

1. 서 론
유가성이 있는 사용 후 기저귀가 매년 25만 톤씩 발생되고 있지만 현행 법규상 폐기물부담금 대상이고 전량 매립 또는 소각되고 있는 상황이어서 자원낭비가 심각한 실정이다.1-3) 또한, 사용 후 기저귀를 재활용하기 위해서는 수거 및 재활용 단계에서의 위생문제가 해결되어야 하고 이러한 위생문제는 재활용 공정에서의 살균과 폐수처리 방안에 대한 적절한 대안을 제시해야 문제를 해결할 수 있다.4) 일반적으로 폐수처리는 폐수에 용해되어 있거나 분산 상태에 있는 각종 오염물질을 폐수와 분리하거나 분해하는 방법 등을 통하여 오염물질을 줄이는 공정인데, 기저귀 재활용 공정에서 발생되는 폐수의 경우 유아의 대소변이 포함된 상태이기 때문에 높은 유기물질과 부유물질을 함유하게 된다. 이 때문에 사용 후 기저귀 재활용 공정에서 발생된 폐수처리를 검토하는 경우에 그 공장에서 배출되는 오염물질의 종류와 성상, 그리고 형태를 파악하는 것이 가장 중요한 일이다.5)
일반적으로 폐수 중의 오염물질은 부유성 물질․콜로이드성 물질․용해성 물질의 3가지 형태로 나눌 수 있다. 폐수에서 이들 입자의 크기와 형태는 폐수처리과정에서 큰 영향을 미치며 비교적 입자가 큰 부유물질은 처리하기 쉬우나, 콜로이드성 물질이나 용해성 물질은 처리가 어렵기 때문에 한 가지 방법만으로는 완전히 제거가 불가능하다. 따라서 대부분의 폐수처리에서는 이러한 오염물질을 여러 가지 방법에 의해 반응시킨 후 농축시켜 물과 분리시킨다.6)
지금까지 제안된 폐수처리기술은 화학적 방법, 물리적 방법, 물리․화학적 방법, 생물학적 방법으로 Figure 1과 같이 분류할 수 있다. 일반적인 폐수처리방법에 의한 기대효과는 Table 1과 같고 각 처리법에 따라 효과 및 제거대상 물질이 다르기 때문에 보통 여러 가지 처리방법을 조합하여 처리장치를 설치한다.6)
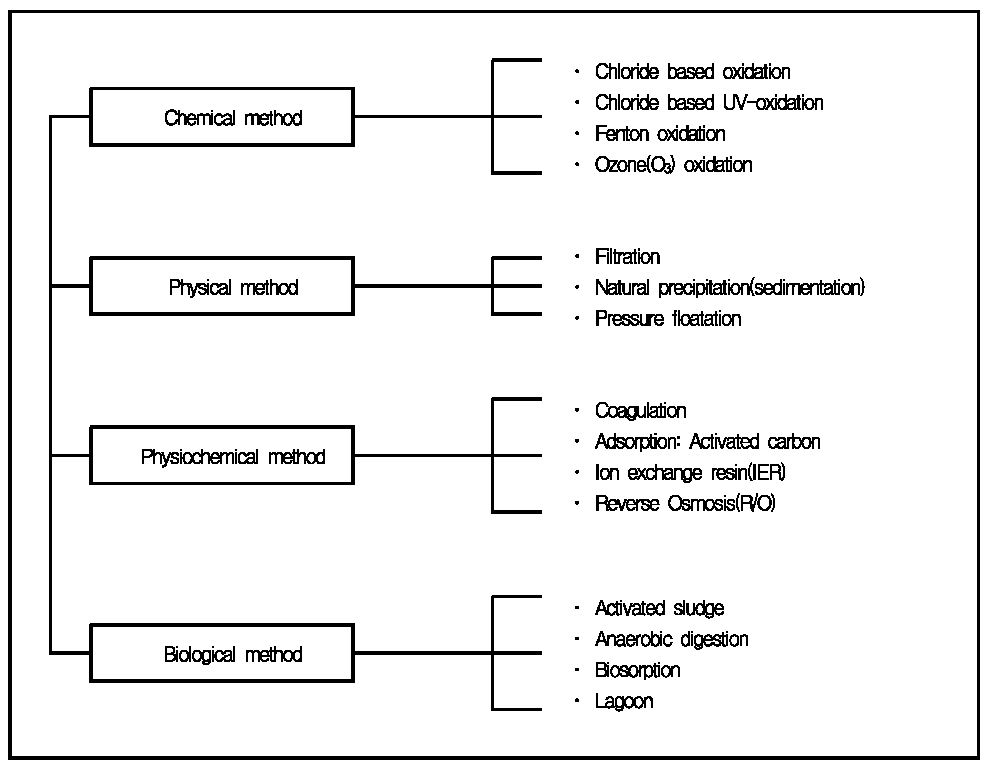
Table 1.
Wastewater treatment method and effect
아직까지 국내에서는 사용 후 기저귀 재활용 공정에 대한 폐수처리 방안이 연구되지 않았지만 해외에는 그 사례가 있다. Knowaste사는 캐나다에 본사를 둔 기업으로 1994년 캐나다에 Pilot Plant를 설치해 1회용 기저귀 재활용 기술 개발을 완료하여 특허기술을 보유하고 유럽시장에 진출한 기업이다. 당시 네덜란드 정부는 기저귀 재활용 기술의 혁신성에 주목하여, Knowaste사가 1999년 아른헴시에 폐기저귀 재활용 처리 시설을 설치할 수 있게 하였다. 또 기저귀 재활용 프로그램은 그 환경적 가치를 인정받아 지난 98년 EU의 라이프 환경프로젝트로부터 백만 달러의 상금을 받기도 했다.7)
Knowaste사 재활용 기술은 기저귀의 여러 가지 성분들을 분리하여 고품질의 원자재로 다시 환원시키는 것인데, 기저귀를 재활용 공정에서 처리하게 되면 수분 50%, 펄프 25%, 플라스틱 12%, 고흡수성 물질(SAP) 6%, 슬러지 7%로 분리된다. 재활용 공정은 생각보다 복잡하지 않은데, 컨베이어로 이송된 기저귀는 물과 섞이면서 절단기로 잘게 쪼개진 후 원통형 회전체에서 원심력과 중력에 의해 가벼운 플라스틱 성분은 수면으로 상승하게 된다. 쉽게 말해 가벼운 플라스틱 성분은 위로 떠오르고 물에 젖어 무거운 펄프나 다른 배설물과 분리되는 것이다. 이후 불순물을 제거한 후 세척과 건조를 거쳐 플라스틱 성분은 실질적으로 사용할 수 있는 원자재로 최종 가공되고, 이 과정에서 발생되는 폐수는 FeCl3로 응집 후 용존공기부상(DAF) 공정으로 최종 처리하여 기저귀 세척 공정수로 전량 재이용한다.8)
본 연구는 1회용 기저귀 사용에 따른 환경적 부담을 줄이고 자원을 절약할 수 있는 사용 후 기저귀 재활용 공정의 펄핑 공정1)에서 발생하는 펄핑 폐수(Pulping wastewater)에 대한 적정한 처리 방안을 제시하고자 한다. 이를 위하여 펄핑 공정에서 발생되는 폐수에 대한 수질분석을 통한 발생 폐수의 특성을 조사하고 발생폐수에 적합한 처리공정에 대한 적용성 평가를 통해 도출된 인자와 경제성을 바탕으로 사용 후 기저귀 발생 폐수처리를 위한 최적 공정을 도출하여 제시하고자 한다.
2. 재료 및 방법
2.1 공시재료
기저귀 시료는 0세~1세 영유아대상 어린이집에서 연령별 기저귀 평균 사용 갯수를 기반으로 샘플링을 통해 채취한 총 50장의 사용 후 기저귀 중에서 7장을 사용하였고, 기저귀 재활용을 위한 펄핑 폐수 제조는 해수에 CaCl2 10%를 첨가하여 사용하였다. 여기서 해수는 기저귀 구성 물질인 고흡수성 물질(SAP)에 흡수되어 있는 소변을 분리하기 위하여 사용하였다.
2.2 실험 방법
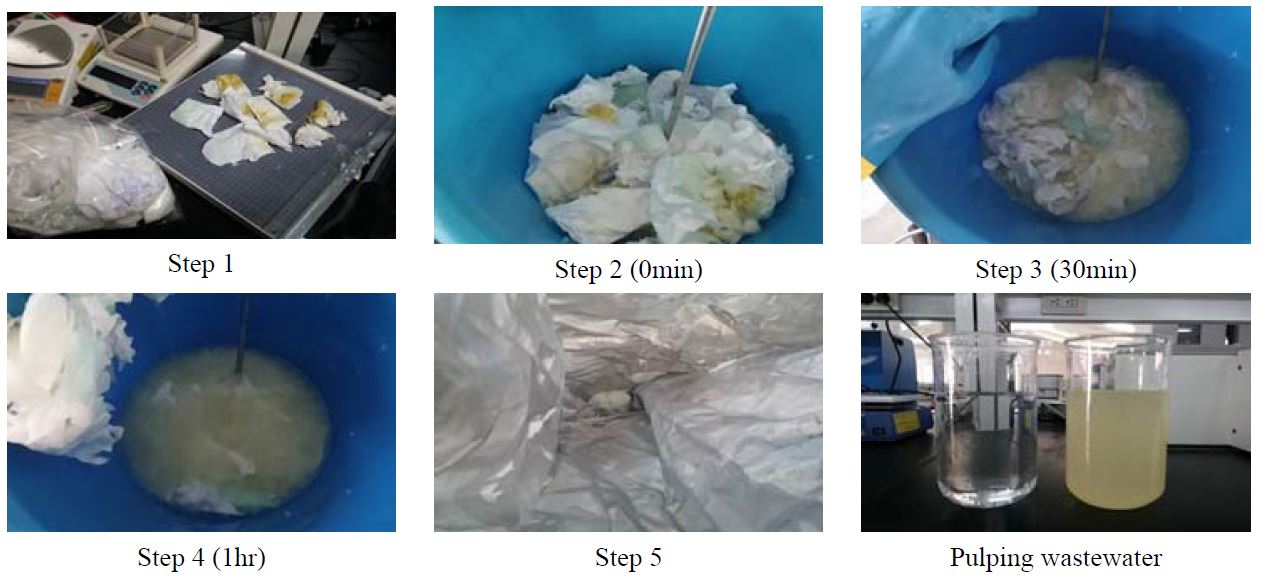
기저귀 재활용을 위한 펄핑 폐수 제조는 해수에 CaCl2 10%를 첨가하여 제조하였으며, 이때 사용된 해수는 경상북도 포항시 북구 흥해읍 용한리 인근 바닷가에서 채취하여 사용하였고 공정에서 발생하는 폐수 제조과정은 Figure 2에 나타내었다. 먼저 기저귀 7장(대변 5장, 소변 2장, 건기준 210g)을 재단기로 6cm*6cm로 절단한 후(Step 1) 미리 제조한 펄핑용액(해수에 CaCl2 10%)을 기저귀 무게비율(Pulping wastewater 95%: 기저귀 5%)에 맞게 원형 반응조에 함께 투입하여 기계식 교반기를 이용하여 250rpm으로 교반한 후(Step2, 3, 4) 1시간 후에 200mesh 체망으로 여과하여(Step5) 펄핑 폐수를 제조하여 실험에 사용하였다.
3. 결과 및 고찰
3.1 펄핑 폐수(Pulping wastewater)의 성상 분석
사용 후 기저귀 재활용 공정의 펄핑 공정에서 발생되는 펄핑 폐수의 성상 분석을 15회에 걸쳐 진행하였다. 아래 Table 2에 펄핑 폐수의 평균 성상을 유기물, 이온성 물질 별로 분석한 평균값을 나타내었다. 그 결과 높은 유기물 농도(612mg/L), 이온성 물질 농도(Ca 20,382mg/L, Cl 88,138mg/L)를 나타냈고, 총용존 고형물(TDS, Total Dissolved Solid) 64,000mg/L로서 해수의 2배가 넘었다. 이온성 물질을 가름할 수 있는 전기전도도가 108,900 um/cm로서 해수의 전기전도도가 33,500 um/cm 임을 감안하면 폐수처리를 통한 하천 방류는 현실적으로 어려울 것으로 판단이 된다.
Table 2.
Analysis of seawater and pulping wastewater
Table 2에서 파악된 펄핑 폐수의 수질 특성을 근거로 유기오염물질과 이온성 물질 제거 기술의 효율을 평가하기 위하여 현재 일반 폐수 처리장에서 주로 사용되는 다양한 기술을 검토하였다. 각 단위공정 검토를 위한 해당 기술과 실험목적, 세부내역을 아래 Table 3에 정리하였다.
유기물질 제거를 위해서는 화학적 응집, 용존공기부상(DAF), 오존산화, 펜톤산화 방식을 검토하였고, 이온성 물질 제거를 위해서는 전기산화반응과 막분리 공정의 적용을 검토해 보았다.
Table 3.
Treatment technology of wastewater
3.2 단위 처리 공정 평가
3.2.1 화학적 응집/침전(Chemical Coagulation)
현재 일반 폐수 처리장에서 주로 사용되는 10.5% 염화제이철(FeCl3) 응집제에 대한 응집 최적조건 도출(약품주입량, 적정pH) 및 적용 가능성에 대한 실험 결과를 Table 4에 나타내었다. 화학적 응집으로 인한 COD 유기오염물질 제거 효율은 만족할 만한 수준이었으나 TDS(Total Dissolved Solids), 이온성 물질의 제거 효율은 크지 않아 추가적인 공정의 도입이 필요할 것으로 사료된다.
특이점은 응집제(FeCl3)를 투입하였을 때는 염소이온과 철이온 농도가 투입농도에 비례하여 증가되는 것을 관찰할 수 있었는데, 이는 약품이 투입됨으로써 응집제에 함유된 염소성분과 철이온 성분이 시료 중에 잔류하기 때문에 나타나는 현상인 것으로 보인다. 과량의 응집제 주입은 pH 관리, 응집제 중의 불순물인 철, 망간 등에 의한 오염, 약품비용의 증가에 따른 경제성이 떨어지는 문제를 야기했고, 결과적으로 화학적 응집/침전처리는 가시적으로 나타나는 색도, 탁도, 부유물질의 제거에는 효과가 양호하지만, 다량 존재하는 금속성분과 염류에 대한 제거에는 그다지 큰 효과를 발휘하지 못하는 것으로 나타났다. 따라서 응집처리는 소량의 응집제를 첨가함으로서 시각적으로 나타나는 물질에 대한 제거로 목적을 두어야 하는 것으로 판단된다.
3.2.2 용존공기부상법(Dissolved Air Floatation)
용존공기부상(DAF) 공정은 초기 제지 및 광물산업에서 난침전성 물질의 제거를 위해 적용된 이래 최근 정수처리 및 오폐수처리, 자연수계의 조류 제거와 해수담수화 전처리 공정으로 광범위하게 적용되고 있는 고형물 분리기술 중 하나로 폐수 중 물보다 가벼운 현탁성 부유물질을 미세기포를 주입하여 제거하는 원리이다. 본 실험의 DAF Saturator 내부에 기저귀 재활용 공정 폐수를 채운 후 콤프레샤를 사용하여 3atm으로 가압한 후 용존공기부상(DAF)법으로 처리한 결과를 Table 5에 나타내었다. 제거율 기준으로 COD(65%), SS(85%), T-N(85%), T-P(90%)로서 높은 제거 효율을 확인 할 수 있었다. 용존공기부상(DAF) 공정은 비교적 설비가 간단하고 화학적 응집법에 비해 현탁 물질 및 콜로이드성 오염물질 제거 효율이 높아 본 폐수 처리에 적합한 것으로 보인다.
3.2.3 오존산화방식(Ozone Oxidation)
오존산화 방식은 오존을 수처리나 습식 세정(Wet Scrubber)에 사용하는 것인데, 이를 위해서는 기체 오존을 물에 효과적으로 용해시키는 것이 핵심이다. 오존은 상온, 상압에서 물에 대한 용해도가 작은 편이기 때문에 오존발생기에서 발생되는 오존을 효율적으로 폐수에 접촉시키는 것이 중요하다. 이러한 기/액 혼합 방식을 이용하는 오존접촉방법에는 여러 가지가 있지만, 크게 대별하면 산기관 방식처럼 기체 오존을 작은 구멍을 통해서 액체 내에 전달하는 방법과 이젝터 방식처럼 오존 기체를 흐르는 액체 속에 투입하면서 격렬히 혼합시켜 액체 내에 전달하는 방법의 두 가지로 구분할 수 있다. 본 연구에서는 산기관과 이젝터 방식을 동시에 적용하여 반응시간(오존주입농도)에 따른 처리특성을 Table 6에 나타내었다. 그 결과 COD 제거 효율 15%, 희석 폐수(Pulping wastewater와 공업용수를 1:2로 희석한 폐수)의 제거 효율은 20% 정도로 나타나 그 효율이 현저히 낮아 오존산화방식의 적용은 타당하지 않음을 확인 할 수 있다.
Table 6.
Organic material change by ozone oxidation
3.2.4 펜톤 산화방식(Fenton Oxidation)
과산화수소(H2O2)와 철(Ⅱ)염을 이용한 펜톤 산화방식은 생물학적으로 난분해성 물질을 생분해 가능한 물질로 전환하거나 독성폐수의 독성을 감소시키는 것으로 알려져 있다. H2O2는 산화, 분해, 표백작용을 가지고 있으며, H2O2는 철 이온과 반응하여 강력한 산화작용을 나타내는 OH Radical을 발생시키고, 발생된 OH Radical은 폐수 중에 존재하는 유기물과 색도 유발물질을 공격하여 유기물의 결합을 파괴시켜 최종적으로 양호한 처리수를 얻게 되는 원리이다.
본 연구에서 펜톤 산화 실험은 직경 11.5㎝, 부피 1ℓ용기를 사용하여 방류수 내의 임펠러(Impeller)깊이를 일정하게 유지한 후 Jar-Tester를 이용하여 실험을 수행하였다. 실험은 1ℓ의 각각의 비이커에 시료를 1ℓ씩 투여하고 H2SO4용액을 이용하여 pH를 약 6~6.5까지 맞춘 후 Fe2+(FeSO4․7H2O)와 H2O2(30%)를 비율적(0.1∼1)으로 투여하여 최종 pH를 3.5로 맞추고, 적정 반응시간(20∼100 분)동안 교반하였다. 반응 후 NaOH를 이용하여 pH를 약 7.5까지 올린 후 약 30분간 정치시킨 후 상등액의 COD를 측정하여 그 처리효율을 평가하였다. 우선 대상폐수의 원액으로 처리할 경우 Fenton 산화에 의한 유기물 제거반응이 거의 일어나지 않았으며, 다만 펄핑 폐수를 공업용수와 1:2로 희석하였을 경우 COD 제거 효율이 60%로 나타났고, T-N의 제거 효율은 20%로 나타났다(Table 7). 펜톤 산화 방식은 난분해성 물질 제거에는 용이하나 슬러지 발생량이 증가하는 단점이 있었다.
3.2.5 전기산화반응(Electro Coagulation)
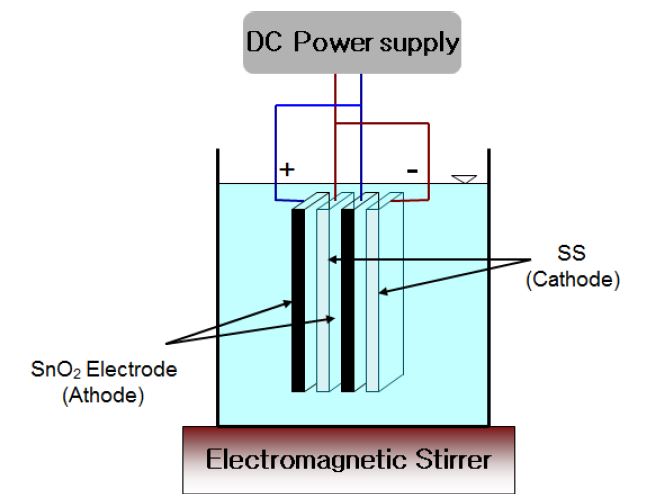
폐수 내 전류를 부과하여 부유입자, 에멀전화된 입자, 불용성입자들을 전기적으로 결합하여 응집 침전시키는 것이 전기산화반응의 기본 원리이다. 본 연구에서 사용된 전기산화반응 장치는 반응조, 교반기, 촉매전극(Athode), SS Plate(Cathode)와 전류를 인가하기 위한 DC Power Supply(UP-3010S, 40V, 6A, Unicorn Co., Korea.)등으로 구성되어 있다(Figure 3). 전극간의 거리는 30mm로 유지하였고, 반응조 운전조건은 순환식(Batch Type)으로 처리용량 3L/hr, 1회 운전시간 60min/회, 인가전류량(전압) 5A(5V)로 하여 실험을 진행하였다.
총 운전시간 60분/회 동안 오염물질 제거 효율을 Table 8에 나타내었는데, 제거 효율 측면에서 COD (81%), T-N(80%), T-P(1.92→0.21 mg/L)등 유기물에 대해서는 높았다. 그러나, 이온성 물질에 대한 제거 효율은 좋지 않았는데 이론상으로는 이온성 물질을 포함한 TDS 제거가 가능하나 실제 본 실험결과 Mg, Na, SO4 등 일부 이온농도는 저감이 되나 반대 급부로 Ca, Fe, Cl 등 이온농도가 상승하여 TDS 제거가 크게 이루어지지 못했고 염류의 농도가 높아 전극손상이 발생하는 단점이 있었다.
Table 8.
Test result by electro-coagulation 단위:mg/L
3.2.6 막 분리 공정(Membrane)
앞에서 언급된 기술의 적용성 검토를 통해 일반적 폐수처리공정(고도산화, 생물학적척리, 물리화학적처리)으로는 펄핑 공정의 발생 폐수 내 존재하는 이온성 물질 및 염 화합물 제거가 불가능함을 알 수 있었다. 일반적으로 물속의 이온성 물질 및 염 화합물을 제거하기 위해서는 막 분리공정(Membrane), 전기투석, 이온교환수지 등이 이용되는데, 전기투석과 이온교환수지는 폐수발생량이 적은 경우에 적용이 가능하며 물량이 많을 경우 경제성을 고려 할 때 현실적으로 어렵다. 이에 본 연구에서는 분석된 펄핑 폐수의 TDS, COD 등 자료를 이용하여 Membrane 종류별(UF, NF, RO) 적용가능성을 알아보기 위해 막 제조사에서 제공되는 프로그램을 이용한 시뮬레이션을 진행하였고 그 결과를 Table 9에 나타내었다.
펄핑 폐수의 TDS 65,000mg/L, COD 300mg/L, 막 폐색 유발 이온(경도성 물질)을 변수 값으로 입력하여 시뮬레이션 한 결과, 유기물 제거를 위한 UF공정의 경우 폐수 원액을 그대로 막 공정에 도입하여도 운전상의 큰 문제는 없었으나, 경도성 물질 농도가 높아 막 폐색을 방지하기 위한 약품 세정주기가 짧아지는 단점이 있었다. 한편, NF, RO공정을 적용하려면 TDS 농도가 32,000mg/L이하일 때 안정적인 운전이 가능하기 때문에, 폐수 원액 자체를 바로 NF, RO공정에 유입시키는 것은 불가능하고 최소한 공업용수로 2배 희석하여야만 적용이 가능한 것을 알 수 있다. 또한, NF 공정의 경우 2가 이온성 물질의 분리처리는 가능하나 염소이온 등의 1가 이온성 물질의 처리는 불가능하며, 유입 유기물 농도에 따라 막세정 주기 등이 결정되므로 전처리 공정도입을 통한 막 유입수의 유기물 부하를 감소시키는 것이 필수적이며, RO공정의 경우 이온성 물질 배재율이 95~99%로 이온성 물질 제거 효율은 높으나 농축수 발생 및 막간 차압의 문제로 현실적인 적용이 불가능 할 것으로 사료된다.
Table 9.
Membrane simulation result
3.3 단위공정의 기술적 적용성 검토 결과
지금까지 기저귀 재활용 공정의 펄핑 공정에서 발생되는 폐수의 수질 특성을 분석하고 그 처리를 위한 단위공정의 기술적 적용에 대해 검토해 보았다. 그 결과 각 공정별 유기물질(COD) 제거 효율은 UF(95%)> DAF(65%)>펜톤산화(63%)>전기응집(59%)>화학적 응집(45%)>오존산화(15%) 순으로 Table 10과 같이 나타났고 오존산화방식을 제외하고는 유기물질 제거 효율이 꽤 높은 것을 확인할 수 있었다. 향후 기저귀 재활용 공정 폐수처리를 위해서는 발생량, 제거 효율, 설비 운영비, 처리 수질의 안정성, 유지관리 용이성 등을 고려해 단위공정을 선택하여 조합할 필요가 있다.
Table 10.
Treatment efficiency in each method
4. 결 론
본 연구는 환경적 부담을 줄이고 자원을 절약할 수 있는 기저귀를 재활용하기 위하여 펄핑 폐수에 대한 수질을 분석하여 기본 성상을 파악하였다. 그리고 파악된 성상에 따른 폐수 특성에 적합한 처리공정의 선정 및 실험을 통해 각 공정에 대한 처리효율을 분석하여 기저귀 재활용 폐수처리에 적합한 방안을 제시하고자 하였다.
국내/외 유사폐수처리 사례조사를 통해 유기물질 제거 및 이온성 물질 제거에 효율적인 6가지 처리 공정 기술에 대하여 오염물질 제거 효율, 최적약품 주입농도, 최적 처리 운전 인자 도출 등의 공정평가를 통해 막분리공정(UF), DAF, 펜톤산화, 전기응집, 화학적 응집 기술은 유기물질 제거에 효율적인 것으로 판단되었다. 따라서 기저귀 재활용 공정에서 발생되는 폐수의 유기오염물질 제거는 공정 조합에 따라 원하는 목표수질을 확보 할 수 있을 것으로 보인다. 그러나 무기염화합물 및 이온성 오염물질에 대한 제거는 제시된 처리공법으로 처리가 불가능하며, NF 분리막, RO 분리막, 이온교환수지 등을 이용하게 되면 처리가 가능하나, 이들 공정의 적용은 발생 폐수량이 50톤 이하일 때만 적용 가능하고 NF, RO처리 시 발생되는 농축수의 경우 별도의 처리가 필요하여 조건이 까다롭기 때문에 고려할 사항이 많다. 이에 따라 기저귀 재활용공정의 펄핑 폐수의 경우 직접 방류를 하기 보다는 유기물 농도를 어느 정도 제어하여 재이용하는 방법이 현실적인 것으로 보이며, 유기오염물질 제거 효율 및 경제성을 고려하여 스크린 통과 후 pH 조정조를 거쳐 용존공기부상(DAF), UF 순서가 적절할 것으로 보인다. 향후 본 기저귀 재활용 공정이 상용화 될 경우를 가정하여 폐수 발생량, 운전조건, 공사비, 투자비, 처리효율 등을 고려한 경제성 분석이 병행된다면 더 적절한 폐수처리 조합이 선정될 수 있을 것으로 보인다.
