

1. Introduction
With the wide-spreading industrialization and the globalization, environmental pollution, and climate change are becoming more severe and, thus, efforts to secure international competitiveness in the paper industry along with the rapid economic progress of developing countries are urgently required. To overcome this situation, each country has been continuously attempting to reduce the energy consumption and production costs by optimizing the papermaking process,1-5) its control,6,7) rebuilds,8) and developing new energy-efficient technologies.9) According to a recent survey about practical strategies for reducing energy consumption in the manufacturing process,10) there are very few ways to reduce energy consumption with little capital expenditure, such as replacing the pulp fibers with a fillers or increasing ash content.
Despite the few attempts to reduce energy consumption by increasing the ash content, this approach has been applied to fine paper,11) tissues and non-woven fabrics,12) and linerboard and corrugating media.13) However, high filler loading has the major drawback of a significant paper strength loss, which is mainly attributed to the sterical interference of the inter-fiber bonding by the filler particles.14) In addition, low wet-web strength leads to frequent sheet breaks and, consequently, poor machine runnability.15,16) Therefore, various methods to increase the ash content without sacrificing the paper strength have been tested, such as filler modification,17-21) preflocculation,22) and application of dry strengthening agents,23) nanocellulose,24) and microfibrillated cellulose (MFC)-filler mixtures.25,26)
This study aimed to evaluate the possibility of reducing the energy consumption through the addition of ground calcium carbonate (GCC 75F) in the linerboard manufacturing process. The GCC composite with MFC was also tested to solve the strength reduction issue due to the use of an inorganic filler. Although maintaining the strength is also important, this study was focused on the effect of ash content increasing by filler addition on the energy-saving potential, while future studies will investigate how to increase the ash content while maintaining the strength.
2. Materials and Methods
2.1 Materials
Industrial linerboard was used as a Korean old corrugated container (KOCC) for manufacturing the linerboard. GCC 75F (Tae Kyung Industrial, Co., Ltd.) was used as filler, and GCC 45F (average particle size 3.9 μm, wire abrasiveness 195 mg), which is not utilized as a filler due to its high wire abrasiveness, was used for GCC composite. The KOCC freeness and ash content were 320 mL Canadian standard freeness and 12.13%, respectively. Hardwood bleached kraft pulp was used for MFC manufacturing. Amphoteric polyamines (M-350, Songkang) and amphoteric polyacrylamide (MS-4, Songkang) were used as polymeric materials to manufacture the GCC composite. Cationic polyacrylamide (CPAM) was used for filler retention.
2.2 Manufacture of MFC and GCC composite
MFC (Fig. 1) was manufactured by grinding the hardwood bleached kraft pulp five times with a laboratory grinder (Super Masscolloider, Masuko Sangyo, Japan). During this process, the pulp consistency and the grinder clearance were adjusted to 2% and -180 μm, respectively; since the pulp consistency tends to increase when passing through a grinder, it was adjusted to 2% before grinding each time. The pulp was entirely fibrillated and the shape of its fibers was no longer observed.
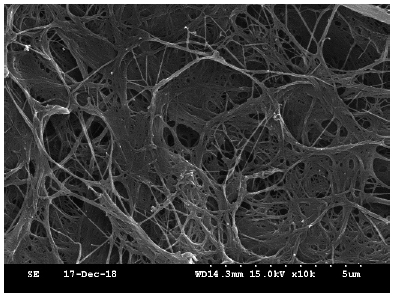
Fig. 1.
Scanning electron microscopy image of microfibrillated cellulose manufactured from hardwood bleached kraft pulp.
The GCC composite was manufactured under the conditions summarized in Table 1. The raw materials were introduced in the following order: GCC (45F), M350, MFC, and MS-4. After the addition of each raw material, stirring was carried out at 1,000 rpm for 5 min. Then, the resulting GCC composite was further stirred at 3,000 rpm for 5 min to obtain a more stable and homogeneous particle size. The average particle size and wire abrasiveness of the as-prepared GCC composites were, respectively, 10.26 μm and 116 mg, which is lower than the wire abrasiveness of GCC (75F, average particle size 1.44 μm, wire abrasiveness 160 mg), which is currently used as a filler.
2.3 Linerboard manufacturing and testing
The linerboard was manufactured under the conditions summarized in Table 2. The grammage of the pulp sheet was adjusted to 170 g/m2 and CPAM was used as the retention agent. The handsheets prepared under the adopted conditions were pressed at 50 psi for 5 min and, then, the solid content was measured to investigate the effect of ash content increasing on dewatering. Moreover, to measure the drying speed, wet handsheets pressed under the same condition (50 psi) were dried four times at a rate of 100 mm/min by using a laboratory drum drier heated to 120℃. The ash content of the linerboard manufactured under each condition were measured and are also summarized in Table 2. The comparison between GCC (75F) and GCC composite when applying the same amounts of filler (15%) and retention agent (0.01%) revealed a filler retention by GCC composite (62%) about three times higher than that by GCC (75F). To investigate the effect of ash content increasing on the physical properties of linerboard, the ash content (T211), bulk (T220), air resistance (T460), tensile index (T494) (including strain and TEA), tear index (T414), burst index (T403), and Taber stiffness (T566) of the handsheets prepared under the conditions summarized in Table 2 were measured according to the TAPPI Standard Test Methods.
3. Results and Discussion
3.1 Dewatering in wet pressing and drying
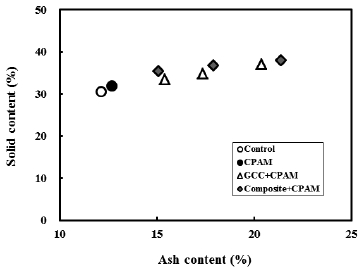
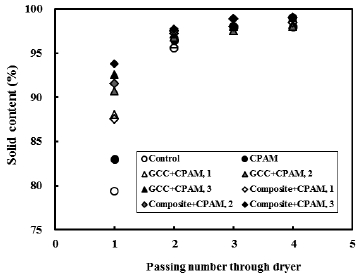
This study aimed to reduce the energy consumption by improving the water removal in the wet pressing and drying steps of the papermaking process. GCC (75F) and GCC composite were used as fillers to increase the ash content and consequently improve the water removal. As shown in Fig. 2, the dewatering improved linearly as the ash content increased, with no significant difference between using GCC (75F) and GCC composite. To observe the water removal behavior in drying, the manufactured handsheets were dried at 120℃ at a speed of 100 mm/min by using a laboratory drying cylinder and their moisture content was measured every time they passed through the drier. As the ash content increased, the water removal effect was significantly improved in the initial drying and there was no significant difference thereafter, as shown in Fig. 3; the GCC composite was more effective than GCC (75F) in enhancing the water removal. Andersson et al.13) reported that adding GCC as a filler in the production of linerboard or corrugated media helps in reducing the steam consumption by simplifying the drying since it provides a more open and porous structure. Dong et al.11) were able to reduce the drainage time by 20% by using an ash content of 20% and to improve the solid content by 5% in wet pressing compared to unfilled paper.
3.2 Physical properties of linerboard
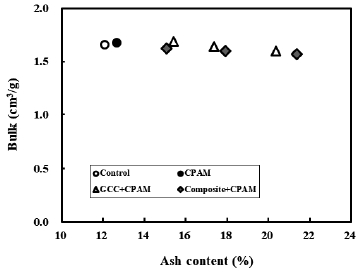
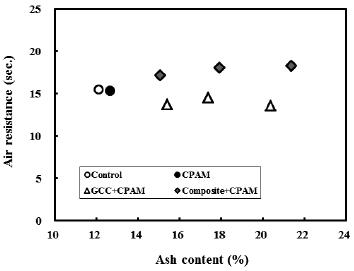
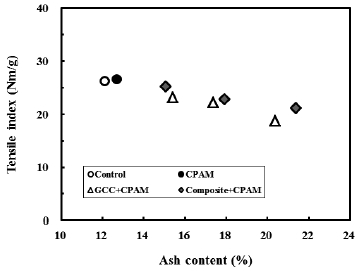
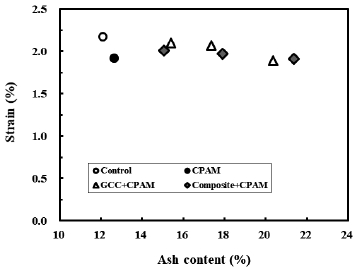
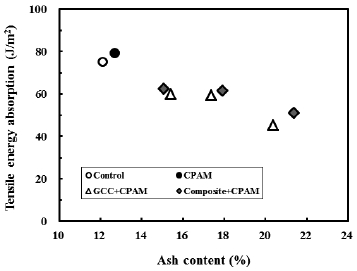
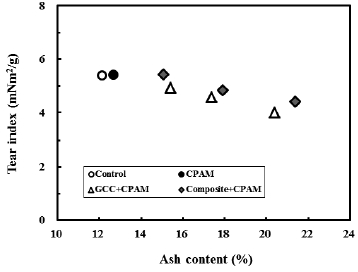
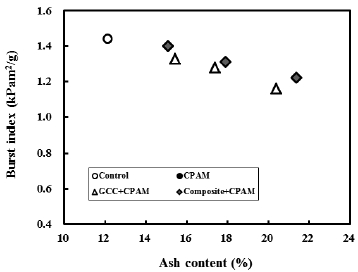
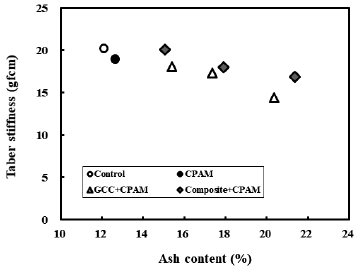
Although the filler addition in paper manufacturing can effectively improve the opacity and printability of the product and reduce the production costs and energy consumption, it sterically interferes the inter-fiber bonding and the resulting dry14) and wet-web15,16) strengths are remarkably lowered. Therefore, the physical properties of linerboard were measured to analyze the strength reduction with increasing the ash content. The paper bulk did not significantly decreased (only of about 4.8%) as the ash content increased by 10% and there was no significant difference between GCC (75F) and GCC composite (Fig. 4). However, the air resistance tended to decrease somewhat when using GCC (75F), while it slightly increased when the GCC composite was added (Fig. 5). These results might be attributed to the denser structure formed by the MFC used for composite manufacturing. The strain change was not significant even though the ash content was increased by 10% and there was no significant difference between GCC (75F) and GCC composite, as shown in Fig. 7. However, the tensile index (Fig. 6), tensile energy absorption (Fig. 8), tear index (Fig. 9), burst index (Fig. 10), and Taber stiffness (Fig. 11) decreased with increasing the ash content and the strength of the linerboard added with the GCC composite was higher than of that manufactured with GCC (75F). Nevertheless, this is not sufficient for applying the proposed GCC composite to reduce the energy consumption without strength loss. Therefore, it is necessary to use an additional strengthening agent or to further improve the performance of the GCC composite.
4. Conclusions
The environment deterioration has reached such an extent that it is having a direct impact on human life and climate change is also intensifying due to continuous industrialization and urbanization. Various efforts have been made by industries, committees, and governments around the world to reduce these phenomena. The paper industry is also attempting to reduce the energy consumption via processing improvement and optimization, and to develop energy-efficient technologies for carbon emission reduction. This study aimed to evaluate the possibility of reducing the energy consumption by increasing the ash content in the linerboard manufacturing through the addition of GCC (75F) and GCC composite as fillers.
As the ash content increased, the solid content of the linerboard accordingly increased after wet pressing, with no significant difference between using GCC (75F) and GCC composite. After drying, the solid content was significantly improved in the initial drying as the ash content increased, with a better result when using the GCC composite.
The bulk of linerboard was slightly reduced with increasing the ash content, but there was no significant difference between GCC (75F) and GCC composite. The air resistance also decreased when adding GCC (75F), but it increased slightly when using the composite compared to GCC (75F). The strain slightly changed even though the ash content was increased by 10%, with no significant difference between GCC (75F) and GCC composite. However, the tensile index, tensile energy absorption, tear index, burst index, and Taber stiffness decreased with increasing the ash content and the strength of the linerboard added with the GCC composite was higher than of that manufactured using GCC (75F).
Nevertheless, this is not enough for the application of the proposed GCC composite to reduce the energy consumption without strength loss. Therefore, it is necessary to use an additional strengthening agent or to further improve the performance of the GCC composite to maintain the strength properties of linerboard while increasing the ash content.
