

1. 서 론
종이의 외양과 인쇄 적성을 향상시키기 위해 원지 표면에 안료를 코팅하여 도공지(아트지)를 생산한다. 국내에서 생산되는 도공지는 최소 70 g/m2에서 최대 400 g/m2에 이르기까지 다양한 평량대로 생산이 되고 있다. 비교적 낮은 평량대의 도공지는 백화점 등의 광고용 전단지로 많이 사용되고 있으나, 도공지의 평량별 최종 용도가 항상 정해져 있는 것은 아니다. 유사한 수준의 낮은 평량을 가지는 도공지라 할지라도 도공량에 따라 전단지 뿐만 아니라 고급 인쇄물 및 달력 등의 용도로도 사용될 수 있다. 200 g/m2 이상의 비교적 높은 평량대의 도공지는 주로 화장품, 식품, 담배 등의 고급 포장용기로 많이 활용되며, 달력 및 화보용으로도 활용된다. 도공지는 각종 용도에 따라 인쇄소에서 인쇄와 접힘 공정(folding operation)을 거치게 된다. 도공지는 접힘 공정 중에 종이의 접힘 바깥쪽 방향에서 급격하게 큰 신장이 이루어지기 때문에 접힘에 의한 터짐(fold cracking)이 발생할 수 있다.1-3) 이는 최종 제품의 성능을 저해하는 대표적 품질 불만으로, 도공량이 증가하거나 원지 원료 조성이 열악해질수록 더욱 빈번하게 발생한다. 따라서 이를 줄일 수 있는 방안을 찾고 해결하는 것이 제조사의 최근 가장 큰 관심사 중의 하나라고 할 수 있다.
도공지의 접힘 터짐에 대한 원인을 찾기 위해 도공층 또는 도공원지 측면에서 연구가 진행되었다. 도공층의 경우 도공원지에 비해 상대적으로 두께가 얇고 강도가 약하기 때문에 접힘 터짐에 대해 매우 취약하다고 할 수 있다. 도공량, 안료 종류, 바인더 종류 및 첨가량 등이 도공지의 접힘 터짐에 영향할 수 있는 주요 인자들인 것으로 보고되고 있다.1,4-7) 특히 이중, 삼중 도공으로 전체적인 도공량이 늘어나고, 전분 또는 바이오 라텍스와 같은 코바인더의 사용량이 증가하면서 접힘 터짐 문제가 더욱 심화되고 있는 실정이다. 도공원지의 경우 접힘 시도공층보다 안쪽에 위치하기 때문에 원지에 문제가 생길 경우 전체적인 터짐이 더 심화될 수 있다. 침엽수 섬유 함량을 늘리거나 지력증강제 첨가를 통해 원지의 강도를 무조건 높이는 것이 접힘 터짐에 대한 해결책이 될 것으로 생각할 수 있으나, 150 g/m2 평량대 원지로 제조된 도공지의 경우 소량의 침엽수 섬유를 혼합하는 것이 접힘 터짐을 최소화할 수 있었고 지속적인 원지의 강도 증가는 오히려 접힘 터짐을 심화시키는 것으로 보고되었다.8) Barbier 등2)은 원지의 두께가 접힘 터짐에 영향한다고 보고하였으며, 따라서 평량 200 g/m2 이상의 고평량 도공지의 경우 동일한 원료 조건에서도 터짐의 정도가 증가하거나 원지 조건에 따른 터짐의 변화 양상이 다르게 나타날 수 있으므로 이에 대한 연구가 필요하다.
따라서 본 연구에서는 평량 250 g/m2의 고평량 도공원지를 이용하여 도공지를 제조하고, 원료 구성이 도공지의 접힘 터짐에 미치는 영향을 평가함으로써 기존의 연구8)와 비교, 분석하였다. 또한 고평량 도공지 중에서도 상자로 사용되는 경우는 접힘 공정 이전에 괘선 처리(creasing)가 이루어지지만, 그 밖의 용도로 활용될 경우에는 목적 및 인쇄소에 따라 괘선 처리 유무가 상이하다. 따라서 접힘 공정 이전에 도공지에 대해 괘선 처리를 실시하여 괘선 처리가 접힘 터짐에 미치는 영향을 평가하였다. 또한 고평량 도공지의 도공원지를 다층 구조로 제조하고 다양한 원료를 사용함으로써 접힘 터짐을 완화시킬 수 있는 방안을 모색하고자 하였다.
2. 재료 및 방법
2.1 공시재료
도공원지 제조를 위해 공시펄프로서 활엽수 표백 크라프트 펄프(HwBKP), 침엽수 표백 크라프트 펄프(Sw-BKP), 표백 화학열기계펄프(BCTMP) 및 국산 골판고지(KOCC)를 사용하였다. 내첨 사이즈제로 AKD(alkyl ketone dimer)를 사용하였다. 도공액 제조 시 2 ㎛ 미만 입자의 비율이 각각 61%와 98%인 두 종류의 중질 탄산칼슘을 각각 pre 도공층과 top 도공층의 도공안료로 사용하였다. 바인더로 SB latex A(Tg: -19.0℃)와 B(Tg: -6.0℃)를 사용하였고, 코팅용 에스테르 전분과 CMC를 사용하였다. 그 밖에 분산제, 내수화제, 윤활제 그리고 NaOH 용액을 사용하였다.
2.2 실험방법
2.2.1 도공원지 제조
실험용 Valley beater를 이용하여 활엽수 표백 크라프트 펄프와 침엽수 표백 크라프트 펄프를 해리한 후 각각 여수도 450 mL CSF, 600 mL CSF가 되도록 고해하였다. 고해된 활엽수 및 침엽수 표백 크라프트 펄프의 무게비가 각각 100:0, 90:10, 80:20, 70:30, 60:40, 50:50이 되도록 혼합하여 교반한 후, 내첨 사이즈제인 AKD를 전건 섬유 무게 대비 0.1% 투입하여 1분간 반응하였다. AKD 반응 직후 사각 수초지기를 이용하여 평량 250 g/m2이 되도록 수초하였다. 쿠치 및 압착 후 120℃의 드럼 드라이어를 이용하여 건조하였다.
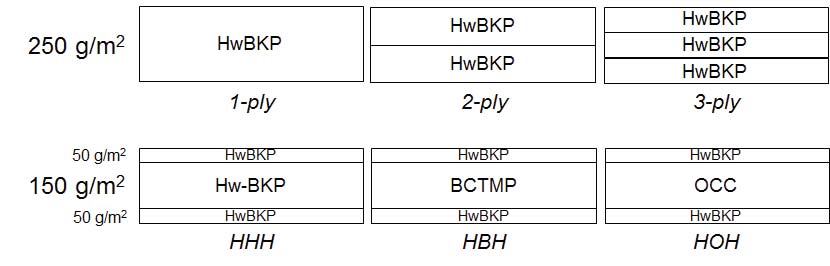
다층 구조의 도공원지를 제조하기 위해 여수도 450 mL CSF의 활엽수 표백크라프트 펄프와 표백 화학열기계펄프 및 국산 골판고지를 사용하였다. 표백 화학열기계펄프와 국산 골판고지는 각각 저농도 해리기를 이용하여 해리한 후 사용하였다. 다층 구조 및 펄프 섬유 구성은 Fig. 1과 같이 하였다. 먼저 도공원지 평량 250 g/m2에 대하여 활엽수 표백 크라프트 펄프를 이용하여 동일 평량으로 나누어 2-ply, 3-ply 다층 원지를 제조하고, 이를 통해 다층 구성에 따른 접힘 터짐 양상을 평가하고자 하였다. 또한 top, middle, bottom층의 평량을 각각 50 g/m2, 150 g/m2, 50 g/m2으로 달리하여 평량 구성에 따른 영향을, 그리고 middle층의 원료를 BCTMP(HBH) 또는 OCC(HOH)로 달리하여 원료 구성에 따른 영향을 평가하고자 하였다. 내첨 사이즈제인 AKD를 전건 섬유 무게 대비 0.1% 투입하여 1분간 반응시킨 후, 사각 수초지기를 이용하여 각각의 층을 수초하였다. 수초 후 각 층의 경계면에 충분한 물을 분사한 후 5분간 압착시키고, 120℃의 드럼 드라이어를 이용하여 건조하였다. 건조된 수초지는 온도 23℃, 상대습도 50%의 항온 항습 조건에서 24시간 이상 조습처리 하였다. 코팅하기에 앞서, 제조된 도공원지는 실험용 소프트닙 캘린더를 이용하여 선압 42 N/m, 온도 60℃에서 캘린더링 처리하였다.
2.2.2 도공액 조제 및 코팅
제조된 도공원지 위에 일정한 조성분의 도공액으로 편면 이중도공하기 위해 Table 1과 같이 pre 도공층과 top도공층의 도공액을 조제하였다. Maiyo coater를 이용하여 100 m/min의 속도에서 rod-blade 코팅을 실시하였다. 도공 후 130℃의 열풍과 100℃ IR을 이용하여 건조하였고 온도 23±1℃, 상대습도 50±2%의 항온항습 조건에서 24시간 이상 조습처리 하였다. Pre 도공층의 도공량은 약 18 g/m2, top 도공층은 약 21 g/m2 이었다.
Table 1.
The formulations of pre- and top-coating colors
2.2.3 도공지 인쇄
RI tester를 이용하여 붉은색 잉크(Tack value: 10)를 도공면에 인쇄하여 발생한 터짐의 식별이 용이하도록 하였다. 다층 도공지의 경우 층간 분리를 피하기 위해 롤을 이용하여 수동으로 인쇄를 실시하였다. 한 번 인쇄시 0.6 cc의 잉크량으로 총 2회 인쇄를 실시하였다.
2.2.4 괘선 처리
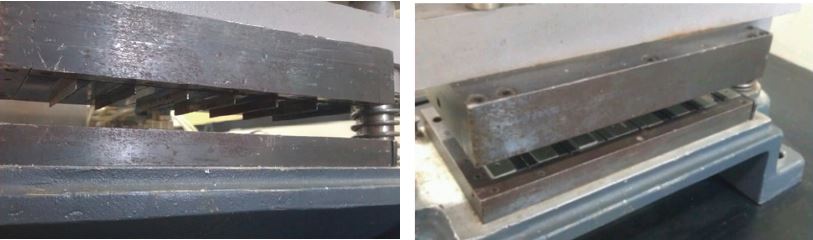
Fig. 2의 실험용 괘선 기기를 이용하여 도공면에 괘선 처리를 실시하였다. 괘선 기기 상단부에 존재하는 괘선을 넣을 수 있는 룰러(ruler)를 아래에 놓인 종이쪽으로 하강하여 종이와 닿게 한 후 압력을 가하면 괘선이 발생한다. 폭이 약 0.95 mm인 룰러를 이용하여 괘선 처리를 실시하였다.
2.2.5 도공지의 접힘 터짐 평가
Gravimetric water retention meter(AA-GWR) 또는 실험용 프레스를 이용하여 1초 동안 도공지의 접힘을 실시하였다. 괘선 처리된 샘플의 경우 도공면(인쇄면)에 괘선 처리 후 괘선이 들어간 면이 바깥쪽이 되도록 AAGWR을 이용하여 접힘을 실시하였다. 접힘 이후 접힘면 안쪽의 각도가 30°가 되도록 거치대에 샘플을 올린 후 터짐이 발생한 부분을 스캔하였다. 스캔하여 얻어진 이미지를 binary 이미지로 전환 후 이미지 분석을 실시하였으며, Eq. 1과 같이 전체 이미지 면적 대비 터짐이 발생된 부분의 면적 비를 fold cracking라고 정의하고 이를 평가하였다.8)
2.2.6 도공지의 단면 관찰
도공지의 접힘 터짐 부분의 단면을 관찰하기 위해서 연삭(grinding)과 연마(polishing)를 실시하였다. 일반적으로 사용하는 razor blade를 사용하여 시편을 제작하면 접힘 과정에서 이미 파괴된 도공층이 추가적으로 파괴될 가능성이 있기 때문에, 본 연구에서는 레진으로 함침고정하여 시편을 제작하였다. Epofix resin(Struers)과 hardner(Struers)를 무게비로 25:3으로 섞은 후 도공지 단면 샘플을 함침시키고, -0.99 bar의 진공 조건에서 약 8분 동안 시료 내에 존재하는 기포를 제거한 후 상온에서 24시간 이상 건조하였다. LaboPol-5(Struers)연삭·연마 장비로 연마지와 다이아몬드 입자를 이용하여 단면을 연삭 및 연마 처리하였다. FE-SEM(-SUPRA, Carl Zeiss, Germany)를 이용하여 다층지의 단면을 관찰하였다. 20 mA에서 100초 동안 백금 코팅을 실시하였고, 가속전압 15 kV 및 BSE(Back scattering electron) 모드에서 이미지를 얻었다.
3. 결과 및 고찰
3.1 펄프 섬유 혼합비 및 평량에 따른 도공지의 접힘 터짐
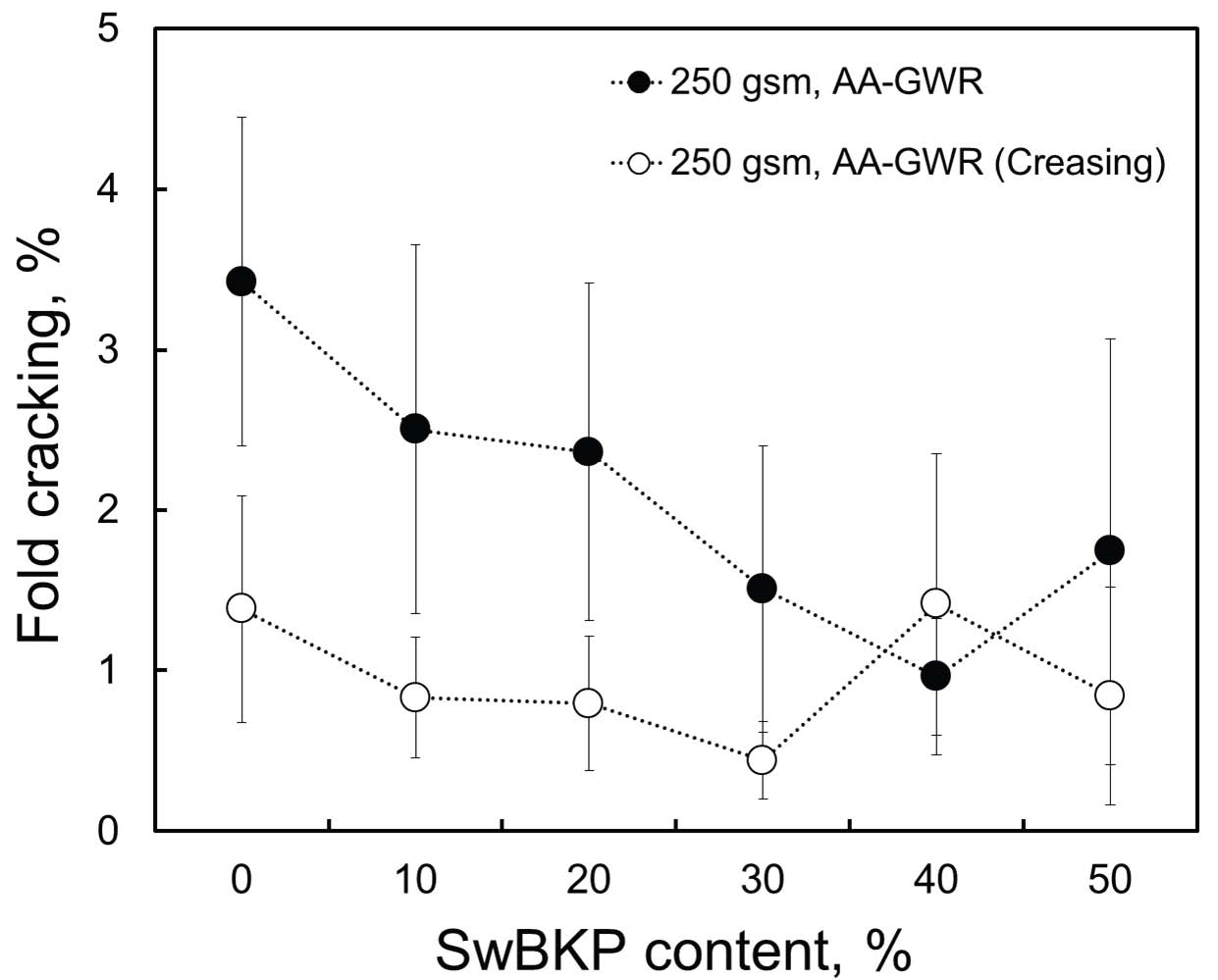
본 연구에서는 평량 250 g/m2 도공원지로 제작한 도공지의 접힘 터짐 양상을 평량 150 g/m2 도공원지로 제작한 도공지 결과8)와 비교하고자 하였다. Fig. 3은 펄프 섬유 구성 성분을 달리하고 최종 원지 평량을 각각 150 g/m2, 250 g/m2으로 하여 제작된 도공지의 접힘 터짐 결과를 비교한 그래프이다. Fig. 3(a)는 AA-GWR을 이용하여 도공지 접힘을, Fig. 3(b)는 실험용 프레스를 이용하여 도공지 접힘을 실시한 결과이다. 접는 방법에 관계없이 도공원지의 평량이 상대적으로 더 높은 250 g/m2에서 접힘 터짐이 더 많이 발생하였다. 이는 도공원지의 평량이 150 g/m2에서 250 g/m2으로 증가함에 따라 두께가 증가했기 때문으로 판단된다. Fig. 4에 제시된 도공원지의 두께를 보면 동일한 원지 평량에서 펄프 섬유 혼합비에 따른 두께 차이는 미비하지만, 동일한 혼합비에서 원지 평량이 150 g/m2에서 250 g/m2으로 증가할 때 두께가 약 2배 이상 증가하였다. 기존 연구에 따르면 종이 두께가 증가하면 접힘 시 더 큰 응력이 접힘면 바깥쪽에 가해진다고 알려져 있다.1) 따라서 두 조건 모두 도공층의 구성 성분과 도공량이 동일하기 때문에 도공층 특성에 의한 차이는 없지만, 원지 두께가 증가함에 따라 더 큰 접힘 응력이 접힘면 바깥쪽에 가해지고 이에 따라 원지에 비해 상대적으로 얇고 약한 도공층이 더 터지는 것으로 판단된다.
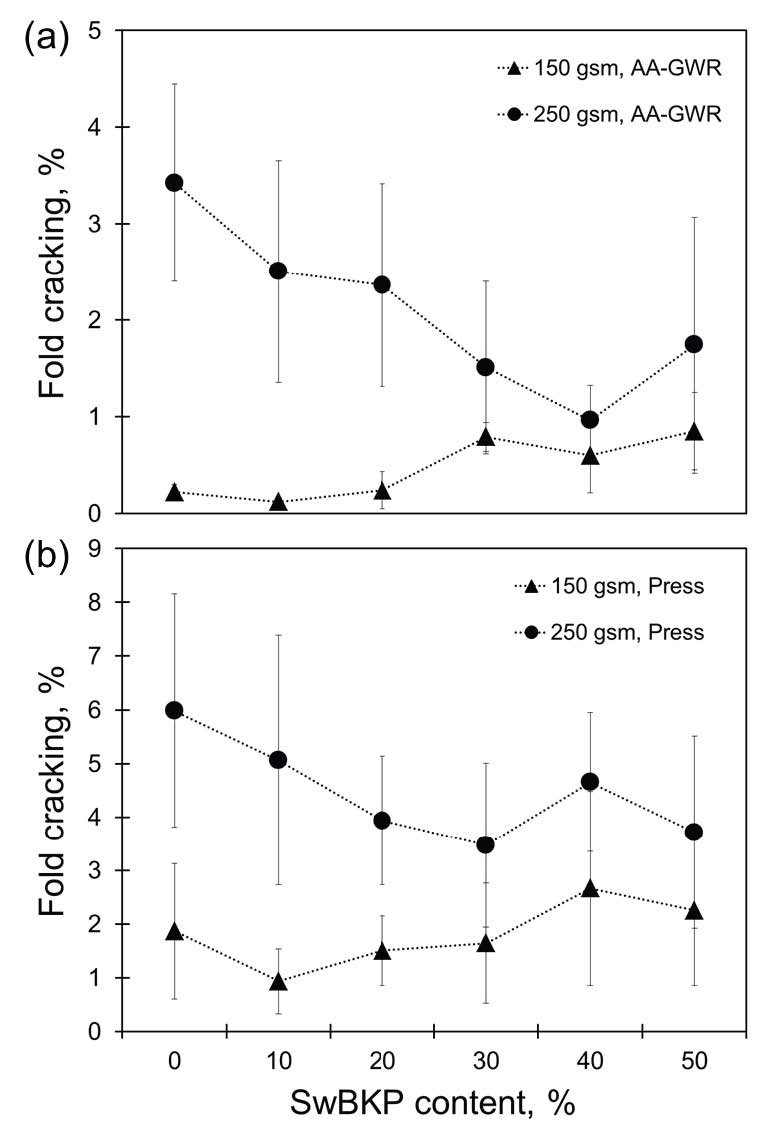
Fig. 3.
Effect of grammage and pulp composition of base paper on fold cracking of coated paper. Coated paper was folded by using (a) AA-GWR and (b) laboratory press. The data on 150 gsm base paper was reported in reference [8].
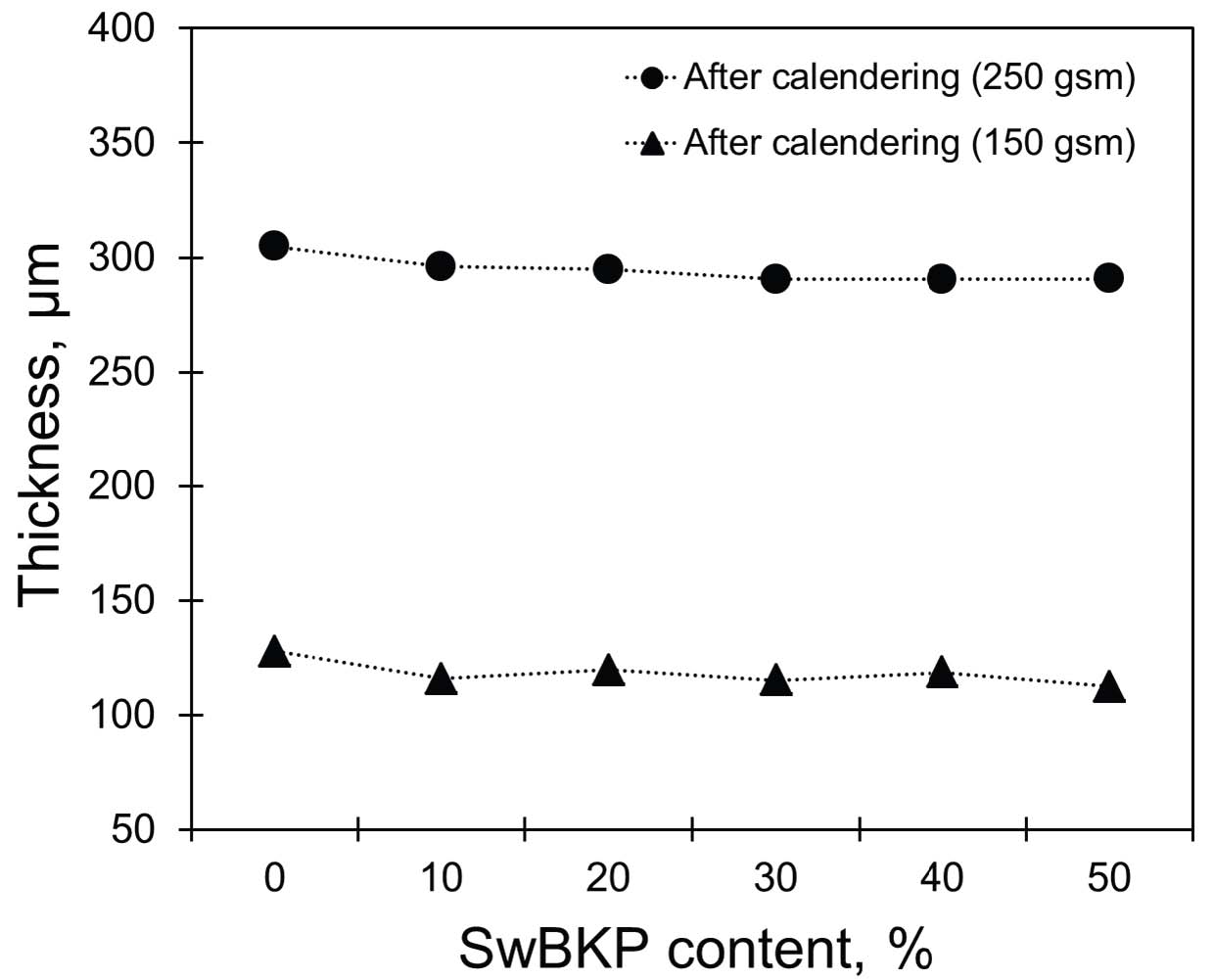
Fig. 4.
Thickness of base paper after calendering. The data on 150 gsm base paper was reported in reference [8].
원지 평량 150 g/m2 조건에서는 침엽수 펄프 함량 10%일 때 가장 낮은 접힘 터짐을 보였고 그 이상의 침엽수 펄프의 혼합은 오히려 접힘 터짐을 더 크게 야기하였으나, 원지 평량이 250 g/m2인 경우 침엽수 펄프 함량 증가함에 따라 접힘 터짐이 감소하는 경향을 보였다. 침엽수 펄프 섬유가 40%-50% 혼합된 경우에는 접는 방법에 따라 일정한 경향을 나타내지 않았다. 두께가 얇은 경우 과도한 강도 향상은 접힘 터짐에 좋지 않은 영향을 미치나, 평량이 높아 두께가 두꺼운 경우에는 터지지 않고 견디기 위해서 더 높은 강도를 필요로 하는 것으로 판단된다. 따라서 접힘 터짐을 줄이기 위해서는 원지 평량에 따라 적절한 펄프 원료 배합비를 선정해야 할 필요가 있으며, 250 g/m2 수준의 고평량 도공지의 경우 침엽수 펄프 섬유가 약 30%-40% 혼합되는 것이 접힘 터짐을 완화시키는 데에 도움이 되는 것으로 판단된다.
접힘에 의해 발생한 터짐의 절대적인 양은 프레스를 이용하여 접은 경우 동일한 섬유 혼합비에서 AA-GWR을 사용한 경우보다 모두 크게 나타났다. 이는 실험용 프레스의 압력이 AA-GWR에 비해 크기 때문에 접힘 시 터짐이 더 많이 발생하는 것으로 판단된다. 동일한 펄프섬유 혼합비 조건에서 접힘 터짐의 편차는 AA-GWR을 이용하여 접은 경우가 프레스에 비해 다소 작은 값을 나타냈다.
3.2 괘선 처리된 도공지의 접힘 터짐
동일한 평량(250 g/m2) 조건에서 괘선 처리 유무와 펄프 섬유 혼합비에 따른 접힘 터짐 결과를 Fig. 5에 나타냈다. 접힘 시 도공층에 급격한 인장력이 가해지고 신장이 발생하여 상대적으로 약한 도공층이 깨지기 쉬운 상태에 놓이게 된다. 그러나 접힘 이전에 괘선 처리를 할 경우 룰러가 도공층 및 도공원지를 누르고 들어가면서 일부분을 미리 신장시키게 되고 원지 내부가 분리되기 쉬운 상태에 놓이게 되면서 강한 인장력의 전달이 어려워지게 된다. 따라서 AA-GWR로 동일하게 접힘을 실시했음에도 불구하고 괘선 처리를 한 경우 전체적으로 접힘 터짐의 절대적인 양이 상당히 감소하였다(Fig. 5). 침엽수 펄프 섬유의 함량이 0%-30%인 범위에서는 괘선 처리에 의해 본래 터짐 비율 대비 약 60%-70% 가량 터짐을 감소시킬 수 있었다. 침엽수 펄프 섬유의 함량이 40%-50%인 경우에 있어서는 이전의 결과들과 마찬가지로 터짐이 뚜렷한 경향을 나타내지 않았다. 또한 괘선 처리 유무에 관계없이 모두 침엽수 펄프 섬유의 함량이 증가함에 따라 접힘 터짐이 감소하는 경향을 나타냈다. 따라서 고평량 도공지의 경우 접힘 이전에 괘선 처리를 실시하고 침엽수 펄프 섬유의 함량을 증가시킴으로써 접힘 터짐을 상당량 완화시킬 수 있는 것으로 판단된다.
3.3 다층 구조 및 괘선 처리에 따른 도공지의 접힘 터짐
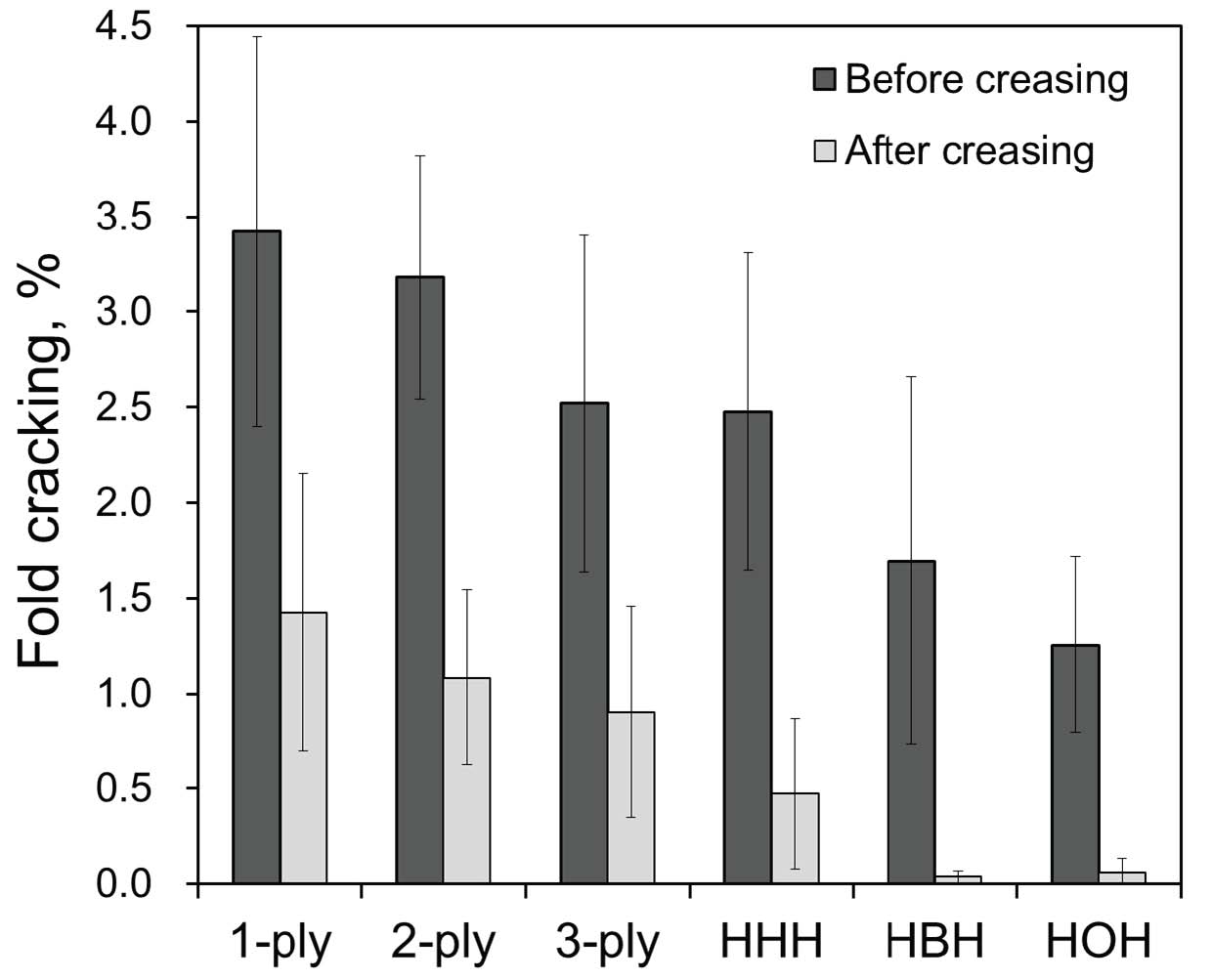
동일한 원료(HwBKP)를 사용했을 때 다층 초지가 접힘 터짐에 미치는 영향을 평가하고자, 2-ply 및 3-ply로 도공원지를 제조하고 이를 1-ply(control)와 비교하였다. 또한, 도공원지를 다층으로 제조할 때 평량의 구성과 중간층(middle layer)의 원료 구성이 접힘 터짐에 미치는 영향을 평가하였다. Top, middle, bottom 층의 평량을 각각 50 g/m2, 150 g/m2, 50 g/m2으로 하고 중간층의 원료를 HwBKP(H), BCTMP(B), OCC(O) 펄프 섬유로 구성하였다. Fig. 6에 다층 원료 구성에 따른 도공지의 접힘 터짐 결과를 제시하였다. 동일한 원료를 사용하고 원지를 다층으로 구성할 경우 접힘 터짐이 점점 완화되는 경향을 나타냈다. 접힘 시 결합력이 가장 취약한 층 경계 부분에서 층 분리가 발생할 가능성이 크기 때문에 바깥쪽으로 전달되는 인장력이 완화되어 접힘 터짐이 감소하는 것으로 판단된다. 원료 종류와 원지의 전체 평량이 동일하지만 층별 평량 구성이 상이한 경우(3-ply, HHH)에는 터짐에 있어서 큰 차이가 발생하지는 않았다. 동일한 수의 층으로 구성 시 층별 평량 변화는 접힘 터짐에 크게 영향하지 않는 것으로 판단된다. 3층으로 도공원지 제조 시 중간층을 기계펄프(HBH) 또는 재활용 펄프(HOH)로 구성한 경우 접힘 터짐이 완화되는 결과를 나타냈다. 괘선 처리가 다층 도공지의 접힘 터짐에 미치는 영향을 평가한 결과, 모든 조건에 있어서 괘선 처리에 의해 접힘 터짐이 절반 이상 완화되었다. 동일 원료 구성에서 다층 구조가 될수록 접힘 터짐이 감소하는 경향을 나타냈고, top층의 평량이 50 g/m2으로 낮은 경우 터짐이 추가적으로 감소하는 현상을 나타냈다. 또한 중간층을 BCTMP 또는 OCC로 구성한 경우 접힘 터짐 비율이 0%에 가까웠다. 이를 바탕으로 다층 구성, 중간층 원료 구성의 변화 및 괘선 처리 등을 통해서 도공지의 접힘 터짐을 완화할 수 있을 뿐만 아니라 미연에 방지할 수 있을 것으로 기대한다.
3.4 다층 도공지의 단면 관찰
도공원지의 다층 구성 및 괘선 처리 시 접힘에 의해 도공지의 두께 방향으로 어떠한 구조적 변화가 발생하는지를 알아보고자 접힌 도공지의 단면을 관찰하였다. Fig. 7은 괘선 처리되지 않은 다층 도공지의 단면을 보여주고 있다. 먼저 크게 눈에 띄는 점은 원지의 층 구성에 따른 층분리(delamination)이다. 단층으로 구성된 1-ply 도공지의 경우 두께 방향으로 원지의 뚜렷한 분리가 발생하지 않았으나, 2-ply에서는 중간 부분에, 3-ply의 경우 1/3과 2/3 지점에 각각 층분리가 발생하였다. 앞서 Fig. 6의 접힘 터짐 결과에서 2-ply 및 3-ply로 원지를 다층으로 구성할 때 접힘 터짐이 감소한 것은 Barbier1)가 제안한 것처럼 원지 내에서의 이러한 층분리가 원인인 것으로 생각된다. Barbier1)는 판지의 경우 다층 구조로 되어 있기 때문에 접힘 시 층간 분리를 통해 접힘 바깥쪽으로의 응력이 완화되어 접힘 터짐이 감소될 수 있을 것으로 보고한 바 있다. 다층 구성 시 단층 구성에 비해 층간 결합력이 떨어지게 되고, 따라서 접힘 시 바깥쪽으로 발생하는 인장력이 층과 층의 경계가 벌어진 곳에서 완화되는 것으로 판단된다. HHH, HBH, HOH 구성인 도공지의 경우, 원지의 top층과 bottom층의 평량이 각각 50 g/m2으로 얇기 때문에 층간 분리되는 지점이 2-ply 및 3-ply 도공지와는 다르게 나타났다. 특히 중간층이 OCC로 구성된 경우 기존에 첨가되었던 무기 충전물이 그대로 남아있기 때문에 이러한 부분들이 이미지 상에서 하얀 부분으로 나타났다. 다층 구성에 의한 층분리뿐만 아니라 충전물 또한 섬유와 섬유 사이에 존재함으로써 강도를 떨어뜨린다. 따라서 층분리, 충전물에 의한 결합력 약화, 저급 펄프 사용에 따른 결합력 약화 등을 통해 접힘 터짐이 더욱 완화되는 효과를 나타낸 것으로 판단된다.
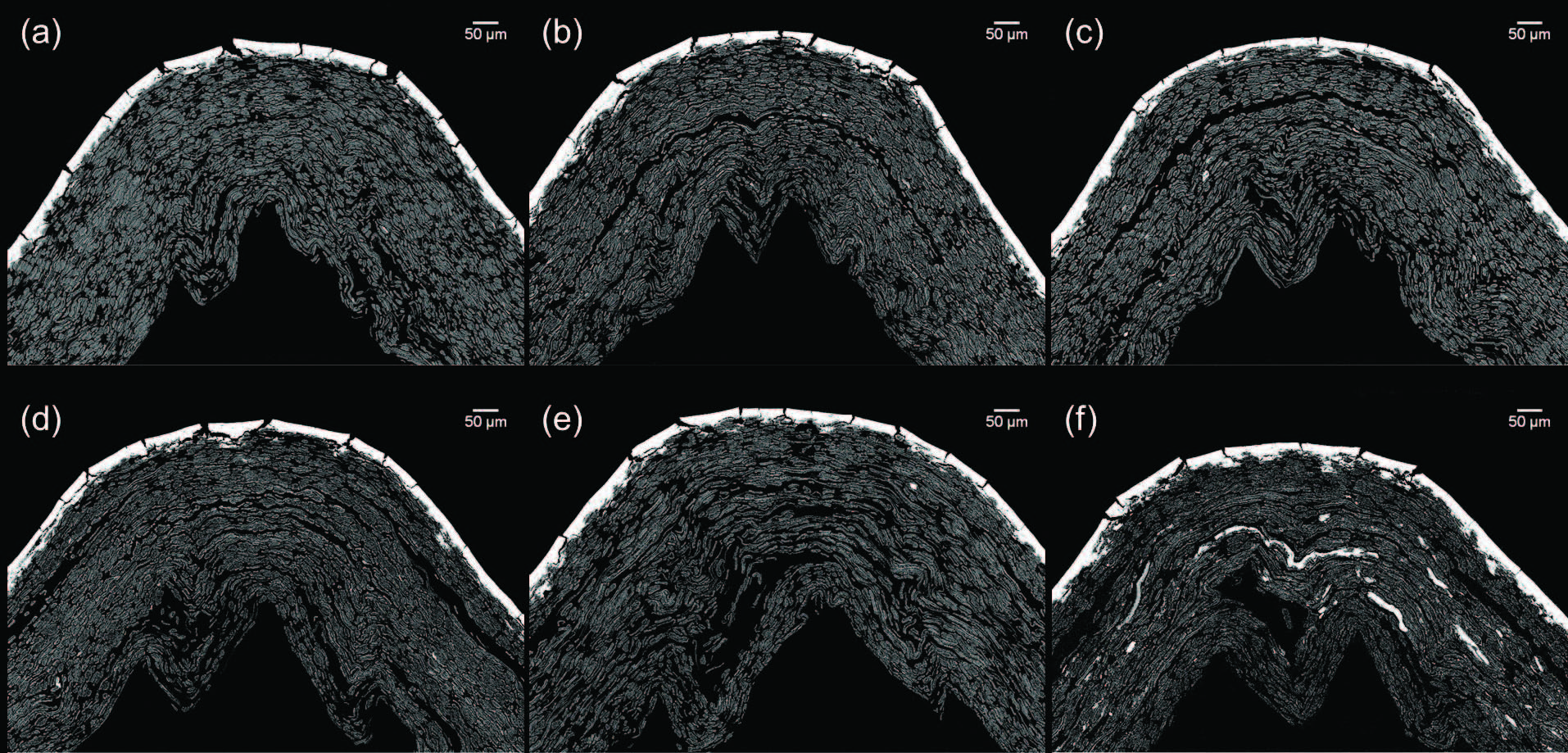
Fig. 7.
Cross-sectional images of coated multiply-board after folding: (a) 1-ply, (b) 2-ply, (c) 3-ply, (d) HHH, (e) HBH, (f) HOH.
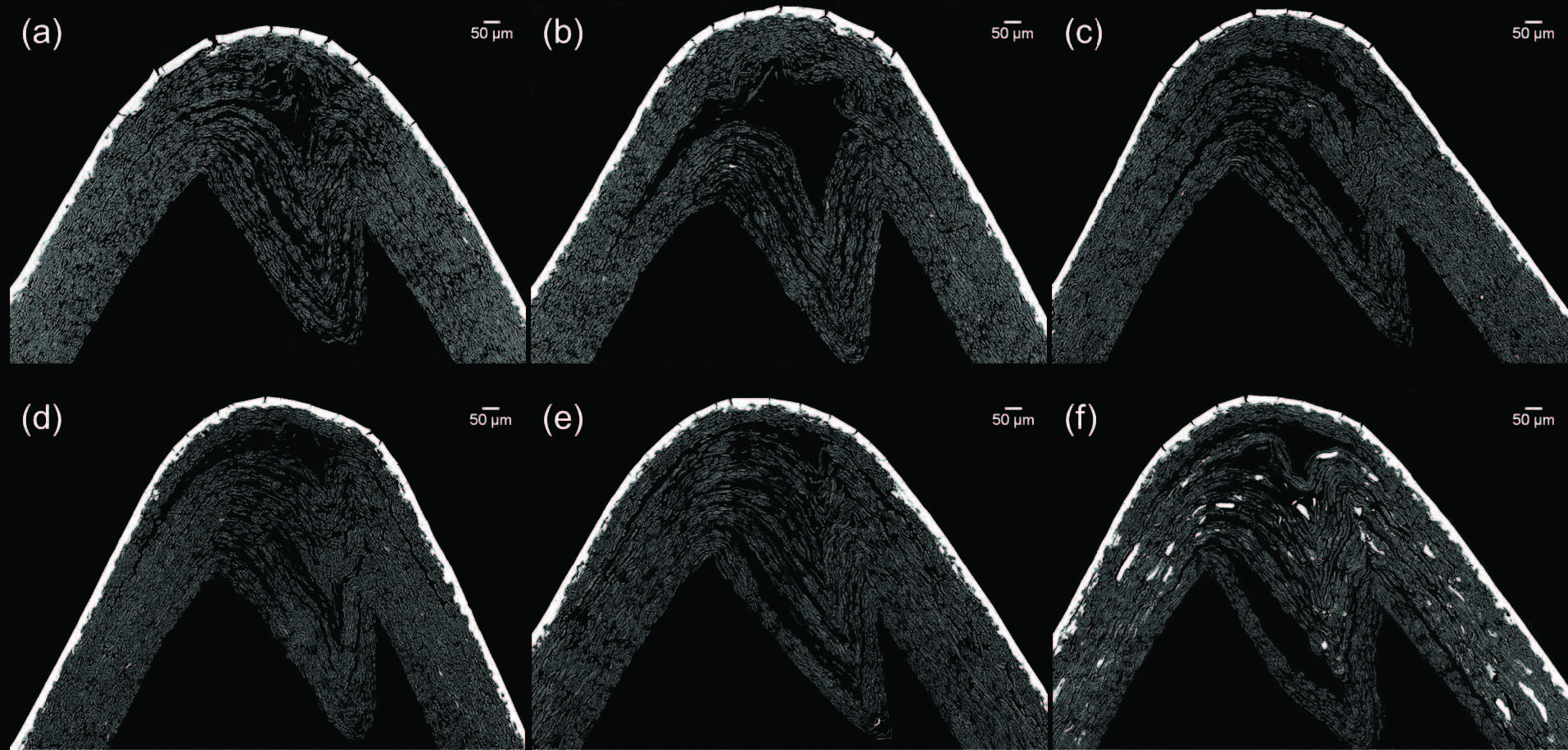
Fig. 8은 괘선 처리된 다층 도공지의 단면 구조 변화를 나타낸다. 도공면 쪽에서 들어오는 괘선 처리에 의해 접힘 이후 안쪽 방향으로 비드(bead)가 굉장히 크게 형성되었음을 관찰할 수 있다. Fig. 7의 1-ply 이미지와는 달리 괘선 처리 시 1-ply 도공지에서도 원지 내에서 층분리가 발생하였으며 이로 인해 터짐이 감소한 것으로 판단된다. 2-ply, 3-ply, HHH, HBH, HOH 모두 층간 경계 부분에서 분리가 훨씬 더 크게 발생하였으며, 도공층 바로 밑의 원지 부분은 대부분 온전하게 보존되어 있었다. 이를 통해 다층 구성 및 괘선 처리를 통해 터짐을 크게 완화시키거나 방지할 수 있는 것으로 판단된다.
4. 결 론
도공원지의 평량, 섬유 구성 및 다층 구조가 도공지의 접힘 터짐에 미치는 영향을 평가하였다. 도공원지의 평량이 증가함에 따라 두께가 증가하였으며 이로 인해 접힘 터짐의 절대적인 양이 증가하였다. 서로 다른 평량 조건에서 펄프 섬유의 혼합비에 따라 접힘 터짐 양상이 서로 다르게 발생하였다. 도공원지의 평량이 높을수록 침엽수 펄프 섬유 함량을 늘리는 것이 도공지의 접힘 터짐을 완화하는 데에 도움이 되었다. 괘선 처리를 실시하여 펄프 섬유 혼합비에 따른 고평량 도공지의 접힘 터짐 양상을 평가한 결과, 접힘 공정 이전에 괘선 처리를 실시함에 따라 바로 접는 경우에 비해 터짐의 절대적인 양이 감소하였다. 도공원지의 다층 구성 시 도공지 접힘 터짐이 감소하는 경향을 나타냈고, 특히 중간층을 기계 펄프 또는 재활용 펄프로 구성하는 경우 추가적인 터짐 완화를 이룰 수 있었다. 다층 구성 및 원료 구성 변화뿐만 아니라 괘선 처리까지 실시한 경우 접힘 터짐을 크게 감소시키거나 완전히 방지할 수 있는 효과를 거둘 수 있었다. 도공지 단면을 관찰한 결과 다층 구조, 원료 구성 변화 및 괘선 처리에 의한 내부 층 분리가 접힘 터짐 완화에 영향을 미치는 것으로 판단된다.
