

1. 서 론
2. 재료 및 방법
2.1 공시재료
2.2 실험방법
3. 결과 및 고찰
3.1 버섯 폐배지-펄프 복합 시트의 인장강도 평가
3.2 입도 조절에 따른 복합 시트 물성 평가
3.3 외첨 사이징이 복합 시트 물성에 미치는 영향
4. 결 론
1. 서 론
최근 제지 산업에서는 원목 기반 펄프 자원의 높은 가격과 환경 규제 강화로 인해 이를 부분적으로 대체할 수 있는 바이오매스 자원에 대한 관심이 높아지고 있으며, 이에 따라 목분, 왕겨, 땅콩 껍질, 마늘 줄기 등을 활용한 다양한 연구가 진행되고 있다[1,2,3,4]. 이러한 바이오매스 자원 중에서도, 버섯 재배 후 발생하는 버섯 폐배지(spent mushroom substrate, SMS)는 새로운 대체 원료로 주목할 만하다. 세계적으로 농업 산업에서 버섯 생산량은 꾸준히 증가하고 있으며, 국내의 버섯 총생산량은 19만여 톤에 달한다[5]. 유럽의 경우에는 100만 톤 이상의 버섯을 매년 생산하고 있다[6]. 하지만 버섯 1 kg을 수확할 때 약 5 kg 정도의 버섯 폐배지가 발생하게 되며, 국내에서만 연간 100만 톤의 폐배지가 배출되는 것으로 추정된다[7]. 이처럼 대량으로 발생하는 버섯 폐배지는 대부분 퇴비나 사료 등으로 제한적으로 활용되고 있어[8], 자원순환 측면에서 고부가가치화 방안이 요구되고 있다. 최근에는 버섯 폐배지 또는 관련 부산물을 이용하여 나노셀룰로오스[9], 비건 가죽[10] 등의 기능성 바이오소재를 제조하려는 시도가 보고되고 있다. 또한, 선행 연구로 버섯 균사체를 펄프와 혼합하여 종이를 제조하고 그 물리적 특성을 평가한 사례[11], 또는 당근 폐기물을 기반으로 균사체를 배양하여 바이오매스 시트를 제작한 연구[12] 등 버섯에서 유래된 바이오매스 자원을 활용하려는 연구가 진행되고 있다.
버섯 폐배지는 버섯 균사체와 다양한 농업 부산물이 혼합된 리그노셀룰로오스계 바이오매스이며, 대표적인 균주인 Lentinula edodes (표고버섯)의 폐배지에는 약 60–80%의 셀룰로오스, 헤미셀룰로오스, 리그닌이 포함되어 있다[13]. 이러한 화학 조성은 목재의 주요 구성성분과 유사하여, 종이 제조 시 펄프의 일부분을 대체하여 시트를 제작할 수 있는 가능성을 보여준다. 제지 공정에서는 중질탄산칼슘(ground calcium carbonate, GCC)과 같은 충전제를 첨가할 경우, 종이의 강도가 저하되는 문제가 발생한다. 이러한 문제를 보완하기 위해 제지 산업에서는 양이온성 고분자 전해질을 사용하여 섬유 간 결합을 강화하고, 보류도 및 기계적 강도를 개선해 왔다. 특히 양이온성 폴리아크릴 아마이드(cationic polyacrylamide, C-PAM)와 양성 전분(cationic starch, C-starch)은 음전하를 띠는 펄프 섬유 표면과 정전기적 상호작용을 통해 섬유 간 결합력을 향상시키는 대표적인 첨가제로 널리 활용되고 있다. 또한 외첨 사이징을 통해 시트 표면의 공극을 감소시켜 평활도와 기계적 특성을 더욱 향상 시킬 수 있다[14].
버섯 폐배지는 펄프에 비해 불균일한 입도와 낮은 결합력을 지녀 단독으로는 강도가 낮고 시트 형성이 어렵다는 한계를 가진다. 따라서 버섯 폐배지를 제지 원료로 활용하기 위해서는 펄프 섬유와의 안정적인 결합 구조를 형성할 필요가 있다. 이에 본 연구에서는 버섯 폐배지를 펄프와 혼합하여 복합 시트를 제조하고, 고분자 전해질 종류, 고분자 전해질 투입 단계, 폐배지 입도, 외첨 사이징 유무에 따른 구조적 및 기계적 특성 변화를 평가하고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 버섯 폐배지를 펄프와 혼합한 복합 시트를 제조하였다. 복합 시트 제작을 위해 S사에서 제공받은 활엽수 표백 크라프트 펄프(hardwood bleached kraft pulp, Hw-BKP)를 사용하였으며, K사로부터 분양받은 입도 130 µm의 표고버섯 폐배지(톱밥80%, 미강20%)를 사용하였다. 시트 강도 개선을 위하여 양이온성 고분자 전해질로 S사에서 제공받은 양이온성 폴리아크릴 아마이드(C-PAM)와 양성 전분(C-starch)을 95°C에서 30분간 호화한 후 50°C로 낮춰 사용하였다. CLSM (confocal laser scanning microscopy) 분석을 위한 형광염료로는 Acridine orange (C17H20ClN3, Samchun Pure Chemical)를 사용하였다.
2.2 실험방법
2.2.1 버섯 폐배지-펄프 복합시트 제조
활엽수 표백 크라프트 펄프(Hw-BKP)를 해리 후 실험실용 valley beater를 이용해 여수도 450 mL CSF로 고해하였다. 버섯 폐배지는 농도가 약 88.6%인 분말 상태의 표고버섯 폐배지를 증류수를 이용하여 농도 1%로 희석하여 사용하였으며, 펄프 섬유와 버섯 폐배지는 70:30의 비율로 혼합 후 평량 100 g/m2의 복합 시트를 제작하였다. 복합 시트 제작 시 복합 시트의 강도를 증가시키기 위한 고분자 전해질로는 C-PAM과 양성 전분을 사용하였다. 고분자 전해질의 투입 순서에 따른 강도의 차이를 조사하기 위해 펄프와 SMS를 혼합한 후 고분자 전해질을 투입한 조건(Condition 1), SMS에 고분자 전해질을 투입한 후 펄프와 혼합한 조건(Condition 2), 펄프와 SMS에 각각 50%의 고분자 전해질을 투입한 후 혼합한 조건(Condition 3)으로 실험을 진행하였으며, 이에 대한 방법은 Fig. 1과 Table 1에 제시되었다. 고분자 전해질 투입량은 약품 미첨가 조건, C-PAM (전건 섬유 기준 0.01%, 0.03%, 0.05%), 양성 전분(전건 섬유 기준 0.05%, 0.1%, 0.2%)을 첨가하였으며, Table 2에 나타내었다.
Table 1.
Composite sheet preparation conditions
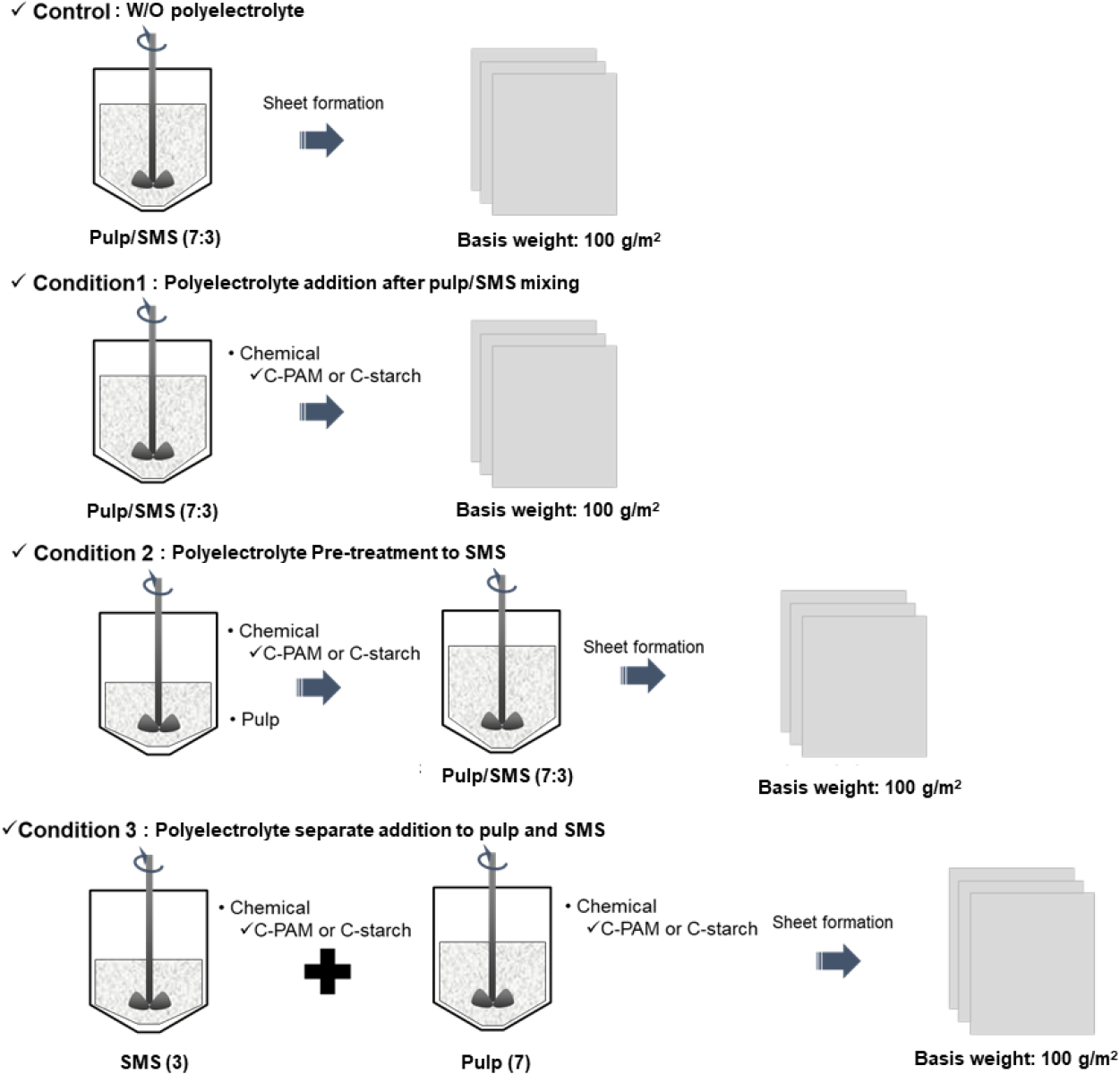
Table 2.
Experimental conditions for C-PAM and C-starch dosage in pulp/SMS composite sheet preparation
| Additives | Dosage (%) | Basis weight (g/m2) |
| Control | None | 100 |
| C-PAM | 0.01 | |
| 0.03 | ||
| 0.05 | ||
| C-starch | 0.05 | |
| 0.1 | ||
| 0.2 |
2.2.2 버섯 폐배지의 입도 조절 및 복합시트 제조
페배지 입도에 따른 복합 시트의 강도를 알아보고자 표고버섯 폐배지를 증류수를 이용하여 4%로 희석한 후 고속 그라인더(Super Mass Colloider, MKCA6-2J, Masuko, Japan)를 이용하여 입도를 조절하였다. 그라인더를 이용하여 입도를 조절할 때 그라인더 스톤 간격을 -50 µm와 -100 µm로 조절하였으며, 운전속도는 1,500 rpm으로 하여 그라인딩을 1 pass 진행하였다. 그라인딩 처리한 폐배지의 입도는 레이저 회절 입도분석기(Mastersizer 2000, Malvern Panalytical, UK)를 이용하여 분석하였다. 또한 제타 전위 분석기(Zetasizer Nano ZS, Malvern Panalytical, UK)를 이용하여 미분화된 폐배지의 제타 전위를 측정하였다. 이후 펄프와 폐배지 비율을 7:3과 5:5로 혼합한 후 평량 80 g/m2의 복합시트를 제작하였다. 복합시트 제작 시 지력증강제로는 양성전분을 사용하였으며, 투입량은 전건량 대비 0.1, 0.2%를 투입하였다(Table 3).
Table 3.
Condition for pulp/SMS composite sheet preparation
| Condition | Mixing ratio (Pulp:SMS) | Chemical |
Dosage (%, w/w) |
Basis weight (g/m2) |
| Condition 1 | 7:3 | C-starch | 0.1 | 80 |
| 0.2 | ||||
| 5:5 | 0.1 | |||
| 0.2 |
2.2.3 산화전분을 이용한 외첨 사이징
추가적인 물성 향상을 위하여 외첨 사이징 처리를 진행하였다. 제작된 시트를 23°C, 50% RH (relative humidity) 조건에서 24시간 조습처리 후 실험실용 바코터(Auto Bar Coater, HanTech, Korea)를 이용하여 로드 번호 10번 바를 사용하여 80 mm/s 속도 조건으로 사이징 처리 하였다. 사이징 용액으로는 산화전분을 1% 희석 후 95°C에서 30분간 호화하였으며, 50°C로 온도를 낮추어 사용하였다. 이때 호화 시 기화된 수분은 증류수로 보충하여 최종농도가 1%임을 확인하였으며, 도포량은 0.2 ± 0.02 g/m2으로 조절하였다. 또한 사이징 용액의 침투를 관찰하기 위해 전분 호액에 Acridine orange를 0.01% (w/w) 첨가하여 CLSM (LSM-880 with Airyscan, Carl Zeiss, Germany) 분석을 진행하였다[15].
2.2.4 물성 및 구조평가
제작된 시트의 물성을 평가하기 위해 평활도, 인장강도, 두께를 분석하였다. 제조된 시트는 23°C, 50% RH 조건에서 24시간 조습처리 하였다. 이후 평활도는 TAPPI 538 om-88에 따라 평활도 측정기(DIGI·BEKK Smoothness tester, D·282401800, Toyoseiki)로 측정하였다. 인장강도와 두께는 각각 TAPPI T 494, TAPPI T 411에 의거하여 측정하였다.
3. 결과 및 고찰
3.1 버섯 폐배지-펄프 복합 시트의 인장강도 평가
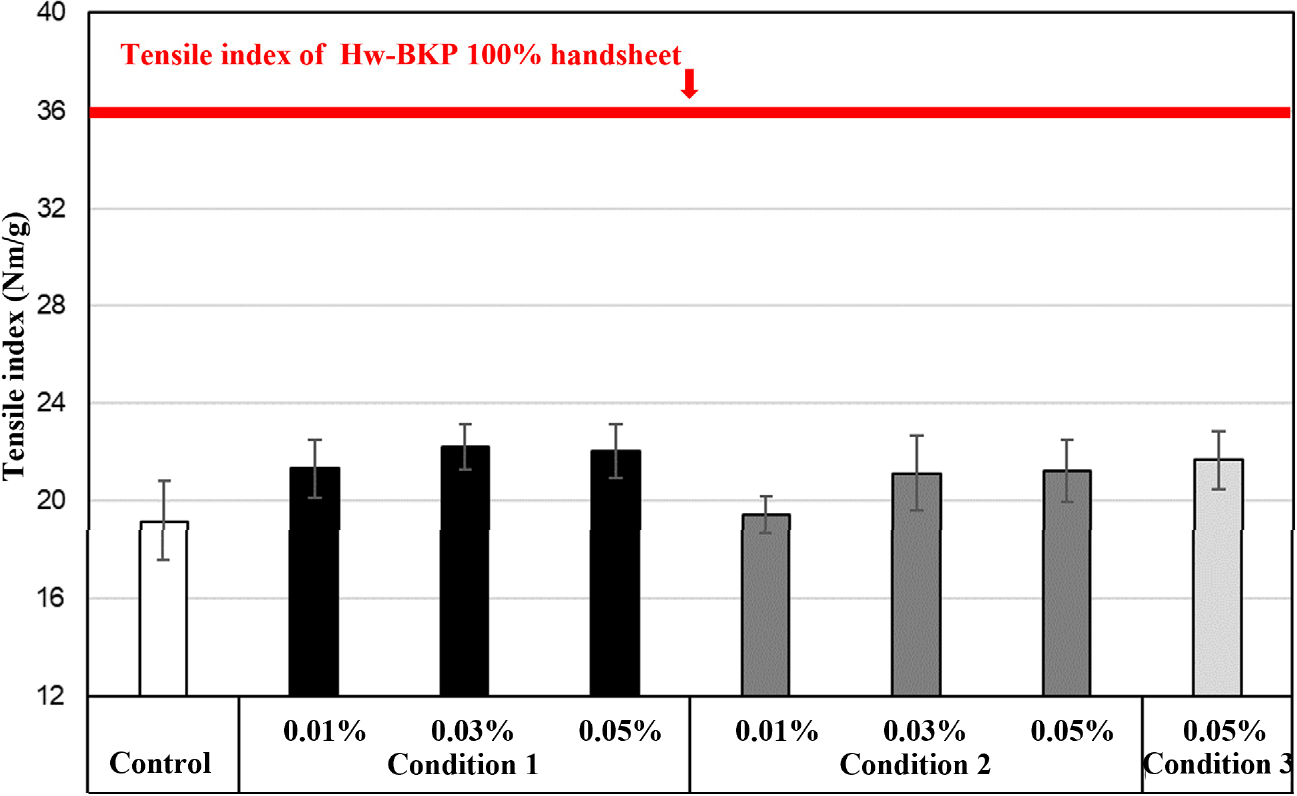
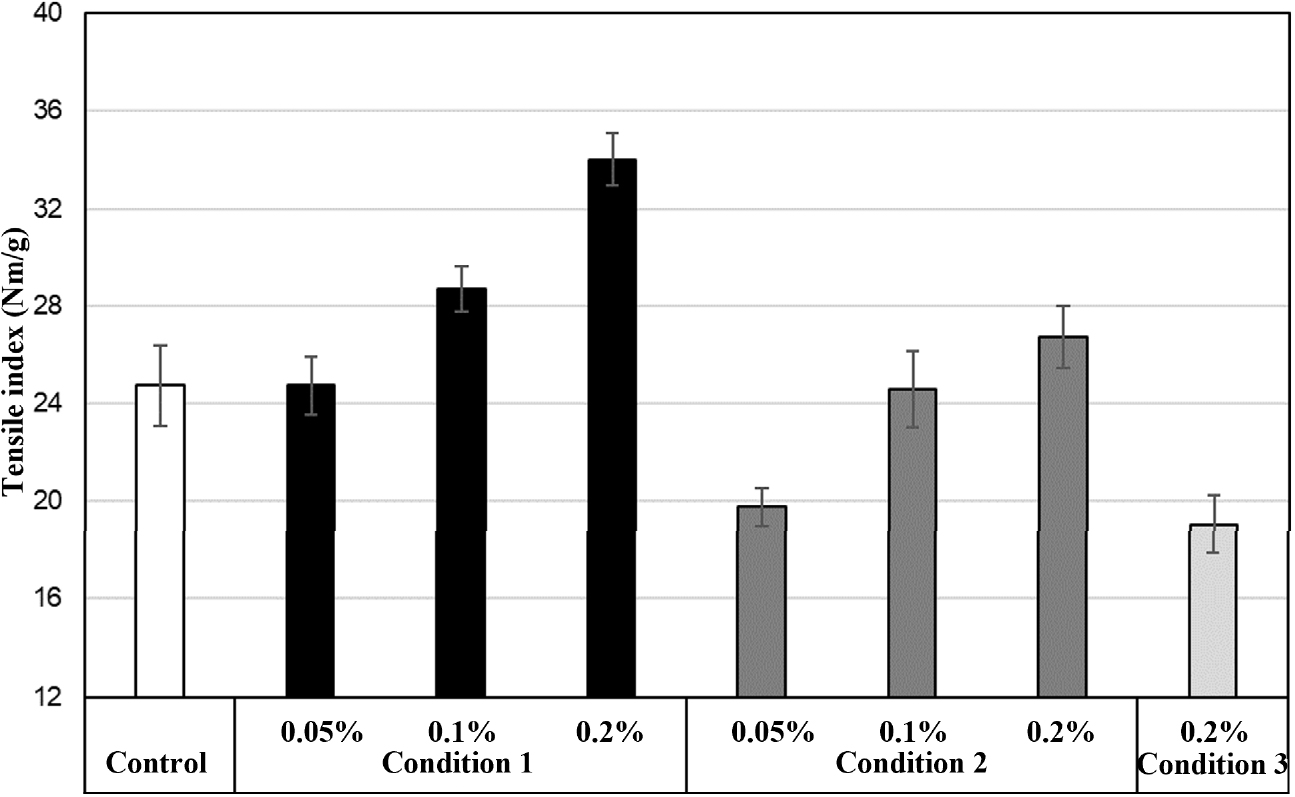
Figs. 2와 3은 입도 사이즈 130 µm의 폐배지를 펄프와 30:70 비율로 혼합한 후 고분자 전해질의 종류 및 상이한 고분자 전해질 투입조건에 따른 복합 시트 인장 지수를 나타낸 것이다. 그림에서와 같이 고분자 전해질의 투입 없이(Control) 복합 시트를 제조한 경우 18 N·m/g의 인장지수를 보임을 알 수 있다. 이는 활엽수 100%로 수초지를 제작할 시의 인장강도인 36 N·m/g에 비해 50%나 낮은 수치였으며, 폐배지 입자들이 섬유 간의 결합을 방해하기 때문에 인장강도의 감소가 발생된 것으로 사료된다. Fig. 2는 C-PAM 투입량 및 투입 방식에 따른 복합 수초지의 물성을 나타낸 것으로 C-PAM 투입량을 0.05% 까지 증가시킴에도 불구하고 인장지수의 강도는 크게 상승하지 않음을 알 수 있다. 하지만 추가적인 C-PAM 투입량의 증가는 지료 내 펄프의 응집을 초래하기 때문에 C-PAM 투입량의 추가적인 증량은 어렵다고 판단하였다. 다만, Fig. 3과 같이 양성 전분의 증량은 펄프의 응집을 발생시키지 않았기에 양성 전분의 투입량을 0.05–0.2%까지 증가한 후 인장 지수를 평가하였다. 그림에서와 같이 양성 전분 투입 조건의 경우 투입량이 증가함에 따라 인장 지수가 증가함을 알 수 있으며, 펄프와 폐배지 혼합 지료에 양성 전분을 투입한 Condition 1이 동일 약품 투입량임에도 불구하고 높은 강도를 보이는 것을 알 수 있다. 그 이유로 Condition 1의 경우, 고분자 전해질이 펄프와 SMS 혼합 후 투입되면서 음전하를 띠는 두 섬유 표면 사이에서 가교 역할을 수행하여 섬유 간 접촉 면적을 확대하고 결합 강도를 향상시킨 것으로 판단된다. 반면, Condition 2에서는 고분자 전해질이 폐배지 표면에 국한되어 흡착되었기 때문에 펄프와의 결합 효율이 낮았으며, Condition 3에서는 약품이 각각 분산되어 동일한 고분자 전해질 농도에서도 네트워크 형성이 비효율적으로 이루어진 것으로 판단된다.
3.2 입도 조절에 따른 복합 시트 물성 평가
펄프/버섯 폐배지 복합 시트를 제작했을 때, 폐배지의 균일하지 않고 큰 입도 탓에 시트 표면에서 폐배지가 이탈하는 문제가 있었다. 이를 개선하기 위해 그라인더를 이용하여 추가적인 분쇄를 진행하였으며 그 특성을 Table 4와 Fig. 4에 나타내었다.
Table 4.
Measured zeta potential and characteristic particle size parameters (Dv [10], Dv [50], Dv [90]) of spent mushroom substrate prepared under different grinder gaps
| SMS | Zeta potential | Grinder gap | Dv [10] | Dv [50] | Dv [90] |
| - 21.87 mV | - 100 µm | 6.07 µm | 38.24 µm | 165 µm | |
| - 50 µm | 8.26 µm | 64.5 µm | 227 µm |
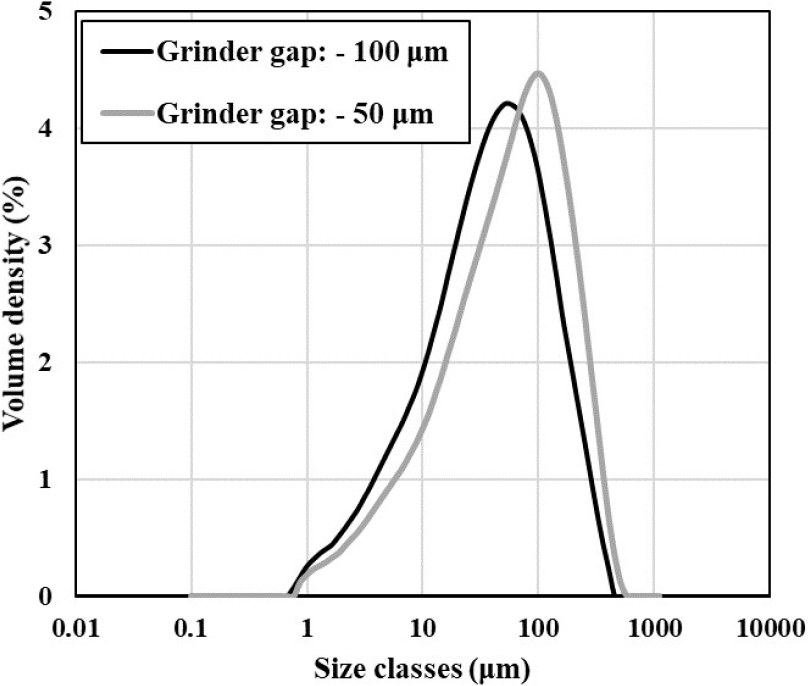
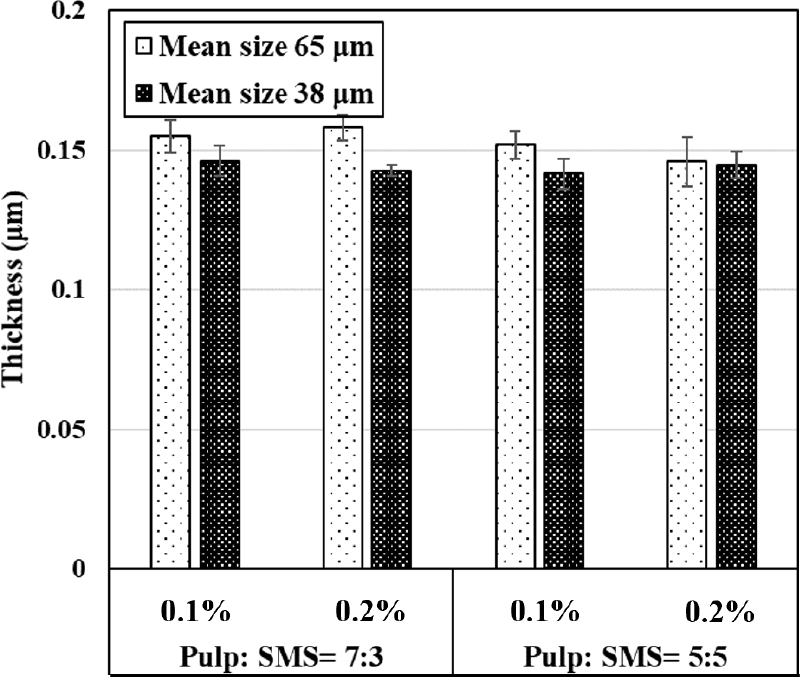
Fig. 5는 폐배지의 비율 및 입도 사이즈가 복합시트의 두께에 미치는 영향을 나타낸 것으로, 그림에서와 같이 폐배지의 입자 사이즈가 감소하고 폐배지의 함량이 증가함에 따라 종이의 두께가 감소하는 것을 알 수 있다. 또한, 약품 투입량이 증가함에 따라 두께의 감소 현상이 커지는 것을 알 수 있다. 이러한 결과는 일반적인 제지용 충전제인 GCC를 넣을 때와 유사한 경향을 보이는데, 펄프화 과정을 거치지 않고 단순히 기계적으로 분쇄한 폐배지의 경우 펄프 섬유와 결합하지 않고 단순히 수초지 내에 잔존하기 때문에 폐배지의 입도 사이즈에 따라 수초지의 두께에 영향을 미친다고 할 수 있다.
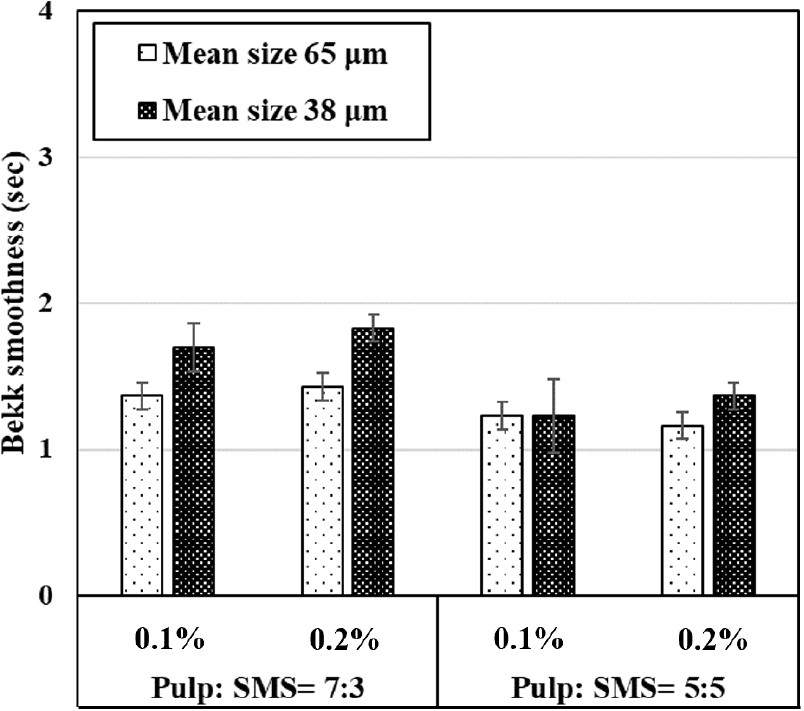
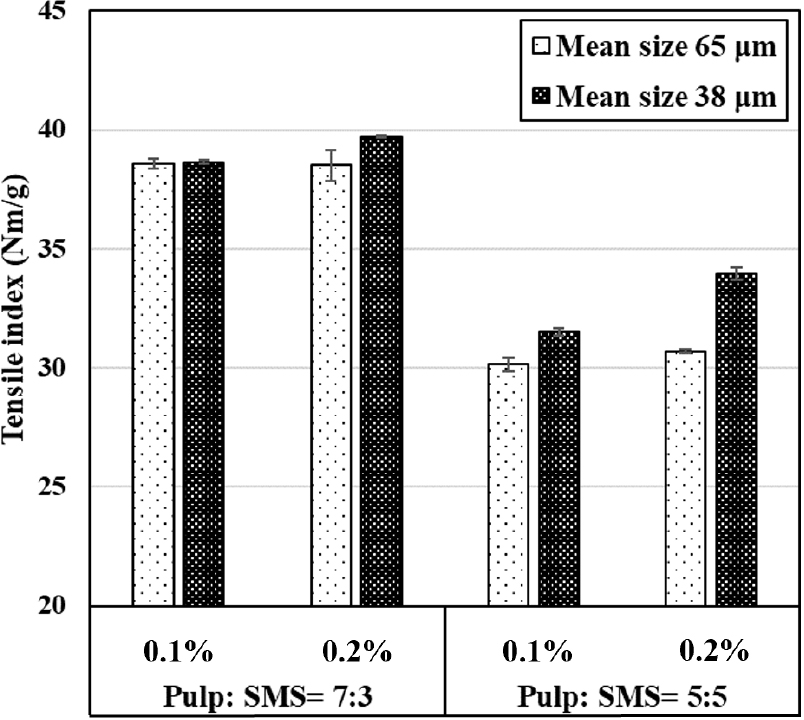
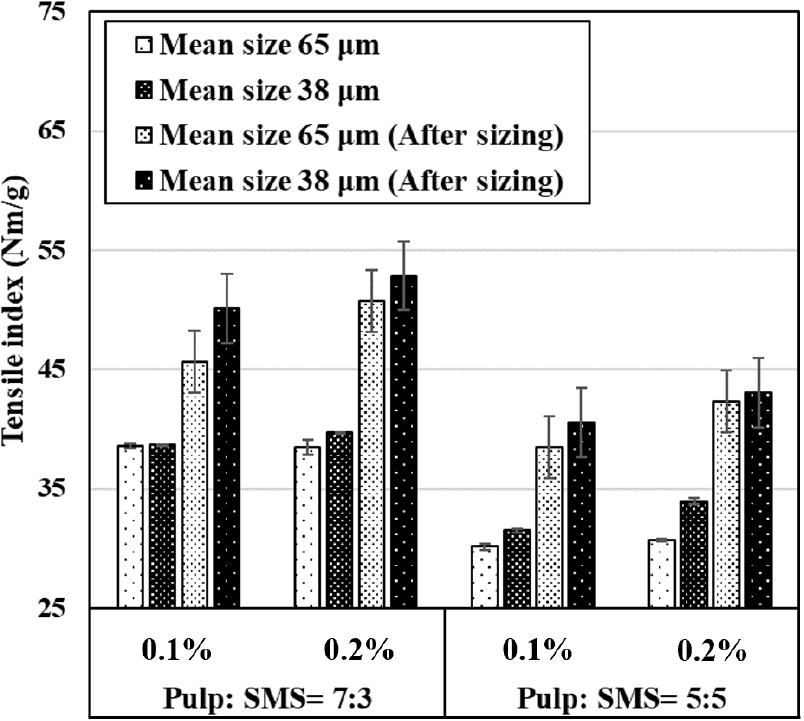
양성 전분 첨가량과 버섯 폐배지 입자 크기가 복합 시트의 평활도와 인장강도에 미치는 영향을 Figs. 6과 7에 나타내었다. 양성 전분 함량이 0.1%에서 0.2%로 증가함에 따라 모든 조건에서 평활도와 인장강도가 향상되었다. 이는 양성 전분이 펄프 섬유 및 버섯 폐배지 간의 결합력 향상에 효과적임을 의미한다. 또한 버섯 폐배지 평균 입도가 38 µm인 경우, 65 µm 시료에 비해 평활도와 인장강도가 높게 나타났다. 이는 상대적으로 입도가 작은 버섯 폐배지 입자가 넓은 비표면적을 가져 양성 전분이 더 효과적으로 흡착하였으며, 그 결과로 폐배지와 펄프 섬유 간의 결합을 강화한 것으로 판단된다[16].
3.3 외첨 사이징이 복합 시트 물성에 미치는 영향
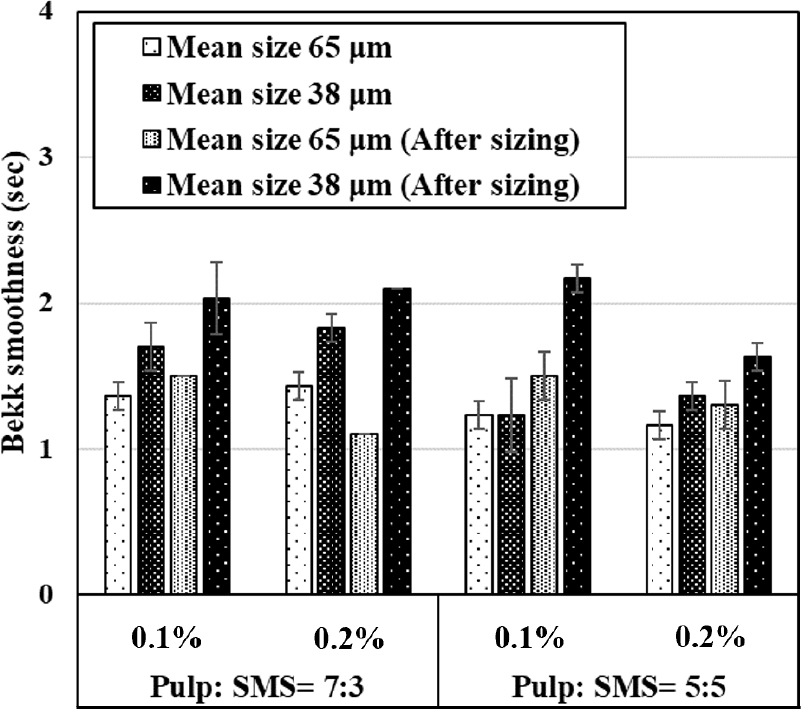
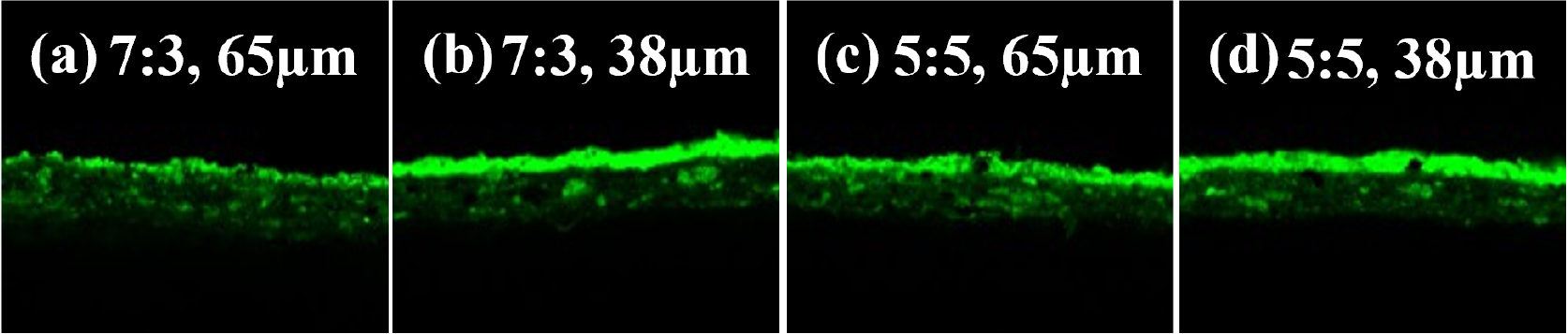
산화전분을 이용한 외첨 사이징이 펄프/버섯 폐배지 복합 시트의 표면 및 물리적 성질에 미치는 영향을 Figs. 8과 9에 나타내었다. 산화전분 코팅 후 대부분의 시료에서 평활도와 인장강도가 코팅 전보다 뚜렷하게 향상되었다. 특히 버섯 폐배지 입자 크기가 작은 시료(38 µm)의 경우 코팅 후 평활도의 향상이 더욱 두드러졌는데, 이때 미세한 입자가 형성한 치밀한 표면 구조 위에 산화전분이 균일하게 도포되어 표면 공극이 효과적으로 차단되었기 때문이다. 이로 인해 사이징액의 표면 잔류량이 증가하여 표면층 밀도가 높아지고, 결과적으로 인장강도 향상에도 기여한 것으로 해석된다[17]. 이는 Fig. 10의 CLSM 분석 이미지에서 확인할 수 있었다. 따라서, 외첨 사이징은 입자 크기가 작을수록, 사이징액의 표면 잔류를 증가시키고, 결과적으로 펄프/버섯 폐배지 복합 시트의 물성 향상에 효과적으로 기여하는 것으로 판단된다.
4. 결 론
본 연구에서는 버섯 폐배지를 펄프와 혼합하여 복합 시트 제조하고, 양이온성 고분자 전해질(C-PAM 및 양성 전분)의 투입방식 및 첨가량, 버섯 폐배지 입도, 그리고 외첨 사이징이 복합시트의 강도 및 표면 특성에 미치는 영향을 평가하였다. 고분자 전해질의 투입 조건에서는 펄프와 버섯 폐배지를 혼합한 후 약품을 투입한 조건(Condition 1)에서 가장 높은 인장강도를 보였으며, 이는 양이온성 고분자 전해질이 음전하를 띄는 섬유 표면과 폐배지 간 가교 역할을 수행하여 섬유 간 접촉 면적을 확대하고 결합 강도를 향상시킨 결과로 판단된다. 또한 버섯 폐배지의 입도가 작을수록 입자가 섬유 네트워크 내에 보다 균일하게 분산되어 섬유 간 결합 면적이 증가하였으며, 이에 따라 평활도와 인장강도 모두 향상되었다. 산화전분을 이용한 외첨 사이징은 모든 시트에서 평활도와 인장강도를 동시에 향상시켰다. CLSM 이미지 분석을 통해 Acridine orange가 첨가된 산화전분 코팅액이 입자 크기가 작은 폐배지가 투입된 복합 시트의 표면에 많이 잔류함을 확인하였다. 이는 작은 입자크기의 폐배지로 복합시트를 제작할 경우 복합시트의 높은 표면 평활성에 의해 사이징액의 표면 잔류가 증가하여 강도 향상에 기여한 것으로 사료된다. 해당 결과를 통해 농업 폐기물인 버섯 폐배지를 내첨 강도 지력증강제와 외첨 사이징의 병용을 통해 우수한 강도적 특성과 표면 특성을 갖는 복합 시트로 제조할 수 있음을 확인하였다.
