

1. Introduction
It has been well recognized that refining is an unavoidable process in papermaking. The choice of the refining system stems from the end products, raw materials, and expected capacity range.1-3) In general, separate refining lines for different pulps are used for new big paper machines. However, for older smaller paper machines, different pulps are mixed together before refining is done. Both separate and mixed refining systems have their intrinsic advantages.4-6) For some pulp blends, separate refining can expect better strength at lower energy consumption than a mixed refining, but for some pulp blends, mixed refining may lead to better results.7,8) This means that requirements for targeted refining results for different pulps must be established considering end products and production capacity.
Refining effects of the blended pulps are greatly crucial to achieve the desired freeness and strength properties which will be different according their mixing ratios. Chuhan et al. (2011) studied the effect of separate and mixed refining of two different pulps on paper properties using PFI mill. They concluded that the strength and other properties of paper prepared from mixed refining in high consistency were either better and comparable than those of separated refined pulps.7) Gao and his co-workers (2009) showed that, for a given freeness, separate BCTMP and hardwood KP refining in PFI mill required more energy than their co-refining.8) However, while stock consistency is one major parameter to affect refining effects on pulp fibers, the previous workers did not consider refining in lower consistency of 3-5%. High consistency refining such as PFI mill displays different behaviors from low consistency refining. In many cases, high consistency refining had been replaced by the low consistency refining (Ghost et al., 2003).9) Therefore, it is required that refining effects on blended pulps will be investigated at a low consistency. Another important factor to affect refining results is raw materials to be blended. Writing and printing papers mostly use kraft pulps for softwood and hardwood as raw materials. That is, the blend of long fibers and short fibers must be investigated regarding co-refining.
When pulp furnishes are blended, the mixing ratio of long-fibered softwood pulp and short-fibered hardwood pulp may affect refining behaviors in a refining zone. Therefore, for successful mixed refining, characteristics of each pulp component must be thoroughly understood before refining. Long-fibered softwood fibers have high ability of flocculation to build strong flocs that do not easily break during refining. On the contrary, short-fibered hardwood pulps have difficulty in getting stapled on the bar edges, which leads to easy break of weak flocs during refining. During refining, fiber flocs are formed and broken up continuously under the shear force that exists in the grooves and in the refining zone.10)
Based on the above facts, it becomes evident that refining results will be changed according to mixing ratios of softwood pulp and hardwood pulps. It will therefore be interesting to evaluate how the mixed pulps are treated in a refining zone when blending ratios of pulps with different fiber length are changed.
In this study, co-refining using long-fibered softwood pulp and short-fibered hardwood pulp was applied to a disk refiner under the different mixing ratios and different refining steps. Finally, energy consumption, fiber properties and paper strength were compared to explore the optimal co-refining condition.
2. Materials and Methods
2.1 Raw materials
Hardwood bleached kraft pulp (HwBKP) and softwood bleached kraft pulp (SwBKP) were supplied from Moorim Paper mill in Jinju, Korea. They were torn in small pieces and soaked in distilled water over 4 hours before disintegration.
2.2 Refining
Before refining, soaked pulp specimens were disintegrated by Valley beater with no load at a consistency of 1.57±0.04% for at least 3-5 minutes. When pulp was properly disintegrated, extra water in the pulp stock was removed to adjust its consistency to around 4-5%. Disintegrated SwBKP and HwBKP were blended before refining, as shown in Table 2.
Table 2.
Blending ratios of SwBKP and HwBKP before refining
| Pulp types | Blending ratio (%) based on OD pulp weight | |||
|---|---|---|---|---|
| SwBKP | 100 | 70 | 30 | 0 |
| HwBKP | 0 | 30 | 70 | 100 |
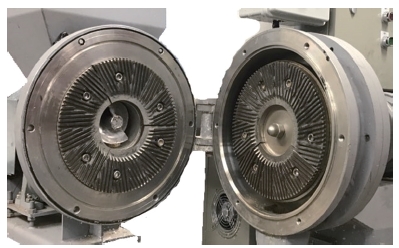
Refining was conducted with the laboratory single disk refiner (Fig. 1, KOSWON Co., Korea) with two different plate fillings, shown in Table 3. The mixed pulp stocks were refined to achieve a Canadian freeness of 190 mL.




2.3 Measurement of pulp and paper properties
Mean fiber length, fines contents (≤0.2 mm), fiber width and coarseness (mg/100 m) were determined by FQA-360 (Optest Equipment Inc., Candada). Handsheets for measuring physical properties of paper were made, conditioned and tested according to TAPPI Standard Test Method T 205. Their physical properties including tensile and tear strength were measured based on TAPPI Standard Test Method T 220. Paper bulk was calculated using basis weight of each sheet and thickness measured by L&W caliper test (Micrometer, Sweden). Water retention value (WRV, g/g) was measured based on ISO 23714:2014.
3. Results and Discussion
3.1 Change of freeness and fiber length
Refining of blended pulps are sometimes used for older smaller paper machines. Independent refining produces better strength at lower energy consumption than mixed refining, but co-refining can be a better choice for some pulp blends. Therefore, fiber characteristics must be well understood before optimal refining types are chosen.
Fig. 2 shows the effect of mixed refining with two different plate patterns on pulp freeness. As refining proceeded, freeness dropped differently according to bar fillings. For the narrow filling in Fig. 2(a), HwBKP itself decreased faster than mixed pulps with long fibers. While, more SwBKP in the mixed stock caused to the slower decrease of freeness. Therefore, it was assumed that long-fibered softwood pulp protected short-fibered hardwood pulps on the bar edge during refining. It is well known that longer fibers have a great tendency to contact themselves, leading to the increase of floc size in the grooves. Strong flocs may cover up short fibers which are not directly exposed to the impact of the coming bars in the narrow filling. Therefore, more SwBKP in the mixed stock required more refining energy to achieve the desired freeness level.
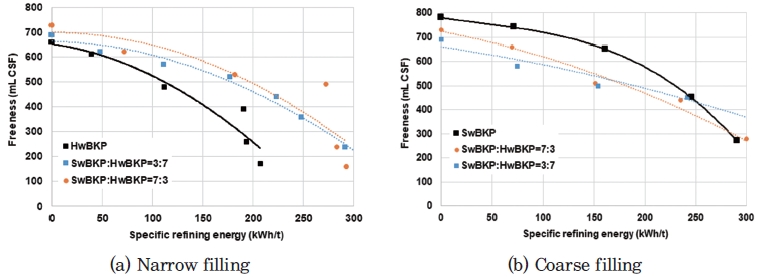
For coarse filling in Fig. 2(b), when short-fibered SwBKP was more mixed in a stock, freeness also dropped a little faster than the stock containing more HwBKP during refining. SwBKP itself displayed the slowest response on freeness drop but consistent impact on long fibers led to a sharp drop in freeness, differently from the mixed furnish.
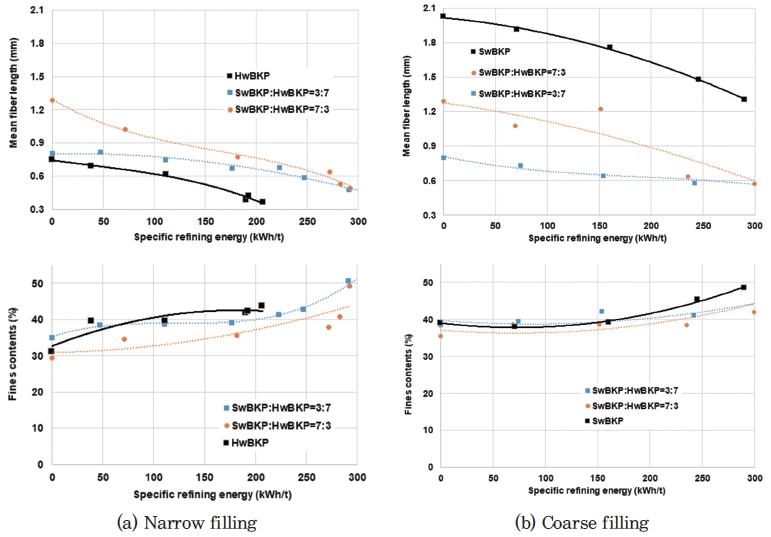
It is helpful to compare length-weighted mean fiber length in understanding refining behavior of mixed pulps in the two different plate fillings. Irrespective of bar fillings and mixing ratios, fiber length was decreased as refining energy started to be consumed (refer to Fig. 3). It could be shown that fiber cutting and fibrillation simultaneously contributed to the decrease of fiber length. Differently from pure SwBKP, pure HwBKP displayed faster increase in fines contents on the same refining energy because the short fibers were exposed to the impacts of refiner bar edges. Continuous impacts at the bar edge transferred great refining energy to fiber flocs, and thereafter accumulated energy led to physical dismantle of fiber structure even though long fibers might cover over short fibers within the flocs. In particular, severer reduction in mean fiber length of the furnish with more long fibers actually happened at the same refining energy, which was the same with the narrow and coarse filling. It might be due to the fact that long fibers had a rather greater favor to meet bar edges than short fibers did. The repeated contacts/impacts between long fibers and the bar edges in the single or the mixed furnish contributed to the faster reduction of fiber length.
The influence of water retention value (WRV) on refiner plate fillings was investigated, as shown in Fig. 4. WRV is the important parameter to indicate the amount of the water retained in the fiber wall and bound to fines. In the end, WRV estimates the ability of fibers and fines to swell. Refining contributed to the increase of WRV irrespective of the plate filling types. However, the different plate fillings differently affected the change of WRV for the mixed pulps. In the narrow filling, more short fibers adapted themselves to refining and therefore their WRVs increased faster than WRV of the mixed pulp with more long fibers. In the coarse filling, the mixed pulps differently responded to the change of WRV. The stock with more long fibers had less tendency to increase WRV rapidly with prolonged refining. Even if short fibers are not well treated when they are blended with long fibers before refining, they can be a key factor to increase swelling capability of fiber furnish after refining. This equally occurs in the narrow and coarse filling.
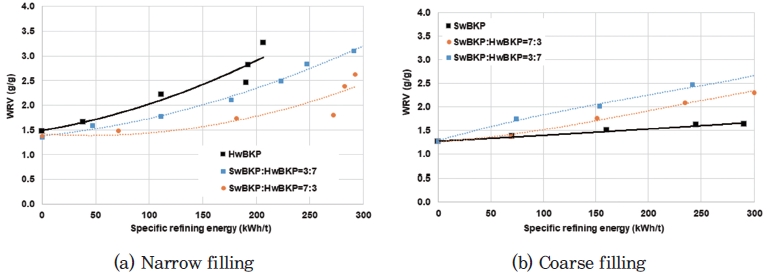
Finally it became clear that short fiber fractions in the mixed pulps greatly contributed to the increase of WRV regardless of the difference of plate fillings.
3.2 Bulk and physical properties of paper
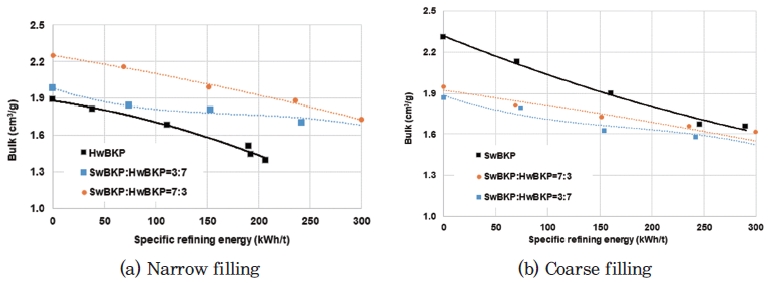
Paper bulk is affected by refining in the sense that it co-varies with mechanical properties. Unfortunately, refining is not a good treatment to maintain acceptable paper bulk. Fig. 5 shows the effect of plate fillings on paper bulk of mixed pulps. As one single pulp such as SwBKP and HwBKP was refined, paper bulk sharply decreased no matter what the plate fillings are. However, co-refining of HwBKP and SwBKP delayed the rate of bulk reduction as refining proceeded. When short fibers were more blended in a stock, refining negatively influenced paper bulk. It was important to note that co-refining of HwBKP and SwBKP played a better role in the narrow filling for slowing down bulk sacrifice.
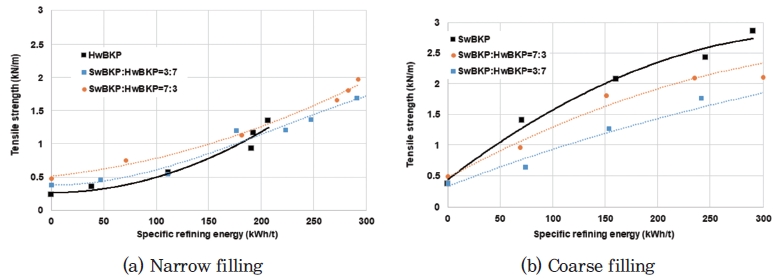
The change in tensile strength of sheets after refining of mixed pulps are compared in Fig. 6. The improvements were observed according to the duration of refining, and the more long fibers led to greater increase in tensile strength regardless of different plate fillings. However, the increasing rate of tensile strength was much faster in the coarse filling than in the narrow filling. It could be concluded that co-refining of mixed pulps requires a coarser bar pattern for better development of strength.
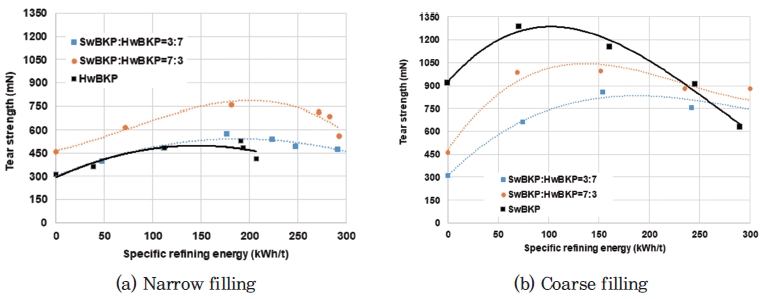
As refining in the narrow and coarse filling increased, tear resistance passed through a maximum, and then began to decrease (refer to Fig. 7). Likewise, the coarse filling contributed to the faster and greater increase in tear resistance than the narrow filling. However, after the maximum in tear resistance, the sharp decrease in strength of SwBKP occurred in the coarse filling. It could be assumed that blended pulps might be useful to preserve greater tear resistance in the same refining energy.
4. Conclusions
The effects of co-refining of the mixed pulps with short-fibered HwBKP and long-fibered SwBKP were investigated with two different plate fillings. Regardless of the plate fillings, two single furnishes of HwBKP and SwBKP showed a faster drop in freeness than the mixed furnishes. The furnishes with more long fibers displayed faster reduction in mean fiber length. For swelling behavior of fibers walls, the different plate filling patterns did not affect the increasing rate of WRV for the mixed furnish, but the mixing amount of short fibers did affect it more positively. For physical properties of paper according to co-refining, the coarse filling contributed to better improvement than the narrow filling did. In particular, the amount of long fibers mixed in the furnish had more contribution to the increase of physical properties in the same refining energy. In conclusion, when the fiber furnish was composed of the mixing raw materials of SwBKP and HwBKP, the coarser bar pattern was preferable in developing fiber and paper properties. It must be also kept in mind that, even if the furnish is mixed, refining results may be changed according to plate fillings.
