

1. Introduction
Various industries utilize wood as a raw material, but for many that wood must originate from forest more than 50 years old. However, in South Korea, only 10% of forests are more than 30 years old and, furthermore, due to environmental changes resulting from global warming and desertification there are severe shortages of wood.1)
Many advanced countries, especially those in Europe, the United States and Japan, have actively been conducting advanced research on the manufacture of bio-composites, and they are now in the commercialization phase using non-wood based materials.2,3) In South Korea, however, research on cellulose nanofiber using a non-wood based material is less advanced.4)
A non-wood based material to replace wood would be an excellent alternative for utilization in a variety of industries. A promising candidate is bast from the paper mulberry (Broussonetia papyrifera), which grows fast in South Korea whose climate, soil, and precipitation levels are all suitable, and it does not require the use of pesticides.5) Also, paper mulberry bast has high tensile and tear strength characteristics, and has consequently been used in products such as wallpaper, soundproofing material, and sanitary ware. The medical product industries have also exploited its noise insulation, antibacterial and fragility properties.6-8) However, in South Korea, paper mulberry bast is largely imported from China and Southeast Asia due to the high labor costs and low production in South Korea.9) Furthermore, in South Korea it is produced by traditional manual processing so the quality is not sufficiently uniform for commercialization.10)
Recently, Company ‘A’ has introduced automated paper mulberry bast pulp production in South Korea, and mass production is now possible while maintaining the characteristics of the fiber itself, thus the manufacturing cost can be reduced and a consistent quality maintained.11)
In the knowledge that research into cellulose nanofiber (CNF) in South Korea has been held back through lack of raw materials, this study aimed to confirm the applicability to various industries of CNF originating in South Korea from the new automated facility. For comparison (the control) we selected hardwood bleached kraft pulp (HwBKP), the most commonly used raw material in CNF research in South Korea. After chemical composition analysis, the paper mulberry bast fiber was pre-treated and then, due to its fiber strength and length, it was processed through a wet disk-mill.
Two of CNFs were isolated by mechanical treatment via wet disk-mill (WDM) and high-pressure homogenizer (HPH) sequently. The resulting CNF was then characterized by field emission scanning electron microscopy (FE-SEM), thermogravimetric analysis (TGA), derivative thermogravimetry (DTG), X-ray diffraction (XRD), Fourier transform infrared spectroscopy (FT-IR), degree of polymerization (DP), tensile strength and elongation.
2. Materials and Methods
2.1 Materials
Paper mulberry bast pulp was purchased from the Forest Cooperative Federation in Icsan, Korea. The pulp was derived from branches of trees between 1 and 3 years old that were pulped using the automated process at Company ‘A’ in Korea. The pulping process conditions are shown in Table 1. HwBKP was purchased from Company ‘B’ in Korea as a control pulp.
2.2 Methods
2.2.1 Chemical composition
The composition of the extractives was analyzed by the alcohol-benzene extraction method according to KS M 7039 standard. The klason lignin content was analyzed according to the KS M 7045 standard, and the holocellulose content was analyzed according to the method. The ash content was analyzed according to KS M ISO 1762 standard.
2.2.2 Pre-treatment process of paper mulberry bast for the manufacture of CNF
In a WDM, due to their length and strength, the fibers in paper mulberry bast pulp, become tangled together, and do not receive frictional force between the two millstones (GA6-120SD type). Furthermore, when pulp is injected into a HPH without pre-treatment, the pipelines become blocked and the fibers are not subject to the shear force. Therefore, paper mulberry bast pulp requires pre-treatment before it is passed to either a WDM or HPH.
Pulping chemicals remaining on the paper mulberry bast pulp were removed by a washing process. Reject fibers were filtered out using a Somerville screen (3.0 mm hole type). Fibers passing through the screen were then injected into a standard pulp disintegrator (Pulp disintegrator, L&W, Sweden), and the pulp was dried for 24 h in an oven dryer adjusted at 105℃. The dried pulp was cut by hand, then subjected to a beating process using a valley beater (LB-20, Metrotec., Spain) for 1 h before processing in the WDM.
2.2.3 Manufacture of CNF suspensions
HwBKP and paper mulberry bast pulp were suspended at 1.0 wt.% concentration. The suspensions were then passed through a WDM (Wet disk-mill, MKCA6-2, Masuko Co. Ltd., Japan). The suspension rotation speed was set at 1,800 rpm, and the clearance between upper and lower disks was reduced to 200-230 μm from the zero point. The pulp was passed through the WDM up to 20 times. A high concentration slurry of manufactured microfibrillated cellulose with WDM was adjusted to 0.2 wt% to pass through the high pressure homogenizer (MN400BF, Picomax, Germany), whose pressure was adjusted to 20,000 psi. The two fiber types were passed up to 20 times through the HPH.
2.2.4 Preparation of CNF samples for analysis
2.2.4.1 Preparation for FE-SEM
The manufactured CNF solutions were diluted to 0.001 wt.%, and then sonicated (Sonic Dismembrator Model 100, Fisher Scientific Inc., USA) for 1 min. The suspensions were vacuum-filtrated on a polytetrafluoroethylene (PTFE) membrane filter with a pore size of 0.2 μm (ADVANTEC, Japan). The filtrated products, remaining on the PTFE filter, were immersed in tert-butyl alcohol for 30 min. This procedure was repeated 30 times to completely exchange water with tert-butyl alcohol, and after which the sample was freeze-dried using a freeze dryer (FDB-5520, Operaon Co. Ltd., Korea) at -55℃ for 3 h to prevent the aggregation of the CNF. The freeze-dried samples were coated with osmium tetroxide using an osmium plasma coater (HPC-1 SW, Vacuum Device Inc., Japan).
2.2.4.2 Preparation for FT-IR, XRD
The CNF solutions manufactured via HPH were put into a tube, and homogenized with tert-butyl alcohol. The homogenized slurries were suspended at 1.0 wt.% concentration and centrifuged with 10,000 rpm. After removing the supernatant, the sediment was put into a tube and freeze-dried using a freeze dryer (FDB-5520) at -55℃ for 3 h. The resulting CNF samples were labeled and used for FT-IR and XRD (Table 2).
Table 2.
Manufacturing conditions of CNF samples by different mechanical treatments
2.2.4.3 Preparation for TGA, DP, tensile strength and elongation
CNF suspensions of 0.2 wt.% (220 mL) were prepared and sonicated for 1 min, then vacuum-filtered on a silicone-coated filter (Phase Separator Paper, 123 mm). The products were compressed with a press at a pressure of 1 kgf for 10 min and the compressed samples were dried and pressed again using a drum dryer (Gon, 400r, GIST Co. Ltd.).
Sheets of CNF with a diameter of 72±3 mm were manufactured, according to the processing conditions and methods shown in Table 3.
Table 3.
Manufacturing conditions of CNF sheet by different mechanical treatment
2.2.5 Field emission scanning electron microscope (FE-SEM)
CNF morphology was examined using FE-SEM (Hitachi S-4800, Hitachi Ltd., Japan) with an accelerating voltage of 5 kV. Before examination, samples were coated with osmium tetroxide using an osmium plasma coater (HPC-1 SW) for 10 seconds to eliminate the electron charging effects. The diameter of at least 500 individual fibers was measured for each sample by Image J software (Image J 1.45, National Institute of Health (NIH), USA).
2.2.6 FT-IR
Changes in functional groups of the samples at each step were determined by FT-IR (Frontier, PerkinElmer Inc., UK) according to the ATR method in the frequency range of 4,000-400 cm-1, at a resolution of 4 cm-1.
2.2.7 XRD
XRD patterns of the sample were obtained using a HRXRD (Panalytical, X’pert-proMPD, Netherlands) with Cu-Kα radiation: 10-60° (2θ). The operating voltage and current were 40 kV and 25 mA, respectively. The crystallinity index of CNF was calculated according to Segal et al. (1959),12) and the average crystallite size was calculated according to Monshi et al. (2012).13)
2.2.8 TGA
The thermal stability of each sample was determined using a thermogravimetric analyzer (SDT Q600, TA Inc., UK). A sample (20 mg) was heated from 20℃ to 600℃ at a rate of 10℃/min under a nitrogen atmosphere.
2.2.9 DP
To a sample (0.25 g) of the manufactured CNF sheet was added 25 mL of distilled water and 25 mL of cupriethylenediamine (CED) sequentially, and the mixture stirred until the samples were dissolved in the CED solution. A sample of the CED solution was placed into a capillary viscometer (SI Analytics GMbH, Germany) to measure the cellulose viscosity by determining the limiting viscosity number in the CED solution (standard KS M ISO 5351). Then, after substituting values in the following formula,14) the calculated result values were multiplied by the molecular weight of cellulose in order to convert from viscosity to DP.
2.2.10 Tensile strength and elongation
Samples of manufactured CNF sheets were cut to the dimensions 5×0.7-0.8×50 mm (width×thickness×length) and dried for 24 h in an oven dryer at 23±1℃ and 50±2% relative humidity according to standard KS M ISO 187. The tensile and elongation were measured using a testing machine (GB/H50K, Tinius Oslen, USA), at a cross-head speed of 10 mm/min, with a specimen span length of 30 mm.
3. Results and Discussion
3.1 Chemical composition
Table 4 summarizes the chemical composition of the paper mulberry bast and HwBKP fibers. The holocellulose, lignin, extractives and ash content of paper mulberry bast fiber were measured at 93.23%, 1.76%, 2.84%, and 4.09% respectively. Even though the paper mulberry bast fiber underwent a mass automated pulping process, the characteristics of the original non-wood based material (high cellulose and low lignin content) are maintained. In addition, the lignin, extractives and ash levels of HwBKP were higher than those of the paper mulberry bast fiber; this is due to the HwBKP bleaching process which involves the use of H2O2.
3.2 FE-SEM
FE-SEM images of the paper mulberry bast and HwBKP fibers are shown in Figs. 1-2, respectively. The micrographs show that the diameter of the paper mulberry bast fibers lies within the range 150-500 nm after 10 passes through the WDM, while after 20 passes the diameter decreases to 100-300 nm.
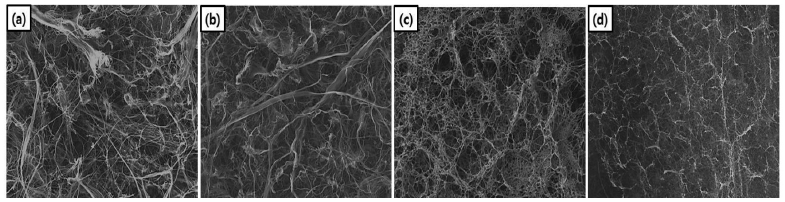
Fig. 1.
FE-SEM Images (×3,000) of paper mulberry bast fibers: (a) WDM 10 passes, (b) WDM 20 passes, (c) HPH 10 passes, (d) HPH 20 passes.
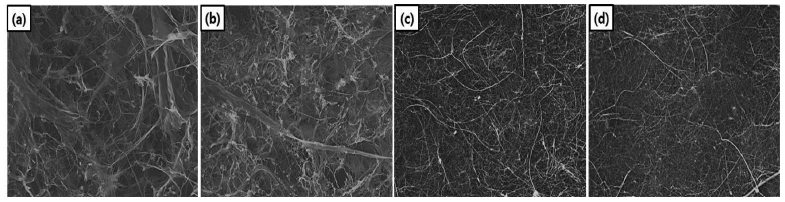
Fig. 2.
FE-SEM Images (×3,000) of HwBKP fibers:(a) WDM 10 passes, (b) WDM 20 passes, (c) HPH 5 passes, (d) HPH 10 passes.
The diameter of the HwBKP fibers lies within the range 120-300 nm after 10 passes through the WDM, while after 20 passes the diameter decreases to 120-200 nm. The WDM treatment reduced both the diameter and length of the cellulose fibers through frictional force between two millstones, the size of the cellulose fibers remained below 1 μm. The average diameters of the paper mulberry bast fibers after 5, 10, and 20 treatments by HPH were 74, 58, and 50 nm, caused by the shear forces arising from the high temperature and pressure during HPH. In addition, the average diameters of the HwBKP fibers after 5, 10, and 20 HPH treatment were 74, 62, and 45 nm, respectively. It is believed that 5 HPH treatments was sufficient to produce CNF with a diameter of less than 100 nm, however, after 5 passes the tangled fibers were dispersed instead of reduced in size.15)
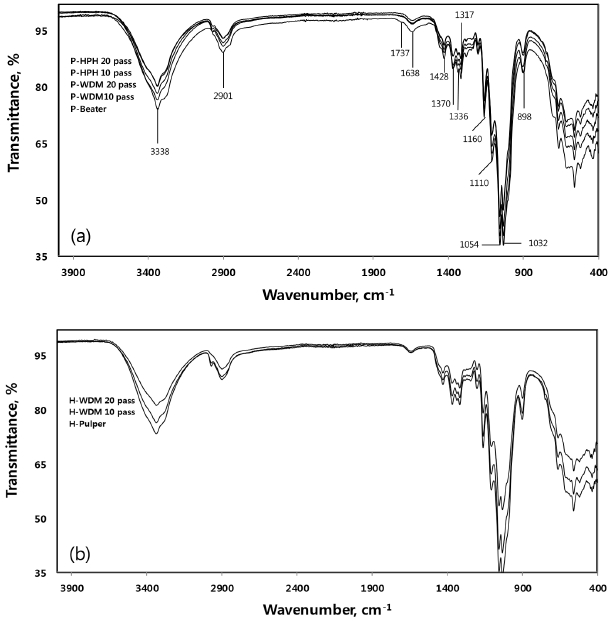
3.3 FT-IR
FT-IR spectra of the cellulose fibers are shown in Fig. 3. The O-H stretching intramolecular hydrogen bonds for cellulose I was shown in the spectral bands at 3,175-3,490 cm-1, and C-H stretching was shown in the spectral bands at 2,850-2,970 cm-1. The C-O stretching vibration for the acetyl, uronic ester linkages in hemicellulose, and carboxylic group of ferulic, p-coumeric acids in lignin were shown in the spectral bands at about 1,737 cm-1. In addition, a spectral band was observed in the region 1,645 cm-1 due to O-H bending from absorbed water. A peak at 1,428 cm-1 is due to CH2 scissoring motion in cellulose. Furthermore, peaks at 1,370 cm-1 (C-H bending), 1,335 cm-1 (OH plane bending), 1,317 cm-1 (CH2 wagging), 1,055 cm-1 (C-O-C pyranose ring stretching) were observed, and the spectral bands observed at 1,032 cm-1 and 898 cm-1 are typical of cellulose.16,17) Although, the pulps were treated by mechanical treatment, the functional groups of the fibers remained unchanged.
3.4 XRD
The XRD patterns of the HwBKP and paper mulberry bast fiber treated with WDM and HPH are shown in Fig. 4. The two samples exhibited a sharp high peak at 2θ=22.7° and a weaker diffraction peak at 2θ=15°, both of which are attributable to cellulose I.18) The calculated crystallinity index (CrI) and the average crystallite size (ACS) of the HwBKP and paper mulberry bast fibers after mechanical treatment are shown in Table 5. It can be seen that the CrI and ACS of two types of fiber decreased after WDM and HPH treatment. This was probably due to the breakdown of cellulosic hydrogen bonds by the impact of the shear force and pressure from WDM and HPH. However, as the number of passes through WDM increased, the ACS of samples increased, this is probably due to the agglomeration of cellulose by WDM treatment. On the contrary, as the number of passes through HPH increased, the ACS of samples treated with HPH decreased, it is probably due to the dispersed effect of fibers’ bundles by HPH treatment.19)
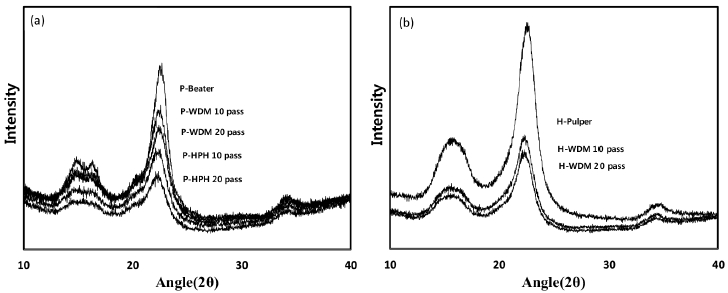
Fig. 4.
XRD diffractograms of nanofiber by passing WDM and HPH of (a) paper mulberry bast fiber and (b) HwBKP.
Table 5.
XRD analysis parameters for crystallinity index (CrI) and average crystallite size (ACS)
3.5 TGA
TGA and derivative thermogravimetry (DTG) were performed to study the thermal properties of the paper mulberry bast and HwBKP fibers arising from WDM and HPH treatment. The moisture was removed in the temperature range 60-110℃, the hemicellulose was substantially decomposed in the temperature range 220-300℃, and the cellulose and lignin were substantially decomposed in the temperature range 290-400℃ (Fig. 5). Above 400 ℃, black carbonaceous residue, known as char, remained.16,20)Table 6 summarizes that the data for maximum decomposition temperature, the temperature at a weight loss of 10%, 50%, and the weight loss ratio at 400℃. As the number of passes through WDM and HPH increased, the maximum decomposition temperature and the temperature at a weight loss of 10% and 50% for two fiber types decreased. Furthermore the decomposition temperature of paper mulberry bast fibers was higher than that for HwBKP fibers. In addition, the DSC curve showed two large peaks centered at 310℃ and 430℃ due to exothermic reactions from cellulose.21)
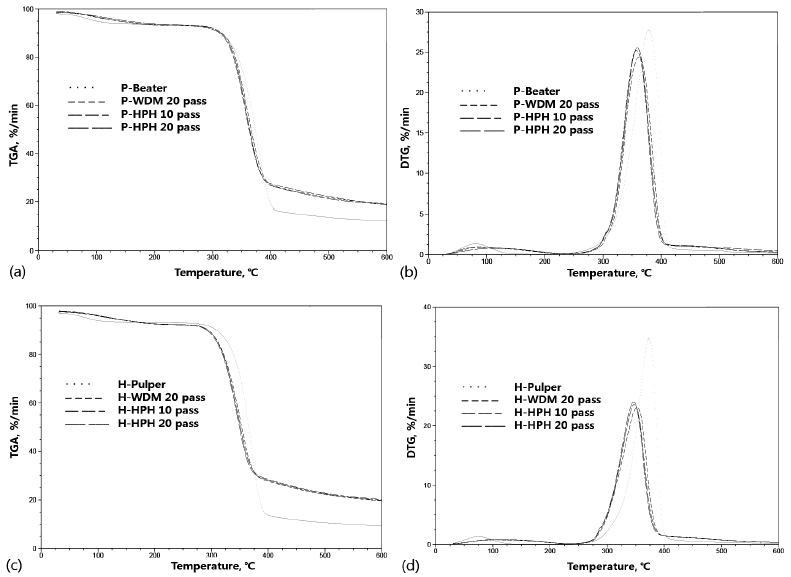
Table 6.
Thermal parameters for the thermograms of paper mulberry bast fibersand Hw-BKP fibers after processing with WDM and HPH
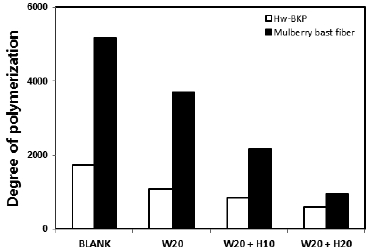
3.6 DP
The DP for the paper mulberry bast was 2 or 3 times higher than that of HwBKP, and remained higher for all treatments (Fig. 6). The paper mulberry bast fibers maintained a DP as high as natural non-wood material, despite the nanoscale size of the fibers. The DP for both fiber types reduced as the number of passes through WDM and HPH increased.
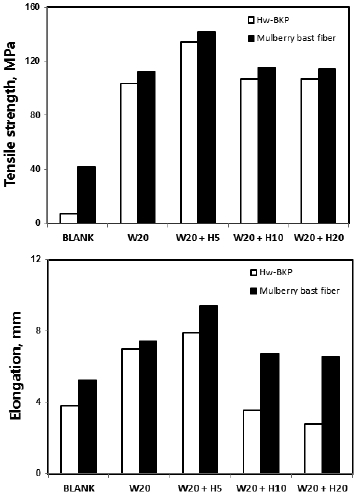
3.7 Tensile strength and elongation
The highest tensile strength values for both paper mulberry bast and HwBKP fibers were reached after 5 passes through HPH (Fig. 7). It is believed that the surface area of the fibers increased as the content of OH- hydrophilic group of the fibers increased, the latter creating a strong bond between the fibers due to the frictional force applied by the millstones during WDM, and the shear force from the principle of expansion and contraction during HPH.22) However, the tensile strength decreased with more than 5 passes through HPH. It is considered that the excessively high temperature and pressure of HPH damaged the fibers and reduced the DP and crystallinity, thus temperature and pressure should be reduced if more than 5 passes through HPH are used. Under all conditions, tensile strength of sheets manufactured from paper mulberry bast fiber were higher than that for HwBKP, probably due to the high density of the manufactured sheets and the high polymerization, and crystallinity of the paper mulberry bast fiber. Elongation values for the two fiber types followed the same trend for tensile strength (Fig. 7). In particular, elongation decreased significantly after 5 passes through HPH; it is believed that brittleness increased due to the fibers in the sheets being strongly bonded while the diameter and length of the fibers decreased.
4. Conclusions
Characterization of the fibers by SEM showed that fiber diameter decreases with an increase in the number of passes through an HPH; final cellulose nanofiber size was 30-80 nm after 20 passes. HPH also induced a reduction in the DP and crystallinity. FT-IR showed no differences in the fibers after mechanical treatment. A TGA curve of the isolated cellulose nanofiber after high pressure homogenization showed that degradation has only a minimal effect on the thermal decomposition of the nanocellulose. Residual weight loss at 312℃ and at over 400℃ was 50% and 27 %, respectively. XRD results indicated that both crystallinity and crystal size decreased with an increase in the number of HPH treatments. The average decrease in crystallinity and crystal size after 20 passes was 53% and 3.6 nm, respectively. In addition, the tensile strength and elongation of two species increased with WDM and up to 5 HPH treatments, with both parameters higher in paper mulberry bast fiber than in HwBKP.
This research has confirmed that paper mulberry bast fibers could provide the raw material for a range of applications, including nanocomposites, coatings, membrane filters, reinforcing fillers, packaging, etc.
