

1. 서 론
한지는 다공성 소재이며, 친수성을 지닌 닥나무 cellulose 섬유로 구성되어 있다. 한지 위에 안료를 정착시키기 위해서는 아교포수 처리가 필수적이다.1) 한지에 교반수를 도포하면 안료가 한지에 번지고 채색이 바탕에 흡수되는 것을 막아 채색이 바탕에 잘 고착되도록 한다. 아교포수는 바탕재와 물감 사이의 접착력을 강화시켜 주며, 공극이 채워진 바탕재는 더욱 견고해져 그림의 보존성을 높여준다.2)
Jeong3)은 각종 접착제를 사용하여 포수처리 한 결과 전통한지의 표면사이징이 발현되는 조건은 아교수가 아닌 아교수에 백반을 첨가한 교반수를 사용해야만 사이징 효과가 나타난다고 하였으며, Yoon4)은 아교포수 및 교반수가 채색층에 도움이 되는지를 알아보기 위해 생견과 한지에 아교칠을 하지 않은 경우와 아교칠과 교반수를 처리했을 경우로 나누어 각각의 바탕에 안료를 도포하여 내후성을 평가하여 바탕 처리방법에 대한 특성을 분석하였다.
교반수의 재료로 사용되는 아교는 친수성 물질이기 때문에 백반을 첨가하여 아교가 물에 용해되지 않도록 소수성 물질로 변화시켜야 한다. 백반의 황산이온은 수분과 결합하여 산을 형성하여 cellulose의 산 촉매 가수분해로 cellulose 사슬의 중합도를 저하시켜 종이의 산화를 가져온다.5)
교반수 제조 시 아교와 백반의 혼합비는 작업자마다 차이가 있으나 대체적으로 아교는 1-2%, 백반의 비율은 아교대비 4-10% 정도에서 가감하여 사용되고 있다. 아교를 과다 사용하면 종이의 유연성이 남아 있지 않으며, 아교의 양이 적으면 접착이 잘 되지 않는다. 백반을 과다 사용하면 종이 위에 결정가루가 남고, 채색 시 광택이 많이 나며, 채색이 고르게 되지 않는다. Shin6)은 아교와 백반의 적정비율로 1.5% 아교수, 아교 대비 백반의 혼합량이 3-7%인 교반수를 아교와 백반의 적정비율로 판단하였으며, Seo7)는 물 800-1,000 mL, 막대아교 12 g, 백반 3-5 g을 적정 비율로 제시하고 있다. Park8)은 물 200 mL, 아교 4 g, 백반 1-2 g으로 교반수를 제조하여 1, 3, 6회 아교포수 후 연지색 1회 채색하여 발색효과를 비교하였다.
본 연구에서는 아교포수 시 사용되는 아교와 백반의 혼합비, 아교포수의 횟수 변화에 따른 포수의 특성을 분석하여 아교와 백반의 적정 혼합비를 탐색하였다.
2. 재료 및 방법
2.1 재료
2.2 실험방법
2.2.1 교반수 제조
아교 농도 1.0, 1.5, 2.0%(wt./wt.), 백반 농도는 아교 대비 4, 6, 8, 10%(wt./wt.)로 하였다. 아교를 냉수에 6시간 침지한 다음 65℃에서 중탕 용해하여 아교수를 제조하였다. 증류수에 백반을 용해하여 반수를 제조하고, 아교수와 반수를 혼합하여 교반수를 제조하였다.
2.2.2 교반수 특성 분석
2.2.2.1 pH 측정
pH 측정은 산성도측정기(Thermo Scientific Orion 3 Star, Thermo Fisher Scientific, USA)를 사용하였다.
2.2.2.2 점도 측정
점도 측정은 Brookfield 점도계(DV-II+Pro, Brookfield, USA)를 사용하였으며, 온도는 25℃에서 측정하였다. No. 62 spindle을 이용하였으며, 회전수는 100 rpm으로 하였다.
3. 결과 및 고찰
3.1 교반수 특성 분석 결과
3.1.1 pH 측정
혼합비에 따른 교반수의 pH 측정 결과를 Fig. 1과 Table 2에 나타냈다. 아교와 백반의 양이 증가할수록 pH는 낮아졌으며, 2.0% 아교수, 백반 10%를 혼합한 교반수가 pH 4.31로 가장 낮았으며, 1.0% 아교수, 백반 4% 혼합한 교반수가 pH 5.30으로 가장 높았다.
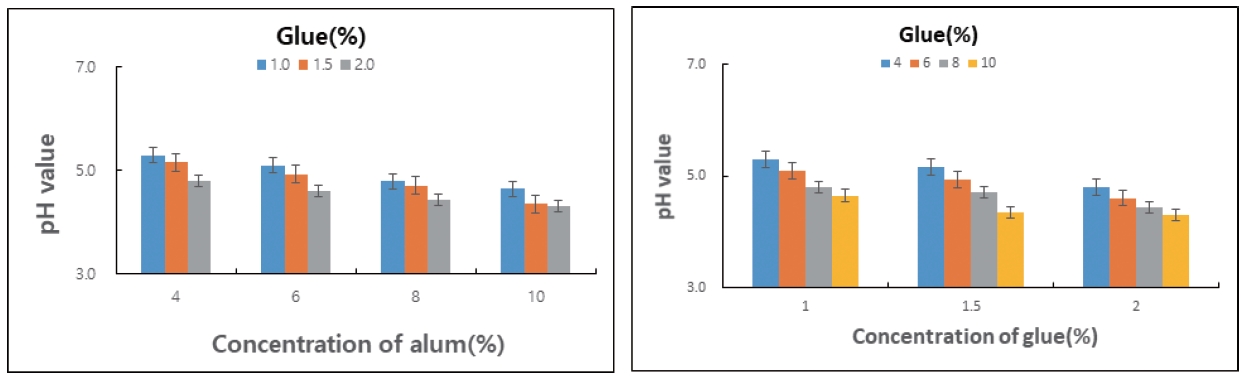
Table 2.
Properties of glue and alum sizing agent
아교의 주성분인 젤라틴은 18개의 아미노산으로 구성되어 있으며, 가수분해 시 glycine(21.4%), proline (12.4%), hydroxy-proline(11.9%), glutamic acid (10.0%), alanine(8.9%), arginine(7.8%), aspartic acid(6.0%), serine(3.6%) 등이 주요한 아미노산으로 나타났다.9,10) 젤라틴의 성분 중에서 glycine(21.4%), proline(12.4%), hydroxy-proline(11.9%), alanine(8.9%), serine(3.6%)은 중성 아미노산이며, arginine(7.8%)은 염기성 아미노산이다. glutamic acid(10.0%), aspartic acid(6.0%)는 산성 아미노산이다. 아교의 첨가량이 증가하면 중성 아미노산의 함량이 가장 높아지고, 산성 아미노산, 염기성 아미노산의 함량도 소량 높아지기 때문에 pH가 적은 폭으로 낮아지는 경향을 나타냈다고 생각된다.
백반의 황산이온은 수분과 결합하여 산을 형성하기 때문에 백반의 양이 증가할수록 강산을 띠게 된다. 산은 한지의 노화를 가속시키기 때문에 교반수 제조 시 아교와 백반의 첨가량을 줄이는 것이 적합할 것으로 판단된다.
3.1.2 점도 측정
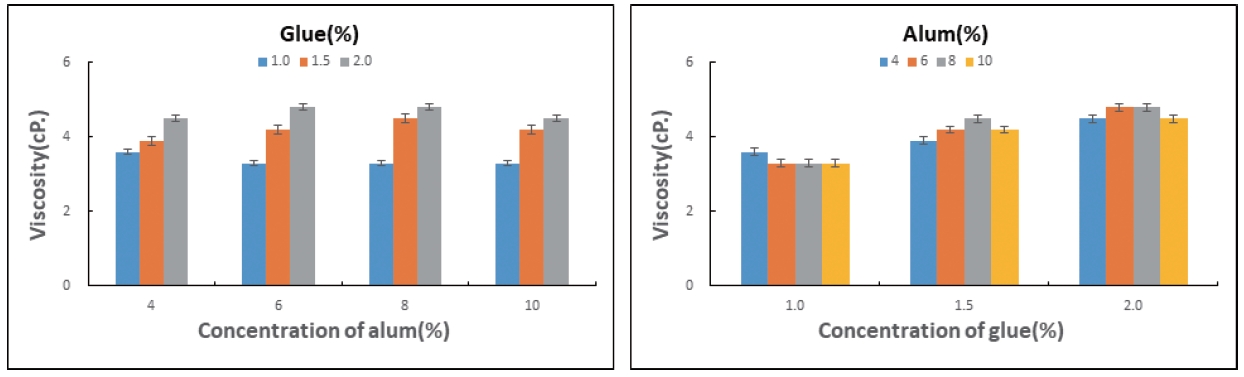
혼합비에 따른 점도의 변화를 Fig. 2와 Table 2에 나타 냈다. 점도는 아교 농도, pH, 염의 종류와 농도, 온도에 따라서 영향을 받는다. 교반수의 점도 측정 결과 아교의 농도가 높을수록 점도가 높게 나타났다. 백반은 아교의 농도에 따라 다르게 나타났다. 1.0% 아교수, 백반 10% 혼합한 교반수의 점도가 3.30 cP으로 가장 낮았으며, 2.0% 아교수, 백반 6%, 8% 혼합한 교반수의 점도는 4.50 cP으로 가장 높았다. 아교의 농도가 낮고 백반의 농도가 높을 때 점도가 낮았으며, 아교의 농도가 높고, 백반의 농도가 낮을 때 점도가 높은 경향을 나타냈다. 1.0% 아교수의 경우 백반 4%, 1.5% 아교수의 경우 백반 8%, 2.0% 아교수의 경우 백반 6%. 8%를 첨가한 교반수의 점도가 높게 나타났다. 아교수에 황산알루미늄을 첨가하면 점도가 증가한다.11) 아미노산의 카복실산 음이온(-CO2-)과 백반의 알루미늄 이온이 가교결합하여 아교의 물성을 소수성으로 변화시킨다. 아교와 백반의 가교결합이 충분하게 이루어진 혼합비는 점도가 높게 나타났으며, 백반의 첨가량이 적은 경우는 가교결합이 잘 이루어지지 않고, 백반의 첨가량이 많은 경우 산 성분에 의해 단백질이 가수분해되어 점도가 낮게 나타난 것으로 판단된다.
3.2 아교포수 특성 분석 결과
3.2.1 중량증가율
아교포수 한지의 중량증가율을 Figs. 3, 4 및 Table 3에 나타냈다. 아교포수 후 중량증가율은 원지보다 모두 증가하였다. 교반수의 점도가 낮은 1.0% 아교수, 백반 10% 혼합한 교반수로 1회 포수 시 가장 낮은 중량증가율을 보였으며, 2.0% 아교수, 백반 4% 혼합한 교반수로 2회 포수 시 가장 높은 중량증가율을 보였다. 홑지와 음양지의 경우, 음양지보다 홑지의 중량증가율이 높았다. 이러한 결과는 교반수의 점도, 홑지와 음양지의 평량과 관련이 있을 것으로 판단된다.
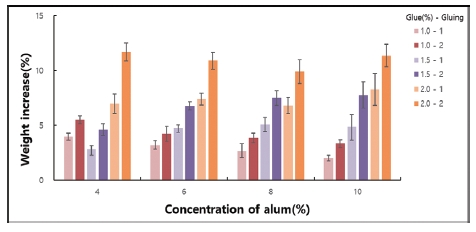
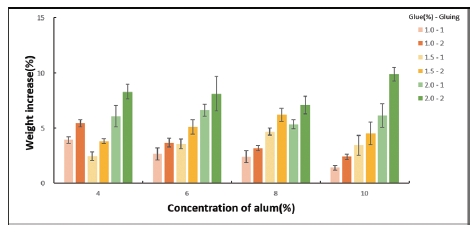
Table 3.
Properties of weight increase of Hanji according to glue and alum mixing ratio
3.2.2 광택도
홑지 광택도는 Figs. 5, 6에, 음양지의 광택도는 Figs. 7, 8에 각각 나타냈다. 광택도는 홑지와 음양지 모두 1회 포수 시 원지보다 감소하는 경향을 보였으며 2회 포수 시광택도가 증가하는 것으로 나타났다. 홑지의 경우 2회 포수 시 1.0% 아교수, 백반 4% 조건에서 가장 광택도가 높았으며, 1.5% 아교수, 백반 8%, 6%, 10% 순으로 나타났다. 음양지의 경우 2회 포수시 1.5% 아교수, 백반 10%의 비율이 가장 광택도가 높았으며 1.0% 아교수, 백반 10%, 1.5% 아교수, 백반 6%, 1.0% 아교수, 백반 6%의 비율 순으로 나타났다.
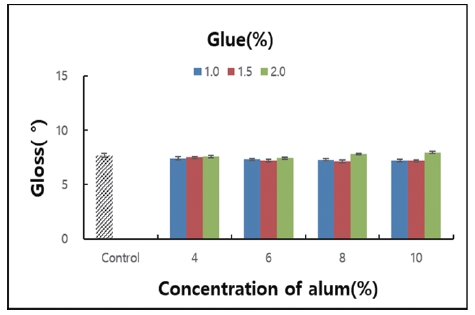
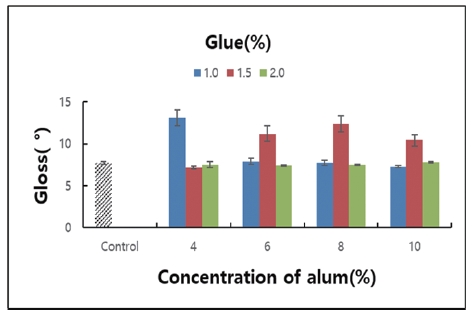
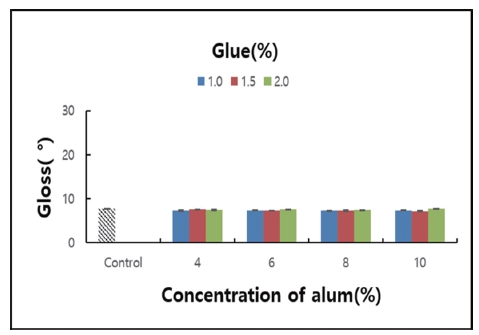
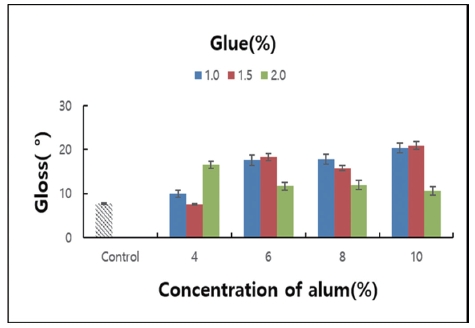
백반의 첨가량이 많고 아교수의 농도가 낮은 경우 광택 도가 높아지고, 아교수의 농도가 높은 경우 광택도가 낮아지는 경향을 나타냈다. 홑지의 경우 평량이 낮기 때문에 1.0% 아교수, 백반 4% 비율인 저농도의 교반수로 사이징 처리가 가능하였고, 음양지의 경우는 홑지에 비해 종이의 평량이 높기 때문에 교반수의 농도도 홑지에 비해 높게 나타났다.
3.2.3 접촉각 측정
아교포수 한지의 접촉각 측정결과는 Table 4에 나타냈다. 접촉각은 고체 표면에 일정량의 액체를 떨어뜨려 고체와 액체의 접촉각을 측정하는 것으로, 일반적으로 θ=0° 일 때는 완전 젖음, θ>90°보다 크면 액체는 고체 표면을 적시지 않고, θ<90°보다 작으면 액체가 고체 표면을 적신다.12) 한지 원지의 경우 접촉각은 액적의 침투 속도가 너무 빨라 접촉각 측정이 불가능한 완전 젖음 상태를 나타 냈다. 홑지의 경우 1.5% 아교수, 백반 10% 비율로 1회 포수 시 105.0°로 가장 크게 나타났으며, 1.5% 아교수, 백반 8% 비율, 2.0% 아교수, 백반 8% 비율 순으로 나타났다. 1.0% 아교수, 백반 4% 비율의 2회 포수 시 88.7°로 가장 작게 나타났다. 음양지의 경우 2.0% 아교수, 백반 10% 비율의 1회 포수 시 가장 크게 나타났으며, 1.5% 아교수, 백반 6%, 8% 순으로 크게 나타났다. 2.0% 아교수, 백반 4% 비율의 2회 포수 시 68.4°로 가장 작았다. 홑지와 음양지 모두 1회 포수 시 아교와 백반의 혼합비에 관계없이 사이징 효과를 보였다. 접촉각은 홑지와 음양지 모두 1회 포수 시에 크게 나타났으며, 백반 8%, 10% 비율이 첨가된 교반수에서 크게 나타났다. 홑지와 음양지 모두 2회 포수한 경우 1회 포수 시보다 접촉각이 작게 나타났다. 한지 위에 아교포수하면 공극을 메워주게 되는데, 1회 포수 시보다 2회 포수한 경우 공극이 많이 메워져 한지 표면이 매끄러워져 거칠음도(roughness)가 감소하고, 한지 위의 교반수층이 정착되어 접착을 할 수 있는 표면적이 넓어져 접촉각이 1회 포수 시보다 감소한 것으로 생각된다.12)
Table 4.
Contact angle of Hanji after gluing according to glue and alum mixing ratio
4. 결 론
아교포수 시 사용되는 아교와 백반의 적정 혼합비를 찾고자, 각각 교반수의 pH, 점도 측정을 통해 교반수의 특성에 대해 검토하고, 각각의 교반수를 1회, 2회 포수한후 한지의 중량증가율, 광택도, 접촉각을 측정하여 포수의 특성을 분석하였다. 교반수 제조 시 고농도의 아교와 백반으로 제조한 교반수는 산성이며, 저농도의 아교와 백반으로 제조한 교반수는 약산성으로 나타났다. 교반수의 점도는 아교와 백반의 비율이 적정한 경우에 점도가 높게 나타났으며, 아교수에 비해 백반의 농도가 낮거나 높은 경우 점도가 낮게 나타났다. 교반수 점도가 높아질 수록 중량증가율은 증가하였고, 점도가 낮을수록 중량증가율은 감소하였다. 광택도는 교반수의 아교와 백반의 혼합비에 관계없이 2회 아교포수 시 증가하였고, 백반 6% 이상 첨가한 교반수의 광택도가 높게 나타났다. 접촉 각은 홑지의 경우 교반수의 아교와 백반의 혼합비에 관계없이 90°<θ<110° 범위로 나타났으며, 음양지의 경우 80°<θ<110° 범위로 나타났다. 홑지와 음양지 모두 1회 포수 시보다 2회 포수 시에 접촉각이 감소하였다.
