

1. Introduction
Although paper breaks can lead to a large economic loss in the paper mill, papermakers cannot totally avoid them from happening.1) What they can do is to reduce the frequency of breaks. Page et al. showed that wet web stretch is proportional to the curl index irrespective of fiber sources.2) The authors also suggested that fiber curl treatment causes paper stretch (strain to failure in percent in a tensile test).3) Furthermore, Roh et al. demonstrated that the highest fracture energy was observed where the highest wet web stretch was measured.4)
To induce fiber curl for the wood chemical pulp, commercial mechanical devices, such as Frauta pulper, disperser, and screw press, can be used at a high pulp consistency.2) In a lab experiment, a Hobart mixer caused fiber curl very conveniently.5) Fiber curl treatment usually increases the paper stretch, but decreases tensile and burst strength. Further refining treatment on curled fibers at a low consistency increases strength properties while keeping paper stretch high.5)
Roh et al. showed a low fracture toughness for paper at a low dryness level on a paper machine. They also demonstrated that the papers made with softwood pulp fibers, among other fibers, give the highest fracture toughness and the maximum fracture toughness was shown at ca. 80% dryness.4) The influencing factors for fracture energy include the dryness of the web, fiber types (mechanical or chemical pulp, softwood or hardwood), refining degree, paper machine speed, wire type, wet press type, size press type, and web tension.6) In the present study, we focused on the first three factors (web dryness, fiber type, and refining degree). Other factors are mainly due to the paper machine itself, which is difficult and expensive to change.
The measurement of fracture energy is not easy, even nowadays. Paper is a nonlinear viscoelastic material and, therefore, linear elastic fracture mechanics is not applicable to it; however, elastic- plastic fracture mechanics can be applied. In this study, essential work of fracture7-11) and the stress-widening curve method12), both of which are applicable to nonlinear elastic materials, were used to estimate fracture energy.
2. Materials and methods
2.1 Materials
We used SwBKP (softwood bleached kraft pulp: a mixture of hemlock, Douglas fir, and cedar, Canada) and HwBKP (hardwood bleached kraft pulp: a mixture of aspen and poplar, Canada). The curled fibers were prepared by the Hobart mixer treatment5) for 3 hours in 10% consistency at room temperature for each furnish; then, they were refined to three levels in a valley beater for making handsheets. The physical properties of the sample are shown in Table 1, where breaking length and stretch were averages of at least 10 measurements. The solid contents of the wet paper webs were controlled by changing the drying times (40%, 60%, 80%, and 95%). We made square handsheets with a Williams type square handsheet former (Daelim Paper Machinery Co. in Korea). After wet pressing, we applied the predetermined drying time for the wet webs, and sampled small pieces from the wet webs to measure their dryness levels. After the wet webs were dried to the desired solid content, they were put into a vinyl folder and sealed. This vinyl- bagged wet web was bagged again with a larger vinyl folder and then sealed. The double-time bagged wet web was preserved in a refrigerator until testing. We checked the solid contents of the sample after 3 weeks in the refrigerator and no significant property changes were observed.4)
Table 1
Physical properties of the fiber furnishes refined to different freeness levels (Dried and conditioned handsheets at standard condition, ISO 187)
2.2 Physical testing
When testing the samples, we brought the sample in the vinyl folder and cut the sample to the desired shape with the vinyl still attached. After the sample was securely connected between the grips in the tensile tester (Micro 350 tensile tester; Testometrics, UK), we removed the vinyl and ran the test. After the test, we measured the weight of the sample and checked its solid contents. No significant differences in the solid contents of the samples before and after the test were observed.
2.3 Fracture energy measurement
Deep double-edge notched tension specimens (DENT) containing varying ligament lengths were used in the measurement method of essential work of fracture. As the ligament length of the specimen changes, the total strain energy of the specimen changes as well. The intercept of the line, which is drawn from the linear relationship between ligament length and total strain energy, is called the essential work of the fracture. It is already well established that the essential work of the fracture is an appropriate estimate of the fracture behavior of a material, independently of the specimen’s size and shape. The listed references5-10) describe the method in detail.
Another way of measuring fracture toughness used in the present study was the stress-widening curve method at the stable fracture region suggested by Tryding.5,12) In this method, the specimen dimension should be controlled in such a way that the specimen fails at the stable fracture region in the tensile test. To ensure that the fracture occurs at the stable fracture region, one should find an appropriate length-to-width ratio of the specimen before the fracture test. In our experiment, we used the specimen dimension of 50 mm in width and decided on the span length depending upon the dryness level before the experiment by pretesting. For 40% and 60% dryness cases, the span length of 50 mm; for 80% dryness, the span length of 25 mm; and for 95% dryness, the span length of 15 mm were chosen, respectively. At those length-to-width ratios, no unstable fractures or abrupt breaks of the samples were found.
Fracture energy is defined as the square of fracture toughness value divided by Young’s modulus. Fracture energy can be measured directly from the essential work of fracture and Tryding’s stable fracture widening method, and we used the fracture energy for the analysis of the fracture tendency evaluation of the paper web.
3. Results and discussions
3.1 Curl treatment effects
The effect of fiber curl treatment is shown in Fig. 1 for softwood fiber furnish and Fig. 2 for hardwood fiber furnish, respectively. There was a significant loss of breaking length in softwood by the curl treatment; however, a large gain in hardwood in the figures was observed. Stretch was increased for both fiber furnishes by the curl treatment. Stretch increase was expected, as Page et al. showed in their study. If there was no refining after curl treatment, there would be breaking length loss.2) As demonstrated by Seo et al., refining after curl treatment usually straitens curled fibers and increases both tensile strength and stretch. In this case, softwood showed exceptional behavior. It was concluded that there were too many curls to be recovered by the curl treatment of the long fibers, such as softwood fiber furnish in this case.
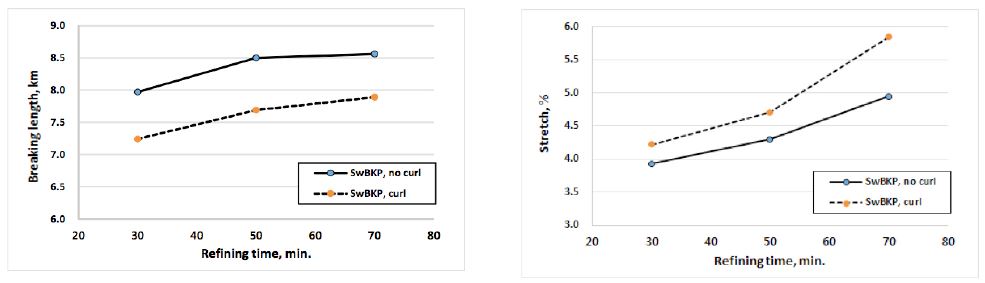
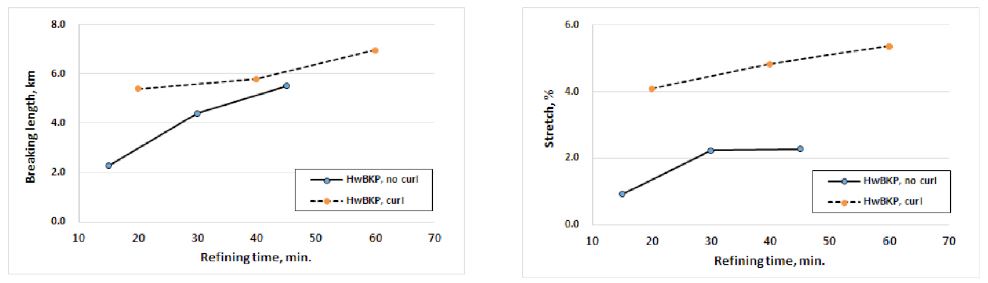
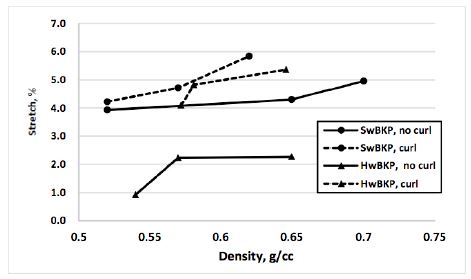
Fig. 3 shows the effects of curl treatment on stretch increase for both furnishes. Hardwood fiber furnish remarkably increased stretch, but softwood did much less than hardwood by the curl treatment. While large differences in stretch between two furnishes initially without the curl treatment were found, little differences were seen after the curl treatment.
3.2 Fracture energy
Fracture energy was measured in two different methods - namely, the essential work of fracture and the Tryding stress-widening method. Figs. 4 and 5 show the results of two fracture energy measurement methods at different dryness levels. We used the specific fracture energy, which is the fracture energy divided by its density, instead of fracture energy to mitigate the effects of paper sample density variation. There were no major differences between two fracture energy measurement methods with respect to curve shapes; however, minor differences were observed in the magnitude of the measured values. Two conspicuous conclusions can be made. One is that the curl-treated fiber furnishes yield higher fracture energy values than the untreated ones. The other is that the fracture energy is highest at 80% dryness level. This behavior has already been reported in a previous study.4)
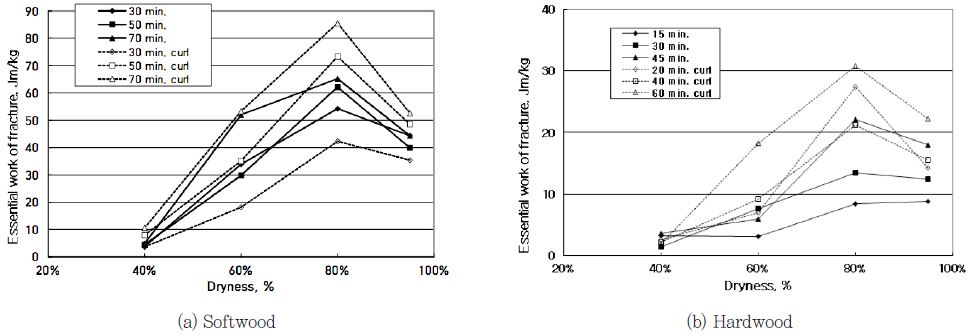
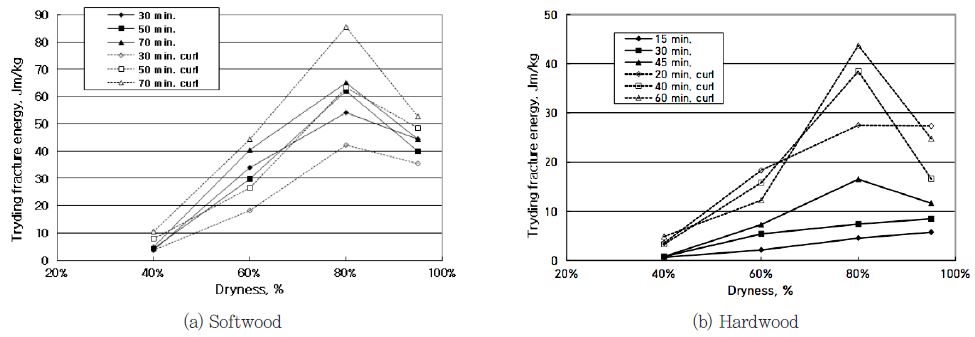
Fig. 5
Specific fracture energy measured at different dryness levels by Tryding stress-widening method.
The case of the softwood fiber furnish refined for 30 minutes was exceptional, where the curl treatment caused less fracture energy than the untreated one and the stretch at that refining level was not improved considerably either (see Table 1 and Fig. 3). Therefore, it appears that, for long-length fibers such as softwood fibers, curl treatment may not be so effective as for short fibers (hardwood fibers, in this case) in terms of improvement of fracture energy.
3.3 Fracture energy and stretch
Fracture energy has been reported to have a positive relationship with stretch.4)Fig. 6 and Fig. 7 show a closely positive relationship between the two factors again for the furnishes without curl treatment. Their regression coefficients (R) were over 0.9.
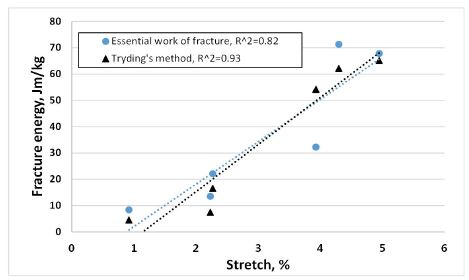
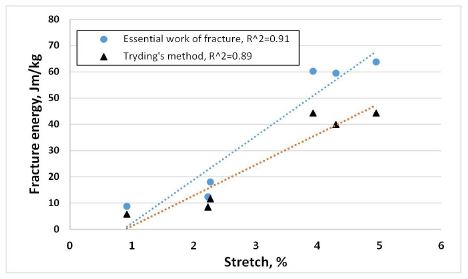
However, for the curl-treated fiber furnishes, their regression coefficients were below 0.5. The stretch of the curl treated furnish was increased to a narrow range of 4.0-5.5% while that of control furnish was 1.0-5.0%. We believe the variation of fracture energy measurement was high enough to give high regression coefficient for the curl treated furnish.
4. Conclusions
The curl treatment using a Hobart mixer was applied to the bleached kraft chemical pulp (softwood and hardwood) to find out its effect on fracture energy. The fracture energy of two different fiber furnishes with three refining levels were measured at four different dryness levels (40%, 60%, 80%, and 95%). Two different fracture toughness measurement methods-namely, the essential work of fracture and the Tryding stress-widening method -were used in the measurements. Based on the results of the present study, the following conclusions can be made:
* The essential work of fracture and the Tryding stress-widening method gave identical fracture energy values for different fiber furnishes and at various wet web dryness levels.
* The fiber curl treatment followed by refining treatment resulted in stretch increase.
* The fiber curl treatment also increased fracture energy. A positive relationship between stretch and fracture energy was observed.
* The fracture energy and stretch curves gave maximum values at ca. 80% dryness levels at different refining degrees.
