

1. Introduction
2. Materials and Methods
2.1 Materials
2.2 Disintegration and freeness test
2.3 Measurement of physical and optical properties
2.4 SEM image
3. Results and Discussion
3.1 Fiber length and fines contents
3.2 Freeness
3.3 Sheet bulk
3.4 Strength properties
3.5 Optical properties
3.6 SEM image
4. Conclusions
1. Introduction
The global emphasis on sustainable development has underscored the necessity of effective waste management practices, particularly in the recycling sector. As urbanization and industrial activities continue to grow, municipal solid waste generation has reached unprecedented levels, with paper and cardboard products comprising a substantial fraction. Paper and cardboard comprise about 26% of the total waste, highlighting the critical need for efficient recycling.1)
The raw material composition of these products presents unique challenges and opportunities in recycling. The presence of polyethylene and aluminum in milk cartons, while beneficial for product preservation, complicates the recycling process.2) Effective recycling requires the separation of these non-paper components from the paper fibers to ensure high-quality fiber recovery. The challenge lies in developing technologies and processes that can efficiently separate and recycle these materials, minimizing contamination and maximizing economic viability.3,4)
In Korea, the annual consumption of milk cartons is approximately 70,000 tons, making them a significant component of the waste stream.5) Recycling these cartons can significantly alleviate the burden on landfills by reducing the volume of waste directed to them. Furthermore, recycling conserves energy compared to producing new paper from virgin materials, thus contributing to energy savings and reduced greenhouse gas emissions. Despite this substantial consumption, the recycling rate of milk cartons is notably low compared to general paper, which has a recycling rate of 80%.6) As of 2018, the recycling rate of milk cartons was only 22.3%, and it further declined to 15.8% in 2020.7) This decline, from a high of 25.7% in 2016, underscores the challenges in effectively recycling composite materials.8,9,10) Several factors contribute to this decline, including the complex material composition of milk cartons, inadequate recycling infrastructure, lack of consumer awareness, and economic challenges associated with processing composite materials.11,12,13) This trend underscores the urgent need for improved recycling strategies and technologies to enhance the recovery of valuable materials from these waste streams.
Understanding the raw material characteristics of milk cartons and polyethylene (PE)-coated cardboard is crucial for developing effective recycling strategies. These materials, while both used in packaging, have distinct compositions and recycling challenges that necessitate separate analysis. Milk cartons, often referred to as aseptic packages, are composed of paperboard, polyethylene, and sometimes aluminum.14,15) This multi-layered structure provides essential barrier properties to maintain the freshness of liquid contents, such as milk and juices.16) On the other hand, PE-coated cardboard, used extensively in packaging applications where moisture resistance is critical, is primarily a combination of paper and polyethylene.17,18)
Moreover, recovering paper fibers from composite materials supports the circular economy model, promoting resource reuse and minimizing waste. However, the additional processing steps required due to PE coatings complicate recycling. Therefore, developing efficient recycling methods tailored to the raw material characteristics of these products is crucial for enhancing the paper industry’s sustainability.
Several studies have explored the challenges associated with recycling composite materials. Previous research has primarily focused on the mechanical and chemical separation techniques of composite materials. Research by Kallström highlights the importance of separating non-paper components from paper fibers to improve recycling efficiency.19) Advances in mechanical and chemical separation techniques have been investigated, each presenting unique challenges. Mechanical separation often struggles with completely removing coating layers, while chemical methods may raise environmental and cost concerns. However, these studies often lack a detailed analysis of the fiber characteristics of milk cartons and PE-coated cardboard, which limits their direct contribution to enhancing the efficiency of recycling processes. This study aims to overcome these limitations by conducting an in-depth analysis of the fiber characteristics of milk cartons and PE-coated cardboard, thereby contributing to the optimization of recycling strategies.
Innovations in recycling technologies, such as enzymatic treatments and advanced sorting technologies like near-infrared (NIR) spectroscopy, offer promising alternatives for addressing these challenges. Enzymatic treatments can selectively degrade polyethylene layers without harming the paper fibers, facilitating improved fiber recovery.20) Meanwhile, NIR spectroscopy and machine learning algorithms enhance the identification and segregation of composite materials from single-material streams.21)
While removing the PE layers from the carton boards diminishes their moisture resistance, it reveals a substantial amount of remaining fibers. These fibers present a significant opportunity for material recovery. The high fiber content suggests that these boards, including both milk cartons and other PE-coated cardboards, can effectively contribute to the recycled pulp used in papermaking. This aligns with sustainable recycling practices, where maximizing fiber recovery is essential for producing high-quality recycled paper products. Furthermore, the substantial grammage after PE layer removal underscores the importance of effective separation techniques in recycling facilities. By efficiently removing polyethylene layers, recyclers can access valuable fibrous material, enhancing the economic viability of recycling operations. This process supports environmental sustainability by reducing waste and supplies the paper industry with recycled fiber, decreasing the need for virgin materials. Overall, the significant fiber content retained in these boards post-PE removal highlights their potential value in recycling streams. It emphasizes the importance of developing and implementing efficient recycling strategies to optimize fiber recovery and enhance the sustainability of paper products.
This study aims to compare milk cartons’ and PE-coated cardboard’s raw material characteristics to identify opportunities for optimizing recycling processes. By understanding these characteristics, the study seeks to develop targeted recycling strategies that enhance the efficiency and effectiveness of wastepaper recycling, ultimately promoting sustainable waste management practices.
In conclusion, examining the raw material characteristics of milk cartons and PE-coated cardboard provides valuable insights into improving the sustainability of waste management practices. Specifically, this paper aims to compare the pulp fibers that make up milk cartons and PE-coated cardboard. By addressing the unique challenges posed by these composite materials and tailoring recycling strategies to their specific characteristics, this research aims to advance recycling technologies and promote a circular economy. Through a detailed investigation of raw material properties, this study will pave the way for more efficient and environmentally friendly recycling processes, supporting global efforts toward sustainable development.
2. Materials and Methods
2.1 Materials
This study utilized two raw materials, milk cartons and PE-coated cardboard, supplied by HC Recycling Co., Ltd. in Gimhae City, Korea (see Fig. 1). The milk cartons, sourced from the Seoul Dairy Cooperative, consist of approximately 75% paperboard and 25% polyethylene, without any aluminum layer, and are manufactured from bleached kraft pulp. These cartons, representing a typical cross-section of post-consumer waste, were cleaned, air-dried, and cut into standardized sections (260*130 mm) to ensure consistent testing. The PE-coated cardboard specimen, sourced from the USA, also features a paperboard core with a polyethylene layer for enhanced moisture resistance. Before removing PE layers, the specimens had a grammage of approximately 442 g/m2 for the milk cartons and 391 g/m2 for the cardboard.
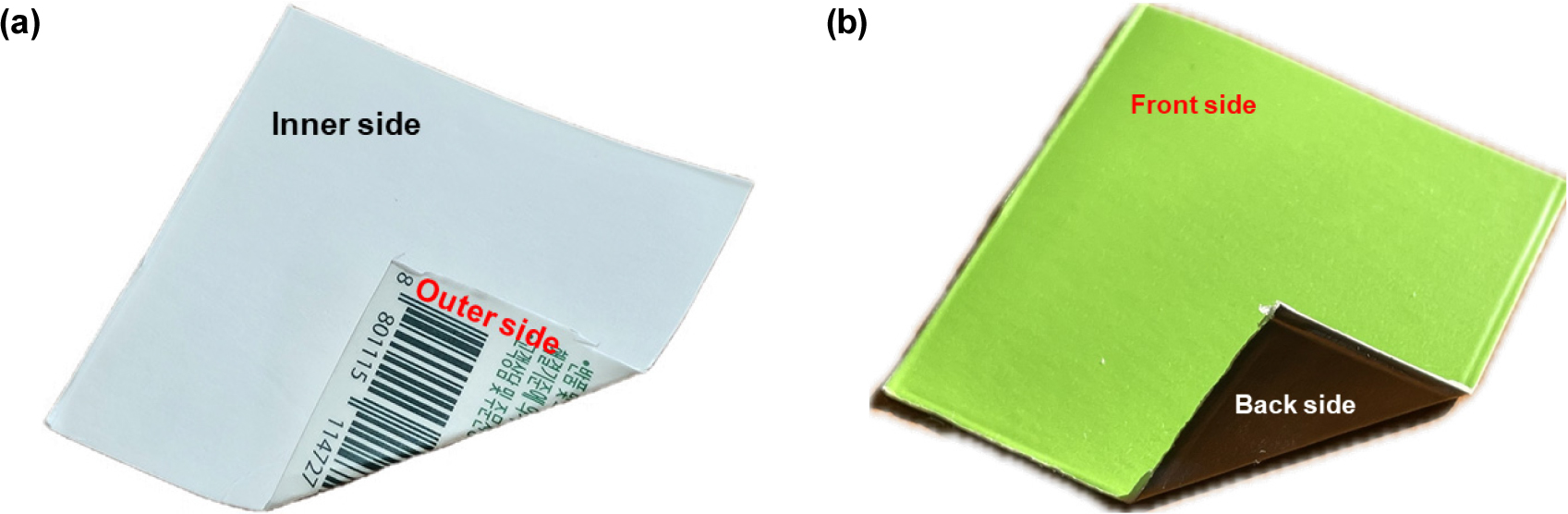
As illustrated in Fig. 2, the PE films on both sides of the cardboard were partially peeled off. After the removal of the PE film layers, the grammage of the two boards was approximately 412 and 361 g/m2, respectively. The color of the peeled boards was white for the milk carton and had a yellow tint for the PE-coated cardboard.
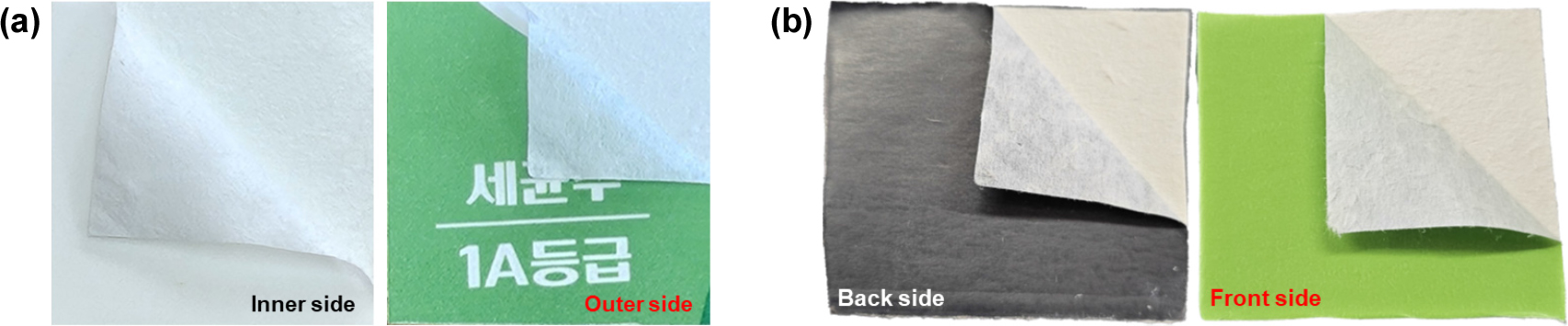
For analysis, the PE film was completely removed, and the cardboard was cut into uniform pieces approximately 30 mm square before being soaked in distilled water. This preparation enabled a thorough examination of their physical and optical properties, providing valuable insights into the recycling potential and challenges related to component separation.
2.2 Disintegration and freeness test
The disintegration of the milk cartons and the PE-coated cardboard was conducted following ISO 5263-1, which outlines the standard method for laboratory wet disintegration of pulp.22) The moisture contents of the dry specimens were determined to obtain a specimen of 24 ± 0.5 g of moisture-free fibers. Each weighed specimen was soaked in distilled water for over 4 hours. The specimens were diluted to 2,000 mL (1.2% consistency) with distilled or deionized water at 20 ± 2°C. They were disintegrated in the standard disintegrator at 3,000 rpm until all fiber bundles were dispersed, but not more than 50,000 revolutions. After disintegration, the Canadian freeness was tested for determination of the drainability of a pulp suspension in accordance with ISO 5267-2.23)
2.3 Measurement of physical and optical properties
The average fiber length and fines content of each paperboard specimen were measured using the FQA-360 fiber quality analyzer (Optest Equipment Inc., Canada). To evaluate the physical and optical properties of the materials, handsheets with a basis weight of 70 g/m2 were prepared using a laboratory handsheet former. The thickness, tensile strength, and tear strength of these handsheets were measured following ISO 534, ISO 1924-1, and ISO 1974, respectively.24,25,26) Additionally, the brightness and opacity were assessed using an Elepho Spectrophotometer (Lorentzen & Wettre, Sweden).
2.4 SEM image
To observe the surface structure of each paperboard specimen, images were captured using a field-emission scanning electron microscope (FE-SEM, JSM-7610F, JEOL, Tokyo, Japan). The FE-SEM was operated under optimized conditions to achieve high-resolution imaging, allowing for detailed visualization of the fiber morphology.
3. Results and Discussion
3.1 Fiber length and fines contents
Fig. 3 illustrates the differences in mean fiber length and fines content between the milk carton and the PE-coated cardboard materials following disintegration. These fiber characteristics are crucial for assessing the potential impact on recycling processes and the quality of the resulting paper products. Milk carton fibers exhibit a relatively long mean fiber length of approximately 1.8 mm, suggesting that they can form strong inter-fiber bonds, which contribute to producing durable paper products.27) The use of bleached kraft pulp in manufacturing milk cartons likely preserves this greater fiber length, as the kraft process is known for maintaining fiber integrity. In contrast, the PE-coated cardboard shows a shorter mean fiber length of about 1.1 mm, indicating the formation of a less robust network that might result in paper with lower tensile strength. This shorter fiber length could be due to the raw materials or mechanical processes used in producing the cardboard, which may cause fiber shortening.28)
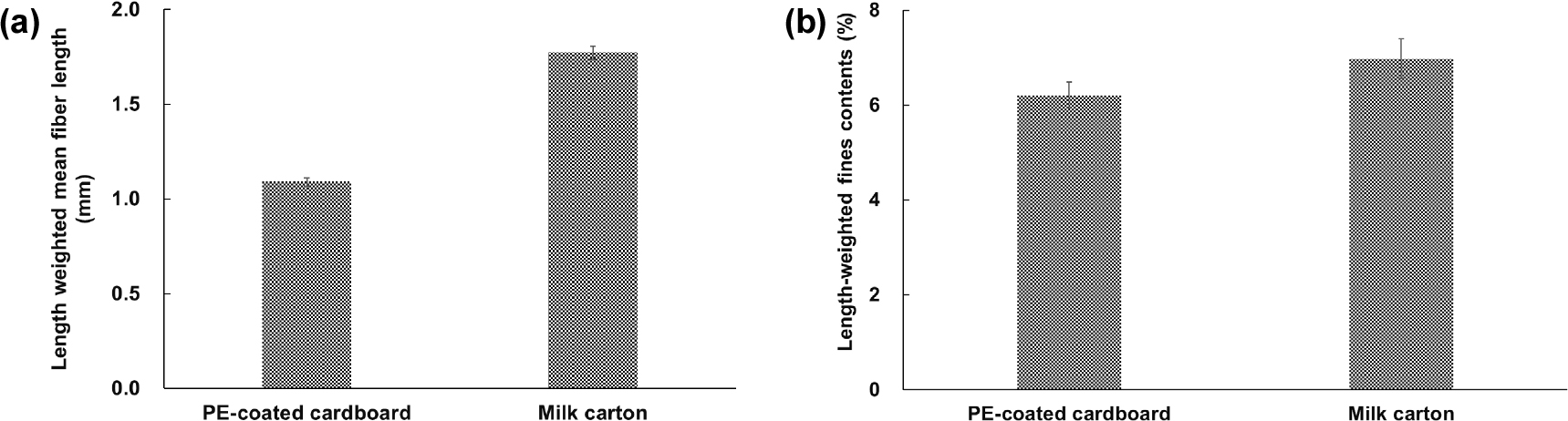
Despite the notable difference in mean fiber length between the two paperboards, with the milk carton exhibiting longer fibers and the PE-coated cardboard having shorter ones, the fines content showed no significant difference. The milk carton had a fines content of about 7%, while the PE-coated cardboard had a slightly lower fines content of around 6%. This similarity in fines content suggested that the raw material sources used for both paperboards produced a comparable level of fines, indicating that factors other than fiber length influence the fines content in these paperboards.
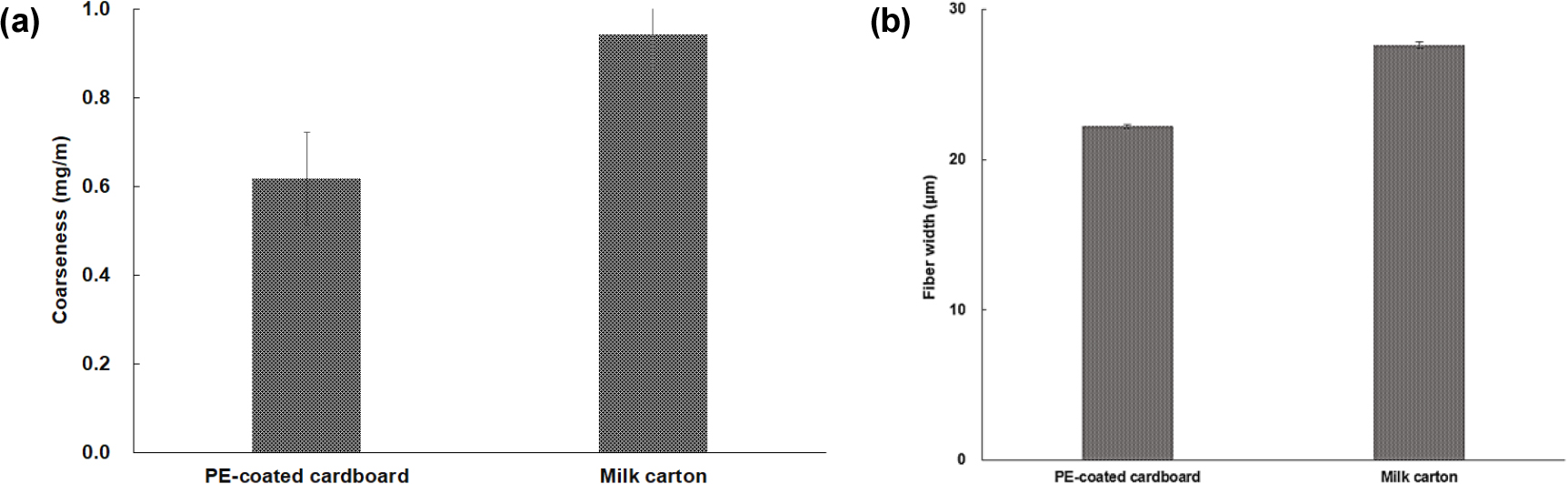
Fiber coarseness, the weight per unit fiber length, reflects fiber flexibility and wall thickness.29) As shown in Fig. 4a, the milk carton fibers were coarser, indicating thicker fiber walls. These coarser fibers provide structural integrity and resistance to breaking, essential for certain types of paper grades requiring higher rigidity and bulk. Additionally, as indicated in Fig. 4b, milk carton fibers also exhibited greater fiber width, which further contributes to their overall rigidity and strength. Conversely, the PE-coated cardboard fibers had lower coarseness, suggesting thinner fiber walls. These more flexible fibers can form strong bonds by conforming and interlocking with neighboring fibers, enhancing bonding potential and contributing to paper strength.30)
These observed differences in fiber length, fines content, and coarseness have practical implications for recycling operations.31) The longer fibers, moderate fines content, and higher coarseness of the milk cartons make them more suitable for applications requiring strong and rigid paper products. In contrast, the shorter fibers, lower fines content, and lower coarseness of the PE-coated cardboard may be better suited for applications where surface smoothness and stiffness are important. Understanding these characteristics allows for optimizing recycling processes to produce paper products with the desired qualities for specific applications.
3.2 Freeness
Fig. 5 presents the freeness measurements of the same materials after the removal of PE coatings and disintegration under standard conditions. Freeness, measured in Canadian Standard Freeness (CSF), indicates the drainage capacity of pulp suspensions and is influenced by fiber length, flexibility, and degree of fibrillation.32) The PE-coated cardboard exhibited a freeness level of approximately 480 mL CSF, reflecting a denser fiber network that restricts water flow and drainage. This lower freeness can be attributed to the shorter fiber lengths and potentially higher fines content or increased fiber swelling, enhancing inter-fiber bonding and reducing void spaces for water drainage.33)
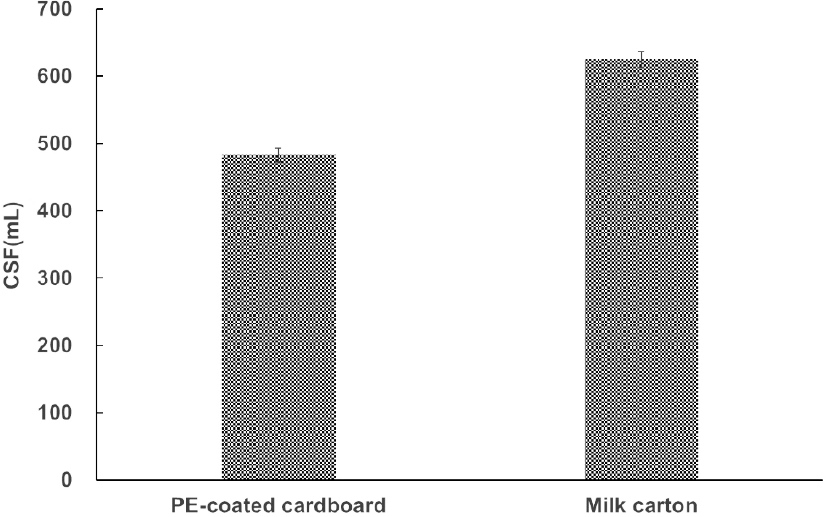
Conversely, the milk carton demonstrated a higher freeness level of about 625 mL CSF, indicating a more open fiber network that facilitates faster water drainage. This higher freeness is likely due to the longer fiber lengths creating larger pore spaces and a lower fines content minimizing drainage channel blockage.34) Differences in processing conditions, such as the degree of mechanical refining or the presence of additives, could also influence these variations in fiber network structure.
The comparative analysis of fiber length and freeness suggests that the milk carton fibers are less processed or refined than PE-coated cardboard, resulting in a more porous and less compacted fiber network. This has significant implications for recycling processes, as materials with higher freeness generally require less energy for dewatering and improve water removal efficiency in papermaking. Overall, understanding fiber characteristics and processing conditions is essential for optimizing recycling strategies for composite materials like milk cartons and PE-coated cardboard, enhancing the sustainability and efficiency of recycling operations.
3.3 Sheet bulk
Fig. 6 compares the bulk properties of sheets produced from the milk carton and the PE-coated cardboard fibers, each with a grammage of 70 g/m2. Notably, the sheets made from the PE-coated cardboard exhibited higher bulk than those from the milk carton, despite the lower freeness shown in Fig. 5. The bulk of paper is a measure of its thickness relative to its basis weight and is influenced by the structure and density of the fiber network.35) Higher bulk typically indicates a more porous structure, which can be advantageous for applications requiring thickness without additional weight, such as packaging materials that provide cushioning.
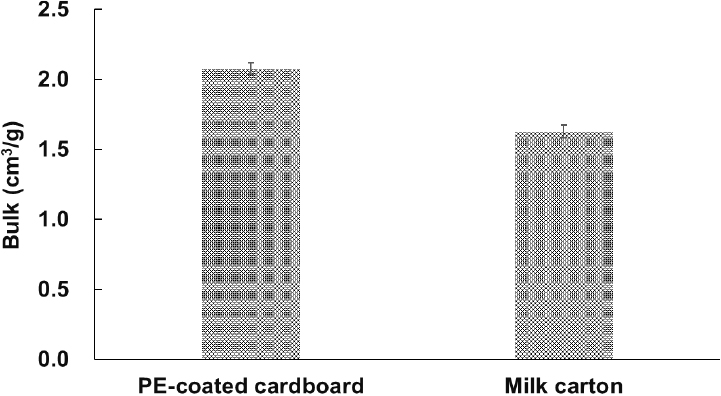
Despite their lower freeness, the higher bulk observed in PE-coated cardboard sheets suggests that the fiber network is less compact and more open. The shorter fibers in the PE-coated cardboard may contribute to this by being less flexible, which prevents tight packing and creates more void spaces within the sheet. Coarser fibers, typical in packaging materials like cardboard, contribute to a more voluminous structure, as they may not collapse tightly under pressure during sheet formation. The slightly lower fines content in the PE-coated cardboard results in less filling of void spaces between fibers, further contributing to the bulkier sheet.
Although the milk carton fibers were coarser, had higher freeness, and longer fiber lengths, they resulted in a more tightly bonded and compact network, leading to lower bulk. Coarser fibers with higher freeness are typically expected to form sheets with higher bulk. However, it was assumed that more fines in the milk carton fibers likely played a significant role in this case. Fines generally fill voids and contribute to reducing bulk. Their interaction with the longer fibers could enhance inter-fiber bonding, resulting in a denser sheet structure. Thus, due to their specific interaction with the longer fibers, the fines may contribute more to strengthening the fiber network rather than increasing bulk.
This analysis highlights the complex interaction between fiber characteristics and paper bulk. In this case, the structural arrangement and interaction between fibers and fines significantly influence the bulk properties of the sheets, demonstrating the importance of understanding these dynamics for optimizing product design and recycling processes.
3.4 Strength properties
The mechanical properties of paper sheets derived from disintegrated fibers of the milk cartons and the PE-coated cardboard present intriguing insights into how fiber characteristics influence paper performance. As illustrated in Fig. 7, the sheets made from PE-coated cardboard exhibit higher tensile strength but lower tear strength than those made from milk cartons. These findings can be better understood by looking at the fiber characteristics shown in Figs. 3 and 4. Despite the shorter fiber length, the observed higher tensile strength in sheets produced from PE-coated cardboard highlights the complex interplay of fiber bonding and network structure. Typically, tensile strength is associated with the ability of fibers to form strong inter-fiber bonds, which are crucial for withstanding pulling forces.36) Shorter fibers, like those from the PE-coated cardboard, increase the number of fiber ends available for hydrogen bonding, enhancing the bonding potential within the sheet. This increased bonding surface area compensates for the reduced fiber length, resulting in a robust network sustaining higher tensile loads. Moreover, the lower freeness level of the PE-coated cardboard influences the sheet formation process. Reduced freeness can lead to slower drainage during formation, allowing fibers to settle and form tighter bonds. This enhanced fiber bonding contributes significantly to the tensile strength, underscoring the importance of fiber arrangement over mere length.
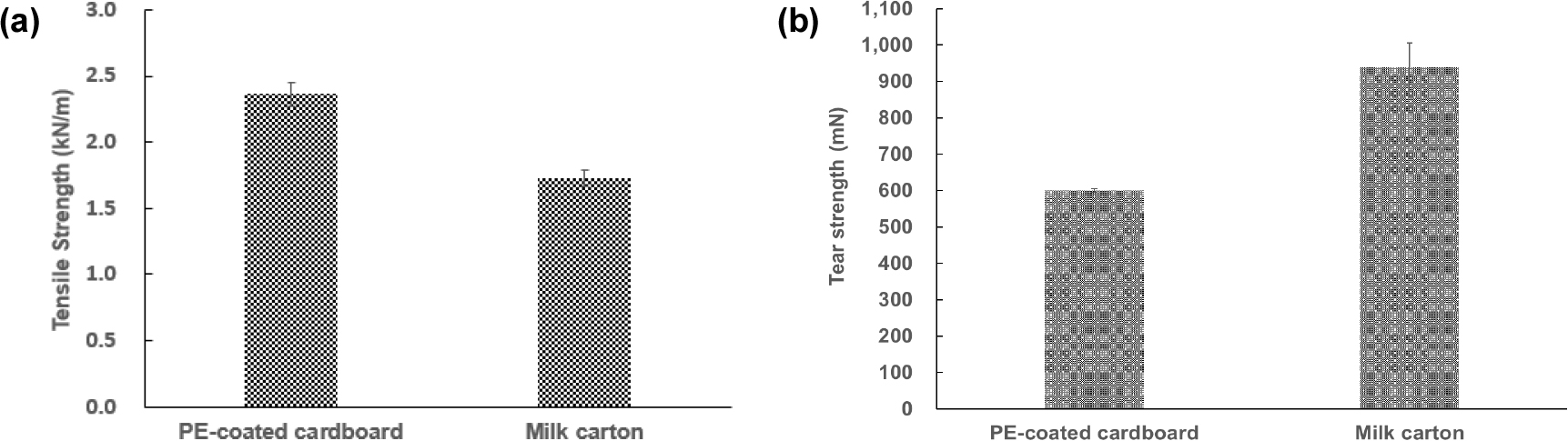
Conversely, the milk carton sheets, characterized by longer fibers, demonstrate superior tear strength. Tear strength is primarily influenced by fibers’ ability to resist a tear’s propagation. Longer fibers interlock effectively, providing a network that dissipates tear energy across a broader area, thereby enhancing resistance. The inherent flexibility of these longer fibers allows the network to absorb and distribute stress, contributing to its tear-resistant properties. In contrast, the shorter fibers in the PE-coated cardboard create a more rigid and less adaptable network. This rigidity makes it difficult for the sheet to adjust under stress, rendering it more susceptible to tearing. This trade-off between fiber length and network flexibility highlights the differing mechanical responses under tensile and tear forces.
The contrasting mechanical properties observed in these sheets underscore the need for tailored recycling strategies, aligning fiber properties with the specific mechanical requirements of end-use applications. The fibers of PE-coated cardboard may be advantageous in packaging applications where tensile strength is prioritized, such as for heavy or bulky items that require durability. In contrast, milk carton fibers provide superior performance in packaging where tear resistance is crucial, such as for liquids or items that require frequent handling. Understanding these relationships between fiber characteristics and mechanical properties is essential for optimizing recycling processes. By leveraging these insights, the recycling industry can enhance the efficiency and sustainability of recycled paper products, ensuring they meet the diverse demands of modern applications.
3.5 Optical properties
The optical properties of paper sheets, such as brightness and opacity, are critical factors influencing their suitability for various paper grades, including printing and packaging.37)Fig. 8 presents a comparative analysis of these properties in sheets made from disintegrated fibers of milk cartons and PE-coated cardboard. The results indicate that sheets derived from milk cartons are brighter and less opaque than those made from PE-coated cardboard. Brightness in paper is primarily affected by the fiber’s ability to reflect light, which is influenced by the fiber’s surface characteristics and composition.38) Despite having shorter fibers, the PE-coated cardboard forms a sheet with a higher bulk than the milk carton, indicating a less dense fiber arrangement. This higher bulk suggests that the fibers generally form a more open network, allowing for increased thickness without a corresponding increase in weight. However, the bulkier structure and slight yellow tint observed in PE-coated cardboard in Fig. 2b result in lower brightness compared to the milk carton (refer to Fig. 8a). The yellow tint can be attributed to residual chromophores from kraft pulping, which, although mainly removing lignin, can leave behind color-imparting substances. This contrasts with the milk carton, which uses fully bleached kraft pulp that undergoes extensive bleaching processing to remove such substances, resulting in higher brightness. The milk carton sheets’ superior brightness can be attributed to fully bleached kraft pulp, which causes a white sheet surface that effectively scatters light.
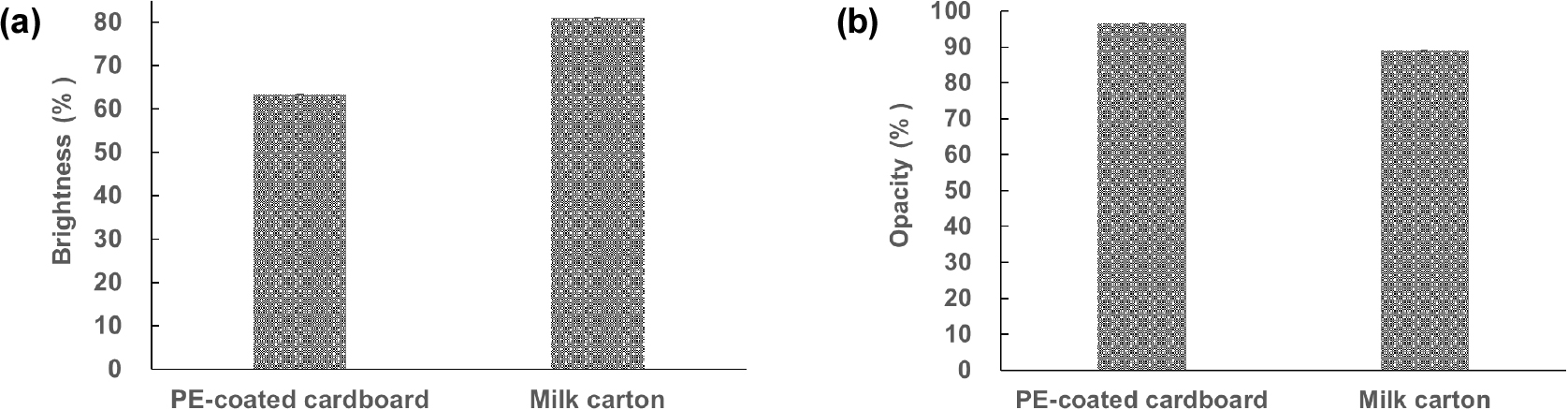
The milk carton sheets, characterized by their longer fibers, higher freeness, slightly higher fines content, and lower bulk than the PE-coated cardboard, form a network that significantly influences opacity and brightness. The higher freeness typically results in a less dense and more open fiber network, impacting light transmission and opacity. The slightly higher fines content in milk carton sheets contributes to light absorption, affecting opacity, as shown in Fig. 8b. Fines can fill the gaps between fibers, increasing the sheet’s ability to absorb light and potentially enhancing opacity by reducing translucency. These observations highlight the complex interplay between fiber characteristics, pulp processing, and optical properties. The higher bulk and associated properties of the PE-coated cardboard make it suitable for applications where thickness and opacity are valued. At the same time, the milk carton’s brighter and less dense sheet is advantageous for printing and writing applications.
These optical characteristics underscore the importance of aligning fiber properties with the intended applications of high-grammage paper like milk cartons and cardboard. Understanding the interplay between fiber properties and optical characteristics of recycled paperboard is essential for optimizing recycling processes and product development.39,40) By tailoring the recycling strategy to enhance specific optical properties, it is possible to produce recycled paper products that meet diverse market needs while maintaining sustainability.
Fig. 9 presents the laboratory results comparing the optical properties of base papers derived from PE-coated cardboard and milk cartons. The study focuses on the L*, a*, and b* values, which are key indicators of brightness, color balance, and hue, respectively. These values play a significant role in determining the visual and application-specific suitability of recycled paper products.
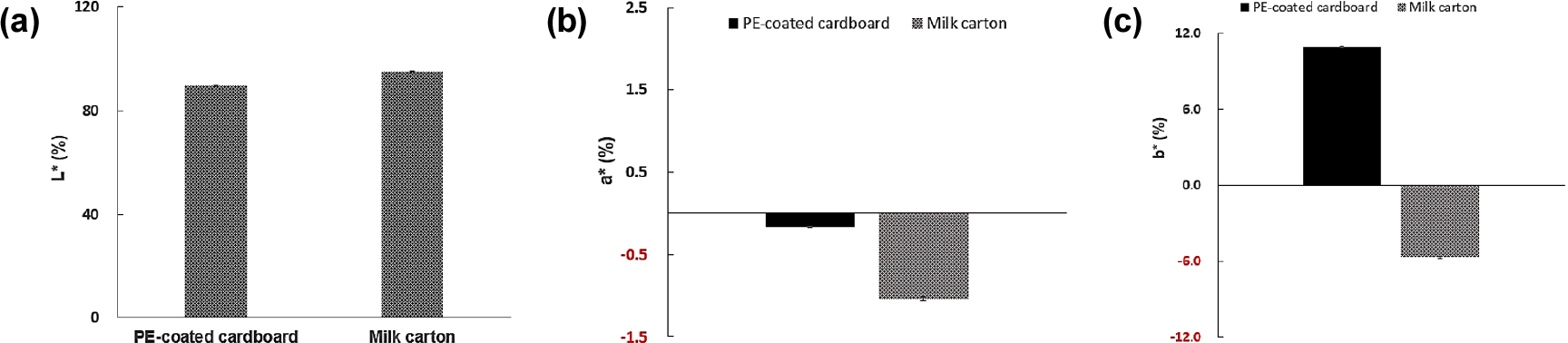
The L* value, a measure of brightness, is notably higher for milk cartons at approximately 95%, underscoring their superior brightness and optical clarity. This characteristic aligns with the findings that milk cartons, with their longer and coarser fibers, are well-suited for applications requiring high tear strength and brightness due to their enhanced fiber network structure and optical properties.
In terms of color balance, the milk cartons exhibited an a* value of around -1%, reflecting a higher green content, about five times more than that of PE-coated cardboard. This greenish tint contributes to the visual appeal and specific application suitability of the recycled paper.
On the other hand, the PE-coated cardboard displayed a b* value of approximately 11%, indicating a more pronounced yellow hue. This is likely attributed to the presence of lignin, which naturally imparts yellow or brownish tones. The presence of lignin in the PE-coated cardboard’s base paper highlights the necessity of lignin removal processes, especially when optical properties such as brightness and color purity are critical for the intended use.
These findings emphasize the importance of tailored recycling processes that consider fiber characteristics and residual components like lignin to optimize the visual and functional properties of recycled paper products. By aligning these properties with specific application requirements, the recycling industry can enhance sustainability and meet diverse market demands effectively.
3.6 SEM image
The SEM images of milk cartons and PE-coated card-board in Fig. 10 clearly illustrate the characteristics of these composite materials. Both materials showed surfaces covered with barrier materials like polyethylene on both the inner and outer sides, obscuring the underlying fiber structure. While these coating layers are essential for the waterproofing and preservation of the contents in packaging, they also pose challenges to recycling efficiency. In particular, milk cartons are composed of a multi-layered structure of paperboard, polyethylene, and aluminum, presenting the challenge of effectively separating these non-paper components during the recycling process. The PE coating provides moisture resistance but complicates fiber recovery. Therefore, developing technologies that can selectively remove the coating layers is crucial for efficient recycling.
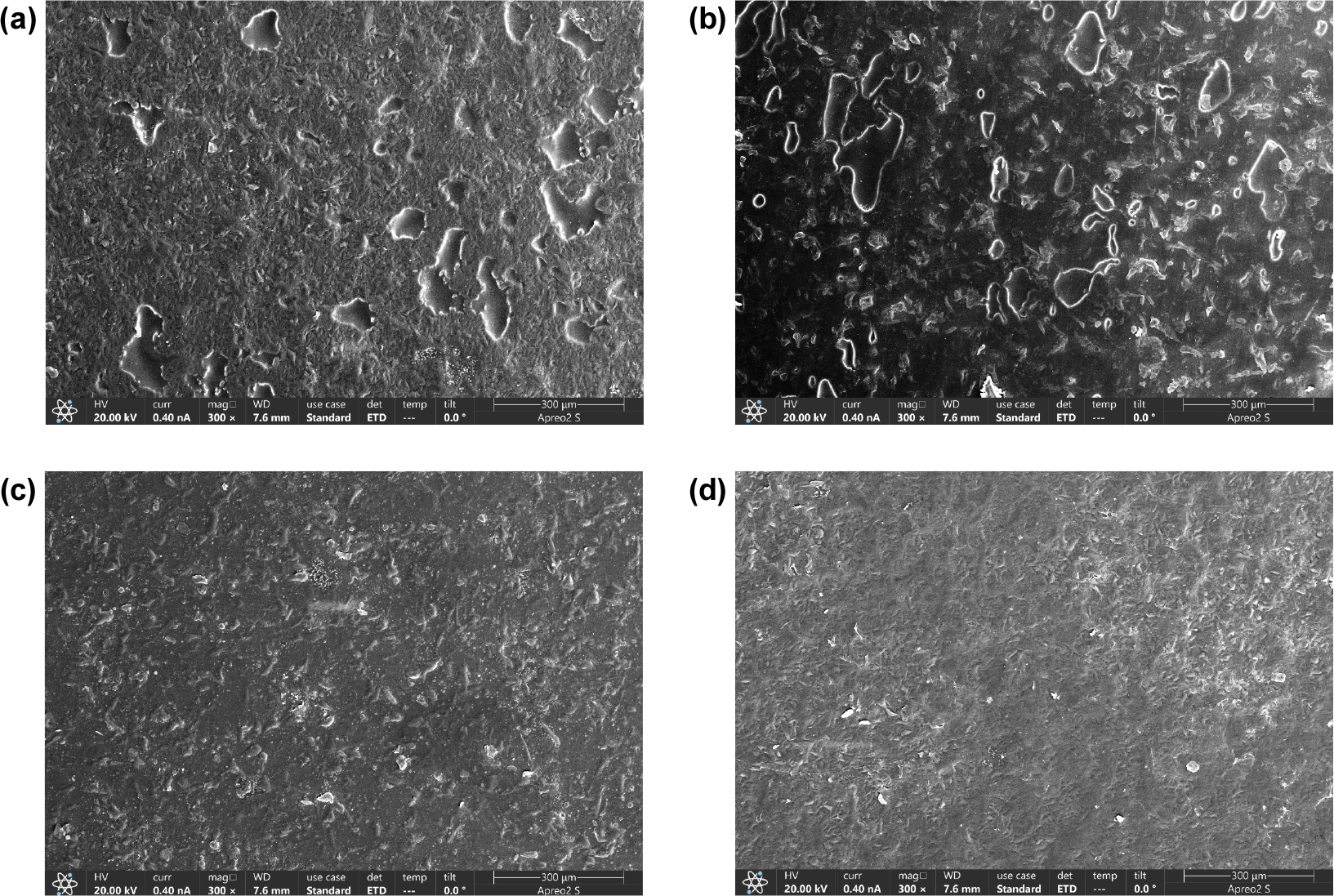
This analysis underscores the importance of technological approaches for recycling composite materials, which can enhance environmental sustainability and economic viability.
4. Conclusions
The comparative analysis of milk cartons and PE-coated cardboard underscores the critical role of fiber characteristics in determining the suitability of recycled paper products for specific applications. The study reveals that milk cartons with longer and coarser fibers are more apt for applications demanding high tear strength and brightness due to their superior fiber network structure and optical properties. Meanwhile, the shorter fibers and higher bulk of PE-coated cardboard favor applications where tensile strength and opacity are prioritized. These insights emphasize the need for tailored recycling processes that align fiber properties with the desired end-use characteristics of recycled products. The recycling industry can produce sustainable and efficient paper products that meet diverse market demands by optimizing these processes. This research highlights the importance of fiber characterization in recycling operations, contributing to improved strategies for managing composite materials like milk cartons and PE-coated cardboard.
