1. 서 론
비목질계 원료의 사용 연구는 녹지 보존, 이산화탄소 감출을 위한 벌목제한 등으로 목질계 원료의 공급이 제한에 따른 대체 방안으로 연구되어 왔다. 목질계 원료와 비목질계 원료를 비교 했을 때, 두 원료 모두 셀룰로오스, 헤미셀룰로오스, 리그닌 그리고 추출물로 구성되어 있으며, 세포 구성도 섬유와 유세포 등이 존재한다. 하지만 목질계 원료와 비목재 원료의 큰 차이점은 유세포의 비율이 낮은 목질계 원료에 비해 비목재 원료의 경우 유세포의 비율이 높다.1,2)
비목재 원료를 자원으로써 고려될 수 있는 것은 볏짚, 옥수수 대, 사탕수수와 같은 농산 폐기물이나 대나무 등의 1년생 초본류가 있다. 비목재 원료 이용하는 연구는 펄프 제지산업에서 활발하게 이루어 졌는데, 대나무의 경우 중국의 펄프 생산량의 2/3을 대나무 원료로 사용하고 있으며 인도에서도 사용되고 있다. 사탕수수의 경우 동남아시아에서 많은 연구가 되었으며, 이집트에서는 사탕수수 부산물을 이용한 제지 공장이 운영되고 있다. 그밖에 중국에 볏짚을 이용하는 등 주로 비목재 원료가 생산되는 지역에서 연구가 활발히 진행되었다.3-5)
비목재 원료의 높은 유세포 비율은 펄프로 제조할 경우 큰 단점으로 나타나게 된다. 유세포의 비율이 높은 경우 추출물 함량이 높은 경우가 많기 때문에 추출물로 인한 펄프 수율이 목질계 원료에 비해 낮게 나타난다. 또한 비목재 원료로 제조된 펄프는 섬유와 유세포가 혼재하고 있기 때문에 유세포로 인한 탈수악화, 섬유 간 결합을 방해하는 요인으로 작용한다. 이러한 문제를 해결하기 위해 사탕수수를 사용하는 펄프 공정에서는 사탕수수의 수를 제거하는 공정(depith)으로 유세포가 주로 존재하는 수를 제거한 후 펄프제조 공정에 사용한다.6,7)
비목재 원료로 중 대나무는 전 세계적으로 생육하고 있으며, 단기간 생육이 가능하여 원료 수급이 용이한 특징이 있다.8) 또한 대나무 섬유의 길이가 1.5-4.4 mm로 침엽수 펄프와 비슷한 섬유 길이를 가지고 있어9) 2000년 기준 중국에서는 2백2십만 톤의 펄프를 대나무 원료로 생산하고 있으며, 중국 펄프 생산량의 2/3을 차지하고 있다.10) 옥수수 대의 경우 식량, 사료로 이용하기 위한 종자 생산이 끝난 후 버려지거나 퇴비 등으로 사용되고 있다. 폐기되는 옥수수 대 자원을 사용하기 위한 연구가 진행되었지만, 특별한 용도가 없다.
따라서 본 연구에서는 비목재 원료 중 옥수수 대와 대나무를 원료로 펄프를 제조한 후 셀룰로오스 나노피브릴로 제조하고자 하였으며, 목질계 원료와 비교하기 위해 활엽수 크라프트 펄프와 비교하여 비목재 원료와 목질계 원료로 제조된 셀룰로오스 나노피브릴의 특성을 비교하고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 실험에 사용한 활엽수 크라프트펄프는 S사에서 제공받아 사용하였으며, 옥수수 대는 괴산 정연면에서 옥수수 수확이 끝난 옥수수 대를 채취하여 사용하였다. 대나무는 남부산림연구소 죽종림에서 채취한 맹종죽을 사용하였다.
2.2 실험 방법
2.2.1 원료의 화학적 분석
원료의 화학적 조성 분석을 위하여 아세톤 추출물 함량 측정(Tappi 204 om-88), 끓는 물 추출물 함량 측정(Tappi 207 om-93), 산 불용성 및 가용성 리그닌 분석(Tappi 222 om-88 and Tappi Useful Method UM 250)을 실시하였다. 탄수화물 조성은 1H-NMR 분석을 사용하였다. 시료에 72% 황산을 이용하여 30°C에서 한 시간 동안 1차 가수분해 후, 중수(D2O)를 넣어 희석한 후 100°C에서 한 시간 동안 2차 가수분해를 실시하였다. 가수분해 후 여과과정을 거쳐 얻은 여과액을 모아 Bruker AVACE NMR spectrometer(500MHz) 기기를 이용하여 분석하였다. NMR 스펙트럼 상에서 아노머성 수소 피크를 적분하여 탄수화물을 정량 분석하였다.11)
2.2.2 펄프 제조
증해 조건은 옥수수 대의 경우 활성알칼리 13%(as Na2O), 액비 1:10로 약액을 제조하여 두 시간을 170°C에서 유지하여 증해하였으며, 대나무의 경우 활성알칼리 20%(as Na2O), 안트라퀴논 0.1%(as wood chip), 액비 1:4로 약액을 제조하여 170°C에서 1.5시간 170°C에서 유지하여 증해 하였다. 증해가 끝난 펄프는 세척 후 이산화염소로 표백하여 셀룰로오스 나노피브릴 원료로 사용하였다.
2.2.3 펄프의 광학현미경 관찰
활엽수 크라프트 펄프, 옥수수 대 소다 펄프, 대나무 소다-안트라퀴논 펄프의 섬유의 차이를 확인하기 위해 광학현미경 관찰을 실시하였다. 각 펄프 희석 액을 슬라이드글라스에 위치시켜 슬라이드를 제작하였으며, 광학현미경(Nikon Eclipse 80i, Nikon, Japan)을 사용하여 40배로 관찰하여 각 펄프의 세포 구성 차이를 확인하였다.
2.2.4 카르복시메틸화 전처리
활엽수 크라프트 펄프, 옥수수 대 소다 펄프, 대나무 소다-안트라퀴논 펄프를 CNF 제조하기위한 전처리로 카르복시메틸화 전처리를 진행하였다. 40.0 g 펄프를 40.0 g 수산화나트륨이 용해된 에탄올 800 mL에 해리하여 상온에서 한 시간 이상 방치하였다. 상온에서 방치된 펄프에 50.0 g 모노클로로아세트산이 용해된 에탄올 200 mL를 혼합하여 80°C에서 2시간 반응시켜 처리하였다. 처리가 끝난 펄프는 흡인 연과를 통해 세척한 후 셀룰로오스 나노피브릴 제조에 사용하였다.
2.2.5 셀룰로오스 나노피브릴 제조
카르복시메틸화 전처리된 활엽수 크라프트 펄프, 옥수수 대 소다 펄프, 대나무 소다-안트라퀴논 펄프에 증류수를 사용하여 1%(w/w) 현탁액으로 만든 후 고압 균질기를 사용하여 셀룰로오스 나노피브릴을 제조하였다. 사용한 고압균질기(PANDA PLUS, GBH, Germany)의 조건은 최초 압력을 100 bar에서 1회 통과시킨 후 2회 통과부터는 700-800 bar로 압력을 조절하였다. 모든 펄프의 통과 횟수는 최소 통과 횟수를 포함하여 5회 통과시켜 셀룰로오스 나노피브릴을 제조하였다.
2.2.6 투과전자현미경 분석
제조된 활엽수 크라프트 펄프, 옥수수 대 소다 펄프, 대나무 소다-안트라퀴논 펄프 셀룰로오스 나노피브릴의 크기를 분석하기 위하여 투과전자현미경 분석을 실시하였다. 분석하기 위한 그리드 제조 방법은 셀룰로오스 나노피브릴을 0.01%(w/w)로 희석 한 후 300 mesh 카본그리드에 위치시킨 후 우라닐아세테이트로 음영염색을 하여 제조하였다. 투과전자현미경(Libra 120, Carl zeiss, Germany) 관찰 조건은 가속전압 120 kV에서 12,000-20,000배까지 관찰하여 셀룰로오스 나노피브릴의 크기를 분석하였다.
2.2.7 보습력 측정
백합나무 활엽수 크라프트 펄프, 옥수수 대 소다 펄프, 대나무 소다-안트라퀴논 펄프 CNF의 보습력은 100 mL 비커 안에 여과지를 배치한 후 1%(w/w) 백합나무 활엽수펄프, 옥수수 대펄프, 대나무 펄프 셀룰로오스 나노피브릴 현탁액 10.0 g을 여과지 위에 올리고 25°C, 상대습도 50% 조건의 항온·항습기에서 2시간마다 24시간 동안 중량을 측정하여 중량감소율 차이로 보습력을 비교하였다.
3. 결과 및 고찰
3.1 원료의 화학적 특성 및 펄핑 결과 분석
비목재 원료인 옥수수 대와 대나무의 화학조성 분석결과를 Table 1에 나타내었다. 두 원료의 화학조성을 비교한 결과 옥수수 대와 대나무의 아세톤 추출물은 1% 차이로 큰 차이를 보이지 않았다. 열수 추출물의 경우 옥수수 대는 38.0%, 대나무는 10.5%로 매우 큰 차이를 보였다. 리그닌의 경우에는 옥수수 대는 11.0%, 대나무는 27.0%로 확인 되었으며, 탄수화물 함량은 옥수수 대가 49.3%, 대나무가 61.7%로 확인되었다. 옥수수 대의 추출물 함량이 대나무에 비해 높게 확인 된 이유는 옥수수 대의 수를 제거하지 않고 사용했기 때문으로 판단된다. 유세포의 경우 다른 세포와 다르게 생체 활동을 위한 추출물로 분류되는 물질을 많이 포함하고 있다. 때문에 유세포 함량이 많은 수 부분을 포함한 옥수수 대에서 추출물 함량이 높게 나타난 것으로 판단된다.12)
Table 1.
Chemical composition of corn stalk and bamboo
| Acetone Extractive (%) | Hot-water Extractive (%) | lignin (%) | Carbohydrate (%) |
|---|
| Corn stalk | 1.7 | 38.0 | 11.0 | 49.3 |
| Bamboo13) | 0.7 | 10.5 | 27.0 | 61.7 |
| Yellow poplar14) | 2.5 | 14.0 | 17.5 | 66.0 |
탄수화물 조성은(Table 2) 대나무의 경우 옥수수 대나 백합나무에 비하여 자이란 함량이 높았고, 대나무에서 리그닌 함량이 높기 때문에 셀룰로오스의 함량은 낮았다. 옥수수 대의 경우 열수 추출물 함량이 높았기 때문에 리그닌이나 셀룰로오스의 주성분 함량이 모두 낮았지만 자이란 함량은 백합나무와 유사하였다.
Table 2.
Carbohydrate composition of corn stalk and bamboo
| Glucan | Xylan | Arabinan | Galatan | Mannan |
|---|
| Corn stalk | 28.1 | 18.2 | 1.2 | 1.8 | - |
| Bamboo13) | 32.2 | 27.5 | 0.5 | 1.2 | 0.1 |
| Yellow poplar14) | 42.4 | 18.1 | 0.5 | 0.0 | 2.9 |
펄프의 수율과 카파값 결과를 Table 3에 나타내었다. 수율을 비교 했을 때 옥수숫 줄기 소다펄프는 37.2%, 대나무 소다-안트라퀴논 펄프의 수율은 32.7%로 두 펄프 모두 백합나무 활엽수 중 백합나무 펄프에 비해 수율이 떨어졌다. 옥수수 대 소다펄프의 경우 원료가 되는 옥수수 대의 화학 성분 조성 중 리그닌 함량이 적어 낮은 약품 첨가 수준에서도 충분하게 증해되었지만, 높은 열수 추출물 함량이 증해과정에서 전부 제거되어 낮은 수율이 나타난 것으로 판단된다.
Table 3.
Pulp yield and kappa number from corn stalk and bamboo
| AA (%, as Na2O) | AQ (%, as wood chip) | Yield (%) | Kappa number |
|---|
| Corn stalk | 13 | - | 37.2 | 14.5 |
| Bamboo13) | 20 | 0.1 | 32.7 | 22.8 |
| Yellow poplar14) | 18 | | 51.3 | 17.3 |
대나무 소다-안트라퀴논 펄프의 경우 리그닌 함량이 백합나무 활엽수 리그닌 함량보다 높아 약품 첨가량을 증가시켜 증해 한 결과 원료의 탄수화물 함량이 떨어지는 옥수수 대 보다 수율이 낮게 확인 되었다. 대나무의 수율이 낮게 확인된 이유는 펄프의 탄수화물 조성 분석결과 증해과정에서 대나무의 헤미셀룰로오스를 구성하는 자일란이 다른 원료에 비해 많은 량이 분해된 것이 확인 되었다(Table 4).
Table 4.
Carbohydrate composition of corn stalk pulp and bamboo pulp
| Glucan | Xylan | Arabinan | Galatan | Mannan |
|---|
| Corn stalk | 23.6 | 13.6 | - | - | - |
| Bamboo13) | 26.0 | 5.1 | - | - | - |
| Yellow poplar14) | 37.6 | 13.8 | - | - | - |
3.2 펄프의 형태적 특성
각 펄프를 광학 현미경으로 관찰한 결과를 Fig. 1에 나타내었다. 백합나무 활엽수 펄프의 경우 섬유 위주의 세포가 관찰되었고, 일부 도관 세포가 관찰되었다(Fig. 1.A.). 비목재 원료인 옥수수 대로 제조된 펄프의 경우에는 섬유 외에도 도관, 유세포의 존재가 확인 되었다. 이는 옥수수 펄프를 제조 할 때, 겉껍질과 옥수수 대의 수를 분리하지 않은 상태의 옥수수 대를 사용했기 때문으로 보인다.1)
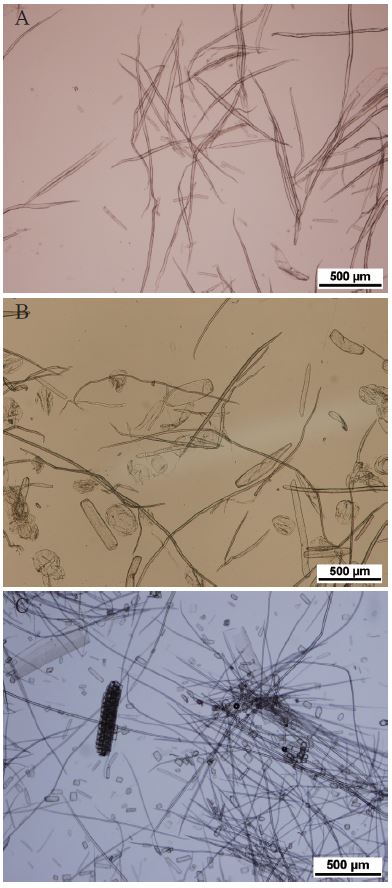
Fig. 1.
Lightmicroscopy image of 3 type pulp (A: Hw-BKP, B: corn stalk, C: Bamboo).
대나무 펄프의 경우 비목재 펄프인 옥수수와 비슷하게 섬유와 도관, 유세포가 확인 되었다. 하지만 비목재 펄프인 옥수수 대 펄프와 다르게 섬유의 비율이 높고, 옥수수 대 섬유보다 긴 섬유로 구성된 것이 확인 되었다.
3.3 백합나무 활엽수, 옥수수 대, 대나무 펄프를 원료로 제조한 셀룰로오스 나노피브릴의 투과전자현미경 분석
본 실험에서 제조한 셀룰로오스 나노피브릴의 크기를 측정하기 위해 투과전자현미경 분석결과를 Fig. 2에 나타내었다. 투과전자현미경을 통해 확인한 결과 셀룰로오스 나노피브릴의 폭 크기는 백합나무 활엽수 펄프의 경우 4.1-5.7 nm(평균 4.8 nm), 대나무 펄프의 경우 3.7-7.5 nm(평균 6.1 nm), 옥수수 대 펄프의 경우 11.3-20 nm(평균 16.5 nm)로 같은 전처리와 통과횟수를 동일하게 했을 경우 옥수수 대 펄프의 경우의 폭이 넓게 나타났다.
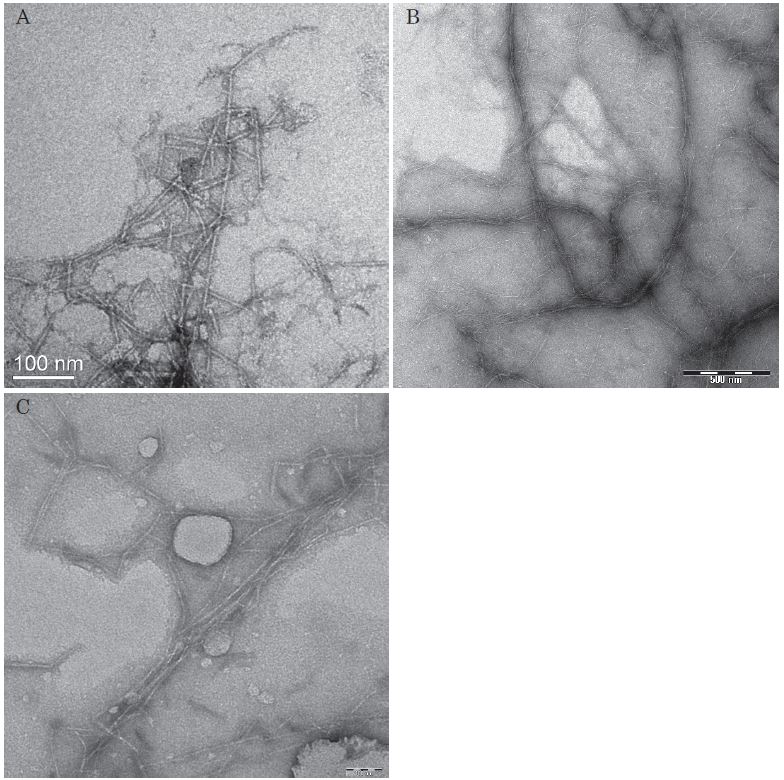
Fig. 2.
Transmission electron microscopy image of cellulose nanofibril (A: Hw-BKP, B: corn stalk, C: Bamboo).
다른 연구와 비교해 보면 전처리 없이 크라프트 펄프를 고압 균질기를 이용한 결과 50-100 nm 폭을 가진 셀룰로오스 나노피브릴이 제조된 연구가 보고되어 있고, 16,17) 밀짚을 사용한 경우 제조된 셀룰로오스 나노피브릴의 경우 폭이 20-120 nm로 보고된바 있다.18) 크라프트 펄프를 그라인더로 셀룰로오스 나노피브릴을 제조한 경우 20-90 nm 폭의 셀룰로오스 나노피브릴을 제조한 보고가 있다.19) 그 밖에 전처리 공정을 적용한 셀룰로오스 나노피브릴의 경우 TEMPO-oxidation의 경우 폭이 8-9 nm, 카르복시 메틸화 전처리를 통해 폭이 10 nm이하인 셀룰로오스 나노피브릴이 제조된다는 보고가 있다.20,21)
백합나무 활엽수 크라프트 펄프와 대나무 소다-안트라퀴논 펄프는 전처리가 적용된 나노셀룰로오스 제조 연구와 비슷하거나 조금더 폭이 좁은 셀룰로오스 나노피브릴을 얻을 수 있었지만 옥수수 대 소다펄프의 경우 다른 재료에 배해 같은 통과 횟수에 비해 피브릴화가 적게 일어난 것으로 판단된다.
3.4 셀룰로오스 나노피브릴의 보습력 비교
셀룰로오스가 나노단위로 작아지게 되면 표면적이 증가하게 되고, 셀룰로오스 표면의 수산기 노출이 많아진다. 수산기 노출이 많아질수록 셀룰로오스가 가지는 물과의 친화력은 증대되고, 이러한 특성은 셀룰로오스 나노피브릴의 크기가 작아질수록 즉 표면적이 넓어질수록 증가한다. 이러한 특성으로 인해 셀룰로오스 나노피브릴을 건조하는데 비용이 셀룰로오스를 건조할 때에 비해 높은 비용이 요구되며, 이러한 특성을 이용하면 셀룰로오스 나노피브릴을 수분을 유지시켜주는 물질로 사용할 수 있다.
백합나무 활엽수, 대나무, 옥수수 펄프로 제조된 셀룰로오스 나노피브릴의 보습력을 측정한 결과를 Fig. 3에 나타내었다. 보습력 결과를 확인 한 결과 백합나무 활엽수 펄프와 대나무 펄프의 경우 비슷한 보습력을 확인 할 수 있었다. 하지만 옥수수 대 펄프로 제조된 셀룰로오스 나노피브릴의 경우 다른 펄프에 비해 보습력이 떨어지는 것이 확인 되었는데, 투과전자현미경으로 폭을 측정한 결과 다른 펄프로 제조된 셀룰로오스 나노피브릴의 경우 모두 폭이 10 nm 이하로 제조된 결과에 비해 옥수수 대 줄기 셀룰로오스 나노피브릴의 경우 평균 폭이 16.5 nm로 다른 셀룰로오스 나노피브릴에 비해 피브릴화가 적게 진행되어 폭이 넓게 제조 되었다. 이러한 이유로 옥수수 대 소다 펄프로 제조된 셀룰로오스 나노피브릴은 백합나무 활엽수와 대나무를 원료로 제조된 셀룰로오스 나노피브릴보다 표면적이 적어 Fig. 3에 나타난 다른 원료에 비해 보습력이 떨어지는 결과가 얻어진 것으로 판단된다.
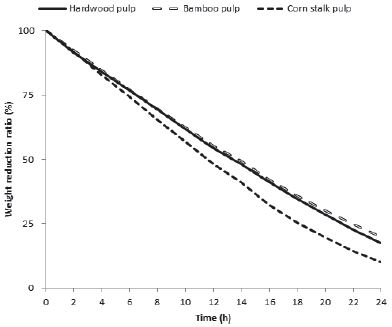
Fig. 3.
Comparison of hardwood, corn stalk, bamboo pulp cellulose nanofibril water-holding property.
4. 결 론
비목재 원료인 옥수수 대와 대나무의 화학조성 분석결과 추출물 함량은 옥수수 대가 높게 확인되었고, 리그닌과 탄수화물 함량은 대나무에서 높게 나타났다. 탄수화물 함량이 높은 대나무에서 글루칸과 자일란의 함량이 높게 나타났으며, 자일란의 경우 백합나무 활엽수 중 백합나무보다 높게 확인되었다. 옥수수 대의 소다 펄프 수율은 37.2%, 대나무 소다-안트라퀴논 펄프의 경우 32.7%의 수율이 확인 되었다. 대나무의 탄수화물 함량이 높음에도 불구하고 옥수수 대 소다펄프의 수율이 높은 것은 대나무 내 자일란이 증해과정에서 많은량이 제거된 것으로 판단된다.
백합나무 활엽수 펄프, 옥수수 대 펄프, 대나무 펄프로 같은 조건하에 셀룰로오스 나노피브릴을 제조한 결과 백합나무 활엽수 펄프와 대나무 펄프로 제조한 경우 10 nm 이하의 폭을 가진 셀룰로오스 나노피브릴이 제조된 것이 확인 되었다. 하지만 옥수수 대 펄프로 제조된 셀룰로오스 나노피브릴의 폭은 16.5 nm로 다른 원료에 비해 폭이 넓게 제조되었으며, 다른 원료에 비해 보습력을 측정한 결과에서도 낮은 것이 확인 되었다. 이러한 원인은 같은 조건에서 백합나무 활엽수 펄프, 대나무 펄프에 비해 옥수수 대 펄프의 나노피브릴화가 적게 일어난 것으로 판단된며, 옥수수 대 펄프를 원료로 셀룰로오스 나노피브릴을 제조할 경우 대나무나 백합나무 활엽수 펄프에 비해 공정을 늘려야 할 것으로 판단된다.
Acknowledgements
이 논문은 2016년도 정부(미래창조과학부)의 재원으로 한국연구재단의 지원을 받아 수행된 지역신산업선도인력양성사업 성과임(No. 한국연구재단에서 부여한 과제번호: 연구사업 통합시스템에서 확인)(NRF-2016H1D5A1908590).
References
S. Heckwolf, M. Heckwolf, S.M. Kaeppler, N. de Leon and E. P. Spalding, Plant Methods,
Image analysis of anatomical traits in stalk transections of maize and other grasses,
11(1); 26 (2015)
Heckwolf, S., Heckwolf, M., Kaeppler, S.M., de Leon, N., and Spalding, E. P., Image analysis of anatomical traits in stalk transections of maize and other grasses, Plant Methods 11(1):26 (2015).
10.1186/s13007-015-0070-xM. S. W. Q. Lam, Y. Martinez, O. Barbier, A. Jauneau and M. Pichon, Maydica,
Maize cell wall degradability, from whole plant to tissue level: different scales of complexity,
58(1); 103-110 (2013)
Lam, M. S. W. Q., Martinez, Y., Barbier, O., Jauneau, A., and Pichon, M., Maize cell wall degradability, from whole plant to tissue level: different scales of complexity, Maydica 58(1):103-110 (2013).
L. Junfeng, H. Runqing, S. Yanqin, S. Jingli, S. C. Bhattacharya and P. A. Salam, Biomass and Bioenergy,
Assessment of sustainable energy potential of non-plantation biomass resources in China,
29(3); 167-177 (2006)
Junfeng, L., Runqing, H., Yanqin, S., Jingli, S., Bhattacharya, S. C., and Salam P. A., Assessment of sustainable energy potential of non-plantation biomass resources in China, Biomass and Bioenergy 29(3):167-177 (2006).
10.1016/j.biombioe.2005.03.006D. A. Nakhla and S. E. Haggar, International Journal of Agricultural Policy and Research,
A proposal to environmentally balanced sugarcane industry in egypt,
2(9); 321-328 (2014)
Nakhla, D. A. and Haggar, S. E., A proposal to environmentally balanced sugarcane industry in egypt, International Journal of Agricultural Policy and Research 2(9):321-328 (2014).
P. Khristova, O. Kordsachia, R. Patt, I. Karar and T. Khider, Industrial Crops and Products,
Environmentally friendly pulping and bleaching of bagasse,
23(2); 131-139 (2006)
Khristova, P., Kordsachia, O., Patt, R., Karar, I., and Khider, T., Environmentally friendly pulping and bleaching of bagasse, Industrial Crops and Products 23(2):131-139 (2006).
10.1016/j.indcrop.2005.05.002R. Sanjuan, J. Anzaldo, J. Vargas, J. Turrado and R. Patt, European Journal of Wood and Wood Products,
Morphological and chemical composition of pith and fibers from Mexican sugarcane bagasse,
59(6); 447-450 (2001)
Sanjuan, R., Anzaldo, J., Vargas, J., Turrado, J., and Patt, R., Morphological and chemical composition of pith and fibers from Mexican sugarcane bagasse, European Journal of Wood and Wood Products 59(6):447-450 (2001).
S. Agnihotri, D. Dutt and C. H. Tyagi, BioResources,
Complete characterization of bagasse of early species of Saccharum officinerum-Co 89003 for pulp and paper making,
5(2); 1197-1214 (2010)
Agnihotri, S., Dutt, D., and Tyagi, C. H., Complete characterization of bagasse of early species of Saccharum officinerum-Co 89003 for pulp and paper making, BioResources 5(2): 1197-1214 (2010).
R. E. Perdue Jr and H, J. Niechlag, TAPPI Journal,
Fiber dimensions of nonwood plant materials,
44(11); 776 (1961)
Perdue Jr, R. E. and Niechlag, H, J., Fiber dimensions of nonwood plant materials, TAPPI Journal 44(11):776 (1961).
M.-S. Ilverssalo-Pfaffli, Fiber Atlas-Identification of Papermaking Fibers; 316, Heidelberg, Germany. Springer. (1995)
Ilverssalo-Pfaffli, M.-S., Fiber Atlas-Identification of Papermaking Fibers, Springer, Heidelberg, Germany, p. 316 (1995).
J. M. O. Scurlock, D. C. Dayton and B. Hames, Biomass and Bioenergy,
Bamboo: An overlooked biomass resource,
19(4); 229-244 (2000)
Scurlock, J. M. O., Dayton, D. C., and Hames, B., Bamboo: An overlooked biomass resource, Biomass and Bioenergy 19(4):229-244 (2000).
10.1016/s0961-9534(00)00038-6S. J. Shin and N. S. Cho, Cellulose,
Conversion factors for carbohydrate analysis by hydrolysis and 1H-NMR spectroscopy,
15(2); 255-260 (2008)
Shin, S. J. and Cho, N. S., Conversion factors for carbohydrate analysis by hydrolysis and 1H-NMR spectroscopy, Cellulose 15(2):255-260 (2008).
10.1007/s10570-007-9156-6W. E. Hillis, Wood Science and technology,
Distribution, properties and formation of some wood extractives,
5(4); 272-289 (1971)
Hillis, W. E., Distribution, properties and formation of some wood extractives, Wood Science and technology 5(4):272-289 (1971).
10.1007/bf00365060K.-S. Lee, W.-Y. Song and S.-J. Shin, Journal of Korean TAPPI,
Elucidating soda and soda-anthraquinone pulping characteristics of Korean bamboo species,
48(3); 44-50 (2016)
Lee, K.-S., Song, W.-Y., and Shin S.-J., Elucidating soda and soda-anthraquinone pulping characteristics of Korean bamboo species, Journal of Korean TAPPI 48(3):44-50 (2016).
10.7584/ktappi.2016.48.3.044Y.-J. Sung, J.-W. Lee, S.-B. Kim and S.-J. Shin, Journal of Korean TAPPI,
Comparison of the soda-anthraquinone pulping properties between imported eucalyptus mixture chips and domestic yellow poplar (Liriodendron tulipifera) chips,
10(3); 22-27 (2010)
Sung, Y.-J., Lee, J.-W., Kim, S.-B., and Shin, S.-J., Comparison of the soda-anthraquinone pulping properties between imported eucalyptus mixture chips and domestic yellow poplar (Liriodendron tulipifera) chips, Journal of Korean TAPPI 10(3):22-27 (2010).
R. Wooley, M. Ruth, D. Glassner and J. Sheehan, Biotechnology Progress,
Process design and costing of bioethanol technology: a tool for determining the status and direction of research and development,
15(5); 794-803 (1999)
Wooley, R., Ruth, M., Glassner, D., and Sheehan, J., Process design and costing of bioethanol technology: a tool for determining the status and direction of research and development, Biotechnology Progress 15(5):794-803 (1999).
10.1021/bp990107uS. Iwamoto, A. N. Nakagaito and H. Yano, Applied Physics A,
Nano-fibrillation of pulp fibers for the processing of transparent nanocomposites,
89(2); 461-466 (2007)
Iwamoto, S., Nakagaito, A. N., and Yano, H., Nano-fibrillation of pulp fibers for the processing of transparent nanocomposites, Applied Physics A 89(2):461-466 (2007).
10.1007/s00339-007-4175-6S. Iwamoto, A. N. Nakagaito, H. Yano and M. Nogi, Applied Physics A,
Optically transparent composites reinforced with plant fiber-based nanofibers,
81(6); 1109-1112 (2005)
Iwamoto, S., Nakagaito, A. N., Yano, H., and Nogi, M., Optically transparent composites reinforced with plant fiber-based nanofibers, Applied Physics A 81(6):1109-1112 (2005).
10.1007/s00339-005-3316-zA. Alemdar and M. Sain, Bioresource Technology,
Isolation and characterization of nanofibers from agricultural residues - Wheat straw and soy hulls,
99(6); 1664-1671 (2008)
Alemdar, A. and Sain, M., Isolation and characterization of nanofibers from agricultural residues - Wheat straw and soy hulls, Bioresource Technology 99(6):1664-1671 (2008).
10.1016/j.biortech.2007.04.029T. Taniguchi and K. Okamura, Polymer International,
New films produced from microfibrillated natural fibres,
47(3); 291-294 (1998)
Taniguchi, T. and Okamura, K., New films produced from microfibrillated natural fibres, Polymer International 47(3):291-294 (1998).
10.1002/(sici)1097-0126(199811)47:3<291::aid-pi11>3.0.co;2-1T. Isogai, T. Saito and A. Isogai, Cellulose,
Wood cellulose nanofibrils prepared by TEMPO electro-mediated oxidation,
18(2); 421-431 (2011)
Isogai, T., Saito, T., and Isogai, A., Wood cellulose nanofibrils prepared by TEMPO electro-mediated oxidation, Cellulose 18(2):421-431 (2011).
10.1007/s10570-010-9484-9A. Naderi, T. Lindström and T. Pettersson, Cellulose,
The state of carboxymethylated nanofibrils after homogenization-aided dilution from concentrated suspensions: a rheological perspective,
21(4); 2357-2368 (2114)
Naderi, A., Lindström, T., and Pettersson, T., The state of carboxymethylated nanofibrils after homogenization-aided dilution from concentrated suspensions: a rheological perspective, Cellulose 21(4):2357-2368 (2114).
10.1007/s10570-014-0329-9

