

1. 서 론
목분을 인쇄용지에 사용할 수 있게 되면 벌크와 휨강성의 증대로 종이의 품질을 높일 수 있으며, 동일 벌크를 유지하면서 기존 인쇄용지의 평량의 감소까지도 가능하게 될 것이다. 하지만 낮은 백색도와 평활도는 이러한 목분의 활용을 어렵게 만들고 있다. 목분의 백색도 개선을 위해서 Shin1) 등은 목분에 펄프화 공정을 시도한 바 있으며, Kim2) 등은 이산화염소 표백, 과산화수소표백 및 탄산칼슘과 블랜댕을 시도한 바 있으나, 충분한 백색도를 얻지는 못하였다. 다시 Kim3) 등은 표백에 형광염료까지 시도한 바 있다. 목분을 인쇄용지에 사용하고자 하는 이와 같은 노력들은 결국은 에너지 저감과 생산비 절감과 연관되어있다.
In-situ 탄산칼슘 형성 방법4-6)은 목재나 목재섬유 혹은 고지섬유의 표면에 탄산칼슘을 형성시키는 방법으로서 산화칼슘과 섬유를 적절한 비율로 물속에서 섞은 후에 일정한 온도 하에서 이산화탄소를 불어넣어서 섬유표면에 탄산칼슘을 형성시키는 방법으로서 이러한 공정을 거친 섬유는 백색도가 현저히 높아지게 된다. 이러한 in-situ 공정을 목분에 실현하는 경우 본 논문에서는 in-situ 목분이라고 불리게 될 것이다.7)
이러한 in-situ 목분은 표백목분과 비교하여 다음과 같은 점에 차이가 있다. 즉 이산화염소나 과산화수소로 표백한 목분은 수율이 현저히 줄어들 것으로 예상되었다. 표백과정에 적용되는 반응온도와 반응시간은 목분을 온수로 추출하는 과정과 다를 바가 없으며, 사용되는 표백약품은 목분 속에 있는 저분자량의 리그닌이나 기타 물질을 산화 및 분해함으로서 백색도를 높일 수도 있지만 그 수율을 크게 낮출 가능성이 있다. 또한 목분 속에 여전히 남아있는 리그닌은 쉽게 변색이 가능함으로서 시간에 따른 색 열화의 가능성이 매우 크다고 하겠다. 반면에 in-situ 탄산칼슘 목분의 경우 수율이 떨어질 수 있는 유기화학반응이 존재하지 않으며, 최고 섭씨 40도를 넘지 않는 저온에서 탄산칼슘 형성반응이 끝나게 된다. 또 탄산칼슘이 표면에 형성됨으로서 오히려 수율이 100-200% 이상 향상되는 효과도 있다. 즉 표백목분에 비해 in-situ 탄산칼슘 목분은 생산비가 매우 저렴하며, 폐수발생이 없게 된다. 탄산칼슘에 표면이 둘러싸인 목분은 목분 자체의 색 열화를 주위의 탄산칼슘들이 가리어주는 효과도 기대 된다. 따라서 표백 목분이나 일반 목분에 비해 열화에 의한 백색도 감소율이 저하될 것으로 기대되었다.
본 연구에서는 in-situ 탄산칼슘 형성 방법으로 목분에 탄산칼슘을 결합시킨 ‘in-situ 목분’을 과산화수소로 표백한 표백 목분과 비교하여 그 강도적 성질과 물리적 성질의 차이를 알아내고, 차후 목분을 이용한 인쇄용지의 개발 가능성에 대해 연구를 시도하였다.
2. 재료 및 방법
2.1 목재섬유
목재섬유는 침엽수(mixture of Hemlock, Douglas fir, and Cedar, Canada) 20%와 활엽수(mixture of Aspen and Poplar, Canada) 80%를 혼합하여 여수도 500 mL CSF에 이르도록 Valley beater로 고해하여 사용하였다.
2.2 목분
목분은 국내 N 회사에서 공급받았으며, 중국산 활엽수들의 혼합 수종이었다. 공급된 목분을 본 실험에서는 국내 백판지에서 주로 사용하는 60-100 mesh 통과분 목분 중에서 90 mesh 통과분을 참고용으로 사용하였고 인쇄용지에 사용하기 위해 작은 크기의 목분은 200 mesh 스크린에 통과시켜 사용하였다.
목분을 인쇄용지에 사용하기 위해서는 백색도를 높일 필요가 있었다. 가장 쉬운 방법으로는 목분을 과산화수소로 표백시켜 사용하는 방법이 있다. 과산화수소를 목분의 건조 무게에 대하여 3%, 5%, 7%를 사용하였으며, 과산화수소 10% 용액을 사용하였으므로 목분 건조무게에 과산화수소 용액을 30%와 50%를 각각 사용하였다. 목분의 농도는 무게비로 10% 농도를 사용하였다. So-dium silicate를 버퍼로 사용하였고, pH 13으로 NaOH를 사용하였으며, 섭씨 80도에서 90분간 반응시킨 후에 세척하고, 그 수율을 측정하였다.
2.3 In-situ 탄산칼슘 목분
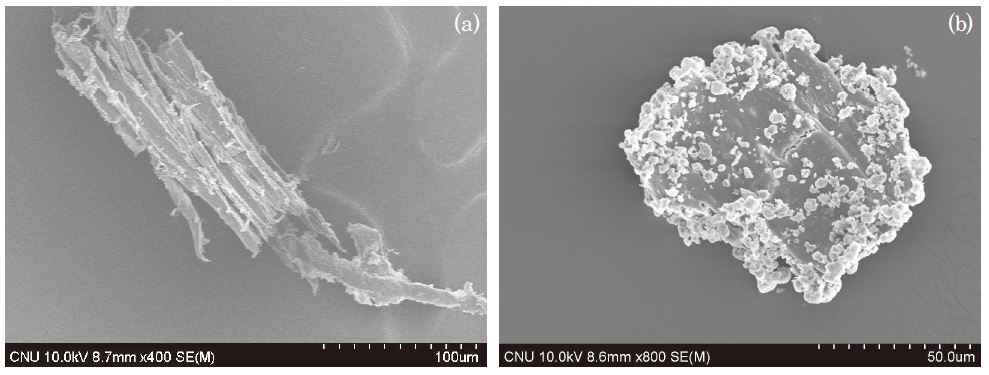
스크린을 통과한 목분들은 calcium oxide를 목분의 건조중량대비 생성된 탄산칼슘의 건조중량비율이 1.5배가 되도록 조정하여 첨가한 후에 섭씨 30-35도 사이에서 이산화탄소를 불어넣어 최종 pH가 7.0이 될 때까지 저어가며 반응시켰다. 목분의 초기농도는 무게비로 10%였다. 반응이 완료된 목분의 형태를 Fig. 1에서 보이고 있다.
2.4 수초지의 제조
수초지는 TAPPI T205 sp-95 표준방법에 의해 제조하였으며, 60 g/m2의 평량으로 조절하였고, 목재펄프에 목분과 표백목분, in-situ 탄산칼슘 목분을 각각 10%와 20%씩 첨가하여 제조하였다. 보류를 위하여 양이온성 PAM을 0.2% 사용하였으며, 종이의 물리적 성질을 비교하기 위해 TAPPI 표준조건하에서 물성을 측정하였다. 제작된 수초지 샘플의 종류를 Table 1에 나타내었다. 샘플 종이의 밀도와 벌크(TAPPI T410 om-98, T411 om-97), 열단장(TAPPI T494 om-96), 평활도(TAPPI T479 cm-99), 백색도(TAPPI T452 om-98), 회분(TAPPI T413 om-93), 휨강성(TAPPI T489 om-08)을 표준방법에 의해 측정하였다.
Table 1.
Paper samples containing 90 and 200 mesh passed wood flours
3. 결과 및 고찰
3.1 목분의 표백
목분의 표백결과를 Table 2에 나타내었다. 과산화수소를 목분에 3%, 5%, 7% 첨가하여 표백을 실시하였으며, 전체적으로 수율이 매우 낮아짐을 확인할 수 있었다. 전체적으로 약 30%의 수율 감소를 예상할 수 있었다.
In-situ 목분의 수율은 목분의 표백을 하지 않기 때문에 100%이며, 탄산칼슘을 1.5배 부착시켰기에 사실상 목분의 사용량은 적은 편이다. 따라서 in-situ 목분은 표백공정과 세척공정, 수율의 감소를 겪는 표백 목분가격의 절반이하로 제조가 가능할 것이다. 더 나아가 표백목분의 경우 표백공정간에 제거된 유기물들을 처리해야하는 폐수처리공정이 필수적이다. In-situ 목분의 경우에는 폐수처리공정을 사용할 필요가 없다.
3.2 목분의 백색도와 평활도
목분을 첨가한 수초지의 백색도를 Fig. 2에서는 90 mesh 스크린을 통과한 목분을, Fig. 3에서는 200 mesh 스크린을 통과한 목분을 대상으로 나타내었다. In-situ 목분의 경우 표백목분보다 백색도가 평균적으로 약 5% 더 높게 형성되었다. 하지만 표백목분 사이에 백색도 차이는 나타나지 않았다. 즉 3% 이상의 과산화수소 표백처리는 백색도 향상에 크게 도움이 되지 않을 것을 나타내고 있다. Fig. 3에서는 인쇄용지에 사용할 크기의 목분으로서 200 mesh 통과목분을 사용하였는데, 표백하지 않은 목분을 사용한 수초지는 10% 첨가한 경우, 백색도가 50% 초반을 나타내고 있었는데 비해 in-situ 목분은 70%를 넘었으며, 표백목분의 경우 60% 중반을 나타내었다.
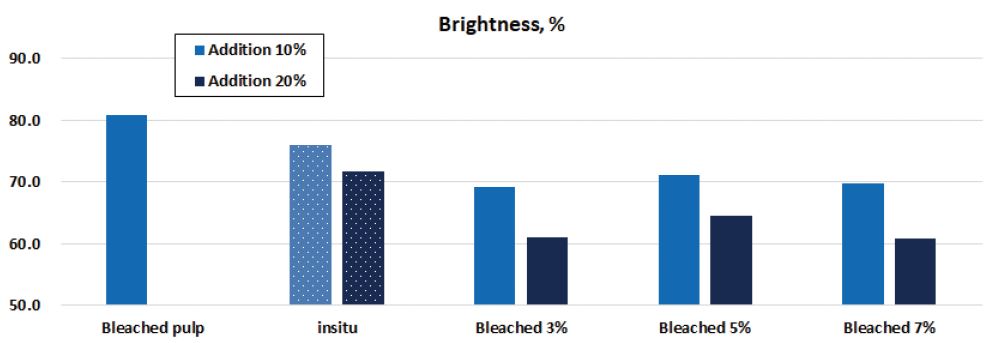
Fig. 2.
Brightness of handsheets made of 90 mesh passed wood flours (In-situ: in-situ formed CaCO3 attached to wood flours, Bleached 3%: 3% H2O2 bleached wood flours).
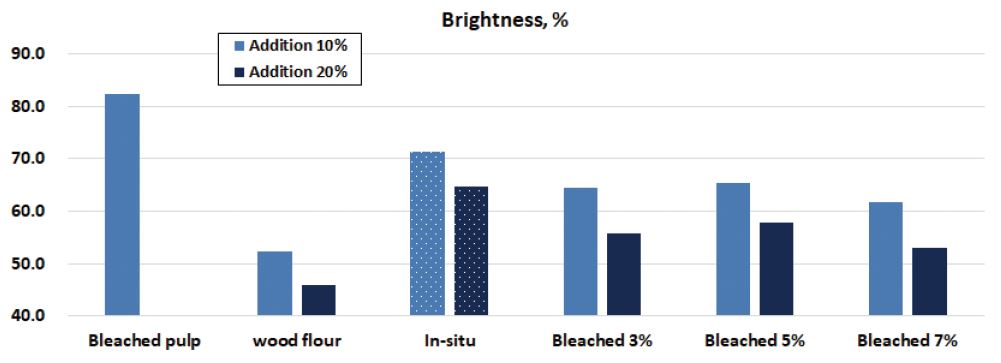
Fig. 3.
Brightness of handsheets made of 200 mesh passed wood flours (In-situ: in-situ formed CaCO3 attached to wood flours, Bleached 3%: 3% H2O2 bleached wood flours).
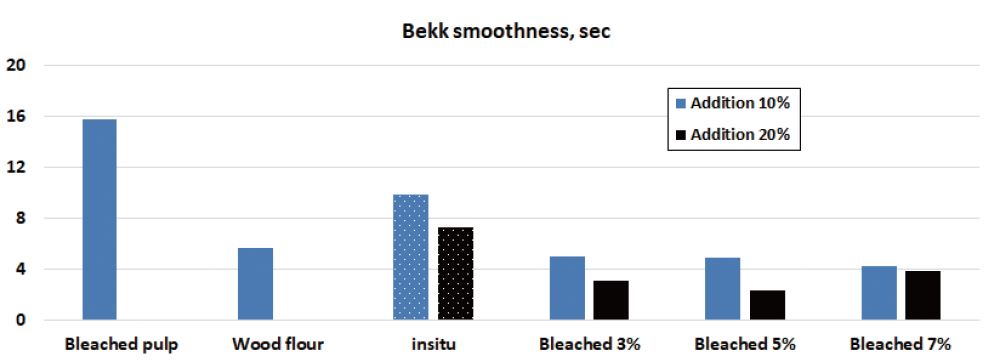
Fig. 4는 200 mesh 통과 목분의 수초지의 평활도를 보이고 있다. 90 mesh 통과 목분은 평활도가 워낙 낮아서 나타내지 아니하였다. 200 mesh 통과 목분의 경우, 펄프만 사용한 수초지에 비해 평활도가 낮지만, in-situ 목분은 표백목분보다는 높은 평활도를 나타내고 있었다. 하지만 200 mesh 목분만으로는 펄프 수초지의 평활도를 따라갈 수 없었다. 이러한 사실에 근거하여, 차후 평활도를 더 높일 수 있는 방안과 목분의 크기조절이 더 필요한 것으로 판단되었다. In-situ 목분은 상당량이 탄산칼슘이므로 표백목분에 비해 어느 정도 평활도를 높여주는 역할을 하고 있는 것으로 판단되었는데, 차후에는 반응되는 탄산칼슘의 비율을 더 높여줌으로서 평활도를 더 얻을 수 있을 것으로 판단되었다. 이러한 결과는 섬유에 탄산칼슘을 형성시키는 경우에 반복해서 볼 수 있는데, 섬유표면에 형성된 탄산칼슘은 압착공정과 같은 곳에서의 압력에 의해 떨어져나가 종이 두께방향의 빈 공간을 메꾸는 역할을 할 수도 있을 것이라고 판단하고 있다.4)
3.3 목분을 포함한 수초지의 강도적 성질
표백목분과 in-situ 목분을 사용한 수초지들의 열단장을 Fig. 5에서는 90 mesh 통과목분에 대해, Fig. 6에서는 200 mesh 통과목분에 대해 나타내고 있다. In-situ 목분의 경우 표백목분에 배해 열단장은 다소 낮게 나타났다. 그것은 in-situ 목분의 경우 표면이 주로 탄산칼슘 성분으로 코팅되어 있기 때문으로 판단된다. 하지만 10% 첨가의 경우에도 열단장이 4 km 이상 형성되는 것을 볼 수 있었다.
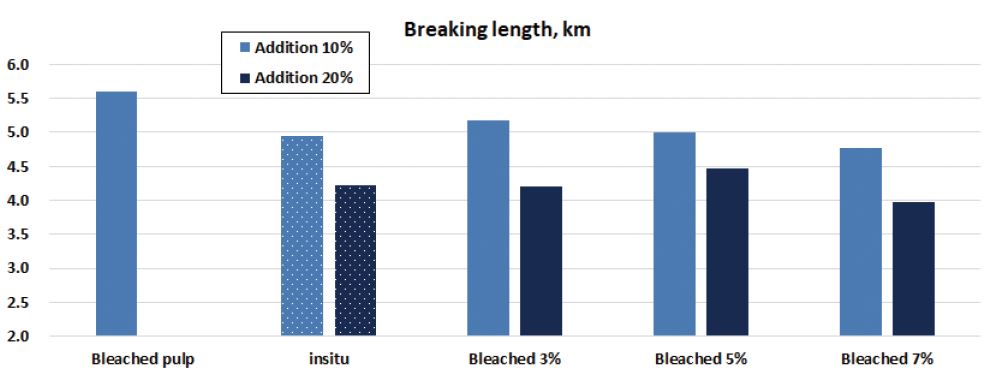
Fig. 5.
Breaking length of handsheets made of 90 mesh passed wood flours (In-situ: in-situ formed CaCO3 attached to wood flours, Bleached 3%: 3% H2O2 bleached wood flours).
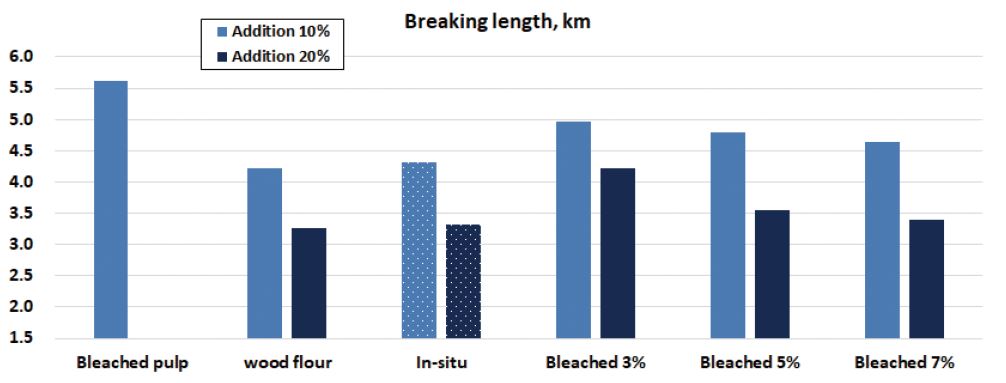
Fig. 6.
Breaking length of handsheets made of 200 mesh passed wood flours (In-situ: in-situ formed CaCO3 attached to wood flours, Bleached 3%: 3% H2O2 bleached wood flours).
수초지의 신장률 변화를 Figs. 7과 8에 나타내었다. 90 mesh 통과목분의 경우 신장률이 펄프 수초지에 비해 다소 떨어졌지만 200 mesh 통과목분의 경우 10%의 첨가에서는 펄프 수초지와 큰 차이를 보이지 않았다.
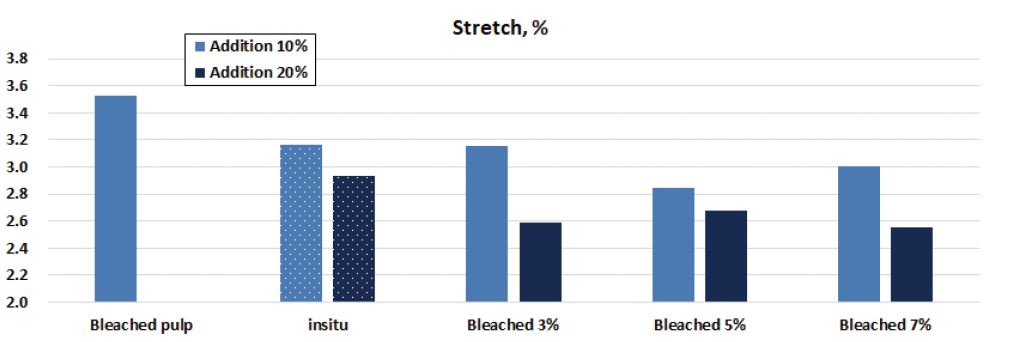
Fig. 7.
Stretch of handsheets made of 90 mesh passed wood flours (In-situ: in-situ formed CaCO3 attached to wood flours, Bleached 3%: 3% H2O2 bleached wood flours).
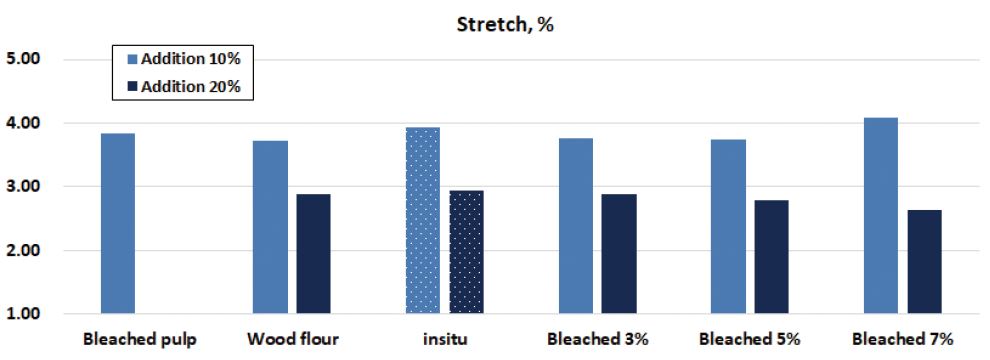
Fig. 8.
Stretch of handsheets made of 200 mesh passed wood flours (In-situ: in-situ formed CaCO3 attached to wood flours, Bleached 3%: 3% H2O2 bleached wood flours).
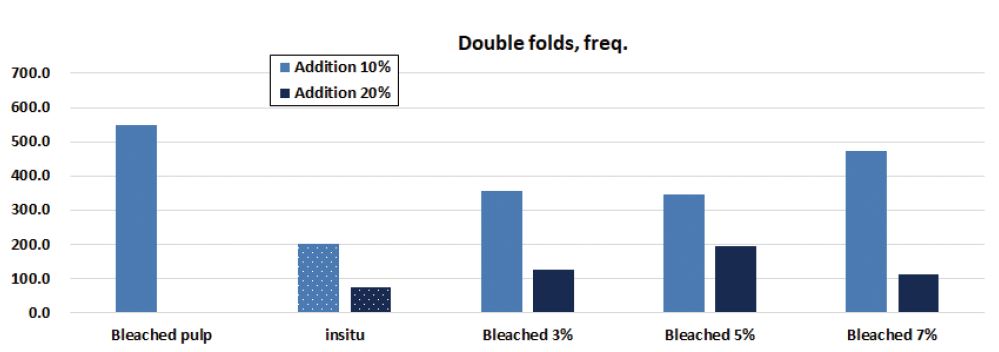
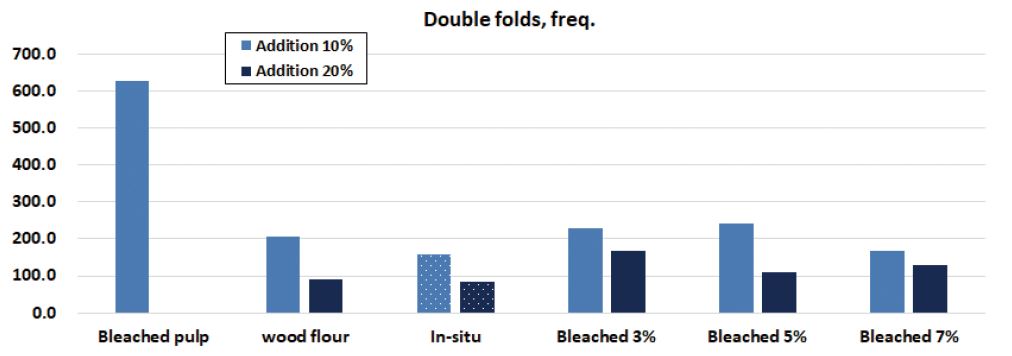
종이의 내절도는 종이의 반복적인 접힘에 의해 종이가 서서히 터지거나 파괴되어서 약한 인장력(보통 1 kgf)에 의해서 파괴될 때까지 가능한 접힘의 수를 기록한 것으로서, 실제적으로 종이가 접힐 때에 발생할 수 있는 터짐 현상과 관련이 있는 것으로 알려졌다.8,9)Figs. 9와 10에서 90 mesh 통과목분의 경우 200 mesh 통과목분보다 좀 더 높은 내절도를 보였으며, in-situ 목분의 경우 대체적으로 낮은 값을 나타내었다. 90 mesh 목분을 포함한 수초지의 경우 200 mesh 목분의 경우보다 인장강도가 높게 나타나고, 종이가 접히는 부분에서 목분을 만나게 될 확률이 적으므로 내절도가 더 크게 나타날 것으로 예상되었다.
3.4 목분을 포함한 수초지의 벌크와 휨강성
인쇄용지에 목분을 사용하는 일은 평활도나 백색도 측면에서는 고려하기 어려운 것이 사실이다. 그래도 사용하기를 원하는 것은 종이의 벌크와 휨강성을 높이기 위한 목적일 것이다. 즉 평활도와 백색도에서 큰 문제가 없다면 벌크와 휨강성을 높임으로서 종이의 품질을 높이고, 또 동일 수준의 휨강성에서 평량의 감소까지도 달성할 수 있게 될 것이다. Figs. 11과 12에서는 수초지의 벌크를 다루고 있다. In-situ 목분을 함유한 수초지의 벌크는 표백목분을 사용하는 경우에 비해 벌크가 높지 못하였다. 그 이유로는 목분의 표면에 상당량 부착된 탄산칼슘으로 인해 목분의 밀도가 다소 높아지기 때문이라고 판단되었다.
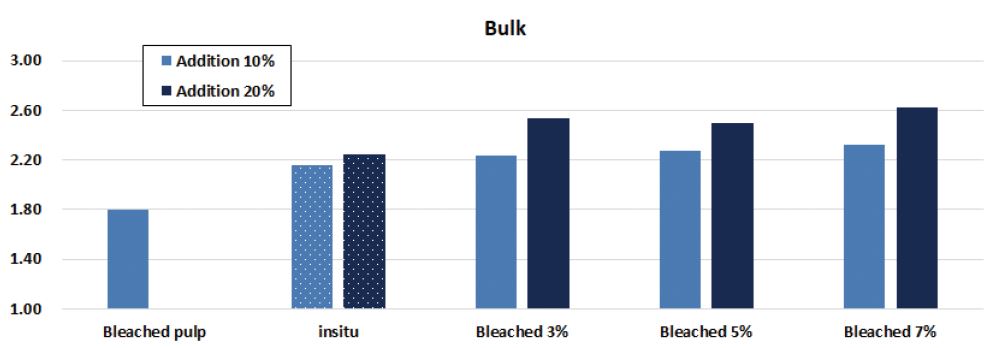
Fig. 11.
Bulk of handsheets made of 90 mesh passed wood flours (In-situ: in-situ formed CaCO3 attached to wood flours, Bleached 3%: 3% H2O2 bleached wood flours).
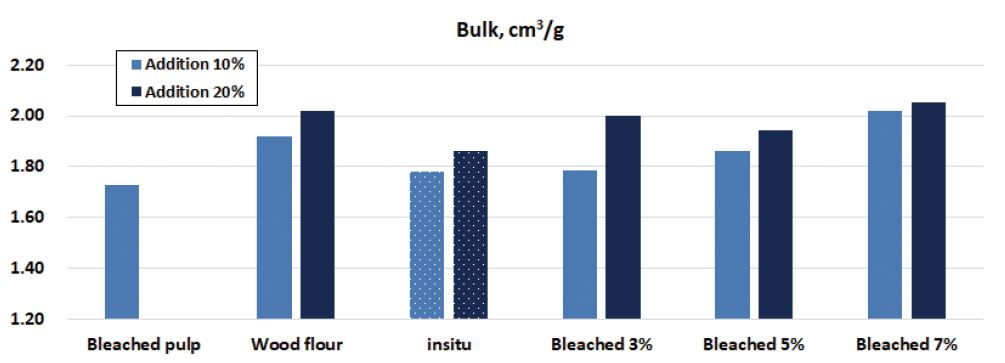
Fig. 12.
Bulk of handsheets made of 200 mesh passed wood flours (In-situ: in-situ formed CaCO3 attached to wood flours, Bleached 3%: 3% H2O2 bleached wood flours).
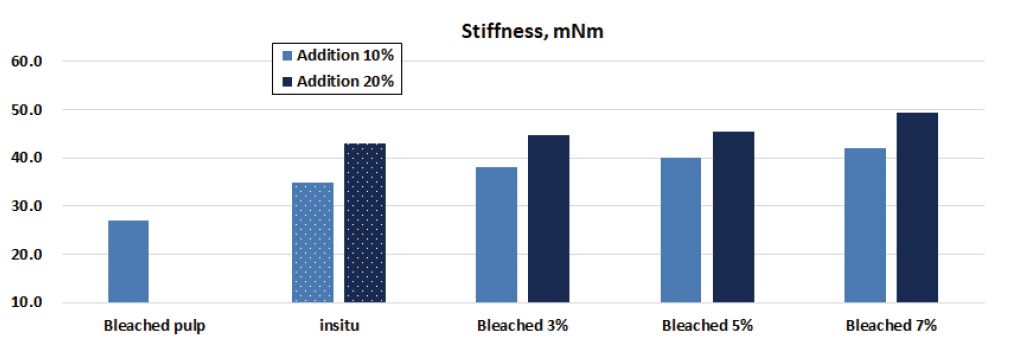
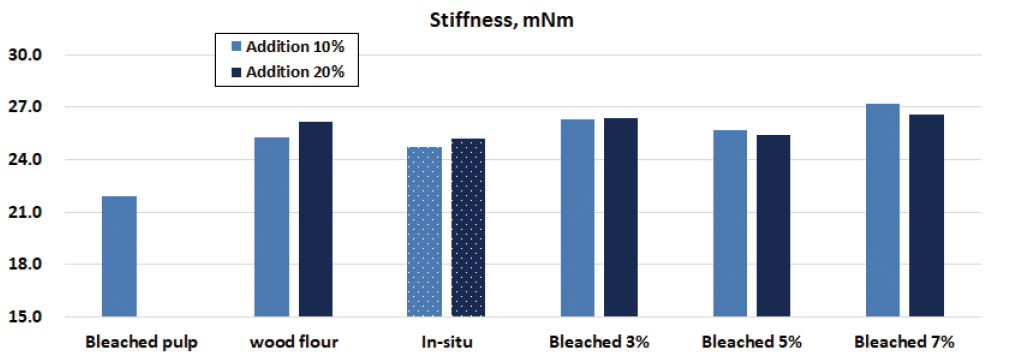
Figs. 13과 14는 수초지의 휨강성을 나타내고 있는데, 90 mesh 통과목분의 경우 10%보다는 20%가 휨강성이 더 높았으나, 200 mesh 통과목분의 경우는 목분량의 증가가 휨강성에 큰 역할을 하지 못하였다. 그 이유로는 200 mesh 목분의 경우 90 mesh 목분에 비해 벌크의 증가가 현저하지 못하며, 인장강도도 90 mesh 목분보다 현저한 감소가 야기되기 때문으로 판단되었다. 하지만 펄프 수초지에 비해서는 90 mesh 통과목분의 경우 30-80%, 200 mesh 통과목분의 경우 15-30% 더 높은 휨강성을 보이고 있었다. 표백목분과 in-situ 목분은 휨강성에 큰 차이를 보이지는 아니하였다. 이렇게 펄프 수초지와 목분을 함유한 수초지의 큰 휨강성의 차이가 목분을 인쇄용지에 사용하고자 하는 시도를 멈출 수 없게 하고 있는 것이다. 본 연구에서는 아직까지 백색도와 평활도에 있어서 Figs. 2-5처럼 펄프 수초지를 따라잡지 못하고 있기에 지속적인 연구를 통해 가까이 갈 수 있도록 연구를 실시할 계획이다.
참고적으로 표백펄프나 표백목분, 일반목분을 사용한 경우의 수초지 회분함량은 모두 1% 이하로 나타났으며, in-situ 목분의 경우 10% 첨가 시 6.3%, 20% 첨가 시 13.8%로 나타났다.
4. 결 론
본 연구에서는 목분을 처리하여 인쇄용지의 벌크와 휨강성을 높이는 소재로 사용하려고 시도하였다. 목분의 처리방법으로는 과산화수소 표백과 목분의 표면에 탄산칼슘을 형성시켜 부착시키는 in-situ 탄산칼슘 형성 방법을 사용하였다. 실험결과 in-situ 탄산칼슘 목분이 백색도와 평활도에서 표백목분보다 크게 우수하며, 강도형성에 있어서도 표백목분에 근접함으로 앞으로 더 개발할 필요가 있음을 확인하였다. 평활도에 있어서 200 mesh 통과목분의 경우에도 매우 부족한 점이 발생하였으나, in-situ 목분의 경우 목분의 사용에 의한 종이의 평활도 저하를 보완해주는 면이 있었다. 특히 표백목분이 수율과 폐수 발생 측면에서 불리하지만, in-situ 목분의 경우 목분 표면에 형성되는 탄산칼슘이 수율에 더해짐으로서 경제성이 충분히 확보될 수 있는 이점이 있었다.
