

1. Introduction
The outer package of various products is a very common item in people’s lives. Consumers’ demands for quality tend to increase over time. However, in the printing process, the outer package printed matters may have defects such as chromatic aberration, misting, scratches, stains, etc. due to insufficiency in terms of technology, equipment, environment or other aspects.1) If these defects are not detected in time, defective products will be produced, resulting in waste of production resources and damaging the image and reputation of the company in case of circulation to the market. Therefore, in order to control the appearance of defective products, it is necessary to detect timely and effectively surface defects during the printing process to avoid the occurrence of unqualified products. With the development of automation technology, the emergence of defect detection methods based on machine vision has greatly improved the efficiency of defect detection,2) which can acquire image of objects through cameras, optical lenses and other equipment and then achieve accurate identification of defects by processing the images. Defect detection technology based on machine vision has been widely applied and studied. Meng et al.3) processed the image of the collected car hose through HALCON algorithm according to machine vision and then identified the hose. It was found through experiments that the method could accurately predict the surface defects of the hose. Wang et al.4) combined with machine vision and sensor coupling, collected images by charge coupled device (CCD) camera and processed the images by VS2010 and Halcon library. The results showed that the method could successfully identify gears with surface defects and achieve gear automation defect detection, which had a high application value. Min et al.5) designed a railway track surface defect detection method based on machine vision. Firstly, the image acquisition device equipped with light emitting diode (LED) light source was used to acquire the orbit image, then the image was optimized by the morphological process, and finally the defect feature was obtained by tracking the direction chain code. It was found through experiments that the detection speed of the method could reach 2 m/s, which effectively realized the real-time automatic detection of railway tracks. Wang et al.6) studied the detection of raw silk defects. Firstly, an image acquisition system based on machine vision was developed, then defect segmentation and feature extraction were performed through threshold processing and morphological operations such as opening, hole fill up, and image subtraction, and finally defect types were identified by using back propagation (BP) neural network. The experiment proved that the method could accurately detect and identify raw silk defects. In this paper, a defect identification detection method for outer package printed matter based on machine vision was designed. The results of this study confirmed the possibility of applying machine vision technology for defect detection in the printing industry.
2. Materials and Methods
2.1 Detection of defects on the surface of outer package print
The traditional defect detection method mainly relies on manual detection, i.e., directly comparing printed matter and standard manuscript through human eyes. Manual detection has many disadvantages:
(1) The rate of missed detection is high. The long-term repetitive work of the human eye is prone to fatigue and missed inspection.
(2) The quality standards are different. Manual detection relies mainly on the subjective judgment of individuals.7) Different people has different standards for defects, so the standards for qualified products are also different.
(3) Efficiency is low. The manual detection speed is slow, the resource consumption is large, and the detection efficiency is low. Due to the fast printing speed, manual inspection requires off-line inspection instead of performing defect detection directly on the machine, reducing production efficiency.
With the development of technology, the emergence of defect detection technology based on machine vision makes up for the various deficiencies of manual detection. It replaces human eyes with machines, collects the target image through computer, and then identifies the image defects by digitizing the image with high speed, precision and degree of automation. The technology has strong objectivity and lower cost compared to manual detection, which has been widely used in medical testing,8,9) and parts testing,10) etc.
2.2 Defect detection method based on machine vision
Machine vision defect detection first needs to obtain an image of the object to be inspected through some devices. The image acquisition device used in this paper was shown in Fig. 1.
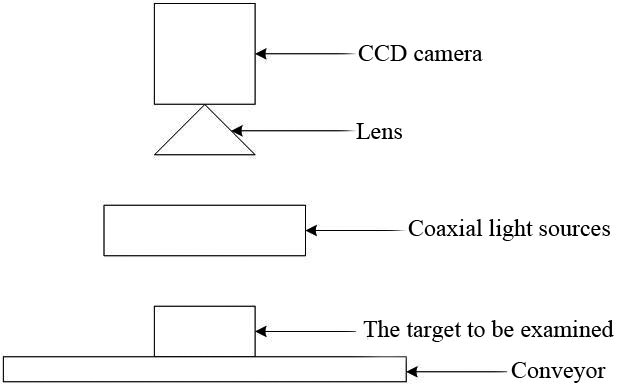
CCD camera has been widely used in image acquisition of industrial inspection. In this paper, area array CCD camera (TXG12c, Baumer Company, Germany) was used, and its parameters were shown in Table 1. It had high sensitivity and could suppress overexposure. Its lens (M3514-MP2, Computar Company, Japan) were used for focusing the detected object on the sensor device of the camera, and its parameters were shown in Table 2. The lighting tool was LED (LDR-75SW2-LA1, CCS Company, Japan). The illumination mode was coaxial light sources illumination.
2.3 Image processing and defect detection
2.3.1 Image graying
In the case of external packaging printing, most of them are multicolored, and it is difficult to analyze them in this state. In order to make it easier to detect defects on the printing area, it is necessary to first convert the multicolor image to gray. In this paper, the average value method was used to perform image graying. Firstly, the average values of three components R, G, and B of the image was calculated and then the obtained average was used to replace the original pixel, that is:
2.3.2 Median filtering denoising
The median filtering method is used to remove noise from the image of outer package printed matter. The principle of the method is: first, select a template consisting of several pixels from the image to be processed, measure the gray value of each pixel in order to get the media value, and then replace the original pixel gray value. It is assumed there is a noisy image, f(i,j), its pixel gray value is , and the selected template is S. The process of median filter denoising is:
where g(i,j) represents the image after denoising.
2.3.3 Image binarization
Image binarization can make an image of black and white, reduce the amount of data in the image, and highlight the target outline. In this paper, the maximum inter-class variance (OTSU) method11) was used to achieve binarization. OTSU method which was put forward by Nobuyuki Otsu in 1979 can realize image segmentation based on the idea that the variance between the target area and background area was maximum. It is assumed that there is an image I with a size of M×N, and the gray value of the pixel point (i,j) is expressed as f(i,j). The binarization process can be expressed as:
where h(i,j) represents the gray value of point (i,j) after binarization, 0 for black and 255 for white, and t represents the segmentation threshold, which can divide the image into background and target. The optimal threshold is obtained by OTSU.
The gray level of image I is expressed as L, C={0,1,...,L-1}, the occurrence probability of gray level l is expressed as , the target is C0=(0,1,...,t), and the background is C1=(t+1,t+2,...,L-1). The proportion of C0 in the image is expressed as , the average grayscale is , where , and the variance is . The proportion of C1 in the image is , the average grayscale is , where , and the variance is .
The variance between classes can be expressed as , and the overall variance can be expressed as . The computational formula of the optimal threshold is , where ϛ indicates the correction factor and indicates the judgment condition.
2.4 Defect detection
In this paper, the method of difference matching was used to detect the defect of the processed image, that was, the two images were subtracted to obtain the shadow image to find the difference between the images. It is assumed that the standard image is s(x,y), the image of the printed product to be inspected is w(x,y), and difference image is d(x,y). The calculation process of the difference matching is: d(x,y)=|w(x,y)-s(x,y)|.
The hard threshold and the soft threshold are introduced to solve the artifact problem in the shadow matching. It is assumed that the image after binarization is f(x,y), the hard threshold is fthred(x,y), and the soft threshold is fsoft(x,y). The new threshold for the image can be expressed as:
Effective removal of image artifacts can be achieved by using new f' (x,y).
3. Results and Discussion
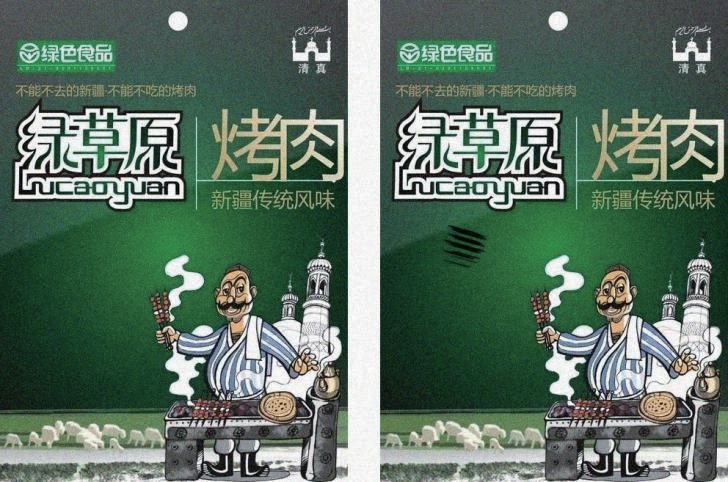
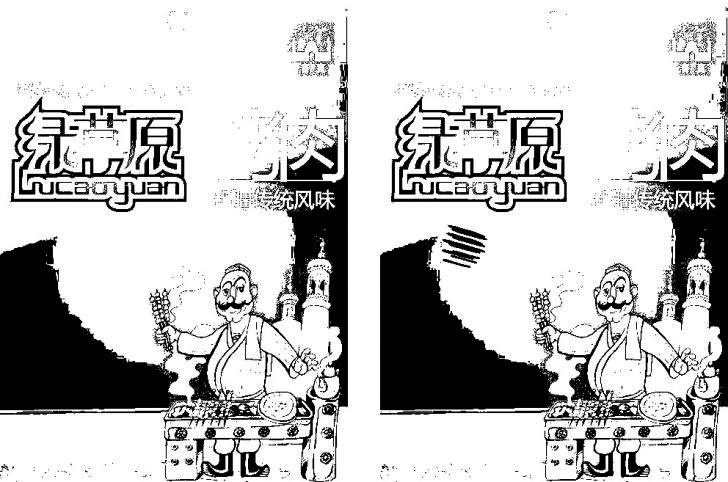
In order to verify the effectiveness, the method proposed in this paper needed to be verified by experiments. First, the defect detection was performed by taking an outer package printed matter as an example. The images were shown in Fig. 2, where the left side of the figure was the standard image, and the right side was the defect image.
It was found that the outer package printed matter was a color image. In order to achieve accurate detection of the defect, the average value of R, G, B values in the image was calculated by the average method firstly, and then the image was processed by graying, as shown in Fig. 3.
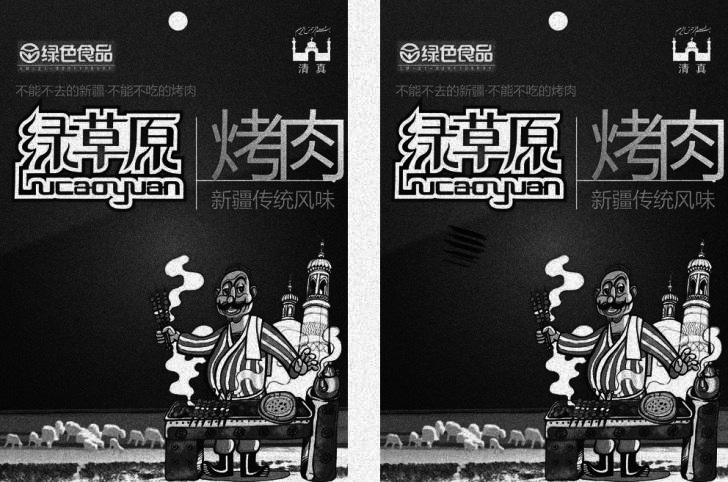
Since the image collected by the CCD camera contained a certain amount of noise, which might affect the result of the defect detection, the image needs to be denoised, and the image processed by the median filtering method was shown in Fig. 4.
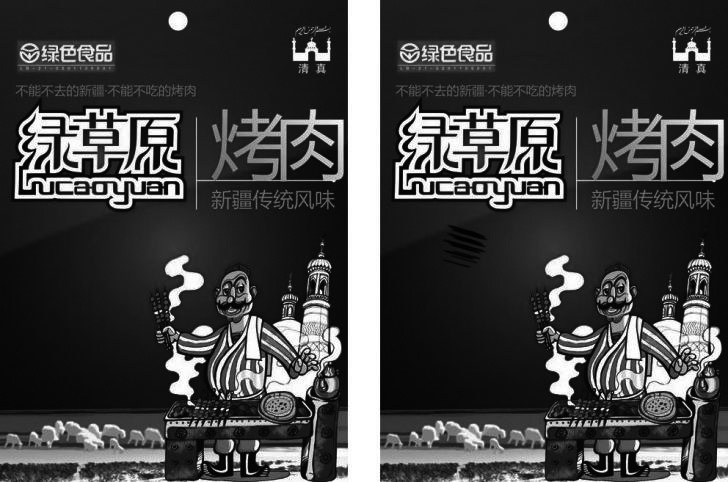
After obtaining the denoised image, in order to further reduce the amount of data in the image and highlight the defect information, the optimal threshold of binarization was obtained by using the OTSU method proposed in this paper, and then the binarization operation was performed, as shown in Fig. 5.
Finally, the improved difference matching method was used, and a clear defect image was obtained.
It could be found from Fig. 6 that the method proposed in this paper could accurately identify and detect the defects in the printed matter of the outer package. The image defect could be clearly found through the difference matching, thereby realizing the detection of the defect. To further analyze the effectiveness of the method, 2,000 sheets of printed matter were tested. The outer package printed matter was coated white board paper with a size of 787 mm×1,092 mm, printing gloss no lower than 88% and 15-28% ink absorption; its technical requirement satisfied GB-T 10335.4-2004. There were 500 standard images and 1,500 defective images. The test results were shown in Table 3.
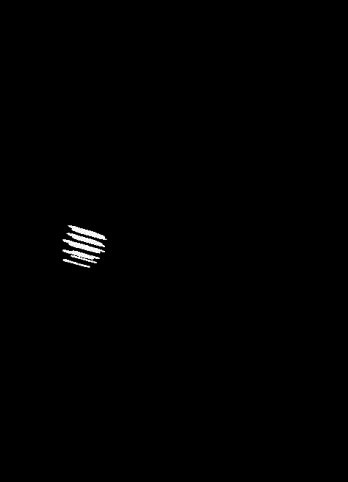
Table 3.
The test results of outer package printed matter
| Number of samples | Number of false positives | Detection rate | Average detection time |
|---|---|---|---|
| 2,000 | 12 | 99.4% | 103 ms |
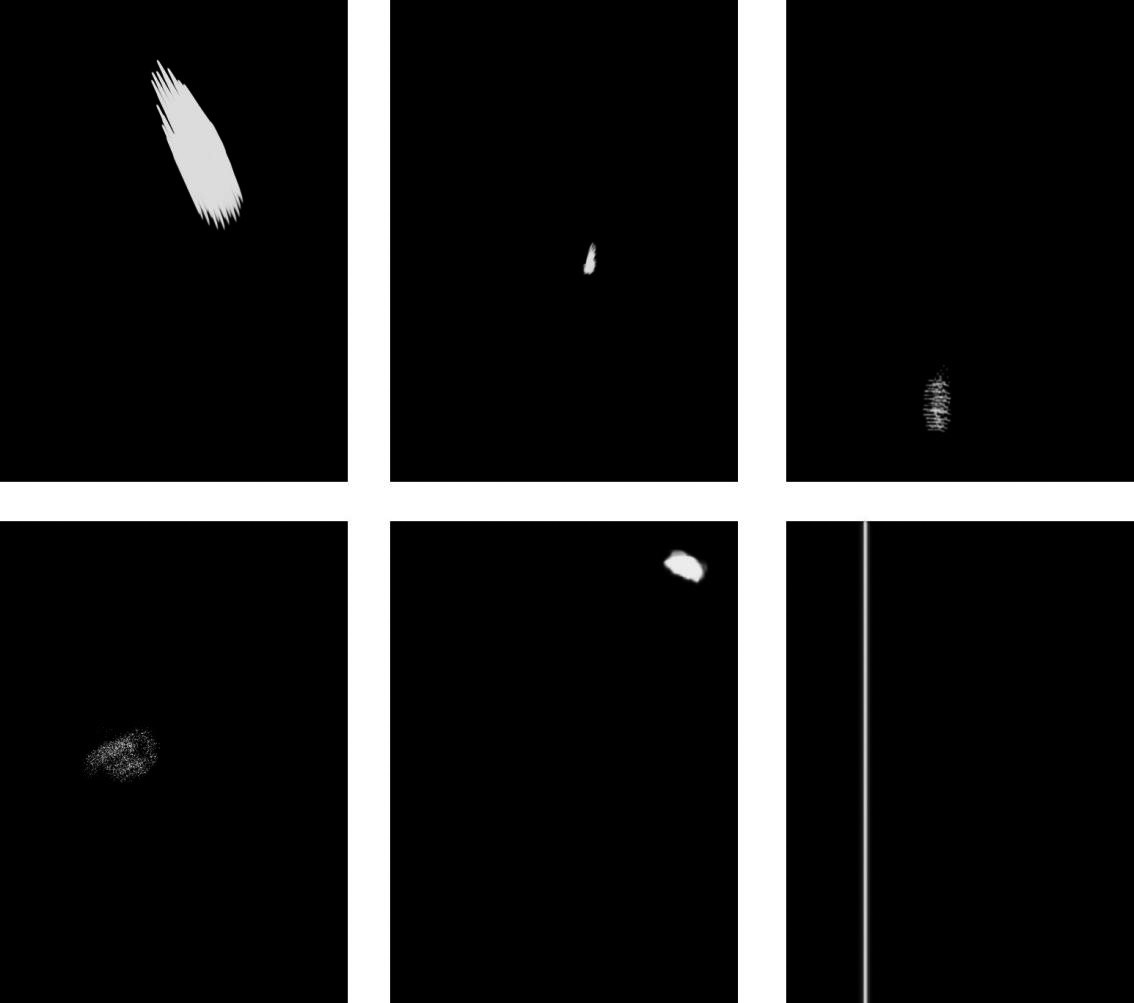
From Table 3, it could be found that in the detection of 2,000 printed matter images using the method proposed in this study, the number of false positives was 12, the overall detection rate was 99.4%, and the average detection time was also short. It took only 103 ms to complete defect detection for the images, which could not be realized by traditional manual detection methods. From Fig. 7, i.e., the partial defect image detected, it could be found that the method can effectively identify defects, no matter how large or small, or thick or light, on the outer package printed matter, which proved the reliability of the method.
The difference between the traditional manual detection method and the method proposed in this paper was compared using samples of different sizes. The sample size was 10, 50, 100, 200, 500, 1,000, 2,000 and 5,000 respectively, and the proportion of standard images in each group of samples was 10%. The comparison of the detection rates of the two methods was shown in Fig. 8.
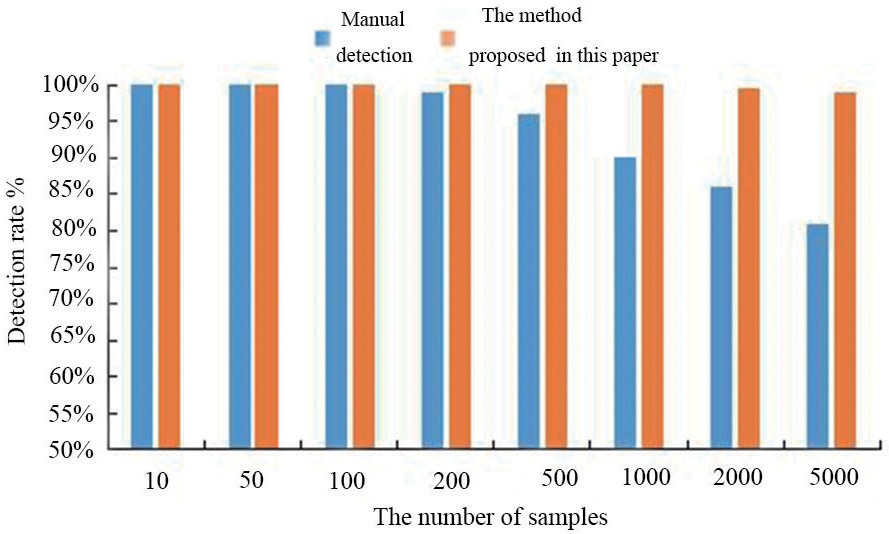
It could be found from Fig. 8 that when the number of samples was small, the detection rates of manual detection and machine vision detection both reached 100%. As the number of samples increased, the detection rate of manual detection began to decrease. The larger the number of samples is, the lower the detection rate is. However, the detection rate is high in machine vision inspection. When the sample size is 5,000, the detection rate of manual detection is 81%, while the detection rate of machine vision detection is 99.1%, which proved the reliability of the detection method based on machine vision in this paper.
Machine vision technology which combines electronics, automatic control, artificial intelligence, image processing and other technologies12) can solve the shortcomings of manual detection. It has a wide range of applications in industrial defect detection13) for its high detection quality and high speed. In the production process of outer package printed matter, the appearance of defects is inevitable, therefore the detection of defects of printed matter is crucial to prevent it become defective products.
Clear defect images could be obtained through this method (Fig. 6). The average detection time of the method was very short, 103 ms, and the detection rate was high, reaching 99.4%. Compared with the traditional manual detection method, it was found that the advantage of the machine vision based detection method proposed in this paper was more obvious in the defects detection of large sample size. In the detection process of large sample, the detection rate of manual detection gradually declined due to fatigue and other reasons. In the detection of 5,000 samples, the detection rate of the manual detection dropped to 81%, but the detection rate of machine vision method changed little, and the accuracy of 99.1% was maintained, which proved the reliability of the method proposed in this paper.
4. Conclusions
This study analyzed the application of machine vision in the recognition and detection of defects of outer package printed matter and found that the designed method had short detection time and high detection accuracy in the defect detection of outer package printed matter. Compared with the traditional manual detection method, it had a higher detection rate and good performance in the detection of large samples. This study provided some theoretical support for the application of machine vision technology in the defect detection of outer package printed matter, which was conducive to the further development of detection technology of defects of printed matter.
