

1. 서 론
플라스틱 쓰레기 중에서 가장 큰 문제를 일으키는 것 중 하나는 지름이 5 mm 이하로 정의1)되는 미세플라스틱이다. 특히, 제조 시 100―500 μm 범위의 크기를 가지도록 제조된 1차 미세플라스틱은 샴푸, 치약 등의 생활용품뿐만 아니라, 고분자 충전제, 마모제, 페인트 첨가제 등 다양한 용도로 사용되고 있으며, 자연계에서 생분해가 잘되지 않고 수계에 누적되어 문제가 되고 있다.2,3) 이러한 미세플라스틱 문제를 해결하는 하나의 방법은 플라스틱을 대체할 수 있는 친환경 소재를 사용하는 것이다.4)
지구상에서 가장 풍부한 천연 고분자 물질 중 하나인 셀룰로오스를 원료로 사용하여 미세플라스틱을 대체할 수 있는 셀룰로오스 비즈를 제조하기 위하여 많은 연구가 진행되고 있다.5) 셀룰로오스 비즈는 셀룰로오스 섬유를 용해 시킨 후, 구형 입자로 성형하고, 고형화(solidification)하여 제조된다. 셀룰로오스 섬유를 용해 시킬 수 있는 용제의 종류에 따라서 셀룰로오스 섬유의 용해도 및 셀룰로오스 용액의 특성이 달라진다. 또한, 이에 따라 용해된 셀룰로오스 용액을 고형화 시키는 용액의 종류도 달라지고, 이는 약품 회수 같은 셀룰로오스 비즈 제조 공정 전체에 영향을 미치게 된다. 셀룰로오스 용제는 셀룰로오스 섬유의 용해도가 높고, 가능하면 용해 공정이 단순해야 하고, 용해된 셀룰로오스 용액이 빨리 겔화되지 말아야 하면서 또한 가격이 경제적이거나 약품의 회수가 쉬워야 한다. 이 모든 조건을 만족시키는 용제는 아직 없는 실정이고, 셀룰로오스 용제는 아직 꾸준히 연구가 진행되는 분야이다. 셀룰로오스 용제의 종류 및 반응 조건, 용해 기작 등은 여러 문헌에서 보고가 되고 있다.5-9)
다양한 셀룰로오스 용제 중 이미다졸륨(imidazolium)계 이온성액체(ionic liquid) 중 하나인 1-butyl-3-methylimidazolium chloride ([Bmim]Cl) 용제는 셀룰로오스 섬유를 최대 25% 농도까지 용해할 수 있으며, [Bmim]Cl에 용해시킨 셀룰로오스 용액은 물, 에탄올, 아세톤 등을 고형화 용액으로 사용하여 쉽게 고형화시킬 수 있어서, 셀룰로오스 용제를 쉽게 회수할 수 있다는 장점이 있다.10,11) 하지만 이 이온성액체는 셀룰로오스 섬유의 용해 속도가 느리고, 셀룰로오스 용액의 점도가 높아 비즈를 성형하기 쉽지 않다는 문제점을 가지고 있다. 이 문제점 들은 dimethyl sulfoxide (DMSO), N,N-dimethylacetamide (DMAc), N,N-dimethylformamide (DMF) 같은 공용매를 사용하여 극복이 가능하다고 보고되었다.12,13) Suzuki 등14)은 결정셀룰로오스(mcirocrystalline cellulose)를 [Bmim]Cl 용제에 용해시키고, DMF를 첨가하여 점도를 조절 후, 용매방출법(solvent releasing method)를 사용하여 마이크로 셀룰로오스 비즈를 제조할 수 있음을 보였다. 이전 연구에서 Lee 등15)은 목재펄프인 활엽수 표백 크라프트 펄프(hardwood bleached kraft pulp, HwBKP)를 [Bmim]Cl와 DMF 혼합 용제로 110℃에서 용해하고 증류수에 드롭핑하여 셀룰로오스 비즈를 제조하였고, [Bmim]Cl과 DMF 혼합 비율의 영향을 보고하였다.
본 연구에서는 [Bmim]Cl와 DMF 혼합 용제를 이용하여 HwBKP 섬유를 용해하고 셀룰로오스 비즈를 제조 시, 펄프 섬유 농도가 셀룰로오스 용액 특성 및 비즈 특성에 미치는 영향을 평가하여 셀룰로오스 비즈 제조 기술 개발을 위한 기초 자료로 삼고자 하였다. 또한, 드롭핑 방법으로 비즈 성형 시, 주사기 바늘 내경이 셀룰로오스 비즈 크기에 미치는 영향을 탐색하고자 하였다.
2. 재료 및 방법
2.1 공시재료
셀룰로오스 공시재료로는 HwBKP(eucalyptus, Brazil)를 국내 H사에서 분양받아 사용하였다. 셀룰로오스 용제인 [Bmim]Cl(98%, HPLC)는 Sigma-Aldrich 사에서 구매하여 사용하였고, 공용매인 DMF(99.5%, Extra pure)는 대정화금에서 구매하여 사용하였다. 아세톤(99.5%, Extra pure)과 에탄올(94.5%, Extra pure)은 대정화금에서 구매하여 비즈 세척 용도로 사용하였다.
2.2 실험방법
2.2.1 셀룰로오스 용액 제조
HwBKP를 0.25 mm 망을 장착한 컷팅 밀(Universal Cutting Mill, Pulversiette 19, FRITSCH, Germany)을 이용하여 분쇄하고, 셀룰로오스 용해를 위한 공시재료로 사용하였다. 셀룰로오스 용제로는 [Bmim]Cl와 DMF를 사용하였다. 셀룰로오스 용해를 위한 반응 조건은 Table 1에 나타내었다. 250 mL 둥근 플라스크에 분쇄된 HwBKP를 넣고, [Bmim]Cl와 DMF를 차례대로 첨가한 후 오일배스(oil bath)를 이용하여 반응 온도를 110℃로 조절하고, 자력교반기를 사용하여 200 rpm으로 5시간 교반하여 셀룰로오스 용액을 제조하였다. [Bmim]Cl과 DMF의 혼합 비율을 70:30으로 고정하였다.
2.2.2 셀룰로오스 용액 특성 분석
셀룰로오스 섬유의 용해도는 편광현미경(Polarized microscope, GX-51, Olympus, Japan)을 사용하여 관찰하였다. 셀룰로오스 용액의 저전단 점도는 저전단 점도계(Brookfield Viscometer, DV-Ⅱ+Pro, Brookfield, USA)를 이용하여 48시간 동안의 점도 변화를 분석하였다. 64번 스핀들(spindle)을 이용하였고, 스핀들 회전속도는 60 rpm으로 고정하였다. 시간 간격을 두고 해당 시간이 되었을 때 점도를 측정하였고, 측정하지 않는 동안에는 25℃ 항온수조에 보관하여 셀룰로오스 용액의 온도를 일정하게 유지하였다. [Bmim]Cl/DMF/셀룰로오스 용액의 레올로지 특성은 레오메터(HAAKE Viscometer iQ Rheometer, ThermoFisher Scientific, USA)를 사용하여 분석하였다. 셀룰로오스 농도가 [Bmim]Cl/DMF/셀룰로오스 용액의 표면장력에 미치는 영향을 평가하기 위하여 표면장력측정기(surface tensiometer, BZY-203, CGOLDENWALL, China)를 사용하여 Wilhelmy Plate 방법으로 측정하였다.
2.2.3 셀룰로오스 비즈 성형
제조된 [Bmim]Cl/DMF/셀룰로오스 용액을 syringe pump(NE1600, New Era, USA)를 이용하여 0.9 μL/min의 유속으로 증류수 위에 드롭핑하였다. 주사기는 증류수 위에 수직으로 설치하였고, 증류수 표면과 주사기 바늘 사이의 높이는 30 cm로 고정하였다. 셀룰로오스 농도가 셀룰로오스 비즈 크기 및 형태에 미치는 영향을 평가하기 위하여 내경이 0.4 mm인 주사기 바늘을 사용하였다. 또한, 주사기 바늘 내경이 셀룰로오스 비즈의 크기와 형태에 미치는 영향을 평가하기 위하여, 3% 농도의 셀룰로오스 용액을 이용하고, 내경이 0.3 mm, 0.4 mm, 0.6 mm, 0.9 mm인 주사기 바늘들을 사용하여 드롭핑하였다. 제조된 셀룰로오스 비즈는 24시간 동안 증류수에 정치시킨 후, 아세톤과 에탄올로 충분히 세척한 후 60℃의 건조기에서 24시간 동안 건조시켰다.
2.2.4 셀룰로오스 비즈 분석
셀룰로오스 비즈의 형태 및 표면은 주사전자현미경(scanning electron microscope, SEM, CX-200TM, COXEM, Korea)을 이용하여 관찰하였다. 가속전압(acceleration voltage)은 5.0 kV였다. 셀룰로오스 비즈의 입자 크기 분포 및 평균 입자 크기는 레이저 회절 입도분석기(Mastersizer 3000, Marvern Panalytical Ltd., Netherlands & UK)를 사용하여 분석하였다. HwBKP 섬유의 용해 및 비즈 제조 시 화학성분의 변화를 평가하기 위하여 ATR-FTIR(Nicolet Summit, ThermoFisher Scientific, USA)를 이용하여 HwBKP 섬유와 셀룰로오스 농도를 다르게 하여 제조된 셀룰로오스 비즈들의 IR 분석을 실시하였다. 셀룰로오스 결정구조 변화를 분석하기 위해 XRD(Miniflex 600, Rigaku, USA)를 이용하여 결정구조를 분석하였다. Segal 법16)을 참조하여 Eq. 1에 의해서 상대 결정화도(crystallinity index)를 계산하였다.
여기서, Cellulose I의 상대 결정화도 계산을 위해서 2θ=22.8°(I200, (200)의 회절강도)와 2θ=18°(IAM, 비결정 부분의 회절강도)를 사용하였고, 재생셀룰로오스 비즈의 상대 결정화도 계산을 위해서 20.3°(I200)와 16.2°(IAM)를 사용하였다.17) 열중량분석기(TGA, SDT Q600, TA Instrument, USA)를 이용하여 온도에 따른 HwBKP 및 셀룰로오스 비즈들의 무게 변화 측정을 통하여 열안정성을 평가하였다.
3. 결과 및 고찰
3.1 HwBKP 섬유의 용해도
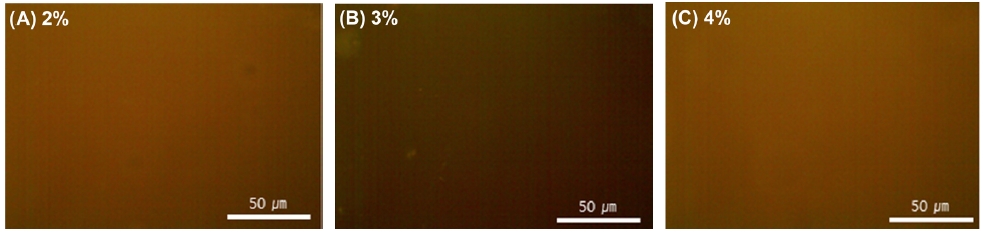
[Bmim]Cl과 DMF 혼합 용제로 HwBKP 섬유를 용해 시, 섬유의 농도가 용해도에 미치는 영향을 평가하기 위하여 편광현미경을 사용하여 셀룰로오스 용액을 관찰한 결과를 Fig. 1에 나타내었다. 섬유 농도 4%까지 용해되지 않은 섬유 부스러기들이 관찰되지 않았다. [Bmim]Cl와 DMF를 70:30 비율로 혼합한 용제를 사용하고 반응온도를 110℃로 조절하면, 섬유 농도 4%(w/w)까지는 HwBKP 섬유를 완전히 용해할 수 있다고 판단된다.
3.2 셀룰로오스 용액의 점도 및 표면장력
HwBKP 섬유를 [Bmim]Cl과 DMF 혼합 용제에 용해시켰을 때, 섬유 농도가 [Bmim]Cl/DMF/셀룰로오스 용액의 저전단 점도에 미치는 영향을 Fig. 2-A에 나타내었다. 셀룰로오스 농도가 높아지면 점도가 증가하는 것을 확인하였다. 또한 [Bmim]Cl/DMF/셀룰로오스 용액의 점도는 48시간 동안 거의 변화가 없는 것으로 관찰되었다. 이는 [Bmim]Cl과 DMF 혼합 용제로 HwBKP를 용해시킨 셀룰로오스 용액의 경우에 초기 점도는 상당히 높지만, 겔화(gelation)가 잘 발생하지 않고, 안정성이 높다는 것을 의미한다. 이는 레오메터를 사용하여 저장탄성률(storage modulus, G’)과 손실탄성률(loss modulus, G”)을 측정한 Fig. 2-B를 통해서도 확인할 수 있다. 12시간 동안 G’과 G”이 교차하지 않는 것으로 보아, 셀룰로오스 농도 2-4% 범위에서는 12시간 안에 셀룰로오스 용액의 겔화가 발생하지 않고, 셀룰로오스 비즈를 성형하는데 충분한 시간을 제공할 수 있다고 판단된다. 또한, [Bmim]Cl과 DMF 혼합 용제로 HwBKP를 용해시킨 셀룰로오스 용액의 경우에 실험한 셀룰로오스 농도 범위에서 모두 전단희박유체(shear thinning fluid) 거동을 보였다(Fig. 2-C). 저전단 범위에서는 셀룰로오스 농도가 높아질수록 셀룰로오스 용액의 점도가 높게 나타났으나, 103 s-1 근처의 고전단 범위에서는 셀룰로오스 농도에 따른 뚜렷한 차이가 관찰되지 않았다.
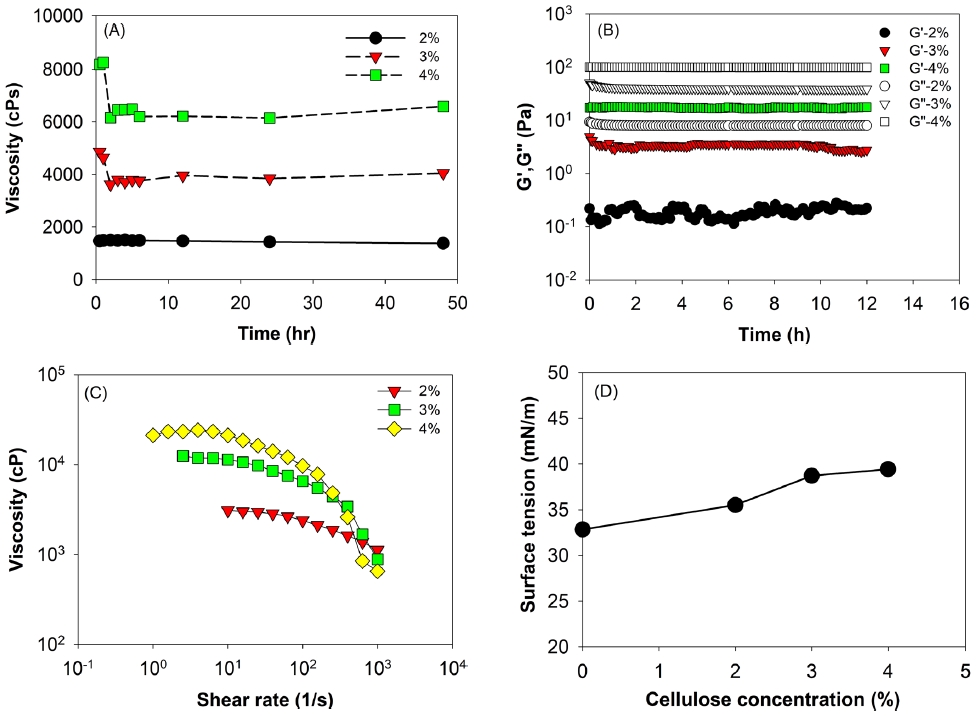
Fig. 2.
Effects of cellulose concentration on (A) low shear viscosity, (B) storage and loss modulus, (C) viscosity according to shear rate variation, and (D) surface tension of [Bmim]Cl/DMF/cellulose solution.
Fig. 2-D는 셀룰로오스 농도가 [Bmim]Cl/DMF/셀룰로오스 용액의 표면장력에 미치는 영향을 보여주고 있다. 셀룰로오스 농도가 증가함에 따라 [Bmim]Cl/DMF/셀룰로오스 용액의 표면장력이 증가하는 것으로 관찰되었다. Miller와 Donald18)는 셀룰로오스의 농도가 증가하면 용액 내에서 셀룰로오스 분자들 사이의 거리가 가까워지게 되고, 이는 용해된 셀룰로오스 분자의 유연성과 용액 내에 셀룰로오스 분자들이 회전할 수 있는 능력을 감소시키고, 셀룰로오스의 친수성 부분과 물과의 상호작용을 증가시켜서 표면장력이 증가한다고 제안하였다.
3.3 셀룰로오스 비즈의 크기 및 형태
Fig. 3에 [Bmim]Cl과 DMF 혼합 용제에 셀룰로오스의 농도를 다르게 조절하고 용해시킨 셀룰로오스 용액을 내경이 0.4 mm인 주사기 바늘을 사용하여 드롭핑 방법으로 제조한 셀룰로오스 비즈들의 입자 크기 분포와 평균 입자 크기를 나타내었다. 1% 농도의 셀룰로오스 용액으로는 구형의 비즈가 형성되지 않았고, 5% 이상의 셀룰로오스 용액으로는 점도가 높아서 주사기 펌프로 셀룰로오스 용액을 사출할 수 없었다. 2%와 3% 농도에서는 큰 차이를 보이지 않았고, 4% 농도의 경우 평균 입자 크기가 증가하였다. 이는 셀룰로오스 용액의 농도가 높을수록 드롭핑되는 셀룰로오스 액적(droplet) 내의 셀룰로오스 섬유 비율이 증가하므로 고형화 시 수축되는 정도가 줄어들기 때문으로 판단된다. 또한, 셀룰로오스 농도가 높아질수록 증가된 셀룰로오스 용액의 표면장력 때문에 액적의 크기가 커지는 것도 비즈의 입자 크기에 영향을 미쳤을 것으로 사료된다. 이전 연구19)에서 HwBKP를 tetraethylammonium hydroxide(TEAH)/urea 용제에 용해하고 드롭핑 방법으로 셀룰로오스 비즈를 제조할 경우에도 셀룰로오스 농도가 높아짐에 따라 제조된 셀룰로오스 비즈의 크기가 커진다고 보고하였다.
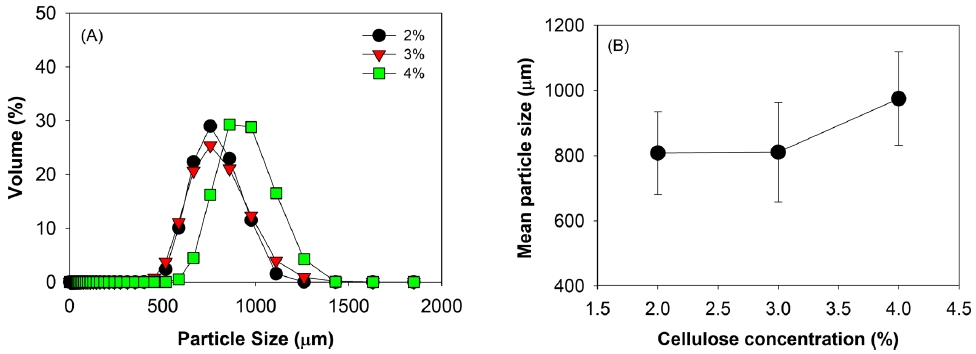
Fig. 3.
Effect of cellulose concentration on (A) particle size distribution and (B) mean particle size (D50). Internal diameter of syringe needle=0.4 mm.
[Bmim]Cl/DMF/셀룰로오스 용액을 드롭핑하여 구형의 셀룰로오스 비즈를 제조할 수 있었고(Fig. 4), 2-4% 농도 범위에서 셀룰로오스 농도는 제조된 셀룰로오스 비즈의 형태에 뚜렷한 영향은 미치지 않는 것으로 판단된다. TEAH/urea 용제로 용해하고 드롭핑 방법으로 셀룰로오스 비즈를 제조한 이전 연구19)에서도 유사한 결과를 보고하였다.
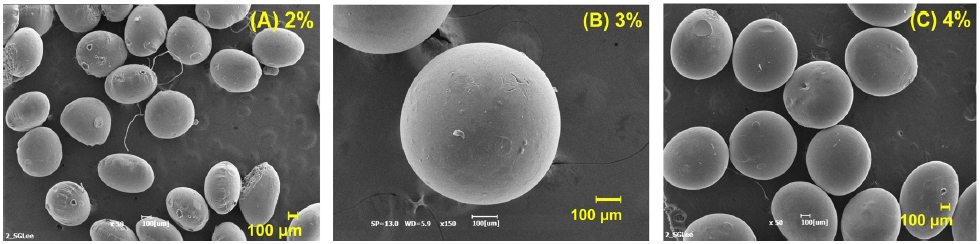
Fig. 4.
SEM pictures of cellulose beads produced with various cellulose concentration of [Bmim]Cl/urea/cellulose solution.
Fig. 5에 3% 농도의 셀룰로오스 용액을 사용하고 주사기 바늘 내경을 0.3-0.9 mm 범위에서 다르게 하여 드롭핑 방법으로 제조한 셀룰로오스 비즈들의 입자 크기 분포(Fig. 5-A)와 평균 입자 크기(Fig. 5-B)를 평가한 결과를 나타내었다. 주사기 바늘 내경이 커질수록 제조된 셀룰로오스 비즈의 입자 크기가 증가하였다. 또한, 제조된 셀룰로오스 비즈의 평균 입자 크기는 600 μm에서 1,000 μm의 범위를 가지는 것으로 나타났고, 실험한 조건에서는 500 μm 이하의 크기를 가지는 비즈를 제조하기 힘든 것으로 판단된다. HwBKP 섬유를 TEAH/urea 용제에 용해하고 드롭핑 방법으로 셀룰로오스 비즈 제조 시, 주사기 바늘 내경과 셀룰로오스 용액의 농도가 비즈의 크기에 영향을 미치는 결과를 보고한 이전의 논문들19,20)에서도 섬유 농도와 주사기 바늘 직경을 조절하여 500 μm 이하의 크기를 가지는 비즈를 제조하기 힘들다고 보고하였다. 더 작은 입자 크기의 비즈를 제조하기 위하여, 셀룰로오스 용액의 점도 및 비즈 제조 방법 등이 비즈의 크기 및 특성에 미치는 영향에 관해서 후속 연구를 진행할 계획이다.
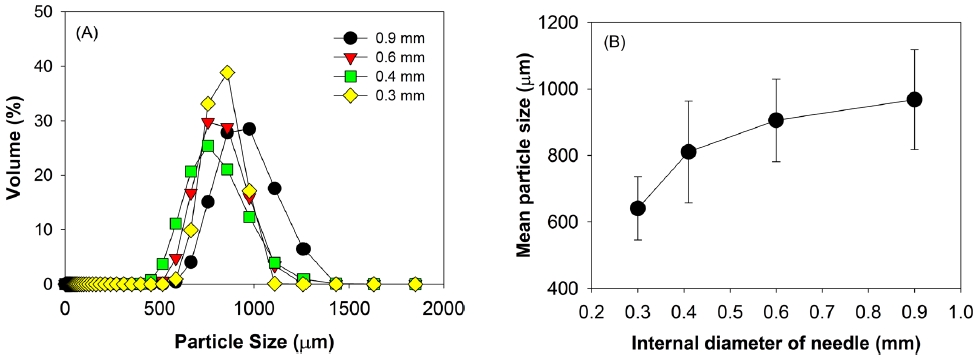
Fig. 5.
Effect of the inner diameter of syringe needle for dropping on (A) particle size distribution and (B) mean particle size (D50). The cellulose concentration was 3%.
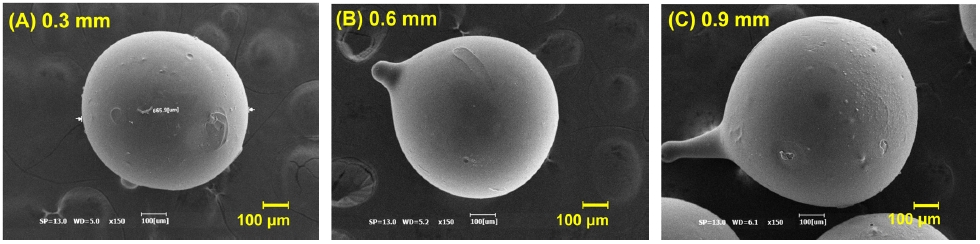
주사기 바늘 내경이 커질수록 꼬리가 달린 구 형태의 셀룰로오스 비즈가 제조되었고, 주사기 바늘 내경이 커질수록 꼬리의 길이가 증가하는 것이 관찰되었다(Fig. 6). TEAH/urea 용제에 용해한 셀룰로오스 용액을 사용하여 드롭핑 방법으로 비즈를 제조한 이전 연구에서도 주사기 바늘 직경이 커지면 꼬리가 길어진다고 보고하였다.20) 드롭핑 방법에 의해서 비즈 제조 시, 주사기 바늘 끝에서 고분자 용액이 사출되면서 액적(droplet)이 형성되고 그 액적이 커지면서, 중력에 의해서 액적의 아랫부분은 불룩하고 윗부분이 가는 서양배 형태(pear shape)을 가지게 된다.21) 액적이 바늘 끝에서 분리되면서 주사기 끝부분과 연결된 액체가 얇게 늘어나다 끊어지게 되고, 액적은 꼬리를 가진 서양배 모양으로 낙하를 시작하게 된다. 낙하하는 동안에 액적은 표면장력에 의해서 구형으로 변형하게 되고, 구형으로 변하는 시간보다 고형화 용액과 접촉 전까지의 낙하 시간이 짧으면 비즈는 완전한 구형을 형성하지 못하고 꼬리를 가지는 형태를 가지게 된다.22) 구형의 비즈를 제조하기 위해서는 주사기 바늘의 높이를 충분히 높여서 액적의 낙하 시간을 증가시켜야 할 것으로 판단된다.
3.4 셀룰로오스 비즈의 화학적 특성
HwBKP 섬유를 용해 및 재결정화하여 비즈를 제조하는 공정 중에 셀룰로오스의 화학 구조가 변화하였는지와 셀룰로오스 용해 농도가 화학 구조에 영향을 미쳤는지를 평가하기 위하여 HwBKP와 2%, 3%, 4% 농도로 용해하여 제조한 비즈들의 FT-IR을 측정한 결과를 Fig. 7-A에 나타내었다. HwBKP와 셀룰로오스 농도를 다르게 하여 제조한 셀룰로오스 비즈들은 거의 유사한 피크를 보여주고 있다. 이는 셀룰로오스가 용해 및 재생하는 동안에 셀룰로오스에 심각한 화학 구조 변화는 발생하지 않았고, 셀룰로오스 농도 변화도 영향을 미치지 않는다는 것을 의미한다. [Bmim]Cl과 DMF 혼합 비율의 영향을 보고한 이전 연구결과15)와 마찬가지로, 셀룰로오스 비즈에서 HwBKP 섬유의 3320 cm-1 피크가 왼쪽으로 살짝 이동되면서 둔화되고 넓어졌고, HwBKP보다 1047 cm-1와 1161 cm-1 피크, 1425 cm-1 피크의 높이가 감소하였고, 897 cm-1 피크의 높이는 HwBKP 섬유와 유사한 것이 관찰되었다.
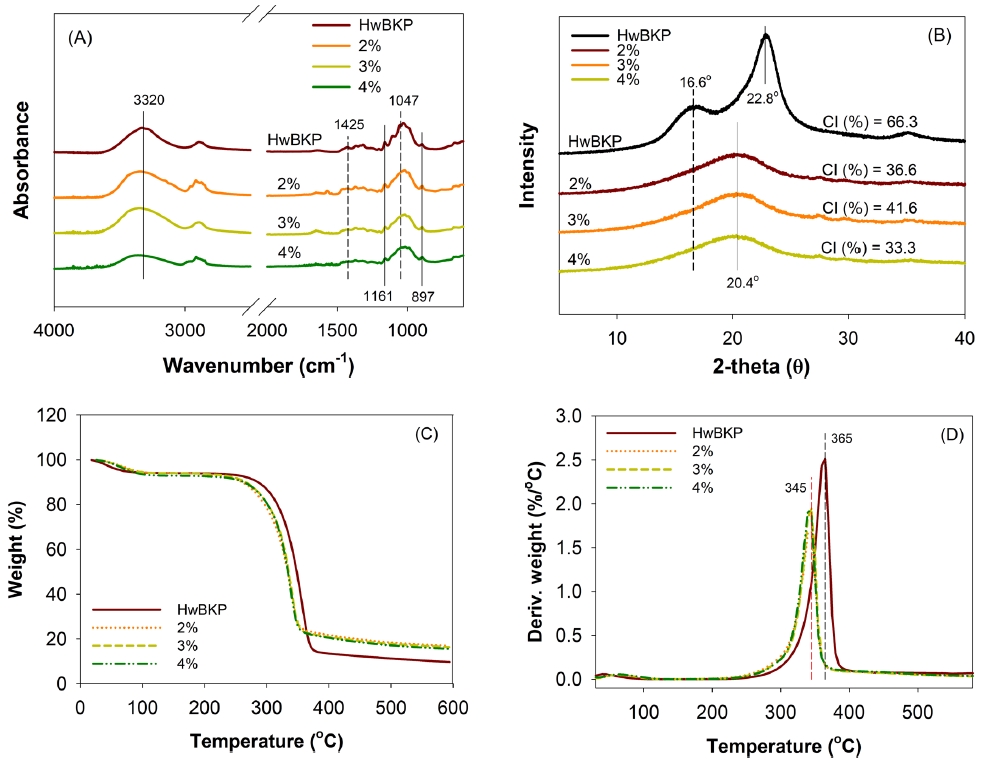
Fig. 7.
Effects of cellulose dissolution concentration on chemical properties of cellulose beads: (A) FTIR spectra, (B) XRD spectra, (C) TG curves, and (D) corresponding DTG cureves of HwBKP and cellulose beads.
HwBKP의 용해 과정 및 비즈 성형 과정에서 셀룰로오스의 결정구조 변화를 측정하기 위하여 XRD를 측정한 결과를 Fig. 7-B에 나타내었다. HwBKP는 전형적인 cellulose Ⅰ의 피크를 보여주고 있다. [Bmim]Cl와 DMF 혼합 용제로 용해하고, 고형화하여 제조한 셀룰로오스 비즈는 16.6° 및 22.8°에서의 피크가 사라지고, 20.4° 부근에서 약하고 넓은 피크를 보여주는 전형적인 cellulose Ⅱ 결정구조를 보여주고 있다.
분쇄된 HwBKP 섬유의 상대결정화도는 66.3%이었고, 재생된 셀룰로오스 비즈의 결정화도는 42% 이하로 감소하였다. [Bmim]Cl과 DMF 혼합 용제에서 용해되고, 증류수에 드롭핑하여 재결정화되는 과정에서 셀룰로오스 비즈의 결정화도는 HwBKP 셀룰로오스의 결정화도보다 감소하는 것으로 판단된다. 셀룰로오스 농도가 재생셀룰로오스의 상대결정화도 변화에 미치는 뚜렷한 영향은 관찰되지 않았다.
셀룰로오스 비즈와 HwBKP 섬유의 열적 안정성을 비교한 결과를 Fig. 7-C과 D에 나타내었다. HwBKP와 비교해서 재결정화된 셀룰로오스 비즈는 20℃ 정도 낮은 온도에서 열중량감소가 발생하였고, 400℃ 이후에 분해되지 않고 남은 잔여물의 무게는 셀룰로오스 비즈가 높게 나타났다. 셀룰로오스 농도가 셀룰로오스 비즈의 열적 안정성에 미치는 뚜렷한 차이는 관찰되지 않았다.
4. 결 론
본 연구에서는 [Bmim]Cl과 DMF를 혼합 용제로 사용하여 HwBKP 섬유를 용해하여 셀룰로오스 비즈를 제조하고자 하였다. 셀룰로오스 농도가 셀룰로오스 용액의 특성과 셀룰로오스 비즈의 특성에 미치는 영향을 평가하여 다음과 같은 결과를 얻었다.
1) [Bmim]Cl와 DMF 혼합 용제(70:30 비율)로 110℃에서 용해한 셀룰로오스 용액은 12시간 동안 겔화가 발생하지 않았고, 전단희박유체의 거동을 보였다.
2) 셀룰로오스 농도와 주사기 내경을 조절하여 제조되는 비즈의 크기를 조절할 수 있을 것으로 판단된다. 셀룰로오스 농도를 2-4% 범위에서 변화시키고, 주사기 내경을 0.3-0.9 mm 범위에서 변화시켜서 600-1,000 μm 크기의 범위를 가지는 셀룰로오스 비즈를 제조하였다. 셀룰로오스 농도가 증가함에 따라 셀룰로오스 용액의 점도와 표면장력은 증가하였고, 이는 제조된 비즈의 크기를 증가시켰다. 또한, 주사기 바늘 내경이 작아질수록 비즈 입자 크기는 작아졌으나, 500 μm 이하의 크기를 가지는 비즈를 제조할 수 없었다.
3) [Bmim]Cl과 DMF 혼합 용제에 용해하고 증류수에 재결정화하여 셀룰로오스 비즈를 제조 시, 셀룰로오스 결정구조는 cellulose Ⅱ로 전환되고, 재생셀룰로오스의 상대결정화도는 감소하였다. 또한 셀룰로오스 비즈의 열분해 개시온도 및 최대중량감소 온도는 HwBKP에 비해 20℃ 정도 감소하였다. 용해 시 셀룰로오스 농도 변화는 셀룰로오스의 결정구조 및 열적 안정성에 뚜렷한 영향을 미치지 않는 것으로 판단된다.
