

1. 서 론
인터넷과 휴대폰을 기반으로 한 생활기반이 공고화되고, 언택트(un-contact)문화의 확대 등으로 비대면을 통한 온라인 제품 구매 및 활용이 높아지고 있다. 온라인 제품 구매의 증가로 인하여 주요 상품유통 기반인 택배시장은 2019년에는 2018년 대비 약 8.3% 성장한 6조 1,400억 원 규모로 성장하였으며, 2020년에는 코로나 19 등의 영향으로 더욱 높은 성장세가 예상되고 있다. 일반적으로 택배 과정에서는 상자포장과 함께 포장 내 플라스틱 기반의 다양한 소재들이 완충재로 사용되는데, 최근 환경문제의 심각성이 점차 높아지면서, 플라스틱을 대체하는 친환경적이며 재활용이 용이한 종이제품의 활용 요구가 점차 높아지고 있다.
일반적으로 사용되는 종이제품은 대체로 펄프섬유를 이용하여 종이제조공정을 거쳐 제조가 되고 있다. 종이 제조공정 중 종이를 성형하는 습부공정(wet-end)에서는 지종에 맞는 특성과 원활한 탈수를 위하여 장망식(Fourdrinier) 또는 쌍망식(twin-wire)의 성형방식의 초지기를 통해 이루어진다. 습부공정에서는 포일(foil) 및 닥터블레이드(doctor blade) 등 다양한 탈수소자(drainage elements) 적용을 통해 탈수를 촉진하여 지필(paper web)을 형성하고 압착공정에서 압착탈수를 통한 지필의 탈수와 고밀화를 실시한 이후 건조하는 방식으로 종이가 제조되고 있다.1)
반면 습식펄프몰드 제조방법은 연속식으로 지료를 분사하여 제조되는 종이 제조 방식과 다르게 단속식 공정으로, 성형 금속망으로 이루어진 일정한 모양을 가지는 성형몰드부를 일정 농도의 지료탱크 속으로 투입해 진공압을 통해 섬유들을 성형 금속망에 지필이 형성될 수 있게 한다. 지필이 표면에 형성된 이후, 지료탱크 밖으로 성형몰드부를 이동시켜 지속적으로 진공압을 적용함으로써 형성된 지필을 진공탈수하게 되므로 일정 정도 수분을 탈수시킨 펄프몰드를 성형하게 된다.2) 이후 성형된 펄프몰드는 같은 형태의 성형몰드부로 쿠칭되면서 석션에 의하여 픽업되고 그 상태로 열풍드라이어를 거쳐 건조되어 제품화된다. 이러한 습식성형방식은 쿠칭방식의 픽업 이후에 일반적인 종이제조공정과는 달리 압착탈수가 진행되지 않기 때문에 고벌크의 구조를 가지고 되고 이를 통해 우수한 완충성을 가지게 된다. 이러한 기능적 특성과 성형몰드의 다양한 구조로 제조되는 습식펄프몰드는 계란, 과일포장재, 전자제품, 차량부품, 가구 등을 포장하는 완충소재로 활용되고 있다.
습식펄프몰드는 친환경적 원료를 사용하는 대표적인 친환경 포장소재로서 생산성과 품질향상을 위한 연구들이 지속적으로 이루어지고 있다. 목재펄프종류 및 첨가제에 의한 영향연구,3,4) 비목질 원료의 적용에 의한 영향 연구,5) 표면개질처리를 통한 기능성 개선 연구,6,7) 습식펄프몰드 탈수성 향상8) 및 건조에너지 저감 연구9) 등 관련 연구결과들이 보고되어 왔다. 현재 더욱 다양한 용도로 습식펄프몰드의 품질을 개선하고 활용성을 증가시키기 위해서는 기반 공정 조건에 따른 영향들에 대한 깊이 있는 이해가 필요하지만 습식펄프몰드 공정별 특성에 대한 체계적인 연구들이 부족한 상황이다.
이에 본 연구에서는 습식펄프몰드의 제조공정에서 펄프몰드의 구조를 형성하는 주요 공정인 성형공정의 특성에 대해 알아보았다. 성형공정은 압착탈수 공정을 실시하지 않은 습식펄프몰드 제조방식의 경우 제조되는 펄프몰드의 평량과 구조를 결정하게 되는 매우 중요한 공정이다. 이러한 습식펄프몰드 성형공정의 성형 금속망의 눈금 크기와 지료 농도 등의 주요 공정 조건에 따른 펄프몰드공정 및 제품특성의 변화를 평가함으로써 습식펄프몰드의 공정효율개선 및 품질향상을 위한 기반 자료를 확보하고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 습식펄프몰드 제조의 주요 원료인 활엽수 표백 크라프트 펄프(bleached kraft pulp, HwBKP)와 신문고지(old news paper, ONP)펄프를 실험실용 밸리비터(valley beater)로 해리하여 각각 CSF 635±5 mL, CSF 419±5 mL 수준으로 지료를 조성한 후 사용하였다.
성형 금속망(mesh)의 눈금 크기에 의한 습식펄프몰드 제조특성을 확인하기 위하여 금속망의 눈금 크기가 각각 282 μm, 180 μm, 150 μm를 가지는 60, 80, 100 mesh 망을 이용하여 실험을 진행하였다.
2.2 습식펄프몰드 시편 제조 및 공정영향평가
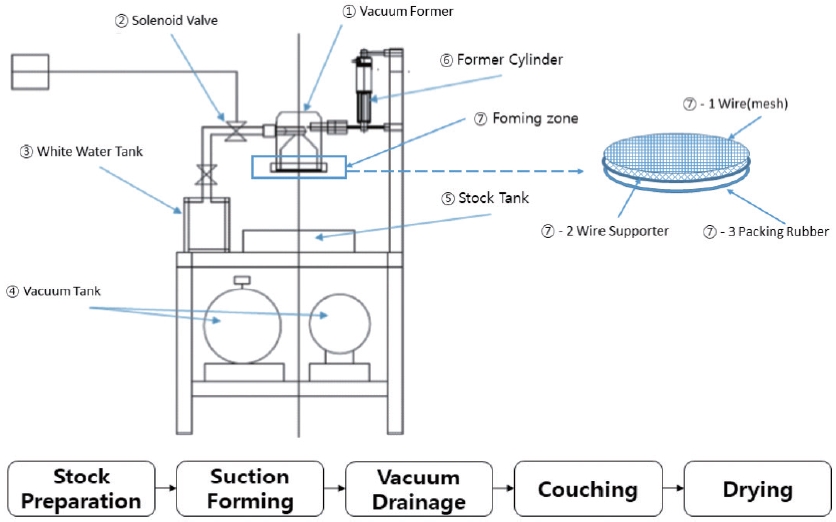
습식펄프몰드 시편의 제조는 Fig. 1의 일반적인 습식펄프몰드 제조공정을 모사할 수 있는 실험실용 파일롯 습식펄프몰드 제조장치를 사용하여 제조하였다. 본 장치를 사용하여 각각의 시편 제조는 일정 농도로 조성된 지료탱크(⑤) 속에 성형 금속망(⑦-1)이 표면에 장착된 몰드 성형기(①)를 투입하고 진공압을 걸어 지료를 진공 흡입하게 함으로써 성형 금속망(⑦-1)에 습식펄프몰드 지필을 형성시키고, 일정 시간 동안 진공압으로 진공탈수를 진행한 이후 쿠칭하고 열풍건조함으로써 습식펄프몰드 시편을 제조하는 순으로 제조되었다.
습식펄프몰드 성형 시 성형몰드의 성형 금속망 눈금 크기에 의한 영향을 알아보기 위하여 원료의 종류별, 성형지료의 농도별 영향을 평가하였다. 각 실험 조건별로 습식펄프몰드 시편 제조 시 성형공정 이후 형성되는 지필의 무게와 성형공정 이후 진행되는 쿠칭공정 이후의 지필의 무게를 측정하여 각 조건별 탈수특성을 평가하여 고형분 함량의 변화를 분석하였다. 이후 열풍건조를 실시하여 각 조건별 펄프몰드 시편의 품질특성변화를 평가하였다.
습식펄프몰드 파일롯 실험기의 공정조건을 Table 1에 나타내었다. 습식펄프몰드 파일롯 실험기를 사용하여 시편을 제조할 때 진공성형시간 1초, 전체 진공탈수시간은 진공성형시간을 포함하여 20초, 진공압은 0.06 MPa를 유지하였으며, 성형공정 이후, 30 kg 롤프레스를 이용하여 성형 금속망 반대면 쪽으로 2회 쿠칭을 실시하였다. 쿠칭된 시편은 열풍건조기를 이용하여 160℃의 조건에서 건조하여 최종 시편을 제조하였다.
3. 결과 및 고찰
3.1 지료의 농도별 성형 금속망의 눈금 크기에 따른 성형 시 탈수 특성 변화
동일한 습식펄프몰드 성형조건에서 1.0%의 농도의 활엽수 표백 크라프트 펄프(HwBKP)를 이용하여 습식펄프몰드의 탈수특성을 평가하였다. 탈수특성은 성형 금속망의 눈금 크기별 습식성형 후 지필 무게와 성형 및 쿠칭 후 지필 무게를 측정하여 고형분 함량의 변화를 평가하였고 이를 Fig. 2에 나타내었다. 습식펄프몰드의 성형 후 고형분은 성형 금속망의 눈금 크기에 따른 뚜렷한 차이 없이 약 14% 정도로 분석되었다. 습식펄프몰드의 성형 및 쿠칭 후 고형분 함량은 금속망의 눈금 크기가 60 mesh의 경우 19.1%에서 100 mesh의 경우 19.8%로 다소 증가하였지만 유의한 차이는 나타나지 않는 것을 확인할 수 있었다.
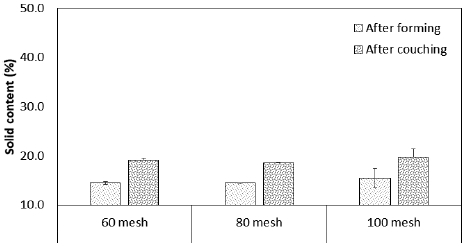
Fig. 2.
The changes in the solid contents of wet pulp mold at 1.0% HwBKP stock concentration depending on the mesh number of forming mold.
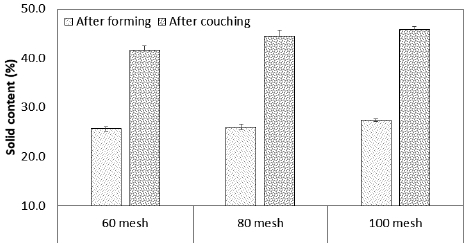
0.5%의 활엽수 표백 크라프트 펄프의 지료 농도를 0.5%로 조정하여 성형 금속망의 눈금 크기에 따른 성형특성변화를 평가하였다. 이때 습식성형공정과 쿠칭공정 각각에서 지필 고형분 함량변화를 평가하여 Fig. 3에 나타내었다. 습식펄프몰드를 습식성형 시 성형 금속망의 눈금 크기가 작아질수록 성형 후 지필의 고형분 함량이 증가하는 것을 확인할 수 있었다. 60 mesh 조건에 비해 100 mesh에서는 약 1.7% 지필의 고형분이 높게 나타나 것을 확인할 수 있었다. 또한 이후 쿠칭공정 이후에도 눈금 크기가 작은 성형 금속망을 적용한 경우 높은 고형분 함량을 나타내는 것을 확인할 수 있었다. 이러한 경향은 지료의 농도가 낮은 조건에서 습식펄프몰드의 성형 시 탈수에 의한 성형 금속망 표면의 지필구조의 형성이 늦어짐에 따라 성형 금속망의 영향을 더 크게 받는 것을 나타내는 것으로 판단되었다. 성형 금속망의 눈금이 작은 경우에는 미세입자들의 보류가 높아짐에 따라 상대적으로 진공탈수 시 좀 더 조밀한 구조로 인한 진공압의 효과가 더욱 높게 나타나면서 발생되는 진공탈수 정도의 차이가 나타나는 것으로 판단되었다.
3.2 지료 종류에 의한 성형 금속망의 눈금 크기별 습식펄프몰드 탈수 특성
지료 농도 1.0%인 활엽수 표백 크라프트 펄프(HwBKP)와 신문고지(ONP) 펄프를 각각 적용하여 성형 금속망의 눈금 크기 차이에 의한 성형공정에서 탈수특성 변화를 평가하여 Table 2에 나타내었다.
Table 2.
The changes in the solid content of pulp mold samples depending on the pulp types and the mesh number of forming mold
| Stock | Mesh number | Solid content after forming (%) | Solid content after couching (%) | ||||
|---|---|---|---|---|---|---|---|
| Average | Standard error | Average | Standard error | ||||
| HwBKP | |||||||
| 3 | 100 | 15.5 | 2.0 | 19.8 | 1.7 | ||
| ONP | |||||||
| 6 | 100 | 22.3 | 0.3 | 27.3 | 0.5 | ||
신문고지 펄프를 이용하여 성형된 습식펄프몰드의 고형분 함량은 성형 금속망의 눈금 크기가 작아질수록 60 mesh 21.8%에서 100 mesh 22.3%로 상승하는 것을 확인할 수 있었다. 또한 쿠칭공정 이후 지필의 고형분 함량은 60 mesh일 때 26.8%에서 100 mesh일 때 27.3%로 약 0.6%가 증가하는 것을 확인할 수 있었다.
각 펄프 원료에 따른 영향을 평가하였을 때 신문고지 펄프로 제조되는 경우가 활엽수 표백 크라프트 펄프를 적용하였을 때보다 각각의 경우에서 약 7% 높은 지필 고형분 함량을 나타내어 성형공정에서의 탈수도가 높게 나타나는 것을 확인할 수 있었다. 이는 신문고지 펄프의 여수도가 상대적으로 낮고, 미세분의 함량이 높기 때문인 것으로 판단되었다. 특히 신문고지 펄프의 경우 활엽수 표백 크라프트 펄프에 비해 미세섬유, 충진제, 소수성 이물질 등이 많이 존재함으로써 탈수 시 이러한 성분들이 금속망을 통해 빠져나가고 지필에 잔류하는 양이 줄어들게 되면서 상대적으로 낮은 평량의 지필을 형성하였다. 그리고 높은 고형분을 가지게 되는 것은 여수도가 낮은 지료에서의 진공탈수특성 효율 증가로 인한 영향으로 판단되었고, 특히 습식펄프몰드의 경우 높은 평량을 가지고 있기 때문에 이러한 영향이 더욱 명확하게 나타나는 것으로 판단되었다.
신문고지 펄프를 사용하여 성형 금속망의 눈금 종류별로 제조된 펄프몰드 시편의 회분함량을 측정하여 Table 3에 나타내었다. 성형 금속망의 눈금 크기가 작은 조건에서 제조된 시편에서 높은 회분함량이 나타나는 것을 확인할 수 있었다. 이는 눈금 크기가 작아질수록 습식성형 시 미세분의 보류가 증가하는 것을 보여주는 것으로 판단되었고 이러한 미세분의 함량이 높은 지필에서 진공탈수효과가 더욱 높게 나타남에 따라 습식펄프몰드의 탈수효율이 증가하는 경향을 보여주는 것으로 판단되었다.
Table 3.
The changes in the ash content of pulp mold samples depending on the mesh number of forming mold
| Stock | Mesh number Ash | content (%) | Standard error (%) | |
|---|---|---|---|---|
| ONP | ||||
| 4 | 100 | 8.97 | 0.78 |
지료 종류에 의한 습식펄프몰드의 성형공정에서 진공탈수공정에서 진공압력의 변화를 Table 4에 나타내었다. 습식펄프몰드의 진공 성형 시, 동일한 압력인 0.06 MPa로 진행되지만, 신문고지 펄프의 진공탈수공정에서의 압력분포가 활엽수 표백 크라프트 펄프 적용 시에 비하여 다소 높게 나타나는 것을 확인할 수 있었다. 이는 신문고지 펄프가 활엽수 표백 크라프트 펄프에 비해 여수도가 낮은 특성에 비추어, 신문고지 펄프 섬유가 미세분이 활엽수 표백 크라프트 펄프에 비해 많고, 이러한 영향으로 동일한 진공 성형의 압력으로 진행되어도, 진공 성형이 진행되는 과정에서 진공 성형 압력의 저하를 줄이고 진공탈수 효율을 증가시키는 효과를 가져오는 것으로 판단되었다.
3.3 지료 농도별 성형 금속망의 눈금 크기에 의한 습식펄프몰드 제조 특성
지료 농도 1.0%의 활엽수 표백 크라프트 펄프(HwBKP)를 이용하여 성형 금속망의 눈금 크기에 의한 습식펄프몰드의 평량 변화를 Fig. 4에 나타내었다. 성형 금속망의 눈금 크기와 관계없이 지료 농도 1.0%의 활엽수 표백 크라프트 펄프를 이용하여 제조된 습식펄프몰드의 평량이 약 305±5 gsm 사이로 나타나는 것을 볼 수 있었다. 동일한 습식펄프몰드 제조 조건에서 금속망의 눈금 크기가 커질수록, 동일한 진공시간에서 진공 흡입되는 지료의 양이 많아지면서, 평량이 높아질 것으로 판단되었으나, 본 실험에서 사용한 파일롯 규모의 습식펄프몰드 장치에 적용되는 진공압이 낮고 진공탱크의 크기도 현장조건에 비해 현저히 작기 때문에 충분한 차이를 나타낼 수 있을 정도로 강한 진공압을 구현하지 못하기 때문에 명확한 차이를 보지 못한 것으로 판단되었다.
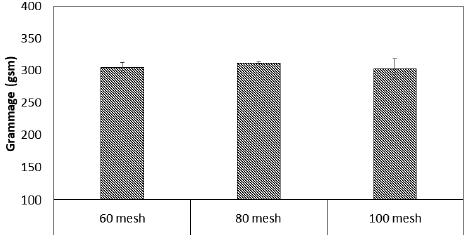
Fig. 4.
The changes in the grammage of pulp mold samples at 1.0 % HwBKP stock concentration, depending on the mesh number of forming mold.
활엽수 표백 크라프트 펄프의 지료 농도가 0.5%인 조건에서 제조된 습식펄프몰드 시편의 평량 변화를 Fig. 5에 나타내었는데 성형 금속망 크기 변화에 의한 평량 변화는 유의하게 나타나지 않는 것을 확인할 수 있었다. Fig. 4와 결과를 비교할 경우 같은 조건에서 지료 농도의 차이에 의한 평량 변화가 크게 나타는 것을 확인할 수 있었다. 이는 습식펄프몰드 제조 시 초기 진공흡입에 의한 성형이 진행될 때, 동일한 진공성형시간을 적용하여 진공압에 의한 습식펄프몰드의 성형 시 유사한 지료의 부피만큼 흡입되기 때문에, 낮은 농도의 지료를 적용하는 경우 지료 내 섬유들과 함께 많은 양의 물이 탈수되어 지필의 형성과정이 상대적으로 길기 때문인 것으로 판단되었다.
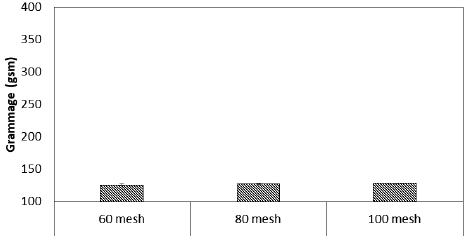
Fig. 5.
The changes in the grammage of pulp mold samples at 0.5% HwBKP stock concentration, depending on the mesh number of forming mold.
지료 농도 1.0% 활엽수 표백 크라프트 펄프를 이용하여 성형 금속망의 각각의 눈금 크기별로 제조된 습식펄프몰드의 벌크 특성을 Fig. 6에 나타내었다. 성형 금속망의 눈금 크기가 작아질수록 습식펄프몰드의 벌크는 감소하는 것을 확인할 수 있었다.
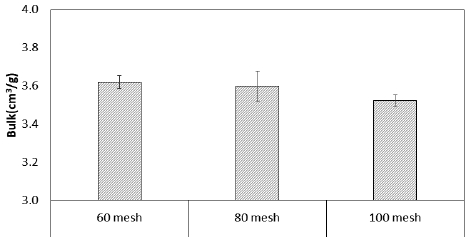
Fig. 6.
The changes in the bulk of pulp mold samples at 1.0 % HwBKP stock concentration, depending on the mesh number of forming mold.
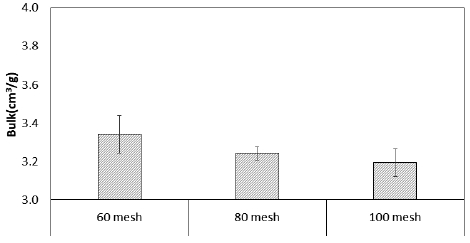
지료 농도가 0.5% 활엽수 표백 크라프트 펄프를 이용하여 성형 금속망의 눈금 크기 차이에 의하여 제조된 습식펄프몰드의 벌크 특성을 Fig. 7에 나타내었다. Fig. 6과 유사하게 성형 금속망의 눈금 크기가 작아질수록 습식펄프몰드의 벌크가 감소하는 것을 확인할 수 있었다. 이는 Table 3에서 성형 금속망의 크기가 작아질수록 충진재와 같은 미세분의 함량이 증가하는 것을 확인했던 것처럼 상대적으로 높은 미세분을 가지는 눈금 크기가 작은 조건에서 벌크의 감소가 나타나는 것을 확인할 수 있었다.
3.4 지료의 종류에 의한 금속망 눈금 크기별 습식펄프몰드 제조 특성
지료 농도가 각각 1.0%인 활엽수 표백 크라프트 펄프(HwBKP)와 신문고지(ONP) 펄프를 이용하여 성형 금속망의 눈금 크기 차이에 의한 습식펄프몰드의 평량 변화를 Fig. 8에 나타내었다. 신문고지 펄프로 제조된 습식펄프몰드가 활엽수 표백 크라프트 펄프로 제조된 습식펄프몰드에 비해 동일한 성형조건에서 낮은 평량의 지필을 형성하는 것을 확인할 수 있었다. 신문고지 펄프의 경우 습식펄프몰드 성형 시 활엽수 표백 크라프트 펄프의 경우와 비교해서 낮은 여수도 등의 영향으로 성형 금속망으로 탈수되는 수분의 양이 작고 이에 따라 금속망 표면의 지필의 형성도 동일한 시간에서 낮게 나타남에 따라 낮은 평량의 지필이 형성되는 것으로 판단되었다.
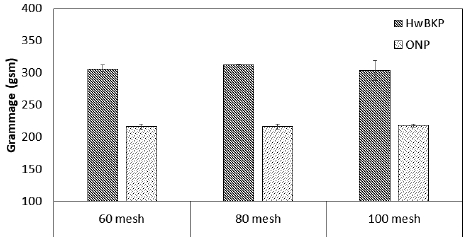
Fig. 8.
The changes in the grammage of pulp mold samples at 1.0% stock concentration, depending on the mesh number and the pulp types.
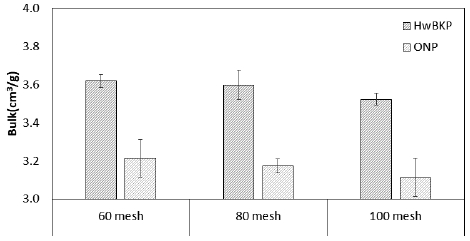
지료 농도가 각각 1.0%인 활엽수 표백 크라프트 펄프와 신문고지 펄프를 이용하여 성형 금속망의 눈금 크기 차이에 의하여 제조된 습식펄프몰드의 벌크 특성을 Fig. 9에 나타내었다. 앞서 Figs. 6-7의 경우와 같이 활엽수 표백 크라프트 펄프를 기반으로 제조된 습식펄프몰드와 동일한 조건에서 신문고지 펄프로 제조된 습식펄프몰드의 경우에도 금속망의 눈금 크기가 작아질수록 벌크가 감소하는 것을 확인할 수 있었다. 이러한 결과들은 습식펄프몰드의 성형 시 성형 금속망의 눈금 크기에 따라 보류되는 지필의 조성이 영향을 받고 그에 따라 습지의 진공탈수 및 쿠칭공정에서의 압착 정도가 일정 부분 다르게 나타남에 따른 것으로 판단되었다.
4. 결 론
본 연구에서는 습식펄프몰드 제조공정에서 성형 금속망의 눈금 크기에 의한 영향을 펄프원료의 종류 및 지료 농도에 따른 습식펄프몰드의 탈수도 변화와 지필 구조 변화를 비교 평가하여 알아보았다. 원료의 특성상 여수도가 다른 활엽수 표백 크라프트 펄프와 신문고지 펄프를 각각 적용하여 실험실용 습식펄프몰드 파일롯 제조장치를 활용하여 지료의 농도 및 금속망의 눈금 크기를 다르게 하여 각각 시편을 제조하면서 그 영향을 평가한 결과 성형 시 성형 금속망의 눈금 크기가 작아질수록 제조된 습식펄프몰드의 벌크가 감소하는 것을 확인할 수 있었다. 이는 성형 금속망이 작아지면서 미세분 등의 보류가 증가하고 지필이 더욱 치밀해지며 이에 따라 진공탈수 및 쿠칭공정에서 과밀화가 더욱 크게 발생하는 현상에 의한 것으로 판단되었다. 또한 지료의 농도는 습식펄프몰드 평량에 큰 영향을 미치는 것으로 나타났는데 고농도의 지료를 적용하는 경우 동일한 조건에서 높은 평량의 펄프몰드가 제조되는 것을 확인하였다. 여수도가 낮은 신문고지 펄프를 적용하는 경우에 활엽수 표백 크라프트 펄프의 적용 시보다 제조된 펄프몰드의 평량이 낮게 나타나는 것을 확인할 수 있었다. 이는 습식성형 시 탈수속도가 느린 신문고지 펄프의 경우 성형 금속망으로 탈수되는 수분의 양이 적고 이에 따라 금속망 표면에 형성되는 섬유뭉침에 의한 지필의 양도 작아짐에 따라 나타나는 결과로 판단되었다.
본 연구결과를 통해 습식펄프몰드의 성형 시 성형 금속망의 눈금크기, 원료의 조성 및 여수도, 지료의 농도 등이 탈수특성과 지필의 구조 그리고 습식몰드의 평량에 큰 영향을 미칠 수 있음을 확인할 수 있었다. 이러한 연구결과들은 향후 다양한 구조와 기능성을 가지는 친환경 펄프몰드 제품들의 개발을 위한 원료의 다변화 및 공정효율화 등을 위한 기반자료로 활용할 수 있을 것으로 기대된다.
