

1. Introduction
2. Materials and method
2.1 Materials
2.2 Refining
2.3 Measurement of shive contents
2.4 Measurement of fiber dimension
2.5 Measurement of fines fraction from wood chips
3. Results and discussion
3.1 Fines fraction from wood chips according to moisture contents
3.2 Shive contents
3.3 Fiber dimensions
4. Conclusions
1. Introduction
Thermomechanical pulp (TMP) is a type of wood pulp produced by mechanically grinding and refining wood fibers, typically from softwood species like pine. TMP is widely used in both the paper and fiberboard industries due to its favorable properties such as high yield, good strength, and relatively low production cost.1,2,3) However, the manufacturing processes and the end-use requirements for TMP in papermaking and fiberboard production differ significantly, impacting the resulting products’ properties.
In the paper industry, TMP is primarily used for producing newsprint, magazine paper, and other types of paper where brightness and surface smoothness are important. The manufacturing process for TMP in papermaking typically involves debarking the wood, chipping it into small pieces, and then subjecting these chips to high-temperature steam and mechanical refining. The goal is to separate the fibers while preserving their length and flexibility. The moisture content of the raw material is a critical factor in this process, as it influences the energy consumption, fiber quality, and overall efficiency of the refining process.4,5) High moisture content can reduce the energy required for refining and improve fiber flexibility, but excessive moisture can lead to issues such as incomplete fiber separation and higher drying costs.
In contrast, the production of fiberboards, including medium-density fiberboard (MDF) and high-density fiberboard (HDF), involves a different approach. Fiberboards are engineered wood products made by breaking down hardwood or softwood residuals into wood fibers, combining them with wax and resin binders, and forming panels by applying heat and pressure. The TMP used for fiberboard production requires a higher degree of fiberization and bonding strength compared to that used in papermaking. The manufacturing process for fiberboard TMP typically involves additional steps such as pre- treatment with chemicals to enhance fiber bonding and the use of higher refining pressures to produce shorter and more uniform fibers that can be densely packed into panels.6,7)
The moisture content of the pine raw material plays a pivotal role in determining the quality and characteristics of the TMP produced for fiberboards. Adequate moisture levels help achieve optimal fiber separation and bonding during refining. However, too much moisture can produce excessive steam, leading to energy inefficiencies and potential degradation of fiber quality. Conversely, insufficient moisture can cause higher refining energy consumption and increased wear on refining equipment.8)
The importance of moisture content in the production of TMP has been widely documented. For instance, some studies have demonstrated that higher moisture content in wood chips can reduce the energy required for refining by up to 20%, thereby improving the overall efficiency of the TMP production process.9,10,11) This is particularly beneficial in the context of papermaking, where energy consumption is a significant cost factor.
Similarly, other studies have also shown that the quality of TMP fibers, including their length, strength, and flexibility, is heavily influenced by the initial moisture content of the raw material. These studies highlight the delicate balance required to optimize moisture levels to produce fibers that meet the stringent requirements of the paper industry.12 ,13)
In the context of fiberboard production, the role of moisture content is equally critical but less extensively studied. Research by Suchsland and Woodson (1987) indicated that moisture content affects the bonding strength and density of fiberboard panels.14) Their work suggested that optimal moisture levels are crucial for ensuring strong inter-fiber bonding and achieving the desired mechanical properties of fiberboards.
More recent studies by Irle and Barbu (2010) have focused on the effects of refining pressure and pre-treatment chemicals in conjunction with moisture content.15) They found that a combination of optimal moisture levels and chemical pre-treatments can significantly enhance the bonding strength and uniformity of fibers used in fiberboard production. This is particularly important for producing high-density fiberboards (HDF), where the mechanical properties and durability of the panels are paramount.
Despite these findings, there remains a gap in the literature regarding the specific effects of moisture content on the properties of TMP fibers intended for fiberboard applications. Most studies have focused on either papermaking or general fiberboard production without delving into the nuanced differences between the two processes. Therefore, this study aims to fill this gap by systematically investigating the impact of varying moisture content in pine raw materials on the characteristics of TMP fibers specifically for fiberboard production.
The primary objectives of this study include examining the change in moisture content of pine wood chips over a storage period, investigating the generation of fines from wood chips during storage, analyzing the changes in fiber length and fines content of TMP fibers at different moisture levels, and evaluating the changes in shive content in TMP at varying moisture contents. By examining these factors under different moisture conditions, this research seeks to identify optimal conditions for producing high-quality TMP that meets the specific requirements of the fiberboard industry. The findings of this study will contribute to the body of knowledge on TMP manufacturing and provide valuable insights for improving the efficiency and quality of fiberboard production.
2. Materials and method
2.1 Materials
Pine chips (Pinus densiflora) in Fig. 1 were provided in their fresh state from Jeonju Paper Co. Ltd. in Jeonju City, South Korea. The physical and chemical properties of the pine are shown in Table 1. The moisture content was analyzed according to ISO 287, while fiber length and width were measured based on ISO 16065-1.16,17) Cellulose content was determined using TAPPI T 203, lignin using TAPPI T 222, extractives using TAPPI T 204, and ash content using TAPPI T 211.18,19,20,21) The hemicellulose content was derived by subtracting the total weight of the other components from the oven-dry weight of the initial sample. Depending on market conditions, there are cases where freshly cut timber is used immediately and cases where it is used after being left for a certain period. To investigate the differences arising from this, we set intervals of 0, 15, and 30 days for fresh chips and stored them at room temperature to observe changes in moisture content. Therefore, the moisture content of the provided pine chips was allowed to adjust naturally by storing them at ambient temperature for 30 days, with measurements taken at 15-day intervals.

Table 1.
Physical and chemical properties of wood chip from Pinus densiflora
2.2 Refining
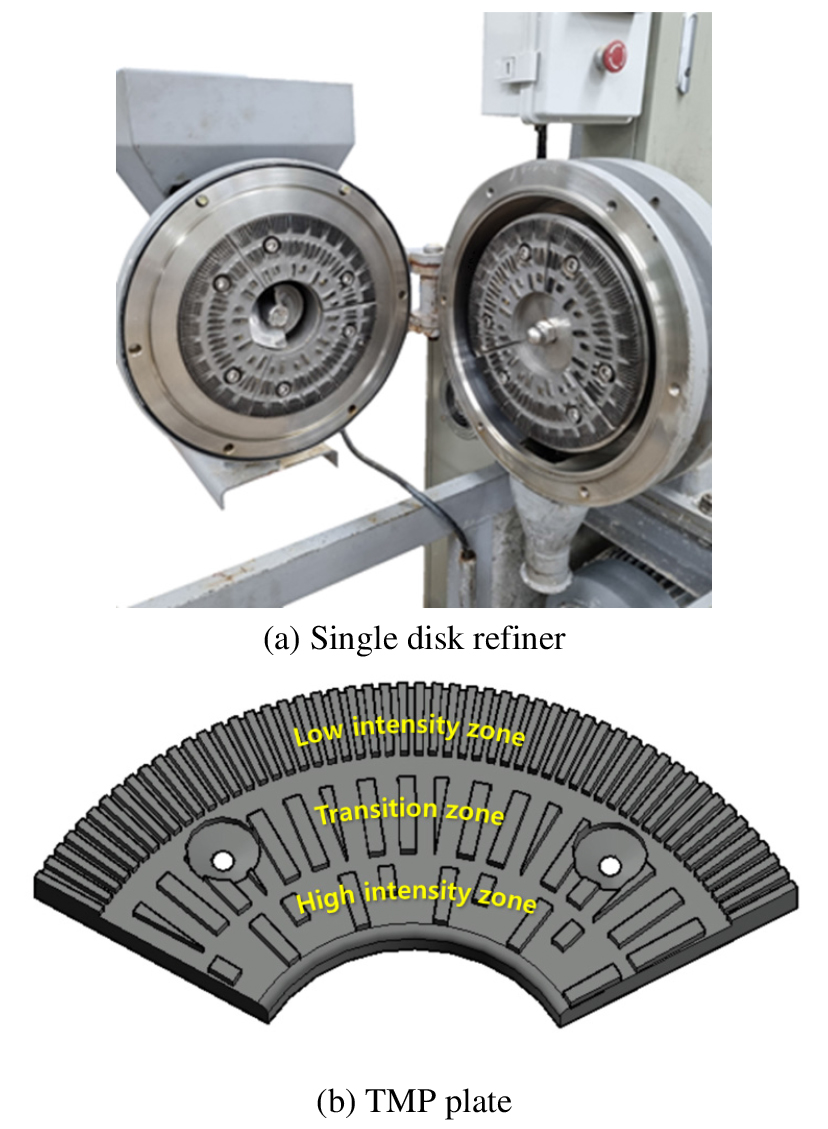
The wood chips were processed in the order of washing and steaming. During the chip washing stage, the surface of the wood chips and foreign substances that came in with the chips were removed by directly washing them with water. In the steam pretreatment stage, a laboratory digester (Duko, Korea) was used to soften the chips with steam at approximately 10 kgf/cm2 for about 10 minutes at 170°C, with a liquor-to-wood ratio of 4:1, to soften them at a high temperature. The pretreated wood chips were refined using a laboratory single-disc refiner equipped with a 12-inch plate (KOS1, Korea) (refer to Fig. 2a), operating at 1,500 rpm for 2 passes. The gap clearance between the stator and rotor of the refiner was set to approximately 0.6-0.8 mm. A single-disk refiner does not have the capability to adjust pressure or temperature conditions, so the refining time for pretreated wood chips under each condition was set to 20 minutes. As depicted in Fig. 2b, the TMP plate comprises three distinct zones: a high-intensity zone for initial wood chip crushing, a transition zone for conveying and defibrating the crushed chips, and a low-intensity zone for final defibration.
2.3 Measurement of shive contents
Following the refining process, wood fiber shives were extracted from TMP fibers using a Sommerville Screen (DM-850, Daeil Machinery Co., Korea) equipped with 0.15 mm wide and 45 mm long slots, and tests were repeated five times per condition. The percentage of shives retained on the slot screen plate was determined using the following formula:
2.4 Measurement of fiber dimension
TMP fibers that passed through the 0.15 mm wide, 45 mm long slots of the Sommerville Screen were diluted to a concentration of 0.6% and stirred for 15 minutes to ensure representativeness in the total stocks. Then, 50 mL samples were taken five times. Subsequently, a fiber quality analyzer (FQA-360, Optest Equipment Inc., Canada) was used to measure the mean fiber length, fiber width, and fines contents, with TMP fibers introduced to achieve a fiber frequency of 40 EPS, and each sample was measured five times.
2.5 Measurement of fines fraction from wood chips
Fines are defined as fibers that pass through a 200 mesh, that is, a sieve with 3.15 mm apertures.22,23) Therefore, according to ISO 17827-1, an oscillating screen J-VSS (JISICO, KOREA) was used to sieve the TMP fibers, and tests were repeated five times for each condition.24) The weight of fibers that passed through the 200 mesh sieve was measured, and the fines content was determined using the following formula.
3. Results and discussion
3.1 Fines fraction from wood chips according to moisture contents
The original moisture content (MC) of the wood chips was measured at 81%.25) Over a period of 30 days, the moisture content significantly decreased, as shown in Table 2. The data indicates a rapid decrease in moisture content during the first 15 days, where it dropped from 81% to 52%, a reduction of 29 percentage points. From day 15 to day 30, the moisture content further decreased to 3.1%, a reduction of 48.9 percentage points. This indicates that the natural drying process continued effectively, although the rate of moisture loss slowed down compared to the initial 15 days. The final moisture content of 3.1% at 30 days suggests that the wood chips reached a nearly dry state, suitable for various industrial applications.
Table 2.
Moisture contents and fines fraction according to the storage time of wood chips
| Days | M.C. (%) | Fines fraction (%) |
| 0 | 81 ± 1.25 | 1.9 ± 0.12 |
| 15 | 52 ± 1.47 | 5.1 ± 0.17 |
| 30 | 3.1 ± 1.26 | 5.5 ± 0.15 |
The fines fraction generated from the wood chips was also measured at three intervals: the start, after 15 days, and after 30 days. Initially, the amount of fines was 1.9%, which increased to 5.1% after 15 days and slightly further to 5.5% after 30 days. The increase in fines fraction can be attributed to the natural drying process causing the wood chips to become more brittle and break apart more easily.26,27,28,29)
A clear correlation can be observed between the reduction in moisture content and the increase in fines fraction. As the moisture content decreased, the wood chips became drier and more prone to fragmentation, leading to an increase in the fines fraction. This is consistent with the understanding that drier wood is more brittle and likely to produce more fines when subjected to mechanical stress.
The most significant increase in fines occurred in the first 15 days, which aligns with the period of the most rapid moisture loss. This suggests that the initial drying phase has a substantial impact on the generation of fines. The marginal increase in fines from day 15 to day 30 indicates that once the wood chips reach a certain dryness threshold, the rate of fines generation stabilizes.30,31)
Understanding the relationship between moisture content and fines generation is crucial for optimizing the processing and handling of wood chips in industrial applications. The data suggests that controlling the drying rate and monitoring moisture content can help manage the amount of fines produced.
For applications where fines are undesirable, it may be beneficial to regulate the drying process to minimize the brittleness of the wood chips.
In conclusion, the study highlights the importance of moisture content management in producing and handling wood chips. The results provide valuable insights for industries relying on wood chips, enabling them to optimize their processes for better efficiency and product quality.
3.2 Shive contents
Table 3 compares the shive contents of TMP according to the moisture contents of wood chips. Shive content, representing the fraction of unrefined or partially refined wood fibers, was measured at different moisture content levels. At the original moisture content of 81%, the shive content was 44.2%. This value decreased to 42% when the moisture content was reduced to 3.1%. A shive content of 43.1% at 15 days (52% MC) was derived through linear interpolation. The reduction in shive contents suggests that loss of moisture from wood chips may have influenced the fiber separation and refining efficiency, potentially making the fibers slightly more amenable to processing as moisture content decreases. This indicates that lower moisture content facilitates better fiber separation, resulting in a lower percentage of shives.32,33)
Table 3.
Shive contents of TMP according to moisture contents of wood chips
| Days | M.C. (%) | Shive contents (%) |
| 0 | 81 ± 1.25 | 44.2 ± 1.05 |
| 15 | 52 ± 1.47 | 43.1 ± 1.1 |
| 30 | 3.1 ± 1.26 | 42.0 ± 1.2 |
A clear correlation can be observed between the reduction in moisture content and the decrease in shive content. As the moisture content decreased, the wood chips underwent better fiber separation, reducing shive content. This is consistent with the understanding that drier wood is more amenable to processing and refining.
The most significant reduction in shive content occurred alongside the most rapid moisture loss, particularly in the first 15 days. This suggests that the initial drying phase substantially impacts the reduction of shive content. The slight decrease in shive content from 44.2% to 42% over 30 days, with an estimated intermediate value of 43.1% at 15 days, indicates that as wood chips dry, they undergo better fiber separation, reducing the amount of unrefined fibers.
For applications where lower shive contents are desirable, it may be beneficial to regulate the moisture contents of wood chips to facilitate better fiber separation. The reduction in shive content with lower moisture content indicates potential improvements in the quality of the final pulp product, particularly in processes such as thermomechanical pulping (TMP), where a lower shive content is desirable for higher quality pulp.
In conclusion, the study highlights the importance of moisture content management in producing and handling wood chips. The results provide valuable insights for industries relying on wood chips, enabling them to optimize their processes for better efficiency and product quality, particularly in applications where shive content is a critical parameter.
3.3 Fiber dimensions
Table 4 compares the changes in fiber length and fines contents of wood chips for TMP as a function of moisture contents. The fiber dimensions and fines content of TMP fibers are influenced by the moisture content of the wood chips. At an initial moisture content of 81%, the length-weighted fiber length was 1.83 mm and the fines content was 18.6%. As the moisture content decreased to 52%, the length-weighted fiber length reduced to 1.53 mm and the estimated fines content increased to approximately 20.2%. With a further reduction in moisture content to 3.1%, the length-weighted fiber length slightly decreased to 1.42 mm and the fines content increased to 22.8%. The reduction in fiber length from 81% to 52% moisture content can be attributed to the contraction of fibers as they lose moisture, while the minimal change in fiber length from 52% to 3.1% moisture content suggests a threshold effect where further reduction has a diminishing impact. The increase in fines content with decreasing moisture content indicates that lower moisture levels lead to more fiber breakage during the refining process due to increased brittleness. TMP refining is significantly influenced by the moisture content of wood chips: at high moisture content (81%), fibers are more pliable and less prone to breakage, resulting in longer fibers and lower fines content (18.6%) but higher energy consumption. At medium moisture content (52%), fibers become stiffer, leading to shorter fiber lengths and a mixed range of fiber dimensions, with an estimated fines content of 20.16%. At low moisture content (3.1%), fibers are more brittle and prone to breakage, resulting in the shortest fiber lengths and the highest fines content (22.8%), which can affect the strength and quality of the mechanical pulp.
4. Conclusions
A study examining the effects of moisture content on fines fraction of wood chip and fiber properties during the TMP process revealed significant impacts. As moisture levels decreased from 81% to 3.1% over 30 days, the fines fraction increased substantially, indicating greater fiber breakage. Concurrently, the length-weighted fiber length decreased, suggesting shorter and potentially weaker fibers. While the shive content slightly decreased, indicating improved fiber separation, the overall trend was towards reduced fiber quality. Understanding the relationship between moisture content and shive content is crucial for optimizing the processing and handling of wood chips in industrial applications. This suggests that controlling the drying rate and monitoring moisture content can help improve refining efficiency by reducing shive contents. These findings emphasize the critical importance of controlling the moisture content of wood chips in the TMP process to optimize pulp quality, minimize fines generation, and enhance energy efficiency.
