

1. 서 론
목재로부터 유래하는 펄프는 표백 과정을 거치면서 친수성 특성을 갖는 셀룰로오스 섬유들로 구성된다. 이들 섬유는 침엽수 혹은 활엽수에 유래하였는가에 따라 섬유의 길이, 섬유벽의 두께 등이 달라지고 이러한 형태학적 특성은 제지공정의 지료조성단계에도 상당한 영향을 미친다. 따라서 펄프 섬유들이 갖는 고유 특성에 대한 이해 없이는 초지에 적합한 지료 조성이 불가능할 수 있다.1,2)
특히 지료조성 단계에서 고농도 지료 시스템(thick stock system)에 해당하는 리파이닝은 초지 과정 전반에 걸쳐 매우 큰 영향을 미칠 뿐만 아니라 초지된 종이의 물성에도 긍정적인 효과를 부여한다.3-5) 리파이닝의 정도에 따라 탈수, 지합, 건조 속도 등이 달라지고, 종이는 인장강도, 파열강도, 내절도, 벌크, 인열강도, 강성, 표면 거칠기, 불투명도 등이 영향을 받게 된다. 이 때 섬유장이 긴 침엽수 펄프를 리파이닝 할 경우 성긴 바(coarse filling) 형태를 보이는 플레이트와 함께 고강도 리파이닝(high intensity refining) 혹은 유리상 고해(free beating)를 적용하여야 하고, 이를 통해 다공성이면서 비용적(bulk)이 우수한 종이, 그리고 흡수성은 크지만 지합과 치수안정성이 양호한 종이를 생산할 수 있다. 이와는 달리 섬유장이 짧은 활엽수 펄프를 리파이닝할 경우 촘촘한 바 패턴(fine filling)을 갖는 플레이트와 함께 저강도 리파이닝(low intensity refining) 혹은 점상 고해(wet beating)를 적용하여 강하고 치밀하지만 흡수성과 치수안정성이 다소 부족한 종이를 생산한다.1,2,6-8)
하지만 제지업체별로 최종 제품에 대한 사양이 다르므로 침엽수 펄프에는 고강도 리파이닝, 그리고 활엽수 펄프에는 저강도 리파이닝을 반드시 적용해야 한다는 법칙은 없다. 최종 제품이 요구하는 정도에 따라서 리파이닝 방식을 달리해야 하고, 해당 리파이닝 방식에 적합한 바 패턴을 선택하여야 한다.9) 많은 연구자들이 리파이닝 방식에 관한 연구를 진행했고, 현장에서는 그 연구 결과들을 바탕으로 자신들의 제품 생산에 필요한 리파이닝 방식을 적용하고 있다.10) 하지만 외국산 리파이너 플레이트에 의존하는 국내 상황에서는 더 많은 섬유 절단이 요구되는 고강도 리파이닝이나 더 많은 소섬유화가 요구되는 저강도 리파이닝을 하고자 할 때 해당 조건에 적합하도록 바 패턴을 수정하여 곧바로 대응하기가 어려운 실정이다.
결국 국내에서 각 제지업체의 상황에 맞게 짧은 시간 내에 대응할 수 있는 리파이너 플레이트 제조 기술 확보가 매우 필요한 상황이고, 이를 해결하기 위한 목적으로 본 연구를 통해 리파이너 플레이트 제조 기술의 국산화를 위한 기초 자료를 확보하고자 한다. 국내에서는 소규모 공장에서 사용하는 소형 디스크 리파이너용 플레이트는 특정 패턴에 한정되어 판매되고 있지만 품질이나 패턴 설계에 있어서는 제지 현장의 요구에 전혀 따라가지 못하고 있다. 디스크형 혹은 원추형 리파이너에 사용되는 플레이트는 내마모성 및 내부식성을 가져야 하고, 마모가 되더라도 바 모서리의 예리도(sharpness)에 영향을 미치지 않아야 한다. 설사 원하는 디자인의 리파이너 플레이트가 개발되더라도 현장의 요구를 만족하는 종이의 물성을 당연히 가져야 하겠지만 더욱 중요한 것은 리파이닝 동안 지료의 처리량에 있어서 부정적인 결과를 초래하여서는 안 된다는 것이 전제되어야 한다.11-13)
본 연구에서는 국내에서 많이 사용하는 침엽수 표백크라프트 펄프를 대상으로 고강도 리파이닝과 저강도 리파이닝을 실시하였을 때 펄프 섬유와 종이 물성에 미치는 영향을 분석하였다. 이러한 자료를 토대로 섬유장이 길고 섬유벽이 두꺼운 침엽수 펄프를 대상으로 한 새로운 리파이너 플레이트를 설계하고 제조하기 위한 기초 자료로 활용하고자 하였다.
2. 재료 및 방법
2.1 공시재료
리파이닝을 위해 사용된 펄프는 진주에 위치한 M제지업체에서 사용하는 침엽수 표백크라프트 펄프(SwBKP)를 사용하였다(Table 1). 이들 펄프는 리파이닝 전에 가로와 세로의 길이가 약 2.5 cm가 되도록 찢은 후 증류수에 적어도 4시간 이상 침지시켰다.
2.2 리파이닝
리파이닝을 위해서는 증류수에 침지시켜 놓은 펄프의 농도를 약 1.57%로 조정한 후 Valley beater에서 20분간 해리시켰다. 해리된 펄프는 지료 농도를 리파이닝에 적합한 약 5% 수준으로 조절한 후 Table 2에 보는 바와 같이 각각 두 종류의 바 패턴을 갖는 플레이트가 장착된 실험실용 single disk refiner(Koswon Co., Ltd., Korea, Fig. 1)에 투입하여 리파이닝을 실시하였다. 리파이너의 회전속도 1,218 rpm에서 각 리파이닝 단계마다 소요된 리파이닝의 양(refining amount)은 비리파이닝 에너지(specific refining energy, kWh/t)를 아래의 Eq. 1에 의해 측정하였고,14) 최종 여수도가 약 190 mL CSF가 될 때까지 리파이닝을 실시하였다. 참고로 리파이닝을 위해 사용된 리파이너 플레이트는 반지름이 150 mm로 본 연구진에 의해 설계된 후 국내업체인 코스원을 통해 금형 제작, 쉘 몰드용 지그(jig) 제작 및 주조, 정밀 가공, 연마용 지그 제작 등 후처리 과정 등을 거쳐 제작되었다.
여기서 SRE = specific refining energy(kWh/t),
Ptot = 총 리파이너 부하 동력(kW),
P0 = 리파이너 무부하 동력(kW),
f = 유량(L/h),
C = 지료 농도(t/L, based on oven-dried pulp weight).
Table 2.
Bar segment designs and their dimensions for harsh and gentle refining
| Refiner plate for harsh refining | Refiner plate for gentle refining | |
|---|---|---|
| 3D images |  |  |
| Bar width (mm) | 4 | 2 |
| Groove gap (mm) | 4.5 | 2 |
| Groove height (mm) | 7 | 6 |
| Bar number | 108 | 186 |
| Cutting edge length (m/rev) | 354.5 | 829 |
| Bar angle (°) | 22 | 28 |

또한, 리파이너 플레이트의 cutting edge length (CEL, m/rev)는 플레이트의 각 세그먼트(segment)의 바 길이에 따라서 3-4 영역으로 나눈 후 각 영역별 바의 개수와 길이를 이용하여 아래의 Eq. 214)로 계산하였다.
여기서 CELzone x = 영역 x에서의 cutting edge length (m/rev),
Nrotor x = 1회전 했을 때 영역 x에서 회전자 바의 총 개수(no./rev),
Nstator x = 1회전 했을 때 영역 x에서 고정자 바의 총 개수(no./rev),
Lx = 영역 x에서 바의 길이(m).
리파이닝의 결과를 예측하는데 가장 널리 사용되는 비모서리 이론(specific edge load theory, Eq. 3)에 따르면 CEL이 커질수록 SEL이 작아짐으로써 점상 고해(wet beating 혹은 low intensity refining)가 가능하고, CEL이 커질수록 SEL이 커지면서 유리상 고해(free beating 혹은 high intensity refining)가 가능하다.14,15)
여기서 SEL = specific edge load(Ws/m),
Ptot = 총 리파이너 부하 동력(kW),
P0 = 리파이너 무부하 동력(kW),
CEL = cutting edge length(m/rev).
2.3 초지 및 물성 측정
리파이닝된 펄프의 물성 측정을 위하여 TAPPI standard test method T 205에 근거하여 평량 70 g/m2의 수초지(25 cm×25 cm)를 제작하였다. 이를 통해 수초지의 인장강도, 파열강도, 인열강도 등을 TAPPI standard test method T 220에 근거하여 측정하였다. 종이의 두께는 L&W 두께 측정기(Micrometer, Sweden)를 사용하여 측정한 후 벌크를 계산하였다. 펄프 섬유의 길이가중치평균섬유장, 미세분(≤0.2 mm) 함량, 섬유 폭, 그리고 섬유 조도는 FQA-360(OpTest Equipment Inc., Canada)를 사용하여 측정하였다.
3. 결과 및 고찰
3.1 리파이닝 에너지 변화에 따른 여수도와 섬유장 변화
Fig. 2는 SwBKP가 각각 고강도와 저강도 리파이닝 되었을 때 리파이닝 에너지 증가에 따른 여수도 변화를 나타낸 것이다. 펄프 섬유가 리파이닝 되면 섬유 절단, 내·외부 소섬유화, 미세분 등으로 인하여 탈수 저항성과 수분 제거에 대한 저항성이 커지므로 펄프 섬유의 여수도는 감소하게 된다. 동일한 펄프가 CEL(345.5 m/rev)인 플레이트와 CEL(829 m/rev)인 플레이트에서 리파이닝 될 경우 CEL이 작은 플레이트가 소섬유화보다는 섬유 절단을 많이 일으켜 여수도 감소가 더 빠르게 일어날 것으로 예상했었지만 본 연구에서 사용된 침엽수 펄프의 경우 CEL의 차이와 무관하게 거의 유사한 경향을 나타내었다. CEL이 크게 되면 섬유 절단은 감소하더라도 섬유 내·외벽의 소섬유화 과정에서 탈리되는 미세 섬유들과 섬유들의 수화(hydration) 현상이 여수도의 빠른 감소에 영향을 미친 것으로 짐작된다. 결국 CEL의 차이에 따라서 목표 여수도 값에 도달할 때까지 소요된 리파이닝 에너지에 있어서는 큰 차이를 나타내지 않은 것으로 확인할 수 있었다. 긴 섬유장과 두꺼운 섬유벽을 갖는 침엽수 펄프는 리파이닝의 강도 차이에 따른 여수도 감소 효과를 찾기 어려웠다.
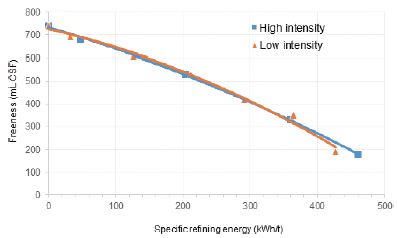
Fig. 2.
Effect of refining intensity on the freeness drop of the softwood kraft pulp used for the study.
SwBKP를 고강도와 저강도 리파이닝 시켰을 때 섬유장과 미세분 함량 변화를 Fig. 3에 나타내었다. 거친 바 패턴을 갖는 플레이트에서 고강도 리파이닝된 SwBKP는 좁은 바 패턴을 갖는 플레이트에서 저강도 리파이닝된 SwBKP에 비해서 평균 섬유장의 감소가 보다 더 빠르게 일어났다. 이와 함께 미세분에 있어서도 고강도 리파이닝된 펄프에서 섬유 절단으로 인한 미세분 함량이 저강도 리파이닝된 펄프에서보다 더 빠르고 많이 발생하였다. 하지만 단순히 섬유장과 미세분 함량의 변화만으로 고강도 리파이닝된 펄프의 여수도 감소가 더 빠를 것으로 유추하기가 어렵다. Fig. 2의 여수도 감소 곡선에서 고강도 리파이닝과 저강도 리파이닝된 펄프 모두 유사한 감소 경향을 나타내었는데 이는 여수도 변화에 섬유장과 미세분 외에도 섬유벽의 팽윤 및 수화 현상도 상당한 영향을 미치는 것으로 유추할 수 있다.16)
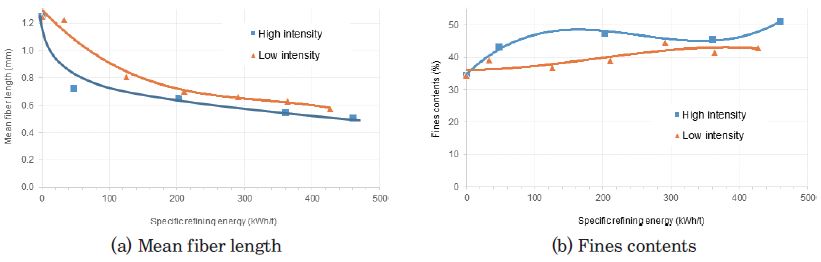
리파이닝의 세기와 관계없이 리파이닝의 초기에 섬유 절단이 빠른 속도로 일어나다가 그 감소 속도가 줄어든다. 리파이닝의 초기에 섬유장이 감소하면 리파이너 플레이트의 홈에서 섬유들이 서로 응집되려는 경향이 줄어들기 때문에 바 모서리에 걸려서 절단되는 섬유들이 줄어들고, 오히려 고정자의 바와 회전자의 바 사이에서 내·외부 소섬유화가 많이 일어나는 것으로 추정할 수 있다.17-19)
3.2 리파이닝 에너지 변화에 따른 종이 물성의 변화
Fig. 4는 SwBKP에 대해 고강도 리파이닝과 저강도 리파이닝이 종이의 벌크에 영향을 미치는 정도를 비교한 그래프이다. 리파이닝 진행되면서 종이의 벌크는 점진적으로 감소하다가 리파이닝 에너지가 300 kWh/t이 지나면서 보다 더 빠르게 감소하였다. 일정한 리파이닝 양에 대해서 고강도 리파이닝된 종이의 벌크가 저강도 리파이닝된 종이의 벌크에 비해서 더 큰 값을 나타내었다. 벌크의 감소 속도에 있어서도 저강도 리파이닝된 종이의 벌크가 보다 더 빠르게 감소하였다. 특히 동일한 평량을 가진 종이일지라도 강한 결합력을 갖는 섬유들로 구성된 종이가 결합력이 다소 약한 섬유들로 구성된 종이보다 두께가 더 많이 감소하기 때문에 종이의 벌크에 더 부정적인 영향을 미치게 된다.20) 여기서 저강도 리파이닝된 펄프 섬유들이 내·외부 소섬유화에 더 많이 발생하여 섬유간 수소결합이 더 많이 일어나는 것으로 알려져 있다.15,16,19) 따라서 섬유 절단이 더 많이 발생하는 고강도 리파이닝된 펄프 섬유에 비하여 보다 더 우수한 결합력을 갖게 되므로 종이의 두께 감소와 함께 벌크도 감소하게 된 것으로 보인다.
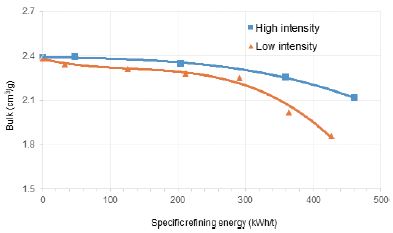
Fig. 5는 SwBKP에 대하여 고강도 리파이닝과 저강도 리파이닝을 하였을 때 종이의 인장강도와 인열강도의 변화를 비교한 그래프이다. 일반적으로 펄프를 리파이닝 하게 되면 인열강도를 제외한 인장강도, 파열강도, 내절도 등 대부분의 종이 강도는 증가하는 것으로 알려져 있다. 리파이닝 동안 섬유에 가해지는 충격의 세기와 무관하게 SwBKP로 제조된 종이의 인장강도는 리파이닝이 진행되면서 매우 빠르게 증가하였다. 일정한 리파이닝 에너지 수준에서 비교하면 저강도 리파이닝이 고강도 리파이닝보다 더 큰 인장강도를 갖는다.19,21)
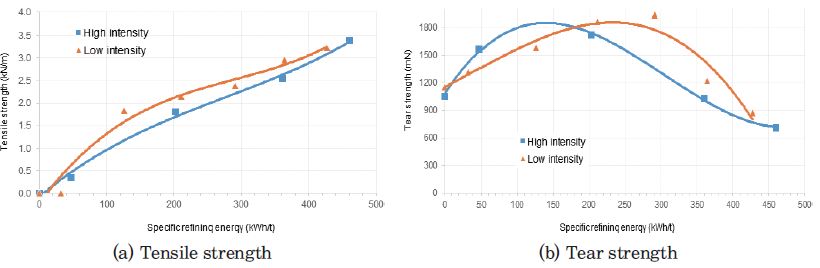
리파이닝 동안 SwBKP가 보이는 인열강도의 변화는 증가 후 감소하는 일반적인 경향과 일치하였다.22) 단지 리파이닝의 세기에 따라 다른 거동을 보이는데 고강도 리파이닝의 경우 초기에는 저강도 리파이닝에 비해서 최대값 도달속도가 더 빨랐지만 그 이후에는 감소가 더 가파르게 일어났다. 저강도 리파이닝의 경우 최대값 도달까지 리파이닝 에너지의 소모가 더 많았지만 그 이후에는 감소하더라도 고강도 리파이닝보다 더 큰 인열강도를 나타내었다.
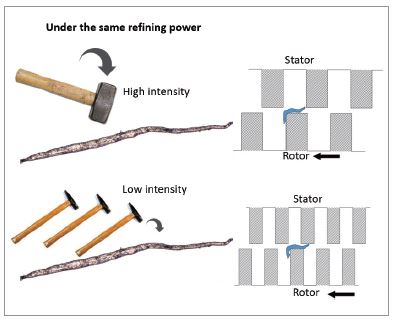
이상과 같이 같은 종류의 SwBKP에 대하여 동일한 리파이닝 에너지를 주었을 때 리파이너 플레이트의 바 패턴에 따라 펄프 섬유에 가해지는 충격에는 차이가 있다. Fig. 6에서 보는 바와 같이 고강도 리파이닝의 경우에는 바와 홈의 폭이 넓어서 바 모서리에 걸린 섬유에 가해지는 충격으로 인해 섬유 절단이 주로 일어난다. 이와 반대로 저강도 리파이닝을 할 경우 플레이트의 바 개수가 많고 바와 홈의 폭이 좁아서 작은 충격들이 반복적으로 가해지므로 섬유 절단 대신 소섬화가 주로 발생하게 된다. 결국 저강도 리파이닝된 섬유들은 소섬유화를 통해 비표면적이 증가하여 강도 발현에 있어서 고강도 리파이닝에 비하여 더 큰 기여를 하게 된다. 일정한 리파이닝 에너지가 주어졌을 때 고강도 리파이닝보다 저강도 리파이닝된 펄프 섬유들이 더 큰 종이 강도를 갖게 하는 이유도 이러한 이유에서 찾을 수 있다.
결론적으로 펄프를 리파이닝할 때 저강도 리파이닝을 실시하면 여러 가지 측면에서 유리한 측면이 있음이 명확하다. 하지만 현 시점에서 저강도 리파이닝을 쉽게 적용하기 힘든 것은 지료 처리량의 한계 때문이다. 현재 대부분의 제지공장에서 사용 중인 플레이트 패턴으로는 지료 처리량의 감소 없이 저강도 리파이닝을 실시할 수 있는 플레이트를 찾는 것이 쉽지 않다. 따라서 제지업체의 요구를 반영하여 리파이닝 단계에서 지료 처리량에 변화를 주지 않고 리파이닝 에너지를 줄임과 동시에 종이 물성의 발현에 더 효과적으로 기여할 수 있는 새로운 패턴이 적용된 플레이트를 개발할 필요가 있다. 그러한 플레이트는 기존의 Ni-hard 재질에 의존하지 않고 알루미늄 재질의 경량 금속 성분을 사용함으로써 내마모성이나 바의 예리도, 비하중 에너지 등에 있어서 기존 주조 제품에 비하여 더 우수한 제품이 개발될 예정이다.
4. 결 론
SwBKP에 대하여 고강도 리파이닝과 저강도 리파이닝을 하였을 때 펄프 섬유와 종이 물성이 어떻게 영향을 미치는지를 분석하였다. SwBKP의 여수도는 리파이닝 세기와 관계없이 리파이닝 에너지 증가와 함께 유사하게 감소하였다. 하지만 섬유장과 미세분의 경우 고강도 리파이닝이 섬유 절단과 함께 미세분을 더 많이 생성하였기 때문에 저강도 리파이닝보다 평균 섬유장은 더 짧으면서 미세분은 더 많이 발생하였다. 종이의 벌크는 섬유 결합력이 우수한 저강도 리파이닝된 펄프가 고강도 리파이닝된 펄프에 비해 더 낮게 나타났다. 또한, 저강도 리파이닝 동안 섬유 내·외벽의 소섬유화 과정을 통해 섬유간 결합력이 크게 향상되어 고강도 리파이닝보다 더 우수한 인장강도를 발현하였다. 인열강도의 경우에는 고강도 리파이닝 방식이 최대값에 도달하는데 더 적은 리파이닝 에너지가 소요되었지만 그 후 감소가 매우 빠르게 일어났다. 반면에 저강도 리파이닝은 인열강도의 최대값 도달까지 조금 더 많은 리파이닝 에너지가 소모되었지만 감소는 더 완만하게 일어났다. 결론적으로 장섬유로 구성된 SwBKP의 리파이닝 시 저강도 리파이닝 방식이 고강도 리파이닝 방식보다 종이의 강도 발현에 있어서 훨씬 더 우수함을 확인할 수 있었다.
