

1. 서 론
나노기술은 21세기에 있어서 소위 소재 혁명이라 할 수 있는 떠오르는 과학기술이라 할 수 있다. 이러한 나노기술이 과학, 산업 및 우리 일상생활에 깊숙이 파고들 정도로 그 파급효과가 매우 큰 것은 사실이나, 한편으로는 나노 입자의 사용에 따른 부작용에 대한 논란도 끊임없이 대두되고 있다. 따라서 비교적 과학적으로 잘 정립되지 못한 나노기술들은 매우 효율적이고 친환경적인 기술로 대체되어 가고 있다. 새로운 실험 및 이론 기법의 개발과 더불어 나노 소재 및 공정의 개발 및 특성을 조사할 수 있게 됨에 따라 나노 시스템 및 나노구조화 소재의 개발을 위한 새로운 기회를 제공하고 있다.
본 연구 주제와 관련된 나노셀룰로오스의 활용에 대한 관심 또한 최근 급증하면서 매우 다양한 분야에 대한 적용이 시도되고 있다. 특히 셀룰로오스는 자연계에서 얻을 수 있는 매우 풍부하고 재생산이 가능한 소재로서 나노피브릴 구조를 지니고 있다는 사실1)이 주목을 끌게 된 주된 원인이라 할 수 있다. 이러한 이유로 나노셀룰로오스에 대한 연구가 2000년대에 들어서면서 매우 활발히 이루어지고 있다.
나노셀룰로오스는 직경이 10-100 nm 범위에 포함되는 피브릴 상태의 것을 지칭한다. 화학적으로 나노셀룰로오스를 추출하는 NCC (Nanocrystalline cellulose) 또는 CNC (Crystalline Nanocellulose)로 불리는 나노크리스탈 셀룰로오스를 제외한 다른 나노셀룰로오스들은 기계적으로 제조를 하다보니 NCC에 비하여 균일한 크기의 나노셀룰로오스를 얻기가 어렵다. 이러한 이유로 그라인더나 호모지나이저와 같은 장치를 이용하여 기계적으로 제조한 나노셀룰로오스는 마이크로피브릴화 셀룰로오스 (Microfibrillated cellulose), 셀룰로오스 나노피브릴 (Cellulose nanofibrils) 또는 나노피브릴화 셀룰로오스 (Nanofibrillated cellulose) 등 다양한 용어로 불리고 있다. 나노셀룰로오스 또는 마이크로피브릴화 셀룰로오스라는 용어는 1970년대에 미국의 ITT Rayonier 연구소에서 처음 사용되었으며, Turbak 등2)은 MFC의 성질과 잠재성에 대하여 발표하였고, Herrick 등3)은 분말상의 MFC 제조와 특성에 대하여 발표하였다. 그후 미국, 일본, 캐나다, 유럽 등 전 세계에서 나노셀룰로오스에 대한 연구를 활발하게 진행하였고, 최근에는 다양한 용도에 적용하기 위한 연구가 진행되고 있다.
나노셀룰로오스는 자연에서 쉽게 확보할 수 있고 풍부한 천연 소재이며, 재생산이 가능하고, 생분해성과 생체 호환성을 지니고 있다. 또한 나노셀룰로오스는 강도 및 탄성계수가 높고, 높은 장폭비와 표면적을 지니며, 화학적인 기능성 및 가공성을 지니는 등 석유화학 제품 및 다른 천연소재가 지니지 못하고 있는 장점을 지니고 있기 때문에 그 잠재성이 매우 높다.
비록 MFC를 이용한 다양한 소재 및 제품들의 제조를 위한 실험실적 또는 파일롯 규모에서 상당한 진전을 보이기는 했지만 산업화 및 상용화하는데는 아직 몇몇 장벽이 남아있다. 그 중 가장 큰 문제는 에너지 소비가 많고, 생산 비용이 높다는 것이다. 물론 많은 연구자들이 화학적 또는 효소 전처리를 시도함으로써 에너지 소비를 상당히 줄일 수 있는 가능성을 보여주기도 했지만 아직 실용화단계에는 이르지 못했다. 그 외에도 MFC 자체의 고유 특성에 따른 많은 장애가 있기 때문에 기능성 신소재 및 제품 개발에 사용하기 위해서는 이러한 기초적인 문제의 해결이 선결 과제라 할 수 있다.
그 일환으로 화학처리 또는 효소처리를 기계적 처리와 병행하는 다양한 전처리 관련 연구가 진행되었는데 Saito 등4-10)은 기계적 처리를 하기 전에 TEMPO로 셀룰로오스를 산화처리하여 carboxylate와 aldehyde 기능기를 도입 시도하였고, TEMPO 전처리에 대한 다수의 논문을 발표하였다. Henriksson 등11)은 펄프의 고해 및 효소 전처리를 통하여 MFC 제조가 훨씬 용이함을 보고하였다. Spence 등12-13)은 펄프를 고해처리 할 경우 호모지나이저 처리 횟수를 감소시킬 수 있으며, 호모지나이저를 사용하는 경우에 비하여 플루다이저나 그라인더를 사용하는 것이 에너지 소비 측면에서 유리함을 보고한 바 있다. Meyer 등14)은 저농도 고해-효소 전처리-저농도 고해를 통하여 NFC를 제조할 경우 에너지 소비를 20-40% 절감이 가능하다고 하였다. Pääkko 등15)은 고해와 효소 전처리한 펄프를 고압 호모지나이저로 처리하여 MFC를 제조할 경우 에너지 절감 효과를 얻을 수 있다고 하였다. 한편 Ruy 등16)은 그라인딩 하기 전에 펄프를 고해하는 것이 나노피브릴화에 도움이 되었고, 그라인딩 농도와 속도를 높일수록 피브릴화가 촉진된다고 보고한 바 있다. 이와 같이 나노셀룰로오스 제조와 관련된 방대한 연구가 진행되었음에도 불구하고 의외로 나노셀룰로오스 생산의 가장 큰 장애물인 에너지 소비 절감에 대한 연구는 매우 미흡한 형편이다.
따라서 본 연구에서는 에너지소비를 절감하면서 효율적으로 MFC를 제조하기 위한 기초 정보를 얻기 위한 일환으로 고해, 알칼리 처리 및 그라인더 간격 등이 MFC의 특성 및 에너지 소비에 미치는 영향을 조사하였다.
2. 재료 및 방법
2.1 공시재료
MFC 제조용 원료로는 침엽수 표백 크라프트펄프 (Radiata pine, Pacifico Pulp, Chile)를 사용하였으며, 알칼리 처리는 시약용 가성소오다(순도 97%)를 사용하였다.
2.2 실험방법
2.2.1 펄프 섬유의 전처리 및 그라인딩
펄프의 고해 전처리가 MFC 제조에 미치는 영향을 조사하기 위하여 실험실용 Valley beater를 이용하여 3수준(미고해, 450 mL CSF, 100 mL CSF)으로 고해를 실시하였다. 고해 및 미고해 펄프는 농도를 1%로 조절하고, 그라인더(Masuko Sangyo, Japan)를 이용하여 MFC를 제조하였다. 이때 회전속도는 1,800 rpm, 부하 전류량이 2A를 유지하도록 그라인더의 간격을 조절하였는데 이때의 그라인더 간격은 -160㎛에서 -200㎛ 사이에 분포하였다. 그라인딩이 진행되면서 마찰열에 의한 온도 상승으로 수분이 증발되는 문제가 발생하여 그라인딩 조건을 일정하게 유지하기 위하여 매번 투입 전에 농도를 측정하고 물을 보충하여 일정한 농도를 유지하여 주었다. 이러한 농도 조절은 모든 그라인딩 실험에 동일하게 적용하였다.
또한 알칼리 처리 효과를 조사하기 위하여 펄프를 먼저 450 mL CSF 및 150 mL CSF로 고해를 실시하고, 펄프 농도를 3%로 조절한 후 펄프 중량 기준으로 5%의 가성소오다를 투입하여 60℃에서 60분간 알칼리 처리를 실시하였다. 알칼리 전처리를 마친 후 충분히 알칼리를 세척해 낸 후 그라인딩을 실시하였다. 그라인딩 조건은 고해 전처리 시와 동일하게 하였으며, 그라인딩 횟수는 5, 10, 15 및 20회를 적용하였다.
2.2.2 그라인딩 간격
그라인딩 간격이 MFC 제조에 미치는 영향을 조사하기 위하여 펄프를 150 mL CSF로 고해한 후 간격을 -100 ㎛, -150 ㎛ 및 -200 ㎛로 조절하여 그라인딩을 실시하였다.
2.3.3 MFC의 특성 및 에너지 소비 산출
제조된 MFC의 특성을 조사하기 위하여 각 조건별, 그라인더 통과시마다 취한 샘플에 대하여 점도(Brookfield, 1%, 25℃, 60 rpm)를 측정하였고, 그라인딩에 따른 결정화지수 변화를 조사하기 위하여 MFC 시이트를 제조하고, HRXRD(Panalytical, X'pert-pro MPD, Netherlands)를 이용하여 결정화도를 측정하였다. MFC 시이트는 MFC를 0.01%로 희석하여 membrane filter(pore size 0.2㎛, diameter 47mm)를 이용하여 -0.8 bar의 진공을 걸어 제조하였다. 제조된 시이트는 실리콘으로 코팅된 여과지로 포개어 압착(10kgf/cm2)을 실시한 후 드럼 건조기로 건조를 실시하였다.
또한 전처리 조건별로 그라인딩이 진행됨에 따른 피브릴화의 변화를 관찰하기 위하여 제조된 MFC 슬러리를 0.001%로 희석하여 MFC 시이트 제조에 사용했던 membrane filter를 이용하여 -0.8bar의 진공을 걸어 시트를 제조한 후 25℃ 항온수조에서 tert-butanol로 20분씩 3단계 용매치환을 실시하였다. 상온에서 동결되는지 여부를 용매치환 완료기점으로 삼았다. 용매치환된 MFC 시이트를 동결건조 시킨 후 FESEM(S-4300, Hitachi, Japan)을 이용하여 사진을 촬영하였다.
또한 일정 수준 피브릴화 진행 후 점도가 감소되는 현상을 조사하기 위하여 AFM을 이용한 이미지 촬영 및 분석을 실시하였다. AFM 분석을 위하여 mica 표면에 0.01%로 희석한 PEI를 흡착시킨 후 0.01%로 희석한 MFC를 피펫으로 한 방을 떨어뜨리고 spin coater(ACE-200)를 이용하여 3000rpm으로 60초간 코팅을 실시하였다. 오븐에서 60℃로 10분간 열처리하여 용매를 완전히 증발시킨 후 tapping mode로 scan size 2-10㎛, 2Hz로 이미지 촬영 및 분석을 실시하였다.
에너지 소비 측정과 관련하여 피브릴화가 진행될수록 그라인더 체류시간이 길어지고, 펄프 슬러리의 농도가 발생된 마찰열에 의하여 변하기 때문에 그라인더 통과시마다 체류시간과 전력 소모량을 측정하고, 그라인더 통과후 농도를 측정하여 펄프 슬러리를 공급할 때마다 농도를 1%로로 조절하였다. 펄프 단위중량 당 에너지 소비를 조사하기 위하여 그라인더 통과 후 슬러리의 부피를 측정하고, 농도를 측정하여 다음 그라인딩에 투입된 펄프의 양을 결정하였다. 이와 같이 얻어진 수치를 이용하여 전력 소비량 및 비에너지 소비량을 산출하였다.
3. 결과 및 고찰
3.1 고해 및 알칼리 처리의 영향
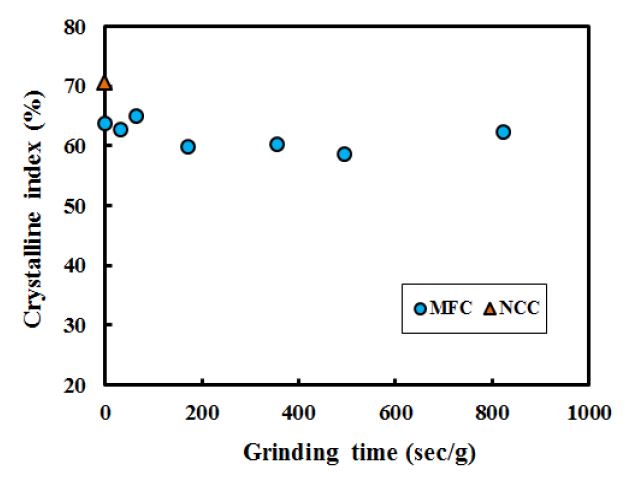
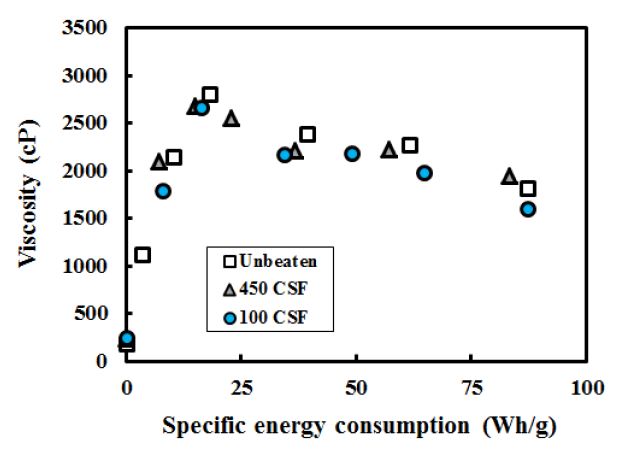
펄프의 고해 수준을 달리하여 고해를 실시한 후 그라인딩을 실시한 결과 Fig. 1에서 보는 바와 같이 나노크리스탈 셀룰로오스(NCC)보다는 다소 낮은 값을 나타내었지만 피브릴화가 진행됨에 따른 결정화지수의 큰 변화는 관찰되지 않았다. Fig. 2는 고해 수준을 달리한 펄프를 그라인딩하면서 에너지 소비와 점도를 측정한 것이다. 그라인딩이 진행됨에 따라 고해 수준에 관계없이 피브릴화 섬유의 점도와 에너지 소비가 비슷한 변화를 보여주고 있다. 특히 그라인더를 이용하여 피브릴화를 진행하는 동안 일정 수준까지는 점도가 증가되었으나 정점을 찍은 이후에는 다시 점도가 떨어지는 경향을 나타내고 있다. 이와 같은 현상은 그라인딩이 진행됨에 따라 처음에는 피브릴화가 일어나면서 비표면적 및 부피가 늘어나 전단력에 대한 저항이 증가하다가 더욱 피브릴화가 일어나면 피브릴의 부피가 감소되고, 섬유 및 피브릴의 절단이 수반되면서 전단력에 대한 저항이 감소되어 점도의 감소로 나타난 것으로 사료된다.
Figs. 3~5는 고해수준을 달리하여 전처리한 펄프를 그라인더로 피브릴화를 진행하면서 비에너지 소비를 측정한 결과이다. Fig. 3은 고해, 그라인딩에 의하여 각각 소비된 비에너지와 그 합계를 나타낸 것이며, Fig. 4는 비슷한 수준으로 펄프를 피브릴화하는데 소요된 비에너지를 나타낸 것이다. 일반적으로 많은 연구자들이 그라인딩을 용이하게 진행되도록 하기 위하여 전처리 수단의 하나로 고해를 이용하고 있으나 Fig. 3 및 Fig. 4에서 보는 바와 같이 고해 여부에 관계없이 그라인더로 표백 목재펄프를 피브릴화 하는데 소비되는 비에너지에는 별 차이를 나타내지 않기 때문에 고해를 전처리 수단으로 적용할 경우 초기 피브릴화는 용이할지 모르나 최종 비에너지 소비가 증가됨을 확인할 수 있었다. 또한 Fig. 5에 도시된 바와 같이 비슷한 수준으로 피브릴화하여 MFC를 제조하는데 있어서 고해 전처리를 하지 않은 것이 에너지 효율이 가장 좋았고, 고해가 진행될수록 그 효율이 떨어지는 것을 확인할 수 있었다. 플루다이저나 고압 호모지나이저 등을 이용하여 MFC를 제조할 경우에는 에너지 절감에 도움이 되는 것으로 보고된 바 있으나,12, 13, 15) 본 연구 결과는 그라인더로 MFC를 제조할 때 굳이 고해 전처리를 할 필요가 없음을 보여준다.
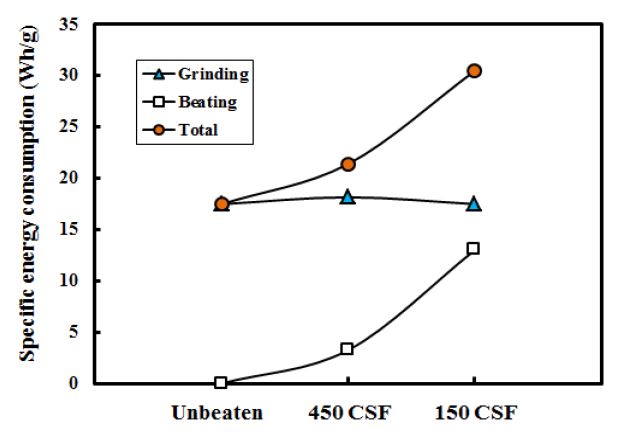
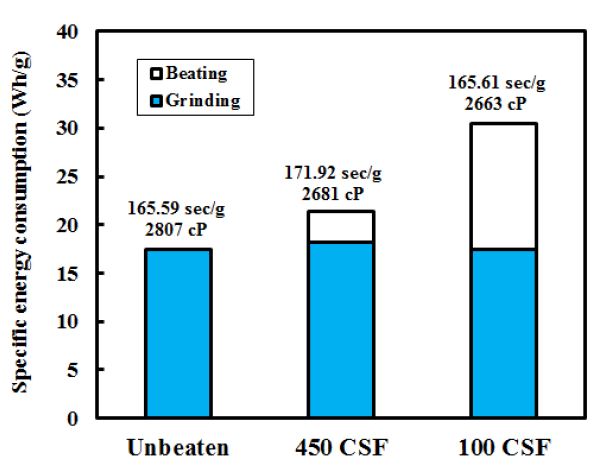
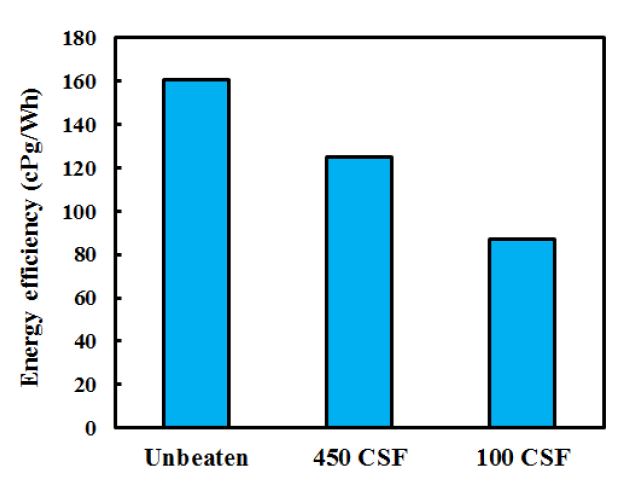
Fig. 6은 고해와 더불어 알칼리 전처리 효과를 조사하기 위하여 알칼리 전처리를 행한 후 피브릴화를 실시한 결과를 나타낸 것으로 점도 변화 추이는 알칼리 처리 유무에 관계없이 유사한 변화를 나타내었으나, 알칼리 전처리 시 더 높은 점도를 나타내었고, 피브릴화 된 부분의 폭 측정을 통하여 피브릴화가 다소 용이하게 일어남을 확인할 수 있었다(Fig. 7). 이와 같이 높은 점도 값을 나타낸 것은 펄프 팽윤을 증가시켜주는 알칼리 자체의 고유 특성으로 말미암아 비롯된 것으로 판단된다. Fig. 2에서와 마찬가지로 Fig. 6의 경우에도 피브릴화가 진행됨에 따라 점도가 증가하다가 감소하는 경향을 나타내어 이러한 원인을 규명하기 위하여 AFM 분석을 실시하였다. 비록 AFM 특성 상 주관적인 판단이 개입될 여지가 있기는 하지만 Fig. 7에 예시된 바와 같이 그라인딩이 진행됨에 따라 피브릴화가 더욱 진행되고, 절단 현상이 일어나면서 전단력에 대한 저항이 감소된 것으로 판단되며, 좀 더 명확하게 현상을 해석하기 위해서는 추가적인 연구가 요구된다.
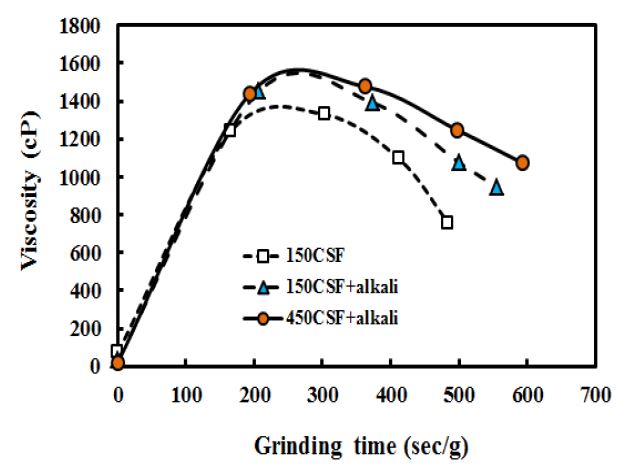
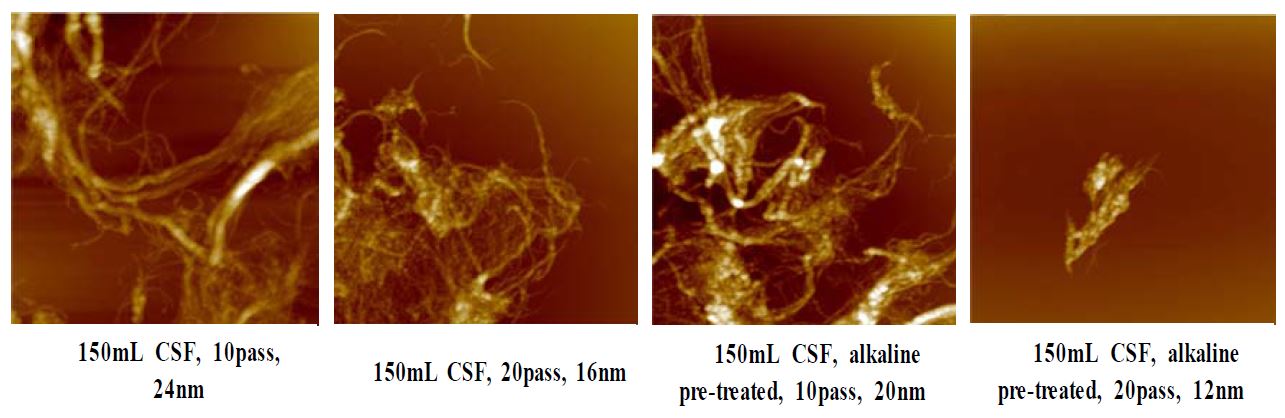
Fig. 7.
AFM image of fibrillated fiber with grinder for alkaline pre-treated and untreated bleached kraft pulp after refining.
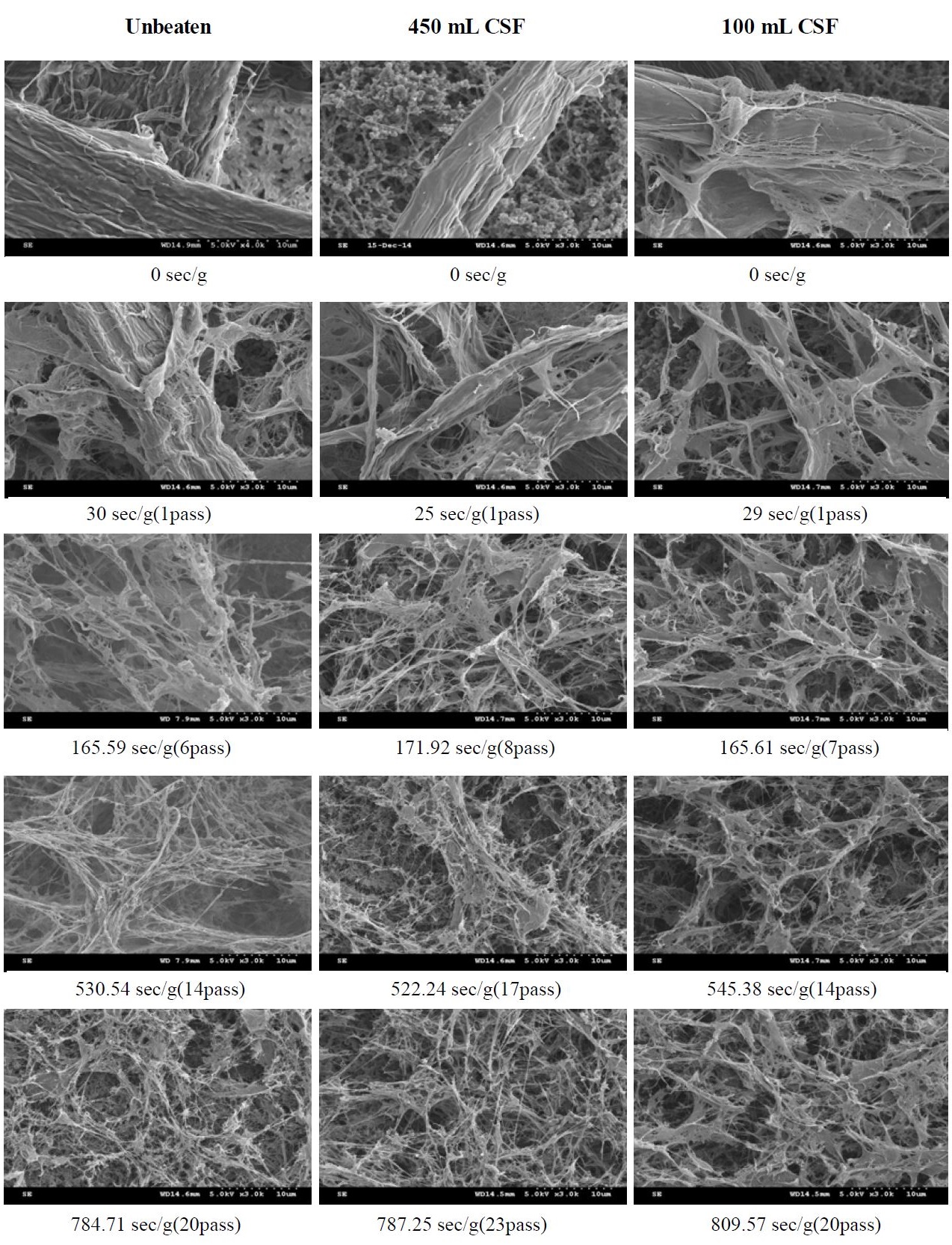
고해 유무 및 고해 정도에 따른 피브릴화 현상을 시각적으로 관찰하기 위하여 주사전자현미경 사진을 촬영한 결과 초기에는 고해를 많이 한 것이 마이크로 피브릴화가 수월하게 이루어졌었으나, 그라인딩 횟수가 20회까지 증가됨에 따라 고해 정도 및 고해 여부의 차이가 감소되어, 표백 화학펄프를 원료로 사용하고 그라인더로 피브릴화 할 경우에는 최종 제조하고자 하는 MFC의 특성에 따라 고해 전처리를 생략할 수 있을 것으로 판단된다.
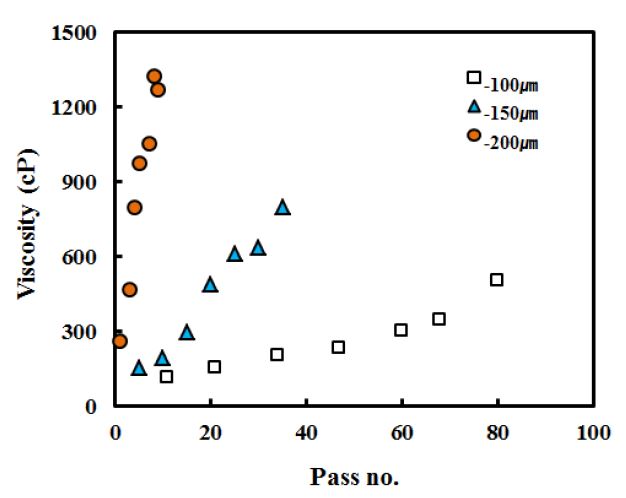
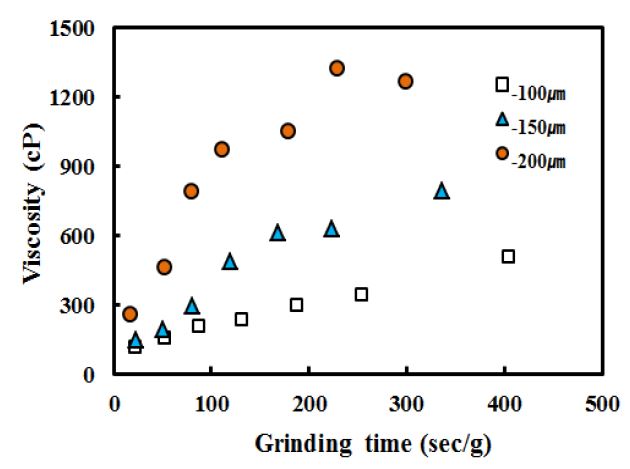
3.2 그라인더 간격의 영향
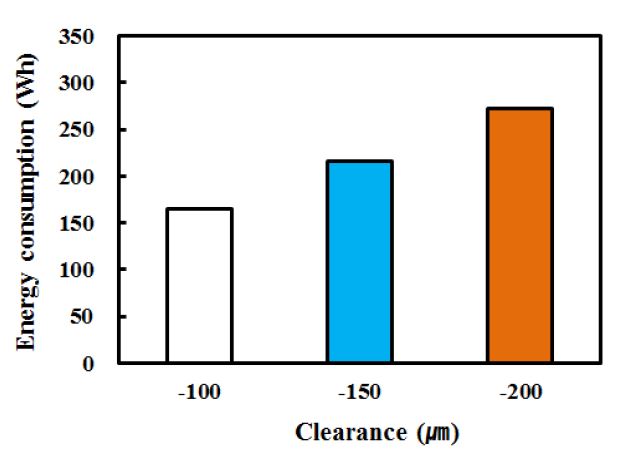
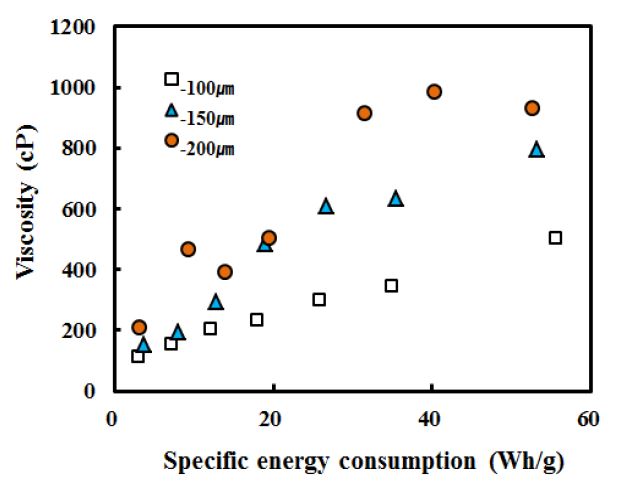
그라인더 간격이 MFC 제조 특성에 미치는 영향을 조사하기 위하여 그라인더 간격을 조절하여 피브릴화를 실시한 결과 Figs. 9~10에서 보는 바와 같이 간격이 좁혀질수록 피브릴화가 급속히 진행되었고, 체류시간 증가로 인하여 각 패스 당 피브릴화 시간이 길어짐을 확인할 수 있었다. 동일한 수준의 에너지를 적용한다고 가정할 경우 Fig. 11에서 보는 바와 같이 그라인더 간격이 좁혀질수록 에너지 소비가 증가되기는 하였으나, 에너지 효율은 개선되어(Fig. 12) 비록 그라인더 간격 변화에 따른 피브릴화 특성에 대한 추가적인 연구가 요구되기는 하지만 에너지 소비 절감 측면에서는 그라인더 간격을 좁게하는 것이 유리함을 확인할 수 있었다.
4. 결 론
MFC를 포함한 나노셀룰로오스가 다른 소재에 비하여 여러 측면에서 다양한 장점을 지니고 있고, 그 용도도 무궁무진하지만, MFC 제조에 있어서 가장 큰 문제는 에너지 소비가 많은 것이다. 따라서 본 연구에서는 그라인더를 이용하여 MFC를 제조할 경우 에너지 소비를 절감할 수 있는 방안을 찾기 위한 일환으로 고해 및 알칼리 전처리, 그리고 그라인더 간격 변화가 피브릴화 특성 및 에너지 소비에 미치는 영향을 조사를 실시하였다.
펄프의 전처리 수단으로 고해를 실시하는 작업은 많은 연구자들에 의하여 이루어져 왔으나 본 연구 결과 비록 피브릴화 초기에는 도움이 되나 일정 수준 이상 피브릴화하여 MFC를 제조할 경우 별 효과가 없음이 확인되었다. 특히 에너지 소비 측면에서 고해 유무 또는 고해 정도가 피브릴화에 요구되는 에너지 소비에 별 영향을 미치지 않고 오히려 에너지 효율을 감소시키는 결과를 초래하여 표백화학펄프를 원료로 사용하고, 그라인더를 이용하여 MFC를 제조할 경우 고해 전처리는 무익함을 확인할 수 있었다. 알칼리 전처리의 경우 섬유의 팽윤을 초래하기 때문에 피브릴화를 용이하게 해주어 에너지 소비 절감에 도움이 될수 있을 것으로 예상되기는 하지만 에너지 효율에 대하여는 아직 확인되지 않았다. 펄프섬유의 피브릴화 시 그라인더 간격이 좁혀질수록 피브릴화가 급속히 진행되었고, 에너지 효율도 개선되어 에너지 절감 측면에서는 도움이 될 것으로 사료된다.
