

1. 서 론
셀룰로오스는 대표적인 바이오매스 소재로서 환경 및 자원 절감 측면에서 석유기반 소재의 대안으로서 급부상하고 있다. 셀룰로오스는 재생 가능한 바이오매스 물질로서 글루코오스가 β-1,4 글리코시드 결합을 하고 있는 쇄상의 단순고분자 물질로서 결정성의 마이크로피브릴 형태로 존재하여 강도 및 신도 등 물리적 특성이 우수할 뿐만 아니라 2, 3, 6번 위치에 수산기를 가지고 있어 화학적 개질성이 우수하다는 장점을 가지고 있다. 이에 셀룰로오스를 활용하고자 다양한 연구들이 진행되고 있는데 근래에는 나노셀룰로오스에 대한 연구가 주를 이루고 있다. 나노셀룰로오스는 수 나노미터의 직경을 가지는 초극세 섬유로 장폭비(aspect ratio)가 크고 비표면적이 넓어 강도, 공기/수분 차단성, 열안정성, 화학적 개질성 등이 우수하다고 알려져 있다.1,2) 이에 복합재, 필름, 유동성 조절제, 다공성 제품 등의 원료로 활용되고 있다.1,2) 나노셀룰로오스는 원료 및 제법에 따라 마이크로피브릴/나노피브릴 셀룰로오스(microfibrillated/nanofibrillated cellulose, MFC/NFC), 셀룰로오스 나노크리스탈(cellulose nanocrystal, CNC), 박테리아 나노셀룰로오스(bacterial nanocellulose, BNC)가 있다. NFC는 직경이 5-100 nm이고 길이는 1 μm 이상으로, 그라인더, 호모게나이저, 플루다이저 등을 이용하여 셀룰로오스 섬유를 물리적으로 소섬유화하여 제조되는 것으로 기계적 처리 시 높은 에너지가 소비된다는 단점을 가지고 있다.3-7) 에너지 소비율을 저감하기 위한 고해, 카르복실화 처리, TEMPO 산화 처리, 효소처리 등 다양한 물리적, 화학적 전처리들이 연구 개발되고 있다.3-7) 그러나 이러한 전처리 기술들은 과도한 산화 및 가수분해처리에 의해 셀룰로오스 섬유의 분해가 발생할 가능성이 있을 뿐만 아니라, 그 효율성에 한계가 존재하기 때문에 이를 해결하기 위한 새로운 방안 마련이 필요하다.
최근 카르복시메틸 셀룰로오스(carboxymethyl cel-lulose, CMC) 및 폴리에틸렌 옥사이드(polyethylene oxide, PEO) 등의 고분자 물질들을 첨가하여 MFC 제조에너지를 감소시키는 기술이 소개되었다.3,8,9) 면이나 목재 펄프 고해 시 CMC를 전처리한 경우 펄프 섬유의 고해특성이 개선된다고 보고되었다.8-10) 이전 연구에서 그라인더를 이용한 MFC 제조 시 CMC를 첨가하여 활엽수 표백 크라프트펄프 섬유의 그라인딩 특성을 개선시킬 수 있음을 확인하였다.11,12) 상기 언급한 바와 같이 MFC는 장폭비가 크고, 비표면적에 넓고, 강도적 특성도 우수한 특성을 가지고 있다. 또한, 목재펄프와의 친화력도 높아 종이의 지력증강제로서 적용 가능하다. 그라인딩 시 첨가된 CMC도 종이 제조 시 사용되는 주요 지력증강제 중 하나이다. 따라서 CMC를 첨가하여 제조한 MFC는 지력증강제로서의 적용성이 높을 것으로 사료된다.
제지용 지력증강제로 사용하는 데는 제조 에너지가 많이 소비되는 MFC 또는 NFC 뿐만 아니라, 부분적으로 소섬유화한 MFC(partly microfibrillated cellulose or fibrillated cellulose, 이하 FC로 칭함)로도 가능하리라 사료된다. 이에 본 연구에서는 그라인딩 효율을 높이기 위해서 CMC를 첨가하여 제조한 소섬유(FC)의 제지용 지력증강제로서의 활용성을 평가하고자 하였다. 목재펄프에 CMC를 투입한 후, 펄프 현탁액을 그라인더에 3회 처리하여 소섬유(FC)를 제조하였고, 이를 수초지 제조 시 지력증강제로 투입하여 수초지의 특성에 미치는 영향을 평가하였다. 또한, 그리인딩 시 CMC를 첨가하지 않고 FC를 제조하여, CMC 첨가 유무가 FC의 수초지 특성에 미치는 영향을 분석하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 FC 및 수초지 제조를 위한 펄프 시료로 활엽수 표백 크라프트펄프(hardwood bleached kraft pulp, HwBKP, Eucalyptus, Brazil)와 침엽수 표백 크라프트펄프(softwood bleached kraft pulp, SwBKP, Pinus, Canada)를 H사에서 분양받아 사용하였다. 또한 소섬유 제조 시 첨가제로 치환도 0.65-0.90, 중량평균분자량 250,000 g/mole의 성상을 가지는 카르복시메틸셀룰로오스(carboxymethyl cellulose, CMC)를 시그마알드리치社에서 구입하여 사용하였다. FC의 보류향상제로 사용한 양이온성 PAM(polyacrylamide, C-PAM)은 H사에서 분양받아 사용하였다. C-PAM의 평균분자량은 800×104 g/mol, 전하밀도는 1.5 meq/g이었다.
2.2 실험방법
2.2.1 소섬유화 셀룰로오스 제조
본 연구에서는 나노 또는 마이크로 미터 크기로 충분히 미분화된 MFC 섬유가 아닌, 미분화가 덜 된 저급의 MFC(소섬유, FC)를 제조하여 수초지 제조 시 지력증강제로서의 적용가능성을 평가하고자 하였다. HwBKP 전건무게 대비 2%의 CMC를 0.1% 농도로 희석한 후, 4% (w/w) 농도로 해리된 HwBKP 슬러리에 첨가하고, 600 rpm으로 20분간 교반하였다. 펄프 슬러리의 농도를 1%로 희석하고, 그라인더(Super Masscolloider, Masuko Sangyo Co., Ltd, Japan)에 3회 패스(pass)시켜 소섬유화 셀룰로오스(FC)를 제조하였다. 제조된 FC의 특성은 이전 논문11,12)에서 언급되었다. 그라인더 운전속도는 1,800 rpm, 그라인더 간격은 -150 μm로 조절되었다.
2.2.2 수초지 제조
HwBKP와 SwBKP를 실험실용 Valley beater를 사용하여 각각 450 mL CSF로 분리 고해한 후, 80:20 (HwBKP:SwBKP)의 비율로 혼합하여 수초지 제조에 사용하였다. 혼합 펄프 지료에 일정량의 FC를 투입하고, 충분히 교반하였다. FC의 투입량은 펄프 전건무게 대비 0-5%로 조절하였다. 그라인딩 시 첨가된 CMC가 수초지 특성에 미치는 영향을 배제하기 위해 CMC를 첨가하지 않고 제조한 FC 첨가 시에는 CMC를 첨가한 경우와 동일한 양의 CMC를 지료에 첨가하였다. 펄프대비 0.03%의 C-PAM을 보류제로 첨가하고, RDA(retention and drainage analyzer, GIST, Korea)를 사용하여 평량 80 g/m2의 수초지를 제조하였다.
2.2.3 수초지 특성 분석
수초지 특성 분석에 앞서 ISO 187에 의거하여 상대습도 50±2%, 온도 23±1°C의 항온항습실에서 24시간 조습처리하였다. 지합은 OpTest Equipment Inc.(Canada)의 Micro-Scanner를 사용하여 측정하였다. ISO 534에 의거하여 수초지의 평량, 두께(L&W thickness tester, Sweden)를 측정 하였고, 두께와 평량을 이용해 벌크를 계산하였다. ISO 5635-5에 의거하여 투기도(Gurley air permeability tester, FRANK-PTI, Germany)를 측정하였다. 강도적 특성으로 ISO 1924-2에 의거하여 인장강도와 신장률(L&W tensile tester, Sweden)을, ISO 5626에 의거하여 내절강도(Tinus Olsen, MIT folding endurance tester, USA)를, ISO 2758에 의거하여 파열강도(L&W bursting strength tester, Sweden)를 측정하였다.
3. 결과 및 고찰
3.1 FC의 첨가가 종이 구조에 미치는 영향
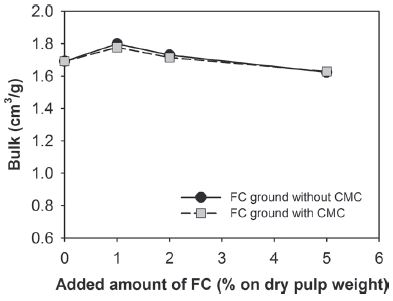
CMC 적용 유무를 달리하여 그라인딩한 FC의 첨가가 수초지의 벌크 및 지합에 미치는 영향을 Figs. 1과 2에 나타내었다. Fig. 1에서 보는 바와 같이 FC의 첨가량을 증가시키면 첨가량 1%에서 벌크는 조금 증가하였고, 첨가량 2% 이후에 감소하여, 5%의 경우 미첨가 시 보다 4% 정도 감소하였다. CMC를 첨가하여 제조한 FC를 1% 첨가한 경우에 첨가량 0%보다 5.1% 증가하였고, CMC를 미첨가하고 그라인딩한 FC의 경우에 첨가량 0% 대비 6.3% 증가하였다. CMC를 첨가하지 않고 그라인딩한 FC를 사용한 경우에 CMC를 첨가하여 그라인딩한 FC보다 미세하게 높은 벌크를 가지를 수초지를 제조할 수 있었으나, 그 차이는 매우 적었다. 그라인딩 시 첨가하는 CMC가 종이의 벌크에 미치는 영향은 매우 적다고 판단된다.
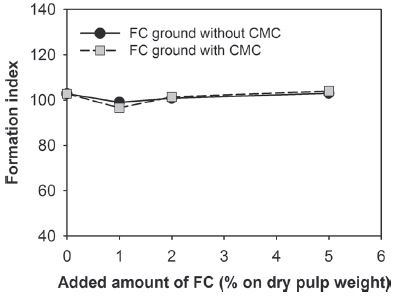
FC의 첨가는 수초지의 지합에 뚜렷한 영향을 미치지 않았다(Fig. 2). FC를 펄프 무게 대비 1% 첨가한 경우에 조금 감소하였으나, 2%, 5% 첨가한 경우에 유의미한 변화는 관찰되지 않았다. CMC를 첨가하여 제조한 FC를 1% 첨가한 경우에 첨가량 0% 보다 6.0% 감소하였고, CMC를 미첨가하고 그라인딩한 FC의 경우에 첨가량 0% 대비 3.7% 감소하였다.
FC의 첨가량이 증가할수록 공기가 투과되는 시간이 증가하여 투기도가 감소되었다(Fig. 3). CMC를 첨가하지 않고 제조한 FC의 경우, FC 첨가량 0%인 경우(7.0 sec/100 mL)를 기준으로 FC 첨가량이 2%인 경우에 16.8% (8.2 sec/100 mL), FC 첨가량이 5%인 경우에 223.6% (22.8 sec/100 mL) 증가하여, 2% 이후에 급격히 증가한 것이 관찰되었다. 이는 FC 첨가량 2% 이후에 FC가 섬유 사이의 공극을 막아 종이 구조가 치밀해 졌음을 의미한다. 또한, FC 첨가량 5%에서 종이의 벌크가 감소된 것으로 보아, 일정량 이상에서 FC 또는 CMC가 습윤지필을 공고화 시켰을 것으로 판단된다.
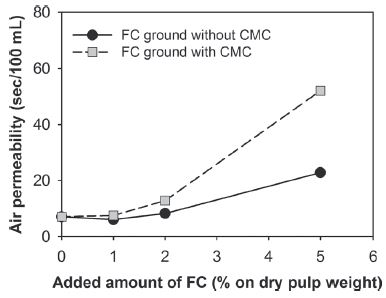
CMC를 첨가하여 그라인딩한 FC를 첨가한 수초지의 Gurly 투기도 값 증가가 CMC를 첨가하지 않고 제조한 FC를 첨가한 수초지보다 현저하게 높았다(Fig. 3). Gurly 투기도는 FC 첨가량 5%에서 첨가량 0% 대비 639%(52 sec/100 mL) 증가되었다. CMC 첨가가 섬유의 그라인딩 특성에 미치는 영향을 분석한 이전 연구11,12)에 의하면 CMC를 첨가한 경우의 소섬유화 특성이 무첨가한 경우보다 높았는데, 위와 같은 결과는 CMC를 첨가하여 제조한 FC의 보다 높은 소섬유화 특성에 기인하여 수초지 제조 시 펄프 섬유간 결합 및 공고화가 더욱 증가하였기 때문으로 판단된다.
3.2 FC의 첨가가 종이의 기계적 특성에 미치는 영향
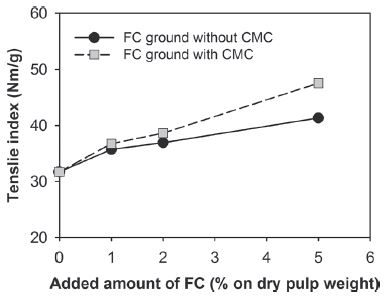
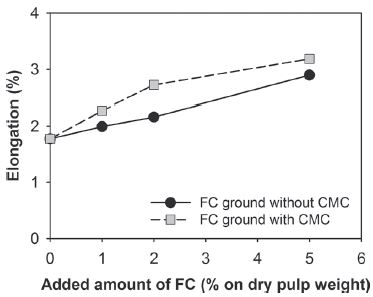
CMC 적용 유무를 달리하여 그라인딩한 FC들의 첨가가 수초지의 인장강도, 신장률, TEA(tensile energy absorption)에 미치는 영향을 Figs. 4-6에 나타내었다. FC의 첨가량이 증가할수록 수초지의 인장강도가 증가되었으며, 특히 CMC와 그라인딩한 FC를 첨가하여 제조한 수초지의 인장강도 상승폭이 CMC를 첨가하지 않고 그라인딩한 FC를 첨가하여 수초한 종이보다 높았다(Fig. 4). CMC를 첨가하지 않고 제조한 FC의 경우, FC를 5% 첨가하면 첨가량 0%(31.7 Nm/g)보다 인장강도가 30.4%(41.3 Nm/g) 증가되었다. CMC를 첨가하여 제조한 FC를 사용한 경우에, 첨가량 5%에서 인장강도는 49.9%(47.5 Nm/g) 증가하였다. 이러한 결과는 상기 기술된 바와 같이 CMC를 첨가한 경우의 소섬유화 특성이 무첨가한 경우보다 우수하여 수초지 제조 시 펄프 섬유 간 결합력이 보다 높아진 것에 기인한 결과로 판단된다. 수초지의 신장률도 FC의 첨가와 함께 직선적으로 증가되었고, CMC를 첨가하여 그라인딩한 FC가 CMC를 첨가하지 않고 제조한 것보다 높은 신장률을 나타내었다(Fig. 5). CMC를 첨가하지 않고 제조한 FC의 경우에 FC를 5% 첨가하면 첨가량 0%보다 신장률이 60.1% 증가되었고, CMC를 첨가하여 제조한 FC를 사용한 경우에, 첨가량 5%에서 신장률은 79.4% 증가하였다. 이는 소섬유화 정도가 클수록 종이의 신장률도 향상시킬 수 있음을 의미한다.
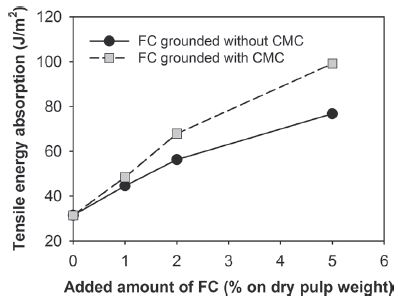
FC를 지력증강제로 사용 시, 우수한 인장강도와 신장률에 기인하여, TEA도 FC의 첨가와 함께 상당히 증가하였다(Fig 6). FC를 2%만 첨가하여도 TEA는 각각 79.0%(CMC 미첨가 그라인딩), 115.9%(CMC 첨가 그라인딩) 증가하였다. FC 첨가량이 5%인 경우에 TEA는 144.1%(CMC 미첨가 그라인딩), 215.2%(CMC 첨가 그라인딩) 증가하였다. 이는 물론 FC의 첨가에 의해서 뿐만 아니라, 첨가된 CMC도 영향을 미쳤다고 판단된다. 그러나 동일한 FC 첨가량에서 소섬유화가 더 발생한 FC (CMC 첨가하여 그라인딩) 첨가한 경우가 더 높은 TEA를 보인 것으로 보아, FC의 투입이 TEA 증가에 효과적이라고 판단된다. 이는 그라인더를 사용하여 제조한 저급의 MFC 또는 FC를 TEA가 필요한 산업용지 제조에도 사용할 수 있다는 가능성을 보여주고 있다.
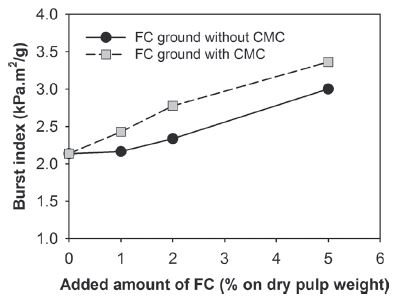
파열강도 또한 인장강도와 마찬가지로 FC의 첨가량이 증가할수록 강도가 증가하는 경향을 나타내었다(Fig. 7). 특히 CMC를 첨가하여 그라인딩한 FC를 첨가하여 제조한 수초지의 강도 상승폭이 CMC를 첨가하지 않고 그라인딩한 FC를 첨가하여 수초한 종이보다 높았다. CMC를 첨가하지 않고 제조한 FC의 경우에 FC를 5% 첨가하면 첨가량 0%인 경우(2.14 kPa·m2/g)보다 파열지수가 40.5%(3.00 kPa·m2/g) 증가되었고, CMC를 첨가하여 제조한 FC를 사용한 경우에, 첨가량 5%에서 파열지수는 57.5%(3.36 kPa·m2/g) 증가하였다. 이러한 결과는 인장강도의 경우와 마찬가지로 CMC를 첨가한 FC의 소섬유화 특성이 무첨가한 경우보다 우수하여, 수초지 제조 시 펄프 섬유 간 결합력이 보다 높아진 것에 기인한 결과로 판단된다.
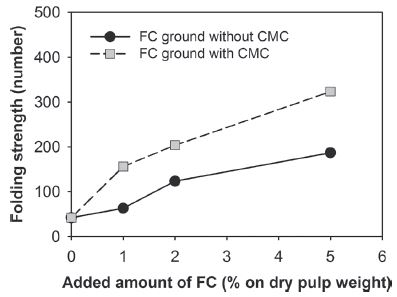
내절도 또한 다른 강도적 특성들과 마찬가지로 FC의 첨가량이 증가할수록 강도가 증가하는 경향을 나타내었으며, 특히 CMC를 첨가하여 그라인딩한 FC를 첨가하여 수초한 경우의 내절도 상승폭이 CMC를 첨가하지 않고 그라인딩한 FC를 첨가하여 제조한 수초지보다 높게 나타났다(Fig. 8). FC를 2%만 첨가하여도 내절도는 각각 194%(123회, CMC 미첨가 그라인딩), 385%(204회, CMC 첨가 그라인딩) 증가하였다. CMC를 첨가하지 않고 제조한 FC의 경우에 FC를 5% 첨가하면 첨가량 0%인 경우(42회)보다 내절도가 345%(187회) 증가되었고, CMC를 첨가하여 제조한 FC를 사용한 경우에, 첨가량 5%에서 내절도는 670%(323회) 증가하였다. 이러한 결과는 인장강도 및 파열강도의 경우에서와 마찬가지로 FC가 수초지 제조 시 펄프 섬유간 결합력을 증가시켰기 때문으로 판단된다.
4. 결 론
CMC 적용 유무를 달리하여 그라인딩한 소섬유화 셀룰로오스(fibrillated cellulose, FC)의 첨가가 수초지 특성에 미치는 영향을 평가한 결과 다음과 같은 결론을 얻었다.
1) FC 제조 시 CMC 첨가 유무 및 FC의 첨가량은 수초지의 벌크와 지합에는 크게 영향을 미치지 않았다. FC를 5% 첨가하면 수초지 벌크는 4% 정도 감소하였다. 반면에 FC의 첨가는 종이의 Gurley 투기도 값을 증가시켰다.
2) FC의 첨가는 수초지의 강도적 특성과 신장률을 크게 향상시켰다. 특히 CMC를 첨가하여 제조한 FC가 강도적 특성 향상에 더 유리하였는데, 이와 같은 결과는 CMC가 섬유의 소섬유화를 보다 촉진시키는 것에 기인된 결과로 판단된다. 실제로, CMC를 첨가하여 제조한 FC는 펄프대비 5% 투입한 경우에, TEA를 215%, 내절도를 670% 향상시킬 수 있었다.
3) 이와 같은 결과들로 볼 때 CMC를 첨가하여 그라인딩한 FC의 지력증강제로서의 적용성이 높은 것으로 판단된다.
