

1. 서 론
현대사회에서는 자원 절약, 생산품 재사용, 폐기물 재활용을 실천하는 순환경제(circular economy) 개념이 새로운 패러다임으로 등장하며 추출, 생산 및 소비 단계의 폐기물이 투입물로 전환되는 생산경제 시스템이 주목 받고 있다.1,2) 한국환경공단이 고시한 「전국 폐기물 발생 및 처리 현황(2019년도)」에 따르면 생활폐기물의 1일 발생량은 매년 지속적으로 증가하여 2019년도에는 57,961톤에 달하였다.3) 환경부는 생활폐기물의 30~40% 가량은 포장폐기물인 것으로 추정한 바 있다.4) 이에 따라 EU 국가들은 지속 가능한 자원관리를 위해 2030년도까지 포장 폐기물 재활용률을 최소 70% 이상 달성하기 위한 ‘순환 경제 패키지 정책’을 결의하였고, 2021년도에는 ‘신순환 경제 패키지 정책’을 발표하여 2050년도까지의 장기적 계획안을 제시하였다.5) 마찬가지로 국내에서는 최근 비대면 소비로 인한 포장폐기물의 증가에 대처하고자 순환경제를 2050 탄소중립 추진전략의 10대 추진 과제 중 하나로 선정함으로써 순환경제 달성에 대한 적극적인 수행 의지를 보이고 있다.4)
순환경제를 중심으로 환경친화성 및 재활용성에 대한 관심이 증가함에 따라, 기존 플라스틱 기반의 포장재는 셀룰로오스와 같은 환경친화성이 우수한 물질로 대체되는 추세이다.6) 이러한 셀룰로오스 기반의 종이 포장재는 환경호르몬 배출이 상대적으로 적고 재활용이 용이하여6) 순환 자원으로서 상당한 가치를 지닌다. Cho 등7)에 따르면 국내 종이팩 전량을 회수하여 재활용할 시, 연간 약 690억원의 경제적 가치 창출과 더불어 탄소배출 저감 효과가 가능할 것으로 예측된다. 즉, 순환경제 및 경제적 이익의 달성을 위해 국내외 종이 포장재에 대한 재활용 공정의 도입과 재활용성의 정량적 평가가 요구되는 실정이다.
하지만 재활용성 평가에 대한 국내 표준 규격은 포장재의 설계, 구조, 인쇄 등에 대한 내용에 국한되어 있으며, 재활용성의 정량적 평가방법 및 시험법은 제시되어 있지 않다. 이에 국내에서는 미국의 UL 2485와 유럽 연합의 Eco Paper Loop 시험법을 채택하여 사용하고 있다. 이 중 UL 2485 시험법이 주로 통용되고 있으나 이는 표준에서 규정하는 스크린 시험 장비, 스크린 유형 등 펄프화 수율에 대한 영향인자의 규정범위가 넓다는 한계를 지닌다.8) 따라서 국내 제지산업의 공정인자를 반영하여 재활용성 평가를 위한 표준시험법의 개발이 요구된다.9)
종이 포장재의 재활용성 평가를 위한 지표로는 펄프화 공정에서 해리된 펄프 슬러리를 정선하여 통과한 물질의 건조 중량인 펄프화 수율(pulpability yield)과 스크린을 통과하지 못한 물질의 건조 중량인 리젝트율(percent of reject)이 사용된다. UL 2485 시험법은 단속식 스크린 공정이므로 스크린 통과분 중 미세분이 모두 배출됨에 따라 섬유 및 미세분 수율의 오차가 발생할 우려가 있다.10) 또한 국내 시험 장치에 적합한 국내 표준시험법의 정립을 통해 국내외 종이 포장재의 재활용성 인증을 위한 기반이 필요할 것으로 사료된다. 최근 이와 관련하여 스크린 통과분을 200 mesh로 추가 정선하는 순환식 스크린 공정이 도입된 국내 표준안이 새롭게 제안됨으로써 보다 신뢰성 있는 평가가 가능해졌으나, 관련 표준안에 대한 반복성 및 재현성 평가가 부재하여 적용가능성에 대한 근거가 미비한 실정이다.
따라서 본 연구에서는 상이한 배리어 특성을 지닌 종이 포장재에 기존에 통용되던 UL 2485 시험법과 새롭게 제안된 국내 표준안을 적용하여 시험 공정 및 재활용성을 비교 분석함으로써 국내 표준안의 유효성을 제고하고자 하였다. 이를 위해 ISO 5725-2에 따라 시험소 내, 시험자 간 반복성 및 재현성을 측정하여 표준 시험법으로서의 신뢰성을 검증하고, 종이 포장재의 배리어 특성에 따른 재활용성 분석을 병행하여 기존 시험법의 대체 가능성에 대한 근거를 제시하고자 하였다.
2. 재료 및 방법
2.1 공시재료
식품포장 및 종이용기 등의 재료로 사용되는 종이 포장재를 국내 제지사로부터 분양 받아 사용하였으며, 분양 받은 시험물의 정보를 Table 1에 나타냈다. A 시료는 열가소성 수지를 이용해, B 시료는 아크릴계 수지를 사용해 라미네이팅 처리되었다. 반면 C 시료는 아크릴계 수지 에멀전을 사용해 라미네이팅과 달리 도공 처리되었다. 라미네이팅은 종이 표면에 접착제를 바른 후 고분자 필름을 덧대고 열압을 가하여 종이와 필름을 접착시키는 방법으로, 일반 도공 처리보다 강한 배리어 특성을 나타내는 경향이 있었다.11)
2.2 종이 포장재의 차단특성 분석
종이 포장재의 차단특성을 분석하기 위하여 투기성, 흡수성, 투습성 및 내유성을 측정하였다. 투기성 분석은 KS M ISO 5636-3에 의거하여 투기도 측정기(air permeance tester, L&W, Sweden)를 통해 분석하였으며, 흡수성은 KS M ISO 535에 의거하여 상온에서 300초 동안의 흡수도를 측정하였다. 투습성은 KS T 1305에 의거하여 염화칼슘법으로 분석하였으며, 온도 40℃, 상대습도 90% 의 조건에서 시료를 24 hr 동안 방치한 다음 Eq. 1에 따라 결과값을 계산하였다. 내유성은 TAPPI method T 559에 의거하여 Kit test를 통해 평가하였다.
2.3 종이 포장재의 재활용성 시험 방법
종이 포장재의 재활용성을 평가하기 위한 두 시험법은 미국의 시험법인 UL 2485와 새롭게 제안된 국내 단체표준안(SPS-T KCL 21001-7508)이며, 전반적인 시험 공정은 유사하다. KS M ISO 287에 따라 전건 중량 24 g에 해당하는 시료를 채취한 후, 각 시험법에 알맞은 크기로 절단하였다. 이후, 절단된 시료를 전력측정 장치가 부착된 실험실용 표준 해리기(L&W, Sweden)를 이용하여 해리한 다음, 0.15 mm 슬릿이 부착된 섬머빌 스크린에 투입하여 정선 처리하였다. 정선 처리 과정에서 슬릿을 통과하지 못한 미해리분을 스크린 리젝트로, 슬릿을 통과한 섬유 및 미세분을 스크린 억셉트로 정의하였고 스크린 억셉트를 회수하여 재활용 섬유로 이용하였다.
단속식 시험공정인 UL 2485 시험법의 시험 조건과 공정 모식도를 Table 2와 Fig. 1에 나타냈다. 30 mm×30 mm로 절단한 시료를 수돗물에 4시간 이상 침지시킨 다음, 실험실용 해리기를 이용하여 해리하였다. 해리된 지료는 124±5 kPa의 수압으로 용수를 무한 공급하는 단속식 스크린 공정에 투입하였고, 발생된 스크린 억셉트는 추가 정선 처리 없이 면포로 회수하여 재활용 섬유로 이용하였다.
Table 2.
Conditions of UL 2485 test method
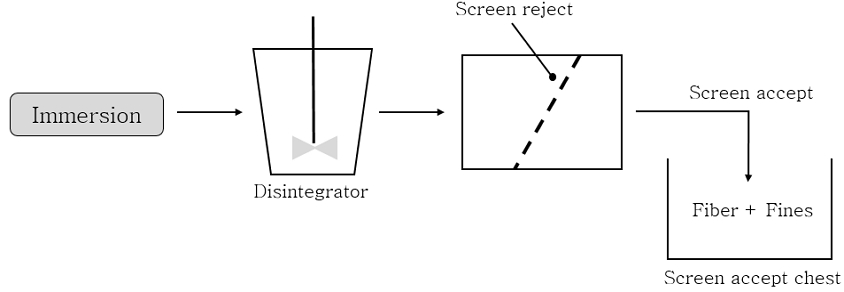
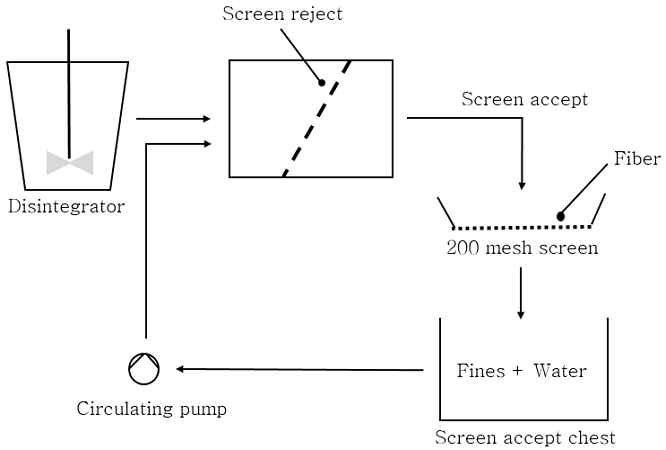
Table 3과 Fig. 2는 새롭게 제안된 순환식 모델의 시험 조건과 공정 모식도를 나타낸 것이다. 50 mm×50 mm로 절단한 시료는 별도의 전처리 없이 전력측정 장치가 부착된 실험실용 해리기를 이용하여 해리하였으며, 이때 부착된 전력측정 장치는 KS C IEC 62301의 5.3.4에 의거한 에너지 소비량 측정이 가능하였다. 해리 공정의 경우 회전수가 아닌, 해리 에너지 소비량이 20 kWh/ton에 도달할 때를 기준하여 조건을 설정하였다. 이후, 스크린 공정 내 총 30 L의 용수만 사용되도록 순환용 체스트 및 순환펌프의 설비를 구축하여 해리된 지료를 정선 처리하였다. Fig. 2에 도시한 바와 같이 발생된 스크린 억셉트는 200 mesh 위 잔류물과 통과물로 구분하고, 각각 재활용 섬유와 미세분으로 정의하였다. 이때 통과한 미세분은 용수에 포함되어 다시 순환되도록 설계하였다.
2.4 재활용성 시험법의 펄프화 수율 및 리젝트율 측정
국내 표준안의 유효성을 확보하기 위해 시험법에 따른 재활용성 평가와 종이 포장재의 차단 특성에 따른 재활용성 평가로 나누어 비교 분석하였다. Table 4는 두 시험법을 이용한 펄프화 수율 및 리젝트율의 계산 과정을 요약한 것이다. UL 2485의 경우 슬릿 위에 잔류된 스크린 리젝트를 105℃ 오븐에서 건조 후 정량하여 스크린 잔류 물질의 건조 중량인 r값을 계산하였으며, 펄프화 수율과 리젝트율의 합은 항상 100%이다. 국내 표준안의 경우 슬릿 위에 잔류된 스크린 리젝트는 마찬가지로 105℃ 오븐에서 건조 후 정량하여 스크린 잔류 물질의 건조 중량인 r값을 계산한다. 또한 스크린 억셉트 중 200 mesh 체 위의 잔류물을 순환용 체스트에 넣고 충분히 교반하여 3 L의 현탁액을 취한 뒤, 동일한 방법으로 스크린 통과 물질의 건조 중량인 a값을 계산하였다. 따라서 국내 표준안은 펄프화 수율과 리젝트율의 합이 항상 100%에 수렴하지 않는다.
Table 4.
Calculation of pulping yield and percent of reject
2.5 국내 표준안으로 시험한 재활용 섬유의 이미지 분석
국내 표준안에 따라 회수된 재활용 섬유의 분석을 위해 WEPS(wet-end process simulator, Sambo science, Republic of Korea)를 이용하여 평량 70 g/m2의 수초지를 제조하고 KS M ISO 187에 따라 조습 처리하였다. 제조된 수초지의 표면 이미지를 육안으로 관찰하여 재활용 섬유 내 코팅물질의 혼입 정도를 파악하였다.
2.6 국내 표준안 시험 결과의 신뢰도 분석
국내 표준안에 따른 시험 결과의 신뢰도 분석을 위해 라운드 로빈 시험(round robin test)을 실시하였다. 라운드 로빈 시험(ISO 5725-2)은 새로운 시험법의 표준화 또는 사용되지 않던 시험법의 정밀도 추정에 주로 이용된다.12) ISO 5725-2에 따라 시험소 내(intra-lab), 시험소 간(inter-lab) 펄프화 수율 및 리젝트율을 측정하여 반복성과 재현성을 평가하였다. 시험소 내 운용은 시료 3종을 동일 시험소에서 시험자 3인에 의해 세 차례 반복 측정하여 시행하였고, 시험소 간 운용은 시료 3종을 시험소 3곳에서 세 차례 반복 측정하여 실시하였다. 상세한 라운드 로빈 시험 조건을 Table 5에 도시하였다. 측정 결괏값에 대한 도식적 일치성 검정을 위해 멘델(Mandel) h통계량과 k통계량을 분석하여 이상치를 산출하였으며, 수치적 이상치의 검토를 위해 코크란(Cochran) 검정과 그럽스(Grubbs) 검정을 실시하였다.12)
3. 결과 및 고찰
3.1 종이 포장재의 배리어 코팅에 따른 차단 특성 분석
종이 포장재의 차단 특성을 분석하기 위한 투기도, 흡수도, 투습도 및 내유도 측정 결과를 Table 6에 나타냈다. 3종의 시료 모두 투기도는 0.003 µm/Pa·s, 내유도는 12를 나타내어 측정 범위 내 가장 높은 투기저항성13) 및 내유성을 지니는 것으로 확인되었다. 흡수도는 3종의 시료 모두 우수하나, B 시료와 C 시료의 경우 흡수 저항 특성에 비해 투습 저항 특성은 불량한 것으로 분석되었다. A 시료의 경우 Table 1에 나타난 바와 같이 저평량, 고밀도의 용지임에도 가장 우수한 흡수 및 투습 저항 특성을 지니므로 상대적으로 차단 특성이 가장 우수한 것으로 판단되며, 이는 열가소성 수지의 라미네이팅 처리에 기인된 결과로 사료되었다. 일반적으로 식품용 종이 용기의 판지는 코팅 평량 8-20 g/m2, 두께 50 µm 내외의 고분자 필름으로 코팅되어 제조된다.14) 즉, 식품포장재는 내수성, 내유성, 내열성 등의 기능성을 위해 원지에 고배리어 코팅이 이루어지며, 종이 포장재의 차단성 및 재활용성은 원지 자체로의 기능성 부여보다 가공 공정의 영향력이 더 클 것으로 파악되었다.
3.2 재활용성 시험법에 따른 종이 포장재의 재활용성 비교
Fig. 3은 UL 2485와 국내 표준안을 이용하여 종이 포장재를 미해리분과 섬유 및 미세분으로 분급한 결과이다. 3종의 시료 모두 중량 대부분이 섬유상으로 해리되어 스크린 억셉트로 분급되고, 섬유 및 미세분 함량은 약 80-90% 이상에 달한다. Seo 등15)에 따르면 일반적으로 식품용 종이 용기에서 섬유층은 전체 중량의 약 80%를 차지하며 본 연구의 분급 결과는 이에 부합하는 것으로 확인되었다.
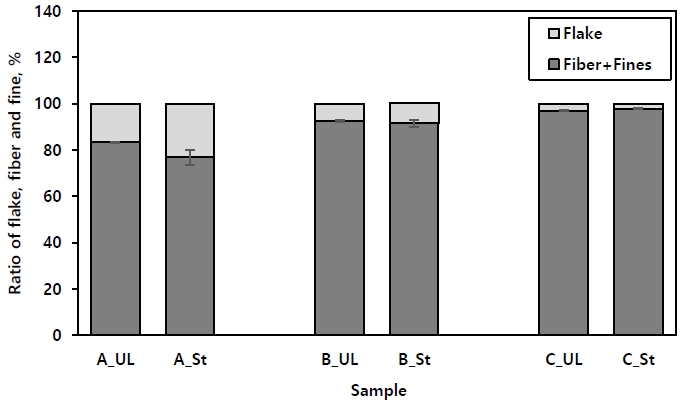
Fig. 3.
Ratio of flake, fiber and fines fractionated by UL 2485 and domestic standard test method (“UL” means UL 2485 method, “St” means suggested domestic method).
또한 지종에 따라 해리 시 시편에 가해지는 전단력이 다르고 시험소마다 시험장치가 상이하므로 해리 시간 및 농도를 기준으로 한 조건은 적절하지 않았다.16) UL 2485에 따라 3000 rpm으로 해리 시, 해리 시간은 10분이 소요되었다. 반면 동일 시험소에서 국내 표준안에 따라 해리 에너지 소비량이 20 kWh/ton 에 달하기까지 해리 시간은 A, B, C 시료 각각 14.4±0.4 분, 14.3±0.2 분, 14.2±0.5 분이 소요되었다. 각 시료의 차단 특성에 따라 해리 정도가 상이하므로 두 시험법의 분급 결과는 항상 일치할 수 없다. 특히 두 시험법 간의 수율 차이가 가장 크게 나타났던 A 시료의 경우 해리 시간에 따른 시편의 해리 정도 및 형상의 차이가 뚜렷이 관찰되었으나 상호 시험법간 차이는 미미한 수준이므로 국내 표준안은 UL 2485를 대체하기에 충분한 유효성을 지닌 것으로 사료되었다.
3.3 종이 포장재의 차단 특성에 따른 국내 표준안의 재활용성 평가
Fig. 4는 국내 표준안을 이용하여 정선 처리한 시료 3종의 펄프화 수율 및 리젝트율이며, Fig. 5는 정선 처리 이후 슬릿 위에 잔류된 스크린 리젝트의 이미지이다. A 시료는 펄프화 수율 76.2%, 리젝트율 23.7%로 양호한 섬유 회수율을 보였으나, Fig. 5의 이미지에서 스크린 리젝트 물질이 작은 크기로 조각나 미분화된 모습이 확인되었다. 코팅층과 섬유층의 분리 형태는 필름과 섬유층이 온전히 분리되는 경우와 코팅층이 손상을 입으면서 1~2 mm2의 작은 크기로 미분화되는 경우,11) 코팅층 대다수가 해리되어 잔류 미해리물이 거의 없는 경우로 대별되었다. 이때 미분화된 코팅층 조각들은 원활한 분급 및 제거가 어려우므로 지료에 혼입되어 재활용 공정 내 오염 유발이 가능한 것으로 보고된 바 있었다.11) 따라서 미분화된 코팅층이 함유된 섬유는 재활용 섬유로서의 가치가 현저히 떨어지므로 A 시료의 재활용성은 다소 우수하지 않은 것으로 판단되었다.
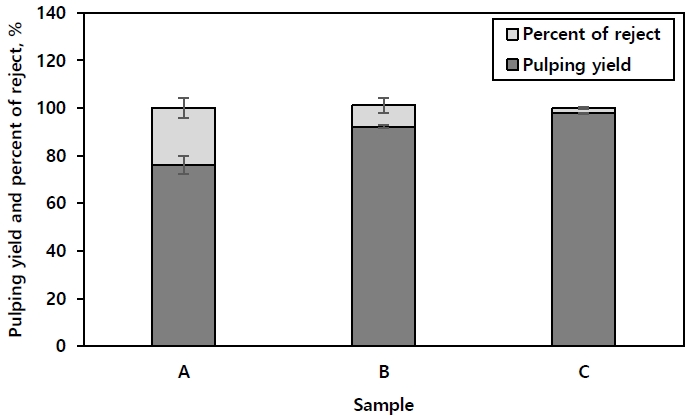
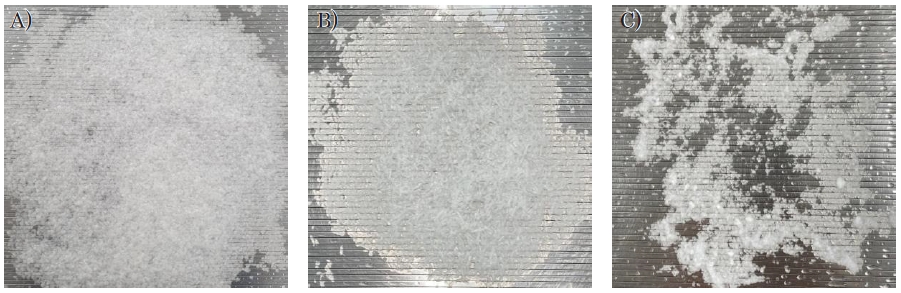
B 시료는 펄프화 수율 92.2%, 리젝트율 8.9%로 높은 섬유 회수율을 보였으며, Fig. 5의 이미지에서는 스크린 리젝트 물질이 얇은 층으로 벗겨져 길게 말려있는 모습으로 나타났다. 이는 필름과 섬유층이 온전히 분리되었을 때의 코팅층 형상으로 확인되었다. Lee 등17)은 아크릴계 수지로 코팅된 종이는 물리력 없이 물 속에 침지되었을 경우 코팅층이 용해되지 않고 필름 상으로 유지되며, 이는 재활용 해리 공정에 용이하게 작용할 것으로 보고하였다. B 시료의 경우, A 시료와 마찬가지로 라미네이팅 처리가 이루어졌으나 점착된 고분자 필름 자체의 해리성이 높기 때문에 재활용성이 비교적 우수한 것으로 판단되었다. 또한 코팅층의 형상이 유지되어 분급 효율이 높으므로 A 시료에 비해 코팅층의 지료 내 혼입이 적은 것으로 관찰되었다.
C 시료는 펄프화 수율 97.8%, 리젝트율 2.1%로 3종의 시료 중 가장 높은 섬유 회수율을 보유한 것으로 분석되었다. 또한 Fig. 5의 이미지에서는 코팅층이 필름 형태로 분리되거나 찢기는 것이 아니라, 섬유와 같이 완전히 해리되는 모습이 확인되었다. 이는 열과 압력을 가해 필름이 섬유층에 강하게 점착된 A, B 시료와 달리 수해리성이 높은 아크릴계 수지를 이용해 단순 도공 처리한 C 시료의 특성에 기인한 것으로 판단되었다. C 시료는 라미네이팅 처리된 종이 포장재와 비교했을 때, 동일 코팅 평량 대비 낮은 차단 특성을 보였다. 하지만 아크릴계 수지 코팅층의 대부분이 해리 및 분급되어 제거되고 코팅층의 미분화가 관찰되지 않으므로 재활용성은 가장 우수한 것으로 판단되었다.
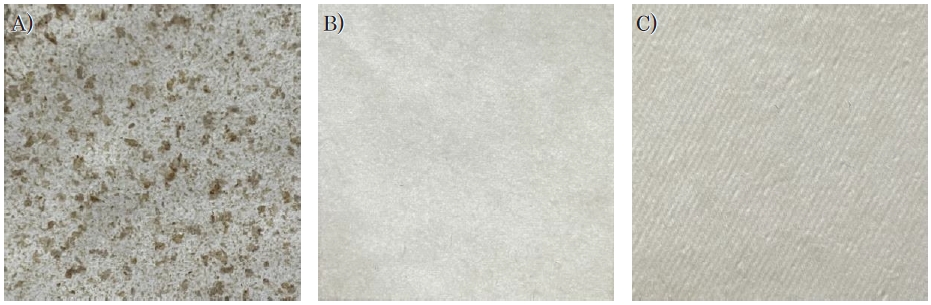
3.4 국내 표준안으로 시험된 재활용 섬유의 이미지 분석
Fig. 6은 국내 표준안으로 회수된 재활용 섬유로 제조한 수초지 표면의 이미지이다. 미분화된 코팅층의 뚜렷한 확인을 위해 수초지를 105 ℃ 오븐에 장시간 방치하여 관찰하였다. A 시료는 Fig. 5의 스크린 리젝트 중 반짝이는 형상의 미분화된 코팅층과 동일한 물질이 수초지 표면에 다량 분포한 것으로 확인되었다. 반면 B 시료는 스크린 리젝트 중 필름상으로 온전히 분리된 코팅층과 동일한 형상의 물질 또는 미분화된 물질이 수초지 표면에 관찰되지 않았다. C 시료는 코팅층 자체의 높은 수해리성으로 인해 마찬가지로 깨끗한 수초지 표면이 관찰되었다. 수초지 표면에 코팅층이 다량 잔류한 A 시료와 달리, B 시료와 C 시료의 경우 수초지 표면 내 잔류물이 관찰되지 않는 것으로 보아 두 시료의 우수한 재활용성이 입증되었다.
3.5 국내 표준안의 신뢰도 평가
시험자 5인의 측정 결과에 대한 일치성을 검증하기 위해 멘델 h통계량과 k통계량을 Tables 7 및 8에 나타냈고, 멘델 h플롯과 k플롯을 Figs. 7 및 8에 도시하였다. 대문자(A, B, C)는 시료별 펄프화 수율을 의미하며 소문자(a, b, c)는 시료별 리젝트율을 의미한다. 멘델 h플롯으로부터 시료 3종의 펄프화 수율 및 리젝트율은 유의수준 5%에서 모두 한계치 내에 존재하므로 어떠한 이상치도 발견되지 않았으며, 측정수준에서 통계량의 치우침이 존재하지 않는 것으로 보아 시험소 간 일치성이 입증되었다. 멘델 k플롯 또한 마찬가지로 펄프화 수율 및 리젝트율 모두 유의수준 5%에서 이상치가 발견되지 않았으며 특정 시험자로부터 뚜렷한 경향성이나 패턴이 존재하지 않는 것으로 보아 시험자 간 일치성이 입증되었다.
Table 7.
Mandel’s h statistic of pulping yield and percent of reject by domestic standard test method
Table 8.
Mandel’s k statistic of pulping yield and percent of reject by domestic standard test method
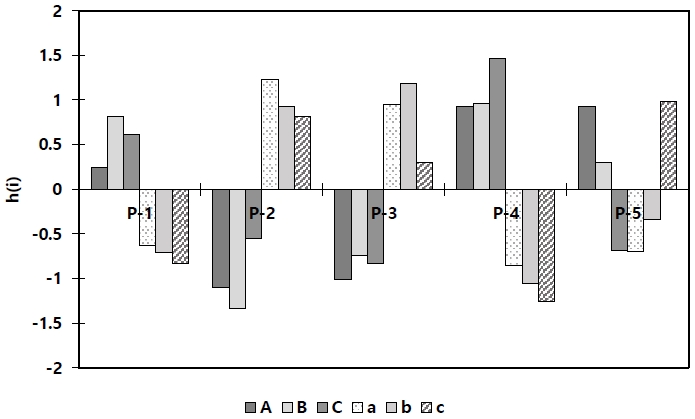
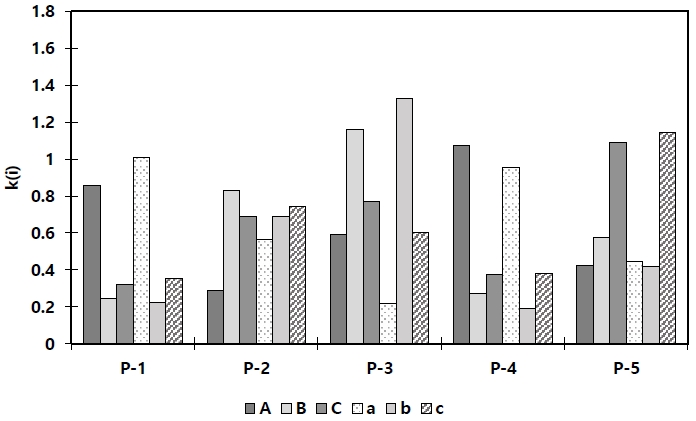
Table 9에는 코크란(Cochran) 통계량을, Table 10에는 그럽스(Grubbs) 통계량을 나타냈다. 코크란 검정은 실내 변동을 검정하는 방법으로 셀의 표준편차가 예외적으로 큰 산포도를 가지는 가를 검사할 때 사용되며 멘델 k통계량과 관련 있다.18) 그럽스 검정은 실간 변동을 검정하는 방법으로, 셀 평균이 예외적으로 튀는 값을 가지는 가를 검사할 때 사용되며 멘델 h통계량과 관련 있다.18) 그럽스 검정은 코크란 검정에서 셀의 표준편차가 큰 경우 셀 내의 유일한 측정결과에 의한 것인지를 검정하고자 사용되기도 한다.12)Table 9에서 B 시료의 리젝트율 통계량(b)는 유의수준 5%에서 이상치가 관찰되었다. 이는 Fig. 9와 같이 실험실용 해리기 내부 벽면에 시료가 부착되어 원활한 해리가 이루어지지 않은 채 스크린 공정을 시행하였기에 도출된 결과로 사료되었다. 해리 공정 내 발생된 오류로 인해 데이터의 정확도는 낮아졌지만 흔히 발생하는 공정상의 오류이며 유의수준 1%에 대해서는 이상치에 속하지 않으므로 본 데이터를 기각하지 않았다.
Table 9.
Cochran’s test statistics of pulping yield and percent of reject (p=0.05, kCrit=0.684/p=0.01, kCrit=0.788)
| Level | A | B | C | a | b | c |
|---|---|---|---|---|---|---|
| C | 0.462 | 0.536 | 0.474 | 0.409 | 0.704 | 0.525 |
Table 10.
Grubb’s test statistics of pulping yield and percent of reject
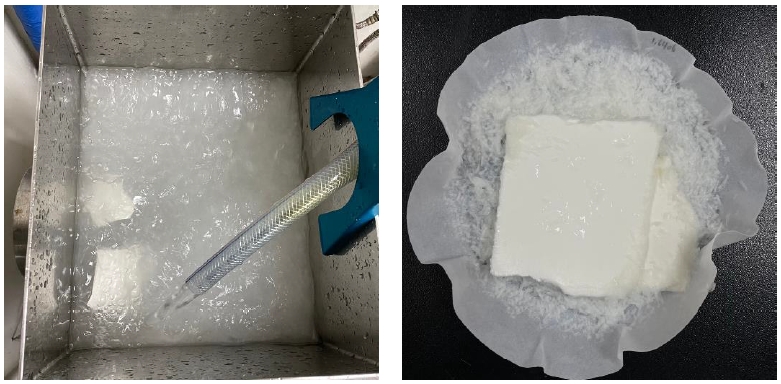
Fig. 9.
Image of the large flake in the disintegration process of B sample (left : image of screening process, right : image of screening reject material).
Table 10의 그럽스 검정 결과, 1개의 이상치에 대한 통계량에서는 이상치가 발견되지 않았으나, 최대치와 2번째로 큰 값이 이상치인지 검증하고자12) 2개의 이상치에 대한 통계량에서는 A 시료의 리젝트율(a)에서 이상치가 발견되었다. 이는 정선 처리 시 코팅층이 미분화되는 A 시료의 특성에 기인한 것으로 판단되었다. 본 시험법은 제한된 용수만을 사용하는 순환식 스크린 공정으로, 스크린 공정을 거친 용수가 순환 펌프를 통해 재공급된다. 순환식 스크린 공정 모식도는 Fig. 2에 도시하였다. 따라서 미분화되어 스크린 억셉트 내에 혼입된 코팅층이 펌프 내에 다량 잔류하게 되고, 추가적인 용수의 투입 없이 펌프 내 잔류 물질을 완전히 회수하기에는 어려움이 있었다. 하지만 이는 유의수준 1%에서 이상치에 속하지 않으므로 본 데이터를 기각하지 않았다.
4. 결 론
본 연구에서는 재활용성 평가를 위한 국내 표준 규격의 부재에 대응하여 순환식 스크린 공정이 도입된 새로운 국내 표준 시험법의 적용가능성 및 신뢰도를 평가하였다.
상이한 배리어 특성을 지닌 종이 포장재 3종을 선정하여 단속식 공정인 UL 2485와 순환식 공정인 국내 표준안에 따른 재활용성을 평가하고 결괏값을 비교 분석하였다. 두 시험법에 따른 펄프화 수율 및 리젝트율은 종이 포장재의 배리어 특성에 따라 차이는 있지만 거의 유사한 수치를 나타내며, 시험법마다 해리 조건이 상이하므로 시료에 전달되는 로터 전단력의 영향력이 클수록 시험법마다 분급 결과의 차이가 존재함을 확인하였다.
국내 표준안의 신뢰도 평가를 위해 ISO 5725-2에 의거한 라운드 로빈 시험 운용을 실시한 결과, 데이터를 기각할 정도의 이상치는 발견되지 않았으며, 시험소 간 그리고 시험자 간 정확성 및 재현성이 우수한 것으로 분석되었다. 다만 배리어 코팅 특성상 코팅층이 미분화되는 시료의 경우, 순환 펌프 내 잔류물의 완전한 회수를 위한 추가적인 조치가 필요할 것으로 사료되었다.
또한 국내 표준안의 재활용 공정을 통해 종이 포장재의 배리어 특성에 따른 재활용성 수준의 정확한 평가가 가능함이 확인된 바, 본 시험법은 국내 표준 규격으로서 충분한 유효성을 지닌 것으로 검증되었다.
