

1. 서 론
해리는 펄프를 개개의 섬유로 분리하고 펌프로 이송 가능한 지료 상태로 만드는 공정이다. 본 공정은 지료조성과정에서 가장 우선적으로 실시하는 단위공정으로 펄퍼에서 이루어진다. 종이를 제조하기 위한 원료는 압축베일 형태로 펄퍼에 물과 함께 투입된다. 원료가 물에 젖음(wetting)으로서 수소결합이 끊어지고 로터(rotor)의 회전력으로 발생되는 전단력에 의해 개개의 섬유로 분리된다. 이 때 섬유뿐만 아니라 잉크, 플라스틱, 접착제 등의 이물질도 일부 분리되고 이렇게 해리된 원료는 펄퍼 하부의 다공판을 통과하여 정선공정으로 이송된다. 펄핑 단계에서의 해리가 부족할 경우 많은 미해리분이 생성되어 정선공정에서의 이물질 제거 효율 및 최종 생산품의 품질에 좋지 않은 영향을 미친다. 아울러 해리처리가 과도할 경우 단섬유화와 이물질의 미분화를 조장하며 정선효율 및 탈수성이 저하된다. 골판지 원지 제조 시 사용되는 섬유상 주원료는 국산 골판지 폐지(Korean Old Corrugated Container, KOCC)이다. 2014년 기준 골판지 폐지의 회수율은 88.2%이며 사용량은 약 640만 톤으로 전체 폐지사용량 중 60% 이상을 점유하고 있다. 이처럼 국내에서는 많은 양의 KOCC가 판지 제조용 원료로 재활용되고 있지만 KOCC 섬유 품질은 매우 조악하다. KOCC는 다량의 이물질과 함께 유입되어 공정 오염을 조장하고 미세분이 많으며, 많은 재활용 공정을 거치면서 건조-습윤 과정이 반복됨에 따라 섬유 표면이 각질화(hornification)되어 공정 및 최종 생산품의 품질에 악영향을 미친다.1) KOCC는 압축베일 형태로 컨베이어를 통해 펄퍼로 이송되어 해리된다. 펄퍼에서 KOCC가 충분히 해리되지 못할 경우 미해리분이 많아지고 해리 시 소모되는 동력이 증가하게 된다. 또한 강도 및 지합, 평활도 등 종이의 물성이 불량하여 캘린더링 선압이 증가함에 따라 스티프니스가 저하되는 문제점이 발생될 수 있다. 반면, KOCC가 과도하게 해리 되었을 경우 미세섬유가 많이 형성되어 초지 공정에서 탈수성을 저하 시킬 수 있다. 이와 같은 문제점을 해결하기 위해 효소 처리2), 니딩 및 고해와 같은 기계적 처리,3,4) 지력증강제5,6) 적용 등 다양한 처리 방법이 연구되었다. 이와 같은 방법으로 KOCC의 강도를 개선시킬 수는 있으나 기본적으로 KOCC의 해리가 적절하지 않다면 이러한 지력 증강 방법들의 효과는 매우 낮을 것으로 판단된다. 따라서 KOCC의 해리 특성을 분석하고 이에 따라 해리 공정을 최적화할 수 있는 방안에 대한 연구가 이루어져야 할 것이다. 이에 본 연구에서는 파일롯 스크린과 펌프를 활용하여 KOCC 재활용 공정의 펄퍼 지료를 분석하고 해리 공정의 최적화를 도모하고자 하였다.
2. 재료 및 방법
2.1 공시재료
공시재료는 KOCC를 원료로 사용하는 골판지 원지 제조업체인 S사의 실제 생산 공정에서 채취한 지료를 사용하였다. 4~4.5% 농도로 운전되는 펄퍼에서 해리시간 5, 15, 20, 25분 경과 후 지료를 채취하였다.
2.2 KOCC 지료 특성 분석
공시재료의 pH, 전기전도도, 칼슘경도, 양이온 요구량, 화학적 산소 요구량, 회분 함량 및 해리 시간에 따른 지료의 여수도를 분석하였다. pH는 pH meter(EcoScan, EUTECH instrument, United States)를 이용하여 분석하였으며 전기전도도는 전기전도도 측정계(COM-100, HM digital, United States)를 이용하였다. 칼슘경도는 칼슘경도 측정기(Color-Q, United States)를 이용하여 분석하였으며 화학적 산소 요구량은 크롬법으로 분석하였다. 회분함량과 여수도는 KS 표준 시험방법에 의거하여 측정하였다.
2.3 파일롯 스크린을 이용한 KOCC 해리 특성 분석
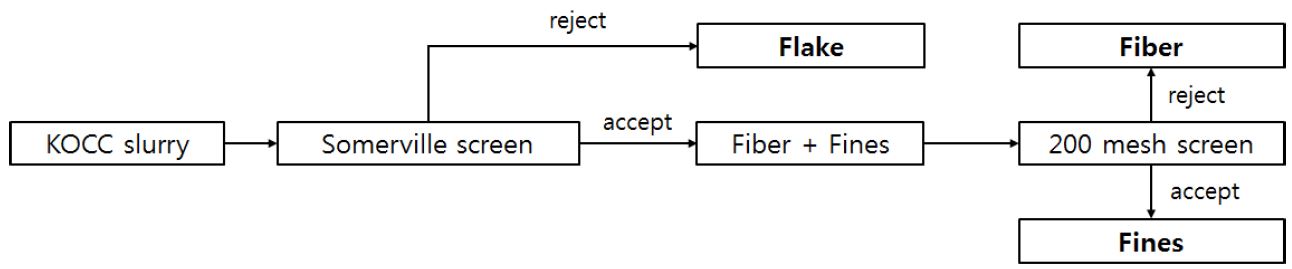
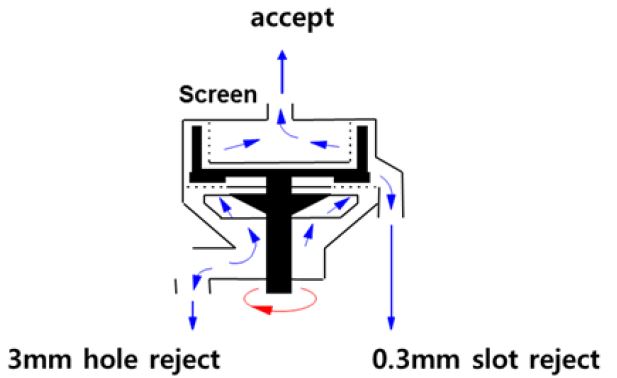
Fig. 1은 해리시간에 따른 공시재료의 해리 특성을 분석하기 위한 미해리분(flake), 섬유(fiber), 미세분(fines) 분급과정이다. 해리 시간에 따라 채취한 현장 지료를 썸머빌 스크린으로 분급하여 슬롯을 통과하지 못한 미해리분과 슬롯을 통과한 섬유와 미세분으로 분급하였다. 이후 썸머빌 스크린의 슬롯을 통과한 지료를 200 mesh 스크린을 이용하여 섬유와 미세분을 분급한 후 미해리분, 섬유, 미세분의 무게를 측정하여 각각의 비율을 산출하였다. Fig. 2는 파일롯 스크린을 이용한 KOCC 지료 분급과정이다. Fig. 2에 나타난 바와 같이 0.5%로 희석한 지료를 Fig. 3의 파일롯 스크린을 이용하여 홀 및 슬롯 리젝트와 억셉트로 분급하였다. 이 후 파일롯 스크린 억셉트를 이용하여 RDA(Retention and drainage analyzer)로 평량 100 g/m2의 수초지를 제작하였다. 제작된 수초지는 온도 23℃, 상대습도 50%의 표준 대기조건에서 48시간 이상 조습처리 한 후, KS 표준시험방법에 의거하여 인장강도, 파열강도, 압축강도를 분석하였다. Fig. 3의 파일롯 스크린은 3 mm 직경의 홀과 0.3 mm 너비의 슬롯을 보유하고 있어 지료 구성성분의 크기에 따라 분급 가능하다. 스크린 펌프의 구동력에 의하여 지료가 스크린으로 유입되면 직경 3 mm 홀을 거쳐 스크린 내부로 이동하게 된다. 이 때 홀의 직경 보다 큰 물질은 통과하지 못하여 홀 리젝트로 배출되고, 스크린 내부로 유입된 지료는 포일의 회전력으로 형성된 구심력으로 인해 섬유가 슬롯을 통과하여 억셉트로 분급되며 통과하지 못한 물질은 슬롯 리젝트로 배출된다.7)

2.4 펌핑이 KOCC 해리 특성에 미치는 영향
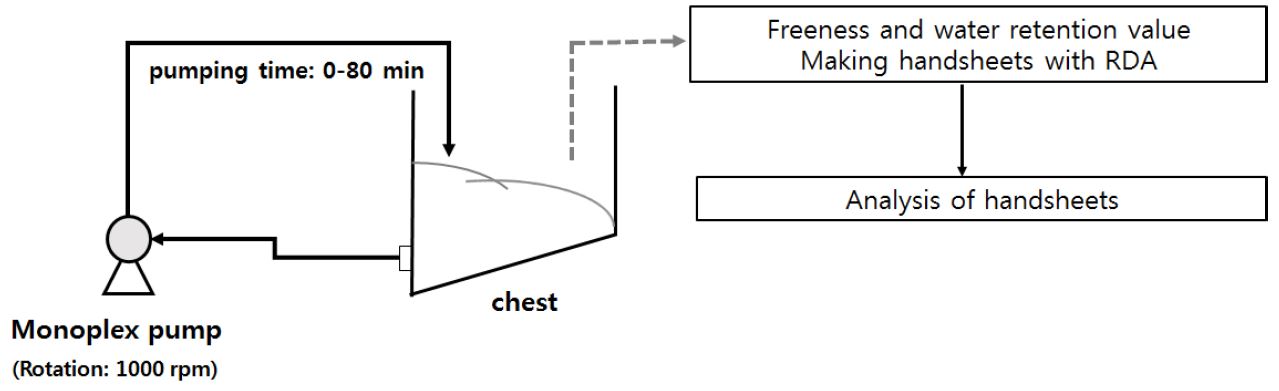
Fig. 4에 나타난 바와 같이 모노플렉스 펌프를 이용하여 0.5%로 희석된 지료를 5~80분 까지 순환시키고 시간별로 채취한 KOCC 지료의 여수도와 보수도를 측정하였으며, 섬유장 분석기(FiberTester plus, Lorentzen & Wettre, Sweden)을 이용하여 섬유 피브릴화 정도를 비교 분석함으로써 펌핑이 KOCC 해리 특성에 미치는 영향을 분석하였다. 시간별로 채취한 지료를 이용하여 RDA로 평량 100 g/m2의 수초지를 제작하였다. 이 때 초지 후 여액의 탁도를 분석하였으며 수초지 제작 후 온도 23℃, 상대습도 50% 표준대기조건에서 48시간 이상 조습처리 후 KS 표준시험방법에 의거하여 인장강도, 신장률, 파열강도를 분석하였다.
3. 결과 및 고찰
3.1 지료 특성
Table 1은 S사의 펄퍼 지료 분석 결과이다. 각 항목은 3회 반복 실시하였으며 분석된 데이터는 측정 범위로 표시하였다. 펄퍼 지료의 pH는 7.6-7.7이며, 전기전도도는 0.42-0.46 mS/cm이다. 칼슘경도는 2500-3000 ppm, 양이온 요구량은 0.7-0.8 meq/L 이고, 화학적 산소 요구량은 4000-5000 ppm, 회분함량은 12.5-13.4%로 분석되었다. Table 1에 나타난 바와 같이 KOCC를 원료로 사용하는 지료 조성 공정의 오염도가 높았다. 특히 칼슘 경도와 양이온 요구량이 높아 공정 효율 개선 및 최종 생산품의 품질을 향상시키기 위하여 투입되는 각종 기능성 첨가제의 효율이 낮을 것으로 추정되었다. Table 2는 펄핑 시간을 달리하여 현장에서 채취한 지료를 파일롯 스크린을 이용하여 분급하고 얻은 억셉트 지료와 파일롯 스크린으로 분급하지 않은 지료의 여수도를 비교한 결과이다. Table 2에 나타난 바와 같이 파일롯 스크린 처리 후 여수도가 낮아졌으며 펄핑 시간에 따른 변화는 미비하였다. 이는 펄핑시간이 길어진다 하더라도 여수도 측면에서는 현저한 변화가 없기에 여수도를 근거로 한 지료의 변화감지가 여의치 못함을 의미한다. 아울러 저농도 펄핑의 경우 펄핑시간이 늘어난다 하더라도 KOCC 지료의 탈수성에 큰 변화를 초래하지 않음을 확인할 수 있다.
3.2 파일롯 스크린을 이용한 KOCC 해리 특성
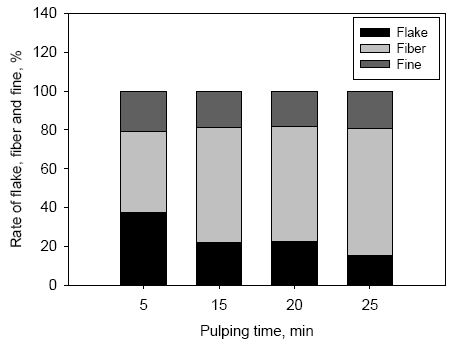
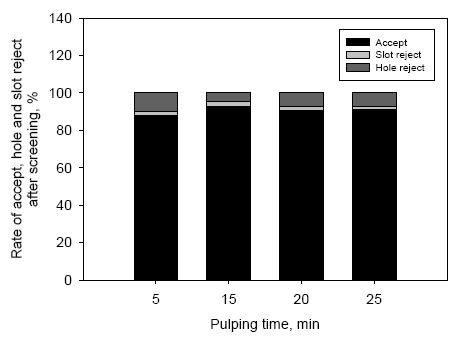
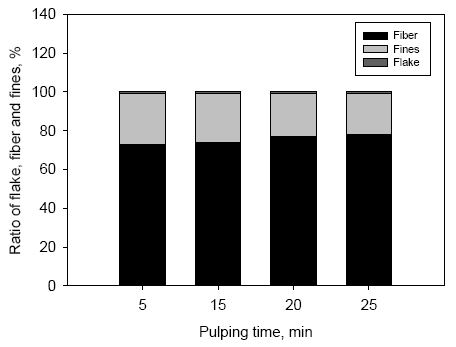
Fig. 5는 해리 시간에 따라 채취한 지료를 썸머빌 스크린과 200 mesh 스크린을 이용하여 미해리분, 섬유, 미세분으로 분급한 결과이다. Fig. 5에 나타난 바와 같이 해리시간이 5분일 경우 37.47%이었던 미해리분이 해리시간이 경과함에 따라 25분 후에는 15.03%로 감소하였다. 반면 해리시간이 경과함에 따라 섬유의 비율은 41.64%에서 65.78%로 증가하였다. 이는 해리시간이 경과함에 따라 펄퍼 내 전단력에 의해 미해리분이 해리되면서 나타난 결과로 판단된다. Fig. 6은 해리 시간에 따른 현장 지료를 Fig. 3의 파일롯 스크린으로 분급한 후 얻어진 홀 및 슬롯 리젝트와 억셉트의 비율을 분석한 결과이다. Fig. 6에 나타난 바와 같이 파일롯 스크린 분급 결과 해리 시간이 5분일 경우 억셉트는 87.89%이며 해리 시간이 증가함에 따라 92.84%까지 증가하였다. 반면 슬롯 리젝트는 2.23%에서 1.42%로 다소 감소하였으며, 홀 리젝트는 9.88%에서 7.40%까지 감소하였다. Fig. 7에 나타난 바와 같이 홀 리젝트로는 폐 합성수지 및 습강처리 된 골판지 상자가 주로 관찰되었고 슬롯 리젝트로 분급된 물질은 주로 해리되지 못한 섬유가 관찰되었다. Fig. 8은 파일롯 스크린의 억셉트를 썸머빌 스크린을 이용하여 미해리분과 섬유, 미세분으로 분급한 후 비율을 분석한 결과이다. 해리 시간이 증가함에 따라 섬유의 비율은 72.81%에서 78.15%로 증가하였으며 미세분의 비율은 26.39%에서 20.97%로 감소하였다. 미해리분의 비율은 1% 미만으로 분석되었다. Fig. 5의 결과에서 해리 시간이 증가함에 따라 KOCC의 미해리분이 해리되면서 지료 중 섬유 비율이 증가하고 미해리분 비율은 감소하였지만 25분 해리 후에도 지료 내에는 15% 이상의 미해리분이 여전히 존재하였다. 그러나 파일롯 스크린 처리 후 분급된 억셉트 내 미해리분은 1% 미만이였다. 이는 펄퍼에서 미처 해리되지 못한 미해리분이 파일롯 스크린 내부에서 회전하는 포일의 회전력으로 발생되는 전단력에 의해 미해리분이 해리 되어 나타난 결과로 추정된다. 상기한 결과로부터 저농도 펄퍼로 처리되는 KOCC는 펄핑시간이 25분까지 늘어남에 따라 미해리분의 해리가 촉진될 뿐 단섬유화가 조장되지 않는 다는 것을 확인할 수 있었다. 즉, 해리시간의 연장으로 인한 지료의 탈수성 저하 없이 미해리분의 해섬이 이루어진다는 것이다.
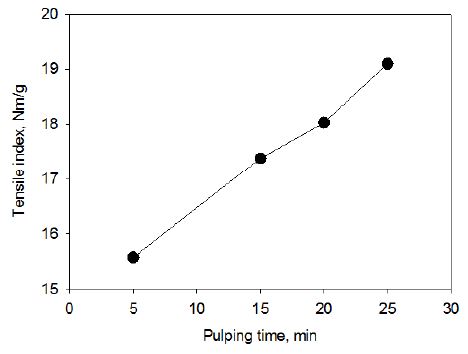
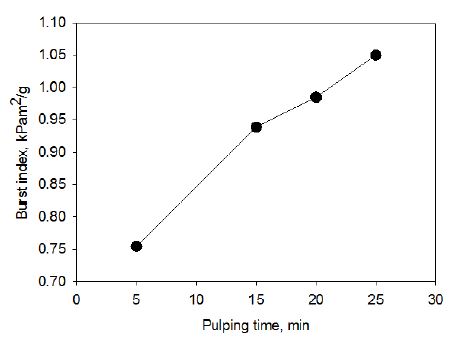
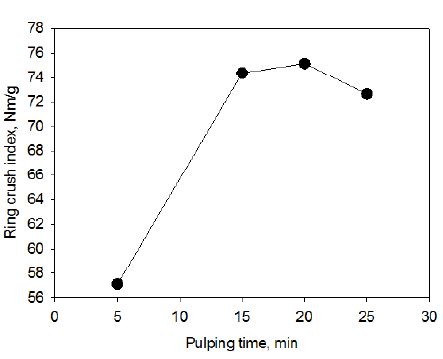
펄퍼에서의 KOCC 미해리분을 최소화하여야만 스크린 및 클리너 처리를 통한 이물질의 분급이 원활하고 공정수율과 최종 생산품의 품질을 개선시킬 수 있을 것으로 판단되는 바, 펄퍼, 덤프 체스트의 체류 시간 및 전단력 조절을 통하여 KOCC 해리 효율의 개선을 도모해야 할 것이다. Figs. 9-11은 파일롯 스크린으로 분급된 억셉트를 RDA를 활용하여 평량 100 g/m2 수초지로 제작하고 수초지의 인장강도, 파열강도, 압축강도를 분석함으로써 해리시간에 따른 KOCC의 제지공학적 특성을 분석하였다. 각 수초지의 밀도는 0.42 g/cm3으로 동일하였다. Figs. 9-11에 나타난 바와 같이 해리시간이 증가함에 따라 인장강도, 파열강도, 압축강도는 모두 증가하였다. 이는 Fig. 8에 나타난 바와 같이 파일롯 스크린 처리 후 억셉트의 미해리분이 해리되면서 섬유의 비율이 증가하고 KOCC의 섬유 특성이 개선되어 나타난 결과로 판단된다.

3.3 펌핑 작용이 KOCC 해리 효율에 미치는 영향
전술한 바와 같이 펄핑시간을 25분까지 늘릴 때 탈수부하의 증가 없이 강도를 개선시킬 수 있다는 결과를 통해 현재 KOCC를 재활용하는 현장의 해리처리가 부족한 이유로 강도가 충분히 발현되지 못하는 것은 아닌가 하는 의구심을 갖게 되었다. 즉, 현장의 펄퍼에 체류되는 시간이 25분 보다 짧기 때문에, 이 후 기타 정선설비와 저장조를 거치면서 KOCC 지료의 강도가 충분히 발현될 만큼의 표면개질이 이루어졌는지 확인하고자 하였다.
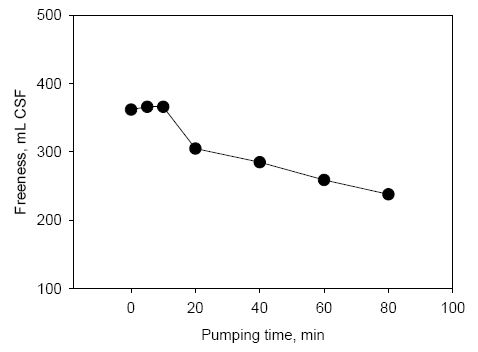
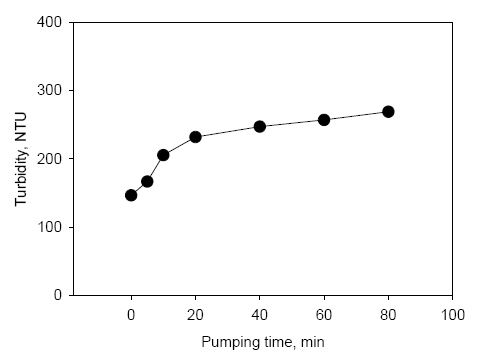
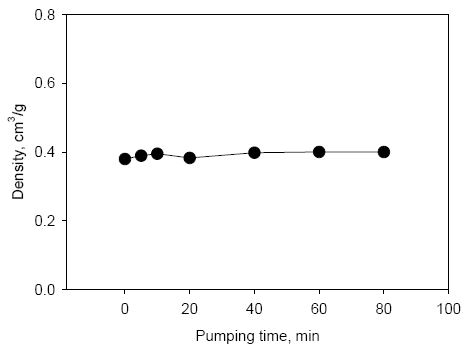
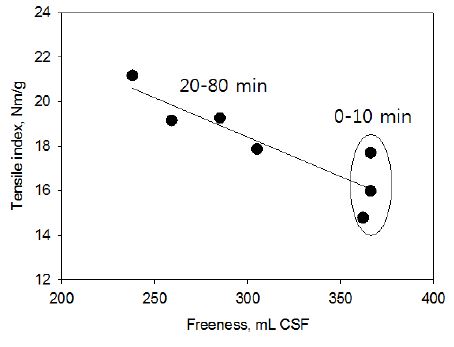
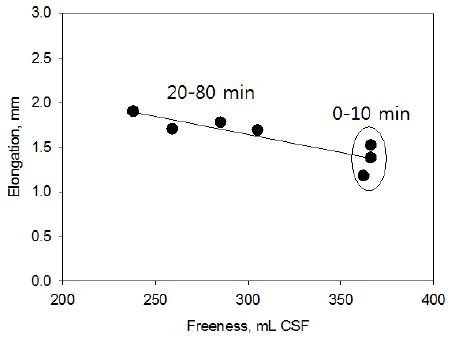
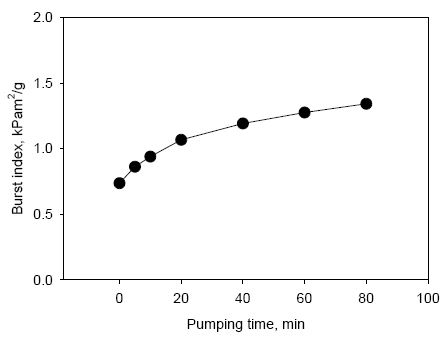
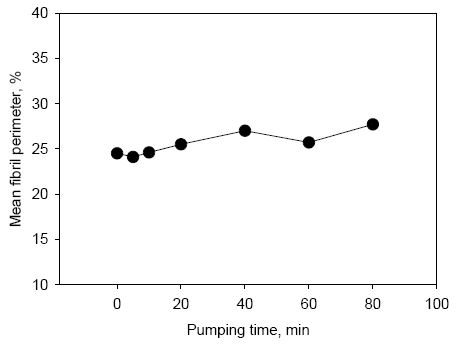
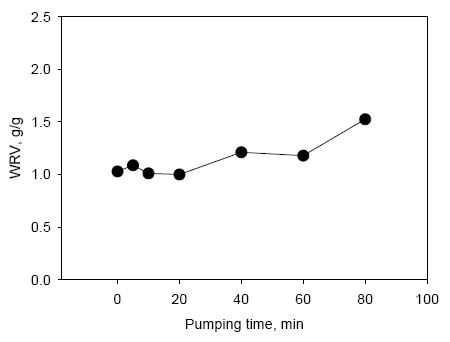
Figs. 12-13은 재활용 공정의 머신체스트에서 KOCC지료를 이용하여 0-80분 동안 모노 플렉스 펌프를 이용하여 지료를 순환하고 펌핑 시간에 따라 채취한 시료의 여수도와 RDA로 초지한 후 얻어진 여액의 탁도를 분석한 결과이다. Fig. 12에 나타난 바와 같이 펌핑 시간이 0-10분 까지 여수도의 변화는 없었으나 10분 이후 OCC지료의 여수도가 다소 감소하였다. Fig. 13은 RDA 초지 후 여액의 탁도를 분석한 결과이다. Fig. 13에 나타난 바와 같이 펌핑 시간이 경과함에 따라 초지 후 얻어진 여액의 탁도가 증가하였다. 이는 RDA 초지 시 탈수과정에서 와이어를 통과하여 여액으로 빠져 나온 지료 성분이 증가함을 의미한다. Figs. 12-13의 결과로 미루어 볼 때, KOCC는 모노 플렉스 펌프에서 발생하는 전단력에 의해 수화 능력을 회복하고 미세분이 발생함에 따라 나타난 결과로 판단된다. Figs. 14-18은 펌핑 시간에 따라 채취한 지료로 수초지를 제작하고, 제작된 수초지의 밀도, 인장강도, 신장률, 파열강도를 분석한 결과이다. Fig. 14에 나타난 바와 같이 수초지의 밀도는 펌핑 시간에 따라 일정하였으나, Figs. 15-17에 나타난 바와 같이 펌핑 시간이 경과함에 따라 인장강도, 신장률, 파열강도 모두 증가하였다. 특히 Figs. 15-16에 나타난 바와 같이 펌핑 시간이 0-10분일 경우 여수도의 변화 없이 인장강도와 신장률이 상승하였다. Figs. 18-19는 펌핑 시간에 따른 KOCC의 피브릴화와 보수도 측정 결과이다. 펌핑 시간이 경과함에 따라 KOCC의 보수도 및 피브릴화가 개선되었다. 보수도는 KOCC의 각질화 현상을 평가할 수 있는 분석항목 중 하나이다. 각질화는 건조과정이 반복됨에 따라 수분이 제거되면서 섬유 내 피브릴간 물리·화학적 결합이 발생하여 점차적으로 섬유 미세 공극을 막아 수분에 의한 팽윤성과 섬유의 유연성이 저하되는 현상을 일컫는다.8) 이렇게 각질화 된 섬유가 지료 내에 존재할 경우 종이 강도 및 지합이 저하되며 수분의 유동이 원활하지 않기 때문에 건조에너지의 소비가 증가하게 된다.9) Luo 등10)은 이러한 각질화가 많이 발생된 섬유일수록 보수도가 감소한다는 연구를 보고한 바 있으며 이러한 현상은 반복적인 재활용 공정을 거치는 섬유의 경우 더욱 심하게 발생한다고 하였다. 앞에서도 언급하였듯이 KOCC의 경우 재활용률이 매우 높고 반복적인 재생 공정을 거치기 때문에 각질화 된 섬유가 지료 내 다량 존재할 것으로 예상되므로 해리 후에도 KOCC 지료의 보수도는 낮았다. 그러나 Figs. 12-19에 나타났듯이 펌프에서 발생한 전단력에 의해 섬유의 각질화 된 부분이 탈리되고, 이에 따라 섬유의 피브릴이 재생되어 수소결합 능력이 회복되면서 KOCC의 여수도와 보수도가 개선되고 종이의 강도가 향상된 것으로 판단된다. 여기서 주목할 부분은 펌핑 시간 10분까지의 지료 변화 이다. 10분 이후에 지료의 보수도 증가, 여수도 저하가 유발되며 강도개선에 대한 탈수성 저하라는 대가를 치룬 반면, 10분 이전에는 탈수성의 강도개선을 이룰 수 있었다. 이러한 현상은 펄퍼에서 충분히 개질되지 못한 재생섬유의 표면이 펌핑 처리에 의해 섬유 간 결합력이 향상되도록 바뀌었음을 의미한다. 이러한 변화는 섬유 표면 피브릴화로 대표되는 고해처리 효과와 다른 양상으로 탈수성을 저해하지 않는다는 장점이 있다. 즉, 표면에 피브릴과 같은 보풀이 일어날 만큼 강한 강도의 충격은 아니나 펌핑 처리를 통해 표면에 섬유 간 수소결합을 방해하는 이물질이 떨어져 나올 만큼 mild 한 기계적 처리가 이루어짐에 따라 탈수성의 저하 없이 KOCC를 원료로 한 재생 종이의 강도를 개선할 수 있었다고 판단된다.
4. 결 론
파일롯 스크린 및 모노플렉스 펌프를 이용하여 골판지 폐지를 원료로 사용하는 현장의 지료를 분급하고 그에 따른 해리 효율을 분석하였다. KOCC의 경우 해리 시간이 경과함에 따라 탈수성의 변화 없이 미해리분이 해리되어 섬유의 양이 증가하였다. KOCC의 충분한 해리가 이루어지고 있는지 확인하기 위하여 현장의 머신 체스트 지료를 채취하고 mild한 기계적 처리로 펌핑을 적용한 결과, 펌핑 작용 역시 KOCC의 저조한 수화능력을 개선시키고 탈수성의 저하없이 종이 물성을 개선시킬 수 있음을 확인하였다. 따라서 펄퍼의 체류시간과 체스트 및 펌프의 전단력 조절을 통하여 폐지의 해리 정도를 최적화시킨다면 KOCC 재활용 종이의 강도를 개선시킬 수 있을 것으로 판단된다.
