

1. Introduction
Drying section1) is the main energy consumption unit of paper machine. The quantitative calculation and performance index of drying mechanism are important basis for dynamic monitoring and automatic control of drying section, which are good for improving the quality of body paper, energy-saving and emission-reduction. For a long time, a lot of experiments2,3) have been carried out to explore the drying process of paper, but the drying curves are described qualitatively and the drying conditions are not parameterized, therefore, a reasonable mathematical model4-8) of heat and mass transfer for paper drying is need to be established, so the quantitative relationship between parameters and performance indexes during drying process can be simulated by numerical simulation, which make it possible to realize optimal operation and precise process control of paper machine. Drying forms of a dryer paper are mainly divided into contact drying (paper in dryer surface) and convection drying (free-run). The water of wet paper in contact drying mainly consists of free water, held water and bound water. The evaporation of free water and held water can be separated with the critical point of fibre saturation. The research9) found that the contact drying process of paper can be divided into three stages for rising speed, constant speed and decreasing speed. The change of moisture content at wet end and paper temperature are interrelated coupling corresponding to the rising speed and constant speed stages, but the change of moisture content and paper temperature at dry end can be decoupled and calculated independently corresponding to the decreasing speed stage. Meanwhile, because of the evaporation mechanism of free water involves more complex factors, and relatively speaking, the time-consuming of rising speed stage is not prominent, so, for simplification, this paper only studies the analytical analysis of the change law of moisture content of held water, and the numerical analysis of paper temperature in contact drying process.
2. The Mathematical Model for Evaporation of Held Water at Dry End
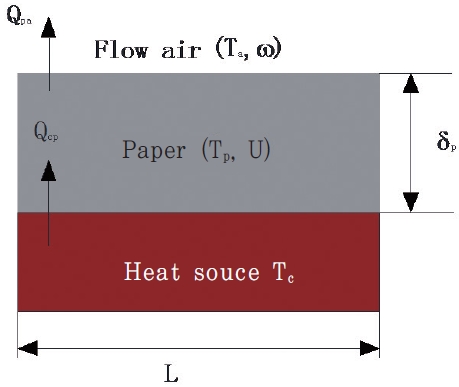
The contact drying process of paper is shown in Fig. 1, one side of the paper is in contact with a high-temperature heat source and the other side is in contact with the moving wet air. Ignoring the internal gas in paper, the thickness variation of paper and the resistance of heat and mass transfer. It is assumed that the heat source temperature is Tc, the humid air flow temperature is Ta, the air relative humidity is φ and the air velocity is va, meanwhile, the spatial distribution of paper moisture content u and paper temperature Tp are uniform.
At wet end, when the moisture content of paper is higher than the point of fiber saturation, the evaporation rate equation of free water can be obtained according to the basic mass transfer equation of chemical engineering10):
The (kg/m2·s) is evaporation rate of free water, the hm (m/s) is convective mass transfer coefficient of paper surface, the ρv,p (kg/m3) is saturated vapor density of paper surface, and the ρv,a (kg/m3) is water vapor density of wet air.
When the moisture content of paper is lower than the point of fiber saturation, the drying process enters the terminal process at dry end, than the evaporation of held water occurs when the free water have evaporated. Therefore, the driving force of mass transfer on paper surface at dry end can be directly regarded as the difference between the moisture content and the equilibrium moisture content. So, the evaporation rate law of liquid phase water on paper surface is satisfied:
The u2 (kg*water/kg*fiber) is moisture content of held water, the is evaporation rate of held water, the is mass transfer coefficient of held water, the ue is equilibrium moisture content, which is related to the temperature and humidity of air, and the ρf (kg/m3) is density of fiber.
Using the basic idea of lumped parameter method, according to the mass balance relationship of moisture, that is, the reduction of moisture content per unit area and per unit time is equal to the quality of moisture evaporated from the paper surface. So the moisture content of held paper is satisfied:
The mf (kg*fiber/m2) is quality of dry fiber, the A (m2) is area of paper.
According to the principle of conservation of energy, the paper temperature is satisfied:
The hcp is thermal contact transfer coefficient of heat source, the hpa is thermal convection transfer coefficient of air, the cf,cw (J/(kg*℃)) are specific heat capacity of fiber and water, the γ (J/kg) is latent heat of vaporization.
3. The Correlation Analysis of Moisture Content and Paper Temperature
It is found that Eq. 3 is a first-order nonhomogeneous linear ODE, combining Eq. 2, which can be transformed into:
Set the initial condition is u2(0)=u0, for Eq. 5, the general solution consists of the general solution of corresponding homogeneous equation and the special solution of non-homogeneous equation, and the analytical solution is easily obtained by the method of variation of constants:
The determination of key parameter involves many drying physical quantities, therefore, there are many implicit correlations about the process parameters affecting the moisture content at dry end. Through the induction and summary of reference,9) its calculation is as follows:
The Dva is mass diffusivity of water vapor to air, which depends on the temperature of air, the Sh is Sherwood dimensionless number, which involves Reynolds number, Prandtl number, Nusselt number and Schmidt number, but it mainly depends on the kinematic viscosity and the velocity of air, the L is the length of paper surface, the ρv,p0 can be looked up the property table of moist steam (linear interpolation), which is related to the initial paper temperature Tp0, the ue can be expressed by desorption curve, which is related to the relative humidity φ.
For the Eq. 1 is evaporation of free water at wet end, the ρv,p, ρv,a are both related to Tp, so the Eq. 1 and Eq. 4 are intercoupling, it is very difficult to obtain its analytic solution. The forward difference scheme of Eq. 1 is:
For Eq. 4, using the forward difference scheme, we have:
Another purpose of drying dynamics simulation is to predict the drying energy consumption. Integraling the Eq. 4 and using the Eq. 8, we have:
The Q1 (kJ) is energy from heat source to paper, the Q2 (kJ) is energy consumption of evaporative water, the η is drying efficiency.
Based on the above model analysis, we find that there are many related factors affecting the moisture content and paper temperature. For the convenience of discussion, we firstly set some process parameters of a specific multi-dryer paper machine fixed, such as paper quantity, paper initial temperature, ambient air flow temperature, and relative air humidity, etc. For Eq. 6, so there are only two variables: the initial moisture content (dryness) and the air velocity. For coupled Eq. 8-9, there are three variables: the initial moisture content (dryness), the air velocity and the heat source temperature.
4. The Simulation Analysis about Parameters
The emulational object is the drying process of corrugated base paper of a domestic paper machine. For the contact drying of paper, similarly, referring to reference,9) the relevant design process parameters are selected as follows: the paper surface area is 1 m2, the length and width are both 1 m, the initial paper temperature is Tp0=30℃, the ambient air flow temperature Tp0 is Ta=30℃, the relative humidity is φ=40%, the heat source temperature is Tc=100℃, the point of fiber saturation is 0.3, the paper weight is 0.1 kg/m2, the specific heat of fiber and water are cf=1,423.5 J/(kg×℃), J/(kg×℃), the fiber density is ρf=1,513 kg/m3. Some other constant parameters can be calculated by looking up the table in reference10) and using the definite relation, so the ue=0.07 kg*water/kg*fiber, the water vapor density is ρv,a=0.0123 kg/m3 in air, the initial saturated vapor density is ρv,p0=2.408 kg/m3, the kinematic viscosity of air flow is 1.6×10-5 m2/s, the hcp=260 W(m2×℃), the hpa==9.65 W (m2×℃), the γ=2.4237×106 J/kg. The simulation parameter is air velocity va, which takes 6 m/s, 8 m/s, 10 m/s separately, which are controlled by the speed of paper machine, so according to the formula Eq. 7, the corresponding mass transfer coefficients are in table 1.
Table 1.
The relationship between air velocity and mass transfer coefficients
| Speed of paper machine (m/s) | va (m/s) | hm (m/s) | (m/s) |
|---|---|---|---|
| 14.667 | 6 | 0.009 | 7.27×10-6 |
| 19.556 | 8 | 0.0116 | 8.85×10-6 |
| 24.445 | 10 | 0.0173 | 1.01×10-5 |
Fixing va=6 m/s, the initial moisture content u0 (kg*water/kg*fiber) is taken 0.203, 0.238, 0.271 separately, according to the analytical solution Eq. 6, the distribution of moisture content with time at dry end can be simulated as shown in Fig. 2. Similarly, fixing u0=0.203, according to the analytic solution Eq. 6, the distribution of moisture content with time at dry end under different air velocity can be simulated as shown in Fig. 3.
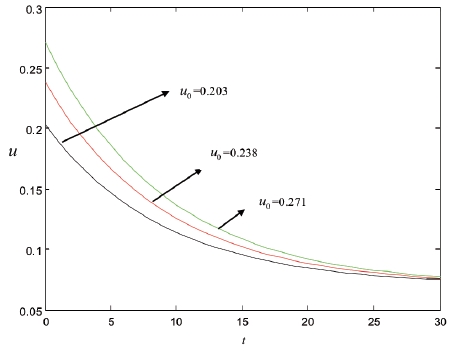
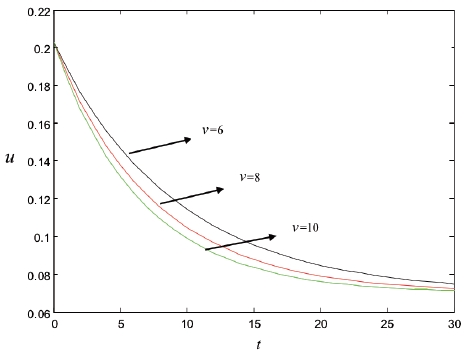
We find that the moisture contents of non-freezing water in paper are converging to some value for all cases. As can be seen from Fig. 2, when the initial moisture content is lower than the moisture content corresponding to the point of fiber saturation 0.3, the held water at dry end occurs evaporate on the spot, the absolute value of slope of moisture content curve decreases gradually, eventually, it is close to zero and achieves a balance with the environment, which is an obvious desceasing stage, and the initial moisture content is larger, the absolute value of slope is greater, but the drying time is required longer, therefore, if the initial value is different, the slope of attenuation is not equal to the drying time. As can be seen from Fig. 3, the moisture content decreases exponentially at different air velocities. When the free water has evaporated, the held water becomes more and more difficult to vaporize, and the rate of evaporation decreases gradually until the end of drying process. When the air velocity increases, the turbulence increases (Reynolds number increases), so the mass transfer coefficients increase, the absolute value of slope of exponential function increases, the drying time decreases under the same initial moisture content.
Setting n=50, ∆t=1, u0=0.203, v=6 according to the Eq. 9, we obtain the energy consumption of drying to held water is:
Setting n=50, ∆t=1, u01=2.03, v=6, the energy consumption of drying to free water is:
The energy consumption of held water is greater than the equivalent free water, but the drying efficiency is lower, so the key point of energy conservation is evaporation controlled of held water.
Fixing u01=2.03, v=6, and changing the heat source temperature form 100℃ to 110℃, 120℃, the distribution of paper temperature starting with free water evaporation can be simulated as shown in Fig. 4.
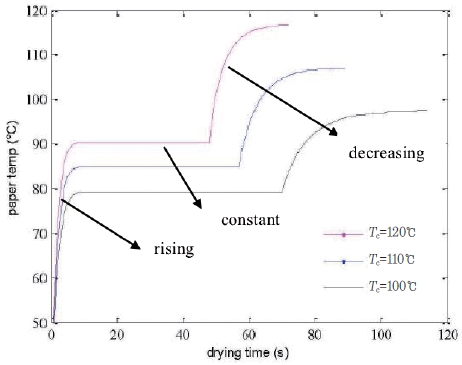
As can be seen from Fig. 4, the three stages of contact drying are rising, constant and decreasing. The heat source temperature is higher, the drying rate in rising and decreasing stages are both bigger, the average drying rate will increases, and the drying time is shorter. That is because the increasing of Tc will increase the driving force of heat transfer, thus increasing the paper temperature Tp, then changing Pv,p, so it increases the rate of water evaporation indirectly.
In summary, for the physical model for contact drying process of paper, the initial paper dryness, heat source temperature and air velocity are important parameters for drying rate and energy consumption. Theoretically, the initial moisture content is lower, the ambient air velocity and the heat source temperature are greater, so the drying time is shorter, but the air velocity will increases energy consumption, meanwhile, due to the limitation of various conditions and the coupling relationship between some factors in actual production, it is necessary to collocate all parameters reasonably in order to maximize the benefits.
5. Conclusion
We find that the moisture content and temperature variation at dry end in contacting drying process of paper can be decoupled from each other, so the analytic laws of field distribution exist. According to the mass conservation and the characteristics of heat and mass transfer, an unsteady state lumped mathematical model for moisture content of held water in contact drying process of dryer paper can be established, which is a first-order nonhomogeneous linear equation, its analytical solution is the exponential decay function, the moisture content of free water and temperature variation are coupled in contact drying process. The distribution of moisture content and paper temperature with time under different drying conditions (initial dryness, air velocity and heat source temperature) are simulated. The results show that reducing the initial moisture content, increasing the air velocity and heat source temperature can reduce the drying time. Compared with the engineering experience and the qualitative analysis, we can evaluate the moisture content and paper temperature quickly and accurately by using mathematical model, which provides a guidance for the process design and operation optimization. The dynamic model of the whole drying process can be studied in further.
