

1. Introduction
The disc refiner is an important equipment for improving the properties of fiber and pulp in the pulp and paper industry. During the refining, the pulp is fed into the grooved-typed rotating refining zone composed of the stator and the rotor, and undergoes complex mechanical action such as shearing and compression of the bar aiming to improve fiber and pulp properties through fiber internal fibrillation, external fibrillation, fines production, fiber cutting, fiber curl and straight.1-5)
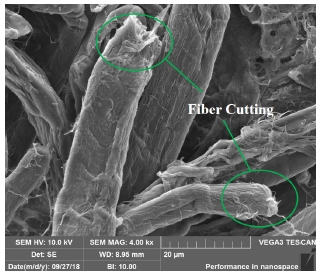
Fiber cutting is a phenomenon during refining in which the fibers are laterally broken due to shear between the bar and fibers and friction among the fibers during refining, as shown in Figs. 1 and 2. It was found that the fiber cutting in the low consistency refining is directly derived from the shearing action of the “scissors” formed by the “knife” and “knife”, which refers to the bar of refining plate.6) However, the pure shearing was almost non-existent during refining, and the impact of the bar on fibers was transmitted between the plurality of fibers in the form of strain which implies no direct bar shearing action on the individual fibers exist.7) From another point of view, the pulp refining was a fatigue process and the change of fiber morphology was caused by cyclic bar impacts on fibers.8,9) But Olson et al.10) believed that fiber cutting was not a fatigue process, more energy was applied to the pulp in high-intensity refining and the proportion of fiber cutting would be increased, which means that the onset of fiber cutting does not require critical impact times. Therefore, the fiber cutting can be considered as a result of the joint action of the shear action by bars and the bar impact fatigue damage.
The parameters affecting the fiber and pulp properties during refining mainly include the gap between stator and rotor, rotation speed, bar profile, etc. Especially, the bar structure has a great influence on the fiber morphology change under the condition of constant gap and rotation speed. Previous studies have been carried out on two main parameters of bar profile, bar width and bar height, by Li et al. and Liu et al.11-13) It was found higher pulp quality and lower energy consumption were obtained when refining with a higher bar height plate. Meanwhile, the bar width had a certain influence on both of them in medium consistency refining, which had been certified that the pulp freeness decreases slowly as the bar width increases.
The bar angle, which is usually represented by the angle between the bar and the radial direction, is another important parameter of the refining plate, while no standard definition exists for it. The direction and magnitude of the bar angle will have an impact on the flow rate and pulp refining effect. When the bar tilting direction tends to be opposite to the rotation direction of the plate, the pulp will be pumped to the outlet by plate which means a lower pulp residence time in refining zone and higher intensity.14) Vomhoff15) studied the influence of the disc refining plate bar angle on the refining effect, and analyzed the total bar interaction area, the number of interlacing points and the total bar edge length by simulating the interlacing process of stator and rotor. Siewert et al.16) found the freeness change of pulp was different when refining with different bar angle plates under the same refining process. Brecht et al.17) showed refining by plates with smaller bar angle would reduce the refining time and energy consumption when the same pulp freeness was obtained.
At present, the research on the bar angle is relatively lacking, including the definition of it, the influence of the bar angle on the fiber cutting. In this paper, the theoretical analysis of isometric straight bar refining plates with a clear bar angle definition is carried out. And the cutting performance and cutting mechanism of different plates is analyzed and evaluated by the original cutting rate, the adjacent cutting rate and the fiber length distribution of different lengths in low consistency refining which has a positive significance for promoting the design and selection of refining plates.
2. Experimental
2.1 Bar angle of straight bar plate
The angle between the bar and the radial direction was called the bar angle, as shown in Fig. 3. The bar angle of the different bars in a segment varies with the position of bars, such as α1-1 and α1-i, which was not conducive to characterizing the bar angle of the segment or refining plate.
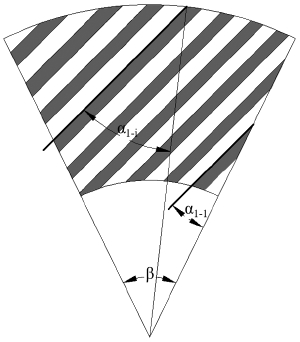
Currently, there were two main definitions of the bar angle of the isometric straight bar plates or segments. Firstly, the bar angle was defined as the angle α1-1 between the first bar and the right edge of segment, as shown in Fig. 3; secondly, the degree of bar inclination could be measured by the angle α2 between the center axis of the segment and bar, as shown in Fig. 4. According to the geometry, the relationship between them can be expressed by Eq. 1.
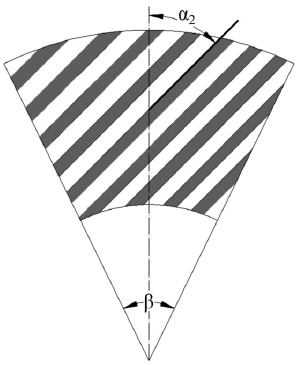
Where β is the center angle of the segment.
It can be obtained from the Eq. 1 that the bar angle α1-1 and the center angle of the segment directly affect the bar angle α2, and the size of α1-1 and α2 depends on each other in the case of a specific central angle β which means the nature of them is same for measuring the angle of the segment. However, the bar angle α1-1 would be easily used due to convenient measurement and it was used in this paper to measure the bar inclination.
2.2 Design and characterization of the refining plate
Refining intensity was an important parameter affecting the refining performance including specific energy consumption (SRE), specific edge load (SEL), specific surface load (SSL), impact strength in the C factor theory et al. It could be divided into machine intensity and fiber intensity according to the benchmark of energy consumption,18) and machine intensity can be summarized by SEL-based refining intensity and refining intensity based on bar interaction,19) which meant that the characterization parameters of refining plate, comprehensively characterized the impact on pulp, can be divided into characterization parameters based on cutting edge length (CEL) and characterization parameters based on bar interaction.
Under the same refining conditions, a larger value of the characterization parameter resulted in a smaller refining intensity which led to the reduction of the fiber cutting effect and the improvement of the fiber fibrillation.
Based on the SEL theory, the refining intensity of isometric straight bar refining plates was analyzed in this paper. And the CEL of a straight bar plate was specified by the TAPPI standard TIP 0508-05 (1994),20) and the expression of it was
Where r1 was the inner radius of plate (mm), r2 was the outer radius of plate (mm), nr and ns was the total bar number of a rotor and a stator, and α was the bar angle of the plate (°).
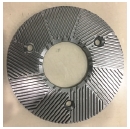
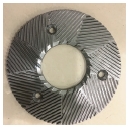
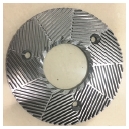
The refining effect of plates on pulp or fibers was directly related to the refining intensity. If the value of it was 3 to 5 J/m, it was suitable for the refining of long fiber pulp, which had a strong cutting effect on fiber allowing for high-intensity refining. The short fiber pulp was better for a good fibrillation during low-intensity refining when it was 0.5 to 2 J/m.21) The average fiber length and width of hardwood was 0.6 to 2 mm and 0.01 to 0.04 mm, respectively. And the commonly used SEL for it is 0.6 to 0.8 J/m, which was a typical low-intensity refining.22) So three isometric straight bar plates with different bar angles and same other bar parameters were designed according to low-intensity refining, as shown in Table 1, and they were directly were directly processed by Nantong Huayan Casting Co., Ltd. (Nantong, China) through the computer numerical control machine tools (CNC) machine (Shenzhen Dima Co., Ltd., Shenzhen, China).
2.3 Refining
In this experiment, bleached sulfate eucalyptus pulp board was used as the experimental material and it was soaked in distilled water for 4 h and then dissipated by a pulp disintegrator PD10 (TLS, San Sebastian, Spain), and its consistency was adjusted to 3%. The MD3000 single-disc experimental refiner (Regmed, Osasco, Brazil) was used, as shown in Fig. 5, and the refining experiments were conducted using the three isometric straight bar plates at a constant speed (1,460 rpm).
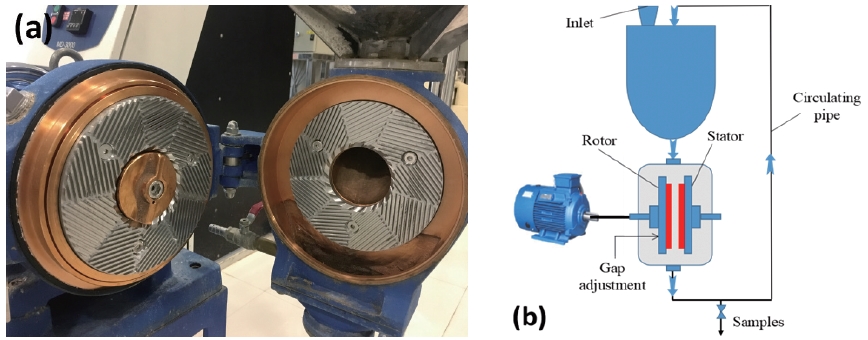
The pulp was circulated in the refining system, as shown in Fig. 5b, and 10 pulp samples were collected at a constant gap during different refining times. After a reasonable design, the pulp with a disc gap of 0.1 mm was sampled at intervals of 2 min. The samples collected at different times were centrifuged and dried by an electric blast drying oven 101 (Beijing Zhongxing Weiye Instrument Co., Ltd., Beijing, China) to calculate the moisture content of the pulp for subsequent experiments.
2.4 Fiber analysis and data processing
The length-weighted average fiber length, and the rate of different fiber length range, known as fiber length distribution, of the pulp samples were analyzed by an FS5 fiber quality analyzer (Valmet, Espoo, Finland). And the original cutting rate and the adjacent cutting rate were defined in order to analyze the cutting effect of the different refining plates.
2.4.1 Original cutting rate
The original cutting rate indicated the cutting effect of plates on fibers relative the average fiber length of samples to the average fiber length of raw material fibers, which can be expressed as
Where K1 represented the original cutting rate of plates on fibers, l0 represents the average length of the raw fiber, and lj represented the average fiber length of the sampled fiber.
2.4.2 Adjacent cutting rate
The adjacent cutting rate indicated the cutting effect of refining plates which was affected by the average length of the sampling fibers with the average length of adjacent sampling fibers, which can be defined as Eq. 4 and visually described in Fig. 6.
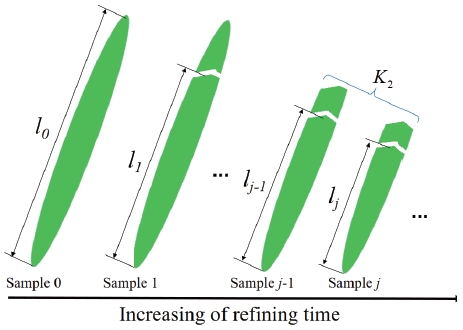
Where K2 represented the adjacent cutting rate of plate on the fiber, lj-1 represented the average length of the previously sampled fiber, and lj represented the average length of the sampled fiber.
3. Results and Discussion
3.1 SEL of three isometric straight bar plates
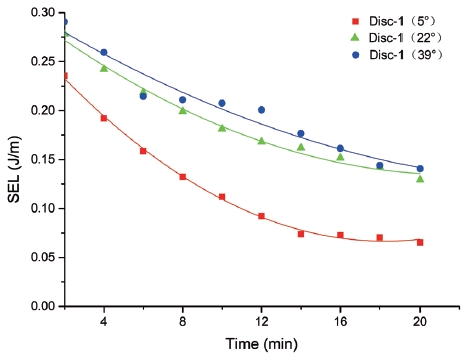
SEL was a typical refining intensity to measure the strength of the refining, which combined the bar profile of plate with the control parameters, such as power and rotational speed. And it was widely used in mills although there were some limitations. By measuring the power of different refining times, the SEL changes of the three plates were analyzed, as shown in Fig. 7, it was found that the SEL of three plates was decreased with the increasing of refining time, and the magnitude of the decrease fluctuates within the range of 0-0.15 J/m. It was indicated that the variation of the refining power of the three plates was basically same as the refining time prolonging, which meant that the impact strength applied to the fibers is strongly changed; Under the same refining conditions, the disc 3(39°) had the highest refining intensity and that of disc 1(5°) is the lowest. The refining intensity of the disc 3(39°) was 14.5% higher than that of disc 2(22°) and 85.6% higher than the disc 1(5°) when the refining time was 20 min. Meanwhile, the intensity of disc 2(22°) was higher than the disc 1(5°) in 62.13%. It was shown that increasing of bar angle of straight bar plate was beneficial to the improvement of refining intensity, but the change of it was more obvious when the bar angle of is small; Through the analysis of the refining intensity by previous study,19) the disc 3(39°) had the greatest impact on the fiber which led to more fiber cutting, while the disc 1(5°) had the weakest cutting effect. Obviously. It can be summarized that the prediction of SEL was inconsistent with conclusions obtained by this paper and previous studies,19) which would be further analyzed below.
3.2 Average fiber length
Fiber length was an important indicator for measuring bonding force between the fiber and the fiber, which in turn affects the strength of the formed paper, especially the tear strength. Therefore, the fiber cutting should be reduced as much as possible for raw materials with short fiber lengths such as waste paper and hardwood, and the fiber properties should be actively developed through refining to ensure that the paper has sufficient strength.
By analyzing the average fiber length of samples refined by three isometric straight bar plates with different bar angles in hardwood pulping process, as shown in Fig. 8, it can be drawn that the fiber length gradually decreases and finally stabilized at a certain value as the refining time increases. Among them, the disc 1(5°) had the strongest cutting effect on fibers and the disc 3(39°) is the weakest in fiber cutting; The average fiber length of samples treated by the disc 1(5°) is 14.85% lower than that of disc 2(22°), and the average length of fibers refined by disc 2(22°) was higher than that of disc 3(39°) in 26.33%. It showed that the reduction of plate bar angle was beneficial to fiber cutting, where the cutting effect was more obvious in the case of small bar angle.
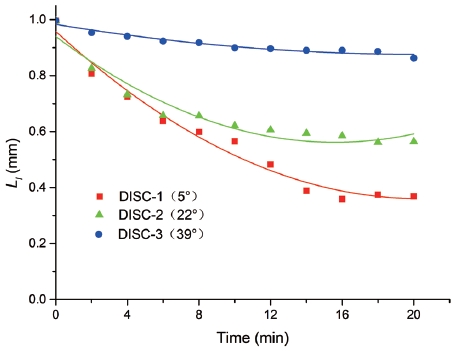
Fig. 8.
The length-weighted average fiber length Ll of sampled fibers of the three plates varies with the refining time.
The conclusion made by experimental research in this paper was basically consistent with the previous study.19) However, it was found that the result predicted by SEL was contrary to that of experimental study, indicating that there was great limitations for predicting the refining intensity and fiber cutting effect of isometric straight bar plates with different bar angle by SEL.
3.3 Fiber length distribution of samples
The fiber length distribution of the sampled pulp varies to the refining time, which showed the variation of the different fiber length components during the refining and indirectly reflected the difference in the fiber cutting mechanism of three straight bar plates.
The initial average fiber length of hardwood pulp used in this study was 0.93 mm, and the changes of the fiber length distribution of samples refined by different plates were summarized by analyzing sampled fibers, as shown in Figs. 9-11. In the early stage of refining, the fiber length of sampled fibers is mainly composed of component f3 (0.6-1.2 mm), while the fiber components of f4 (1.2-2.0 mm) and f1 (0-0.2 mm) account for less. However, the components f3 and f4 decrease and the component f1 increased with the increase of refining time, and the variation of the component f2 (0.2-0.6 mm) depends on the magnitude of the bar angle.
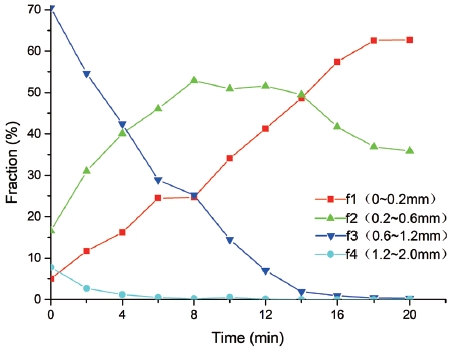
Fig. 9.
The fiber length distribution changes of samples refined by disc 1(5°) with the refining time.
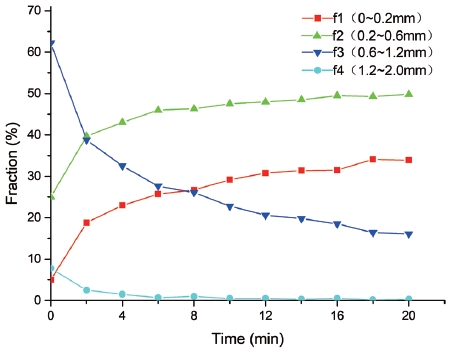
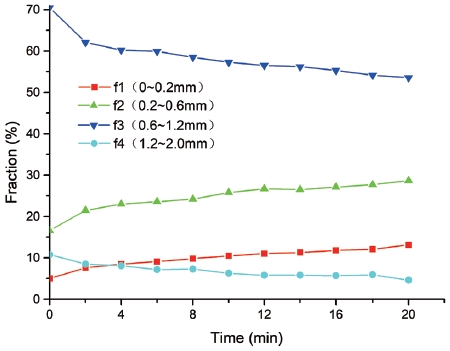
Fig. 11.
The fiber length distribution changes of the sampled fibers refined by disc 3 (39°) with the refining time.
The fiber cutting speed and cutting ability of the three plates are different, which was directly related to the bar angle. When the refining time is less than 8 minutes, the components f3 and f4 are rapidly reduced, which meant the disc 1 and 2 can achieve rapid cutting of the long fiber component and the cutting rate of the disc 3 was much smaller than that of disc 1 and 2. The fiber components f3 and f4 of samples refined by disc 2 and 3 continue to decrease, while components f1 and f2 continue to increase when the refining time was more than 8 minutes. However, the change rate of the proportion of different components was gradually reduced and the cutting capacity of the disc 2 was still stronger than that of disc 3. The change of fiber component f2 of samples refined by disc 1 exhibits different trends when the refining time was more than 8 minutes, it can be seen from Fig. 9, the proportion of fiber component f2 remains substantially constant when the refining time was 8-14 minutes due to the fact that the rate at which the long fiber component f3 was cut into f2 is in a dynamic equilibrium with the rate the fiber component f2 was cut into f1. And the fiber component f2 begins to decrease when the fiber of component f3 was completely cut into short fibers, which can be clearly seen when the refining time was greater than 14 minutes, as shown in Fig. 10.
The limit cutting length of plates on fibers varies with bar angle during refining, which would increase with the increase of the bar angle. The fiber length distribution of samples treated by the disc 1 and 2 are substantially maintained at a constant value when the refining time was more than 18 minutes, indicating that the fiber wams no longer cut off or the fiber cutting rate of different components were in a dynamic equilibrium and the average fiber length of samples reaches the limit cutting length of plates. However, the fiber length distribution of samples defined by the disc 3 were still changing slowly, which could be speculated the proportion of each component will be stabilized at a specific value as the refining time was extended and the fiber average length at that time was the limit cutting length of disc 3.
3.4 Fiber cutting rate
In order to further analysis of the cutting rate of three straight bar plates, the original cutting rate and the adjacent cutting rate were proposed in this study. And the fiber cutting effect of the refining plate was characterized from these two aspects.
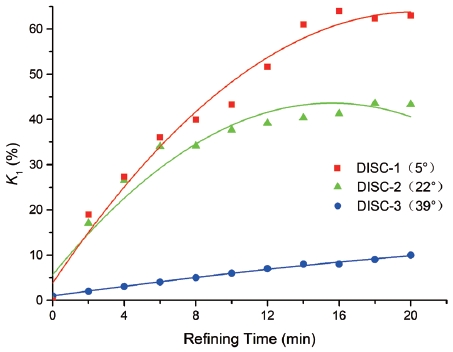
The original cutting rate K1 of the fiber reflected the fiber cutting rate of the plate during entire refining process and the K1 of isometric straight bar plate on fibers depends on the bar angle of it, which indicated that the smaller bar angle of the straight bar plate, the faster fiber cutting rate. As shown in Fig. 12, the K1 of disc 1 and 2 on fibers gradually decreases during refining, and the average fiber length was finally stabilized at 0.37 mm and 0.56 mm and gradually approaches to the limit cutting length of the plate owing to that the average fiber length decreases continuously during refining. Meanwhile, the gap of fiber length between sample and raw material gradually increases, which indicated the fiber cutting effect of plate is gradually weakened until the fiber was no longer cut off. However, the K1 of disc 3 increases linearly in a small degree during refining illustrating that the fiber cutting rate of plate gradually decreases and the pulp quality will be uniform with increasing bar angle.
The adjacent cutting rate K2 reflects the dynamic fiber cutting rate of plates during refining, as shown in Fig. 13.
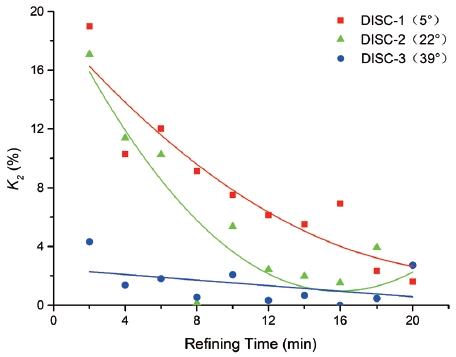
It was found that the changing trend of adjacent fiber cutting rate of isometric straight bar plates with different bar angle is different during refining. The adjacent cutting rate K2 of disc 1 and 2 was gradually reduced until it no longer changes as the fiber length decrease, which indicated that the fiber cutting effect of them was gradually weakened. But the K2 of disc 3 was smaller and substantially a constant value comparing to disc1 and 2, which meant a slow and uniform fiber cutting.
The conclusions obtained by analysis of the original cutting rate K1 and the adjacent cutting rate K2 are basically the same. The plate with small bar angle rapidly cuts the fiber in the early stage of refining, but the cutting action was gradually weakened until the average fiber length reaches the limit cutting length of the plate. With the increase of bar angle, the fiber cutting effect of plate was weakened and gradually stable, which meant a constant adjacent cutting rate K2 when the pulp refined by a large bar angle plate. However, the cutting action of a larger bar angle plate may be weakened due to the shortening of fibers.
4. Conclusions
1) It is difficult to predict the cutting performance of isometric straight bar plates with different bar angle using SEL during low consistency refining, and the fiber cutting effect of different plates is contrary to that predicted by SEL.
2) The cutting performance of isometric straight bar plates decreases with the increase of bar angle, and the fiber cutting is strong when the bar angle is smaller. The average fiber length of samples refined by different plates gradually decreases and eventually stabilizes at a certain limit value during refining.
3) The changes of fiber length distribution of samples refined by plates with different bar angle is different, which indicates a different fiber cutting mechanisms of isometric straight bar plates with different bar angles. The plate with small bar angle cut the fiber quickly, and the cutting action is gradually weakened as the refining time increases. When the bar angle of the plate is large, the fiber cutting rate is relatively small and stable, while the adjacent cutting rate is basically constant.
