1. 서 론
종이는 정보를 기록, 보관하거나 전파하는 수단으로 사용될 뿐만 아니라 제품의 포장이나 여러 구조용재 등 다양한 용도로 사용되어 왔다. 하지만 플라스틱, 전자기기 등의 사용으로 인해 종이의 수요가 급감하고 있다. 이에 따라 펄프·제지 산업은 시장에서의 경쟁력 확보를 위해 다양한 시도를 하고 있다. 이에 제지업계에서는 경쟁력 확보를 위한 방법의 하나로 생산 원가 절감에 대한 관심이 집중되고 있다. 제지산업에서의 생산 원가 절감의 한 방안으로는 섬유보다 상대적으로 저가인 충전제(탄산칼슘 등)를 첨가하여 펄프의 양을 줄임으로써 종이의 생산원가를 절감시키고 종이의 인쇄적성과 지합, 광학적 특성을 향상시켜 경쟁력을 강화하고 있다.1) 하지만 펄프의 양을 줄이기 위해 보다 많은 양의 충전제를 투입하게 되면 종이의 질적 하락이 수반될 수밖에 없다. 그러므로 근본적인 문제 해결을 위해서는 펄프 자체의 생산 단가를 낮출 수밖에 없다.
기존의 기계펄프는 리그닌 함량이 높고 표백성이 불량한 단점을 가지고 있어 이를 해결하기 위해 화학펄프가 개발되었다. 화학펄프는 리그닌 함량이 낮고 표백성이 양호한 특성을 가지고 있으며 대표적으로 크라프트펄프와 아황산 펄프가 있다. 아황산펄프는 백색도가 높고 고해가 용이하지만 생산된 펄프의 강도가 낮고 수종의 제한이 있는 단점을 가지고 있다. 이러한 단점으로 인해 크라프트펄프가 개발되자 아황산펄프는 쇠퇴하기 시작하였다. 크라프트펄프는 생산된 펄프의 강도와 백색도가 높고 수종의 제한을 받지 않는다. 또 약품 회수 과정이 효과적이고 경제적인 이유로 현재 대규모 펄프 공정에서 크라프트펄프가 사용되고 있으며 그 외 다른 펄프화법은 제한적으로 사용되고 있다. 하지만 이 크라프트펄프 공정에서도 증해 과정 중에 발생되는 악취문제, 폐액 처리문제 그리고 표백과정 중에 사용되는 염소계 약품에 의한 수질오염 등의 환경적인 문제를 일으키고 있다.2)
기존 화학펄프의 단점을 극복하기 위한 방법으로 organosolv 펄프화법이 개발되었다. 대표적인 organosolv 펄프화법은 alcell 공정과 organocell 공정이 있다. Alcell 공정은 에탄올을 이용하며 강도 면에서 크라프트펄프와 유사하고 수율이 높고 표백성이 우수하며 용액 회수가 가능하지만 주로 활엽수로만 생산이 가능하다는 단점이 있다.3) Organocell 공정은 메탄올을 이용하며 강도 면에서 크라프트펄프와 유사하고 수종의 제한이 없는 장점이 있다.4,5) 또한, alcell 공정 및 organocell 공정은 운전이 비교적 간단하고 온화한 성질의 용제를 사용하며 용제 회수가 용이하다. 하지만 저분자 알코올을 이용하여 180-210°C와 2.0-3.5 MPa의 조건에서 가수분해 하기 때문에 내압설비가 필요하다. 이는 장치 산업인 펄프 산업에서 초기 투자비용이 크다는 단점이 있어 상대적으로 수익 가치가 낮지만 전체 공정에서 용매와 물을 함께 사용하고 증류를 통해 용매를 회수하여 다시 사용함으로 용수 사용량이 감소되고 황을 사용하지 않아6) 친환경적이고 기타 부산물을 이용한다는 점 등에 있어서 organosolv 공정에 대한 다양한 연구는 현재에도 진행 중에 있다.7-12)
이에 본 연구에서는 친환경적이고 저비용의 목질 펄프화 공정 개발을 위한 기초연구로서 소나무 목분을 다양한 산 촉매 하에서 비교적 저온 및 상압의 조건으로 목재로부터 리그닌을 제거 및 분리하고자 하였으며 이에 따른 탈리그닌화물의 수율, 잔존 리그닌 함량 및 탈리그닌율 등을 분석하였다.
2. 재료 및 방법
2.1 공시재료
2.1.1 소나무(Pinus densiflora) 목분
본 연구에 사용된 소나무 목분은 이전의 논문13)에서 사용된 것과 동일한 시료로써 20-80 mesh 크기의 것을 사용하였다. 선별된 소나무 목분은 실험을 위해 에탄올-벤젠 혼합용액(1:2, v/v)에 침지시켜 24시간 동안 추출성분 등을 제거시킨 후 탈지하였다. 소나무 목분은 함수율이 5.8±0.3%, Klason 리그닌 함량은 28.1%였다.
2.1.2 고비점 용제(HBP, high boiling point solvent)
이전의 연구13)에서 사용된 ether, glycol 및 ketone 계14,15) 용제 9종 중 4종류를 선별하여 본 연구에 사용하였다. 이에 대한 제반사항은 Table 1에 자세히 나타내었다.
Table 1.
Specification of HBP solvents
| Solvent | Boiling point | Specific gravity | CAS Number |
|---|
| Ether type | Methyl cellosolve (Me-C) | 124°C | 0.965 | 109-86-4 |
| Ethyl carbitol (E-Ca) | 197°C | 0.990 | 111-90-0 |
| Glycol type | Triethylene glycol (TEG) | 285°C | 1.120 | 112-27-6 |
| Ketone type | Methyl isobutyl ketone (MIBK) | 115°C | 0.801 | 108-10-1 |
2.1.3 산 촉매
본 연구에 사용된 산 촉매는 황산, 염산 및 초산 3종류를 사용 하였으며 이에 대한 제반사항은 Table 2에 나타내었다.
Table 2.
Specification of acid catalyst
| Acidic catalyst | Boiling point | Density | Molecular weight | Chemical formula |
|---|
| Hydrochloric acid | 110.0°C | 1.18 | 36.46 | HCl |
| Sulfuric acid | 118.1°C | 1.84 | 98.08 | H2SO4 |
| Acetic acid | 117.8°C | 1.05 | 60.05 | CH3COOH |
2.2 실험방법
2.2.1 탈리그닌화
본 연구에서는 산 촉매의 종류와 함량에 따라 소나무 목분을 Fig. 1과 같이 탈리그닌화 하였다. 소나무 목분에 0.8-5.8%의 서로 다른 산 촉매를 혼합한 고비점 용제를 1:4(w/v)로 혼합하였다. 용제가 혼합된 시료는 150 rpm으로 교반을 하며 100°C 항온수조에서 1시간동안 반응시켰다. 반응 종료 후 10 mL 에탄올을 사용하여 반응액을 깨끗이 세척하였다. 1차적으로 세척된 반응액은 다시 아세톤을 이용하여 반응 시료에 잔류물이 없을 때 까지 세척한 후 105±3°C의 건조 오븐에서 24시간동안 건조시켰다.
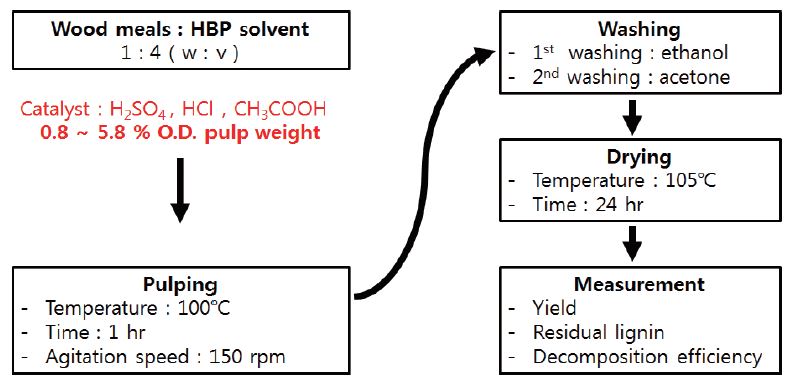
Fig. 1.
Delignification process of wood meals with HBP solvent.
2.2.2 측정
반응 전·후의 중량을 측정하여 탈리그닌화된 시료의 수율을 계산하였으며 TAPPI T 222 om-02에 의거하여 Klason lignin를 측정하였다. 또, 탈리그닌율을 다음과 같은 식에 의해 계산하였다. 탄수화물과 리그닌의 함량은 탈리그닌 후 수율로부터 리그닌의 양을 계산하고 이를 제외한 모든 양을 탄수화물(셀룰로오스 및 헤미셀룰로오스)로 산출하였다. 또한 처리 전·후 시료의 탄수화물과 리그닌 양을 바탕으로 분해율을 계산하였다.
EL: entire lignin content in wood meals,
RL: residual lignin content in pulp.
3. 결과 및 고찰
3.1 고비점 용제와 서로 다른 산촉매에 의한 탈리그닌화 목분의 수율
Fig. 2는 촉매의 종류와 첨가량을 달리하여 고비점 용제의 종류에 따라 탈리그닌화한 목분의 수율을 비교한 것이다. 본 연구에 사용된 소나무 목분은 함수율이 5.8%이고 불용성 리그닌의 함량이 28.1%이다. 고비점 용제에 따른 수율 변화는 촉매의 첨가량이 증가함에 따라 감소하였고, TEG > MIBK > Me-C > E-Ca 순으로 수율이 높았다. 대체적으로 수율이 60-70%가 되어야 어느 정도의 리그닌이 제거되어 탈리그닌화가 되었다고 볼 수 있으며, 70-90%의 수율에서는 목분의 형태로 남아 있어 탈리그닌화가 되었다고 볼 수 없었다. 황산을 촉매 하에서 TEG와 MIBK를 용제로 사용한 경우, 수율은 70-90%로 높았고, 초산을 촉매로 사용했을 때에는 수율이 95% 이상으로 높아 탈리그닌화가 제대로 이루어지지 않았음을 알 수 있다.
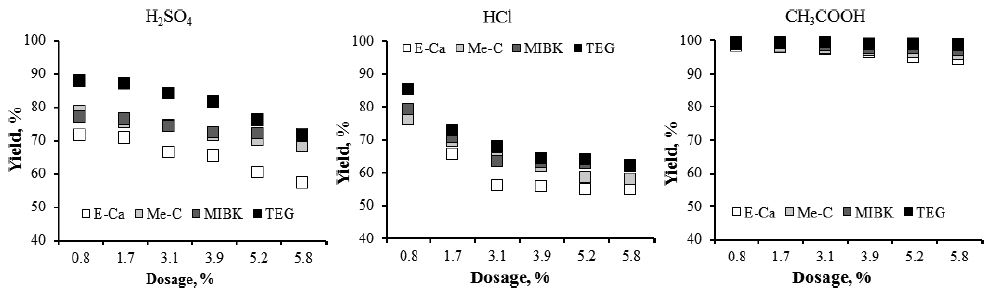
Fig. 2.
Yield of delignified wood meals using different solvents and acid catalysts.
3.2 고비점 용제와 서로 다른 산촉매에 의한 탈리그닌화 목분의 잔존 리그닌
Fig. 3은 서로 다른 산 촉매의 첨가량에 따라 탈리그닌화된 목분의 잔존 리그닌 함량을 측정한 결과이다. 촉매의 종류와 관계없이 촉매의 투입량이 증가할수록 잔존 리그닌 함량은 감소하였다. 촉매별로 비교 했을 때, 염산, 황산 및 초산 순으로 잔존 리그닌의 함량이 낮았고 고비점 용제별로 비교 했을 때 E-Ca, Me-C, MIBK 및 TEG 순으로 잔존 리그닌 함량이 낮게 나타났다. 그 중에서도 E-Ca 및 5.2%의 염산을 사용하여 탈리그닌하였을 때 잔존리그닌 함량이 약 10%로 가장 낮았다. 촉매로 염산을 사용하였을 때 염산의 투입량이 5.2%가 초과하면 잔존 리그닌 함량이 다시 증가하였는데 이는 리그닌의 재축합에 의한 결과로 이전의 연구10) 결과와 일치하였다.
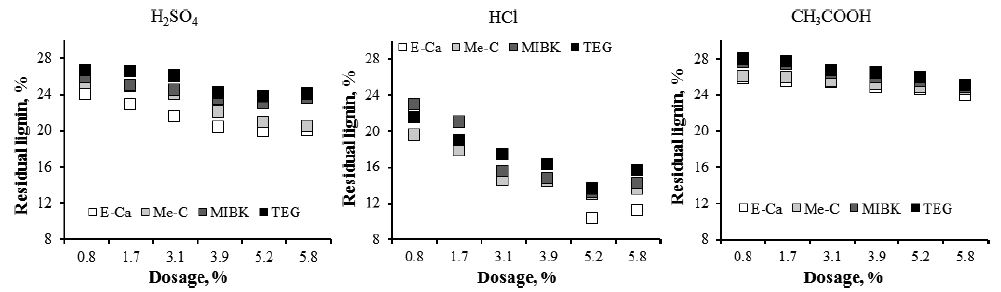
Fig. 3.
Residual lignin content of delignified wood meals using different solvents and acid catalysts.
3.3 고비점 용제와 서로 다른 산 촉매에 의한 목분의 탈리그닌율
Fig. 4는 산 촉매와 고비점 용제에 따라 소나무 목분의 탈리그닌을 실시하였을 때 리그닌이 제거된 비율을 나타낸 그래프이다. 대체적으로 E-Ca, Me-C, MIBK, TEG 순으로 탈리그닌율이 높았다. 황산과 염산을 촉매로 하여 E-Ca를 사용한 목분의 경우, 낮은 농도의 산 촉매를 사용하였을 때에는 황산 촉매의 탈리그닌율이 높았지만 촉매 투입량이 5.2%가 초과하면 염산 촉매로 반응시킨 시료의 탈리그닌율이 더 높았다. 이는 앞선 결과에서도 설명하였듯이 5.2% 이상의 황산이 투입되면 리그닌의 재축합에 의해 리그닌의 제거율이 오히려 저하되기 때문으로 추측된다.
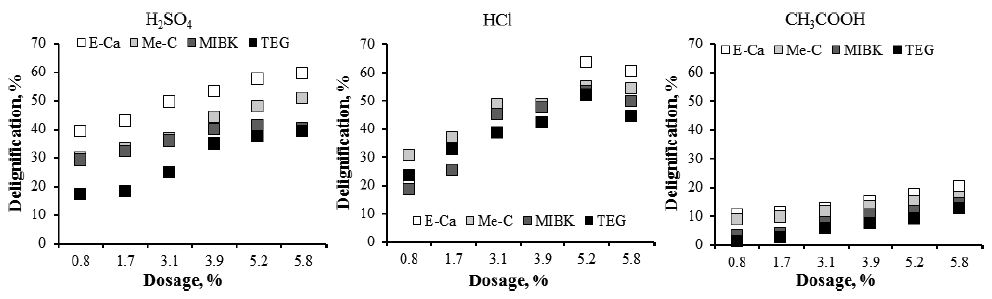
Fig. 4.
Delignification of delignified wood meals using different solvents and acid catalysts.
3.4 염산 촉매로 탈리그닌화 목분 내 탄수화물, 리그닌 함량 및 분해율
상기의 수율, 잔존 리그닌 함량 및 탈리그닌율의 결과를 종합하면 최적의 고비점용제로 탈리그닌을 실시할 때 최적의 산 촉매는 염산으로 나타났다. 따라서 염산을 촉매로 고비점 용제와 탈리그닌화 시 목분의 탄수화물과 리그닌 함량 및 분해율을 Fig. 5에 나타내었다. 염산의 투입량이 증가함에 따라 탄수화물과 리그닌 함량은 감소하였으며 분해율은 증가하였다. 염산의 투입량이 5.2%를 초과하면 리그닌 함량은 소폭 증가하고 분해율은 감소하였다. 산촉매의 투입량이 5.2%일 때, 리그닌 분해율이 가장 높았던 고비점 용제는 E-Ca로 63%의 리그닌 분해율을 보였으며, 탄수화물 분해율이 가장 낮은 고비점 용제는 TEG로 30%의 탄수화물 분해율을 보였다. 그 중 E-Ca가 탄수화물 분해율이 낮고 리그닌 분해율이 가장 높았다.
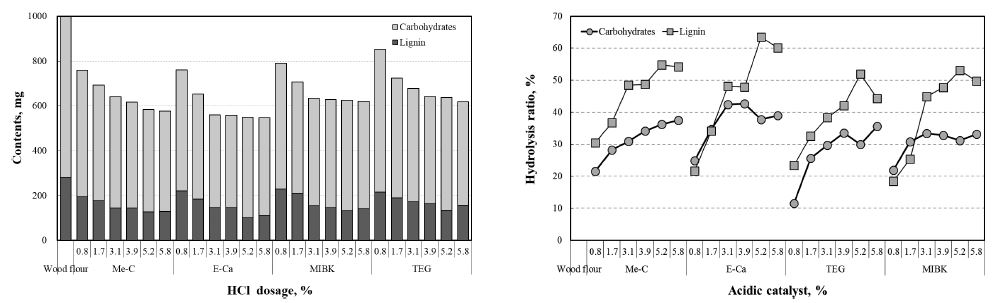
Fig. 5.
Carbohydrates, residual lignin content (left) and hydrolysis ratio (right) of delignified wood meals using different HBP solvents at the HCl catalyst.
4. 결 론
본 연구는 상압, 100°C의 조건에서 다양한 고비점 용제와 산 촉매를 이용하여 소나무 목분을 탈리그닌화 하였다. 4종류의 고비점 용제를 이용하여 탈리그닌화를 하였을 때 목분의 수율은 산 촉매의 농도가 높아질수록 감소하였다. 잔존 리그닌 함량도 촉매의 농도가 증가함에 따라 감소하였으며 염산을 사용하였을 때 잔존 리그닌 함량이 가장 좋은 효과를 보였다. E-Ca를 사용하였을 때 잔존리그닌 함량이 가장 낮았으며 탈리그닌율은 가장 높았다. 이상의 결과로 보면, E-Ca과 염산을 촉매로 사용하였을 때 탈리그닌화 효율이 가장 우수하여 이후의 연구에 이러한 조건을 바탕으로 목재 칩에 대한 organosolv 펄프화를 진행 할 예정이다.
Acknowledgements
이 논문은 2016년도 한국연구재단 ‘이공학 개인기초연구지원사업 지역대학우수과학자 후속연구(과제번호: NRF-2016R1D1A3A03918987)’의 지원에 의하여 이루어진 것임.
Literature Cited
S. Bloembergen, I. McLennan, D. I. Lee and J. van Leeuwen, Paper360° Magazine,
Paper binder performance with biobased nanoparticles,
3(8); 46-48 (2008)
Bloembergen, S., McLennan, I., Lee, D. I., and van Leeuwen, J., Paper binder performance with biobased nanoparticles, Paper360° Magazine 3(8):46-48 (2008).
A. Johansson, O. Aaltonen and P. Ylinen, Biomass,
Organosolv pulping - Methods and pulp properties,
13(1); 45-64 (1987)
Johansson, A., Aaltonen O., and Ylinen, P., Organosolv pulping - Methods and pulp properties, Biomass 13(1):45-64 (1987).
10.1016/0144-4565(87)90071-0Y. Ni, A. R. P. van Heiningen, J. Lora, L. Magdzinski and E. K. Pye, J. Wood Chemistry and Technology,
A novel ozone bleaching technology for the ALCELL process,
16(4); 367-380 (1996)
Ni, Y., van Heiningen, A. R. P., Lora, J., Magdzinski, L., and Pye, E. K., A novel ozone bleaching technology for the ALCELL process, J. Wood Chemistry and Technology 16(4):367-380 (1996).
10.1080/02773819608545821E. K. Pye and J. H. Lora, Tappi Journal,
The AlcellTM Process: A proven alternative to Kraft pulping,
74(3); 113-118 (1991)
Pye, E. K. and Lora, J. H., The AlcellTM Process: A proven alternative to Kraft pulping, Tappi Journal 74(3):113-118 (1991).
J. Young, Pulp and Paper,
Commercial organocell process comes online at Kelheim Mill,
66(9); 99-102 (1992)
Young, J., Commercial organocell process comes online at Kelheim Mill, Pulp and Paper 66(9):99-102 (1992).
H. Kangas, T. K. Hakala, T. Tamminen, M. Määttämen, S. Rovio, T. Liitiä and K. Poppius-Levlin, BioResources,
Optimisation of acetic acid lignofibre organosolv process,
10(2); 2699-2718 (2015)
Kangas, H., Hakala, T. K., Tamminen, T., Määttämen, M., Rovio, S., Liitiä, T. and Poppius-Levlin, K., Optimisation of acetic acid lignofibre organosolv process, BioResources 10(2):2699-2718 (2015).
10.15376/biores.10.2.2699-2718H. Kangas, T. Liitiä, S. Rovio, T. Ohra-aho, H. Heikkinen, T. Tamminen and K. Poppius-Levlin, Holzforschung,
Characterization of dissolved lignins from acetic acid lignofibre (LGF) organosolv pulping and discussion of its delignification mechanisms,
69(3); 247-256 (2015)
Kangas, H., Liitiä, T., Rovio, S., Ohra-aho, T., Heikkinen, H., Tamminen, T., and Poppius-Levlin, K., Characterization of dissolved lignins from acetic acid lignofibre (LGF) organosolv pulping and discussion of its delignification mechanisms, Holzforschung 69(3):247-256 (2015).
10.1515/hf-2014-0070M. Yáñez-S, B. Matsuhiro, C. Nunez, S. Pan, C. A. Hubbell, P. Sannigrahi and A. J. Ragauskas, Polymer Degradation and Stability,
Physicochemical characterization of ethanol organosolv lignin (EOL) from Eucalyptus globulus: Effect of extraction conditions on the molecular structure,
110; 184-194 (2014)
Yáñez-S, M., Matsuhiro, B., Nunez, C., Pan, S., Hubbell, C. A., Sannigrahi, P., and Ragauskas, A. J., Physicochemical characterization of ethanol organosolv lignin (EOL) from Eucalyptus globulus: Effect of extraction conditions on the molecular structure, Polymer Degradation and Stability 110:184-194 (2014).
10.1016/j.polymdegradstab.2014.08.026C. H. Kim, D. S. Kim, Y. J. Sung, H. E. Hong and S. B. Kim, Journal of Korea TAPPI,
Evaluation of defiberation by organosolv ethanolamine pulping for integral utilization of oil palm EFB,
45(1); 67-74 (2013)
Kim, C. H., Kim, D. S., Sung, Y. J., Hong, H. E., and Kim, S. B., Evaluation of defiberation by organosolv ethanolamine pulping for integral utilization of oil palm EFB, Journal of Korea TAPPI 45(1):67-74 (2013).
10.7584/ktappi.2013.45.1.067M. G. Alriols, A. Tejado, M. A. Blanco, I. Mondragon and J. Labidi, Chemical Engineering Journal,
Agricultural palm oil tree residues as raw material for cellulose, lignin and hemicelluloses production by ethylene glycol pulping process,
148(1); 106-114 (2009)
Alriols, M. G., Tejado, A., Blanco, M. A., Mondragon, I., and Labidi, J., Agricultural palm oil tree residues as raw material for cellulose, lignin and hemicelluloses production by ethylene glycol pulping process, Chemical Engineering Journal 148(1):106-114 (2009).
10.1016/j.cej.2008.08.008S. Aziz and K. Sarkanen, Tappi Journal,
Organosolv pulping: A review,
72(3); 169-175 (1989)
Aziz, S. and Sarkanen, K., Organosolv pulping: A review, Tappi Journal 72(3):169-175 (1989).
N. P. Black, Tappi Journal,
ASAM alkaline sulfite pulping process shows potential for large-scale application,
74(4); 87-93 (1991)
Black, N. P., ASAM alkaline sulfite pulping process shows potential for large-scale application, Tappi Journal 74(4):87-93 (1991).
K. J. Kim, J. D. Jung, S. E. Jung, S. B. Hong and T. J. Eom, Journal of Korea TAPPI,
Delignification of lignocellulosic biomass with high-boiling point solvent and acidic catalyst,
48(1); 119-126 (2016)
Kim, K. J., Jung, J. D., Jung, S. E., Hong, S. B., and Eom, T. J., Delignification of lignocellulosic biomass with high-boiling point solvent and acidic catalyst, Journal of Korea TAPPI 48(1):119-126 (2016).
10.7584/ktappi.2016.48.1.119A. Rodriguez, L. Serrano, A. Moral, A. Perez and L. Jimenez, Bioresource Technology,
Use of high boiling point organic solvents for pulping oil palm empty fruit bunches,
99(6); 1743-1749 (2008)
Rodriguez, A., Serrano, L., Moral, A., Perez, A., and Jimenez, L., Use of high boiling point organic solvents for pulping oil palm empty fruit bunches, Bioresource Technology 99(6):1743-1749 (2008).
10.1016/j.biortech.2007.03.050P. Rezayati-Charani, J. Mohammadi-Rovshandeh, S. J. Hashemi and S. Kazemi-Najafi, Bioresource Technology,
Influence of dimethyl formamide pulping of bagasse on pulp properties,
97(18); 2435-2442 (2006)
Rezayati-Charani, P., Mohammadi-Rovshandeh, J., Hashemi, S. J., and Kazemi-Najafi, S., Influence of dimethyl formamide pulping of bagasse on pulp properties, Bioresource Technology 97(18):2435-2442 (2006).
10.1016/j.biortech.2005.08.026

