도공이나 다양한 농도의 도공액을 사용하여 거칠기의 변화 조건을 조절하면 더욱 정확한 측정 방법에 따른 거칠음도의 비교가 가능하다고 판단된다.
3.1.2 공기누출 방법에 의한 도공지의 거칠음도 특성 분석
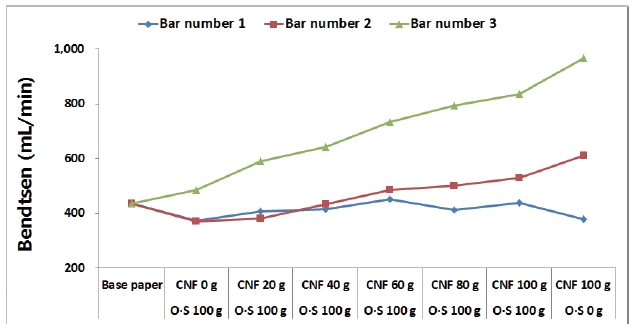
Fig. 5는 CNF와 산화전분의 배합비와 도공량에 따른 Bendtsen 거칠음도를 보여준다. Bendsen 법은 밀폐되어 있는 공간에 일정한 공기압을 공급하여 원형의 금속 평면과 샘플 표면 사이의 공기의 유량을 측정하는 방법이다. Bendtsen 법은 부드러운 종이나 투기도가 높은 종이 혹은 평평하지 않은 종이에는 사용할 수 없다.15) Bar number 2와 bar number 3을 비교하면 도공량과 CNF의 배합량이 많아질수록 표면 거칠음도는 증가하였다. 그러나 Bar number 1의 경우 2.2-4.0 g/m2이 잔류되었는데 CNF의 배합량에 따라서는 큰 변화를 보이지 않았다. 이는 도포되는 도공액량이 적은 경우 공기누출 방법으로 측정 가능한 크기의 거칠기의 변화가 적었기 때문으로 판단하였다. 도포량을 증가시켜 표면 거칠기의 크기를 증가시키거나 표면에 잔류되는 CNF 양을 증가시키면 거칠음도는 증가하였다. 공기누출 방법의 측정 방법은 간단하고 짧은 시간에 진행이 가능하다는 장점을 가지지만 미세한 거칠음도를 측정하기는 어려웠다.
3.1.3 광학적 이미지 방법에 의한 도공지의 거칠음도 특성 분석
OptiTopo 장비를 사용하여 도공지의 1.5 μm, 3.0 μm, 5.0 μm의 높이 차이가 나는 산과 골의 비율은 Table 3과 같다. 원지에 도공을 하면 모든 수준의 산과 골의 높이차 비율을 원지와 비교하면 도공량이 많을 경우 감소하였고 같은 bar에서는 CNF 배합량이 많아질수록 감소폭은 적었다. CNF 배합량이 많아질수록 산과 골 높이차의 감소 폭이 적은 이유는 산화전분 호화액보다 CNF의 농도가 낮기 때문에 표면에 잔류되는 입자의 양이 적었고, 원지에 균일하게 도포는 되었지만 적은 양의 입자가 종이 표면의 골을 충분하게 메꾸지 못했기 때문으로 판단했다.
Table 3.
The ratio (%) of the height difference between the hill and crater of coated paper
| △* | Bar number | Base paper | O·S 100 g CNF 0 g | O·S 100 g CNF 20 g | O·S 100 g CNF 40 g | O·S 100 g CNF 60 g | O·S 100 g CNF 80 g | O·S 100 g CNF 100 g | O·S 0 g CNF 100 g |
|---|---|---|---|---|---|---|---|---|---|
| 1.5 μm | 1 | 20.20 | 18.51 | 18.08 | 18.29 | 18.06 | 17.66 | 18.01 | 18.97 |
| 2 | 15.86 | 14.97 | 15.23 | 17.09 | 16.87 | 17.99 | 20.07 | ||
| 3 | 13.51 | 14.74 | 14.98 | 15.52 | 15.96 | 16.57 | 20.03 | ||
| 3.0 μm | 1 | 6.24 | 4.61 | 4.43 | 4.64 | 4.11 | 3.93 | 4.17 | 5.24 |
| 2 | 2.81 | 2.48 | 2.61 | 3.52 | 3.35 | 4.11 | 5.00 | ||
| 3 | 1.70 | 2.39 | 2.55 | 2.62 | 3.06 | 3.27 | 5.11 | ||
| 5.0 μm | 1 | 0.83 | 0.41 | 0.38 | 0.42 | 0.32 | 0.28 | 0.33 | 0.60 |
| 2 | 0.13 | 0.09 | 0.12 | 0.14 | 0.19 | 0.32 | 0.37 | ||
| 3 | 0.04 | 0.12 | 0.13 | 0.11 | 0.19 | 0.23 | 0.42 |
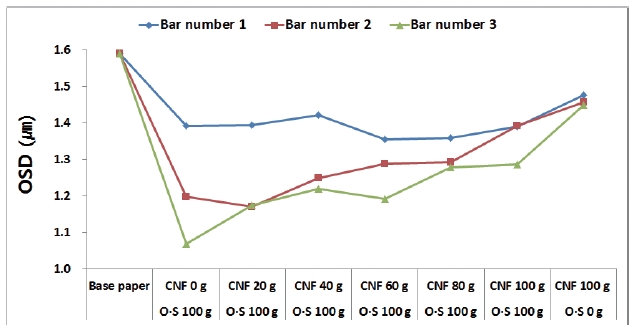
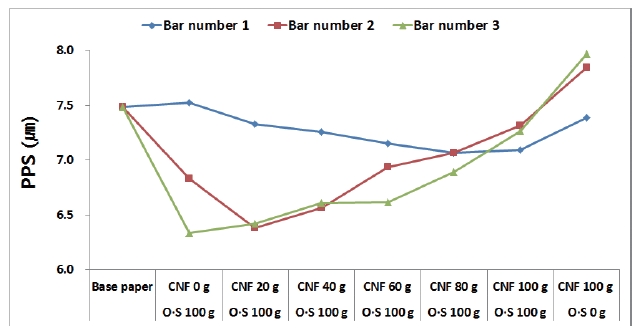
Figs. 6-7은 OptiTopo 장비로 도공지의 OSD와 PPS를 측정한 결과 값이다. OSD는 산화전분과 CNF를 배합한 도공액의 경우 도공량에 따라 차이는 있지만 도공을 하면 거칠음도가 감소하였다. Bar number 2-3은 OSD와 PPS의 그래프가 비슷한 경향을 보이지만 bar number 1에서는 다르다. OSD의 경우 측정 방법이 산과 골의 높이 차이를 세밀하게 측정한 후 최종 값을 도출하는 방법이라면 PPS는 측정할 종이 면적의 가장 높은 산과 가장 낮은 골의 차이만을 계산하였기 때문으로 판단하였다. 이는 도공량이 적을 시 더욱 두드러졌고 측정된 결과값도 Figs. 6, 7에서 보는 바와 같이 PPS가 큰 값을 가졌다.
3.2 거칠음도 측정 방법 종류에 따른 상관관계 분석
Figs. 8-10에서 공기누출 방법과 광학적 이미지 방법의 상관관계를 비교했다. CNF 배합량에 따라서 데이터간 변동이 가장 큰 bar number 3의 값을 사용했다. 공기누출 방법의 Bendtsen 거칠음도 값과 광학적 이미지 방법을 통한 OSD와 PPS는 각각의 상관계수가 0.011, 0.255로 낮은 상관관계를 보였다. 공기누출 방법은 마이크로 거칠기 혹은 마크로 거칠기 수준의 거친 종이를 측정하기에는 적합하지만 도공지 표면이 가지는 미세한 거칠기를 측정하기에는 어려움을 가지기 때문으로 판단하였다. 같은 광학적 이미지 측정 방법의 OptiTopo 장비로 측정한 OSD와 PPS 결과 값의 상관관계는 0.747로 높은 수준의 상관관계를 가졌다.
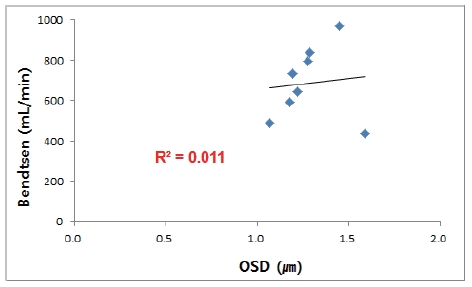
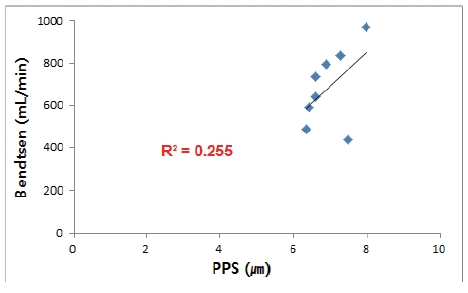
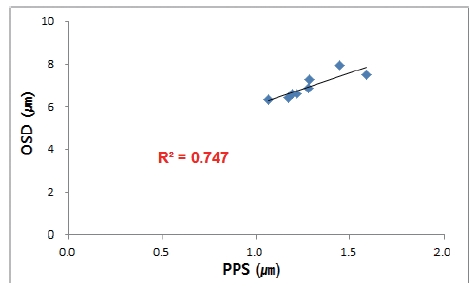
Fig. 11은 공기누출 방법의 Bendtsen 거칠음도 값과 탐침의 측정 분해능에 따른 프랙탈 차원 값과의 상관관 계를 보여준다. 탐침의 측정 분해능이 10 μm, 1 μm일 때상관계수는 각각 0.399, 0.549였다. 두 경우 높은 수준의 상관관계를 보이지는 않지만 측정 분해능이 짧을수록 상관관계는 높았다. 본 실험에서 사용한 반지름 83.1 μm의 탐침과 1 μm 측정 분해능이 공기누출 방법의 표면 거칠음 측정 조건과 유사한 결과로 판단하였다. 탐침의 반지름, 측정 분해능, 측정 속도, 민감도의 조건을 바꾸면 높은 상관관계를 유도할 수 있을 것으로 예상되었다.
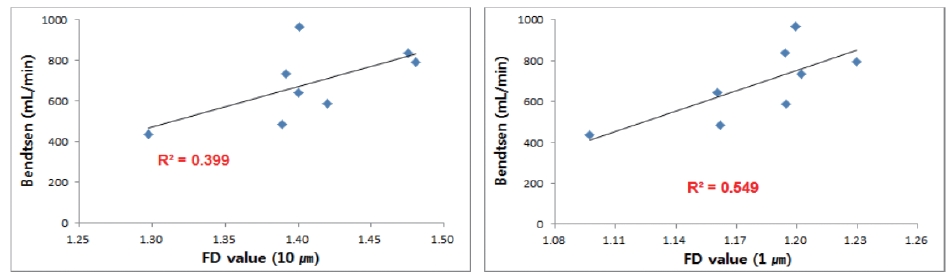
Fig. 11.
Correlation of Bendtsen roughness value and FD value (FD value at frequency of measurement=10 μm, 1 μm).
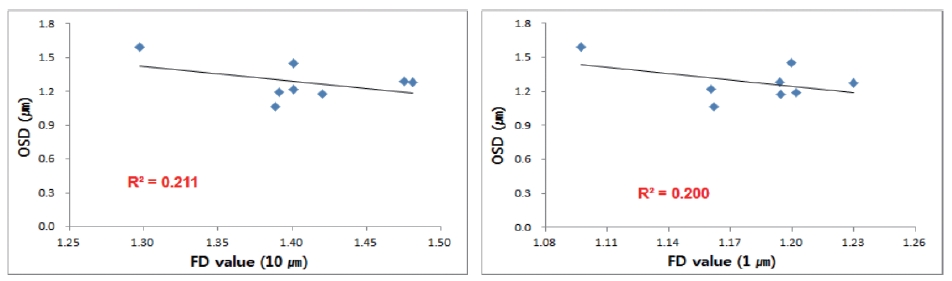
Fig. 12는 광학적 이미지 방법과 탐침 방법의 상관관계를 보여주는 그래프로 탐침 측정 분해능과 상관없이 낮은 상관계수를 보였다. 탐침 방법을 이용하게 되면 이미지를 이용하여 표면 거칠음 정도를 측정하였을 때보다 탐침의 반지름과 탐침에 작용하는 하중이 거칠기의 크기 1 μm 미만의 서브 마이크로 거칠기 측정에는 어려움을 겪기 때문으로 판단하였다.
4. 결 론
본 연구에서는 원지에 CNF와 산화전분을 배합하고 각각 도공하여 표면 거칠음도의 변화를 3가지 측정 방법으로 측정, 비교 분석하였다. 탐침을 통한 측정 방법과 공기누출 방법의 Bendtsen 거칠음도 값은 도포량과 CNF의 배합량이 많아질수록 거칠음도가 증가하고, CNF와 산화전분을 동일한 양으로 도포하였을 때 CNF의 경우가 산화전분보다 더 거칠었다. 반면에 OptiTopo 장비를 통해 광학적 이미지를 이용하여 도공지의 표면 거칠음도를 측정하였을 때 OSD는 원지보다 감소하고 CNF와 산화 전분이 같은 양이 도포되었을 때는 비슷한 수준을 보였다. 이는 도공지가 가지는 거칠음의 크기와 해당 크기의 비율이 다양하고 측정 방법의 측정 가능한 크기가 다르기 때문으로 판단되었다. 특히 탐침 방법은 탐침의 반지 름과 측정 분해능, 측정 속도, 탐침에 작용되는 하중 등의 조건에서 측정 가능한 거칠음의 크기가 다르기 때문에 원하는 크기의 거칠음도를 측정하기 위한 최적 조건의 탐색이 필요하다. 표면 거칠음도는 도공 및 인쇄 등의 공정을 마친 제품에서의 품질을 결정짓는 중요한 특성중 하나이기 때문에 샘플 간의 상대적인 거칠음도의 비교만이 아닌 최종제품의 품질을 예측할 수 있는 객관적인 평가가 가능한 측정 방법이 필요하다.
