

1. 서 론
금사는 직금 및 자수와 같은 전통 섬유공예에 사용되어 온 중요한 직물 소재 중 하나이다.1) 전통 금사를 이용한 직금 유물은 국내에도 현존하고 있으나, 현재는 금사의 제작기술이 단절되어 수입 제품이 다량 유통되고 있는 실정이다. 금사의 재료로는 금박, 배면 재료인 종이 및 접착재료 등으로 구성되며, 형태에 따라 배면 재료에 아교 등의 접착제를 이용하여 금박을 부착시킨 후 일정한 너비로 자른 편금사(片金絲)와 편금사를 말아 감는 연금사(撚金絲)로 나눌 수 있다.2) 전통 금사 제작기술 재현을 위한 사례로서 한국, 중국, 일본 등에 소장된 금사 유물에 대한 분석 연구3-8)가 이루어진 적이 있으며, 분석 결과 금박은 두께와 성분에 따라 변색 및 갈라짐이 나타났고, 배지는 대부분 종이 재질로 구성되어 있었다. Fig. 1 및 2는 불복장 유물인 남색원앙문직금능(문수사 금동아미타불상, 1346년, 수덕사 근역성보관 소장) 및 다홍색직금단(화계사 목조지장보살, 1649년)에 사용된 편금사 유물의 이미지이다. 배면의 한쪽에만 금박을 올린 형태이며 후면을 관찰한 결과 금사의 배면 재료로서 장섬유 원료의 종이를 사용하였음을 확인할 수 있다.
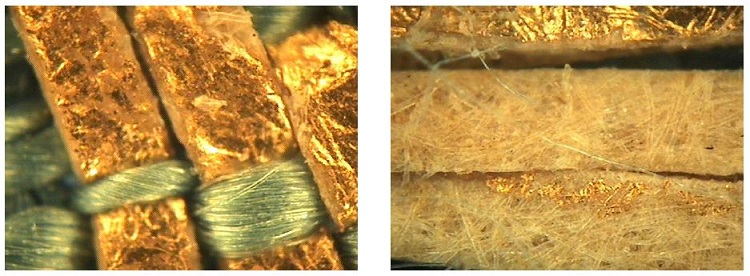
Fig. 1.
Optical microscopic images (x300) of Jik-geum, Twill Damask with Mandarin Duck Units Pattern (Found inside Seated Gilt Bronze Amitābha Statue of Munsu Temple, 1346), Collection of Sudeok Temple Museum (left : upper side, right : downside).
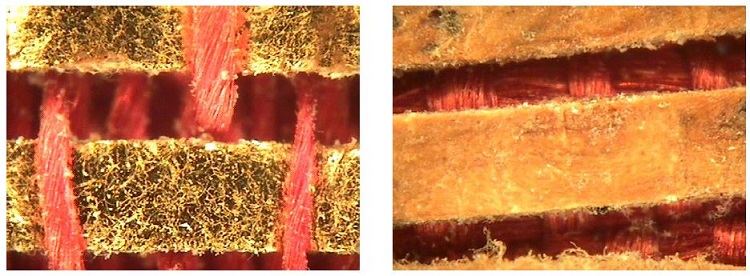
Fig. 2.
Optical microscopic images (x300) of Jik-geum, Satin Damask with Fragments Pattern (Found inside Seated Wood Ksitigarbha Bodhisattva Statue of Whagae Temple, 1649), Private Collection (left : upper side, right : downside).
국내에서 발견된 다양한 출처의 금사 유물을 조사한 결과, 편금사에 비해 연금사는 너비가 넓고 두께는 얇은 것으로 분석되었으며, 그 결과를 Table 1에 나타냈다. 이러한 결과는 금사의 제작 목적 및 용도에 따라 두께가 서로 다른 배지를 사용하여 금사의 배면 재료로 사용하였음을 의미한다. 편금사 및 연금사의 너비는 금박이 부착된 배면을 재단할 때 재단 폭에 의해 결정되므로, 이를 배제하면 배면 재료 선정 시 두께 외의 어떤 특성을 고려했는지 파악하는데 어려움이 있으며 이에 대해서는 현재까지 연구된 사례는 없다.
Table 1.
Thickness of flat gold threads and wrapped gold threads used in weaving textiles in Korea
| Thickness, mm | ||
|---|---|---|
| Flat gold thread | Wrapped gold thread | |
| Minimum | 0.043 | 0.029 |
| Maximum | 0.157 | 0.069 |
| Average | 0.080 | 0.040-0.050 |
전통 금사 제작은 금을 두드려 얇고 균일하게 편 금박편을 아교 등을 이용하여 배면 재료인 종이에 접착시킨 다음 칼 등을 이용하여 세절하여 편금사 또는 연금사용으로 사용하게 된다. 이때 접착제로 주로 사용하는 아교를 종이에 균일하게 도부하면 직조 시 견딜 수 있는 금사의 물성 향상에 영향을 미친다는 연구 결과가 보고된 바 있으나 접착제에 의한 물성 향상에는 한계가 있다. 따라서 금사를 이용하여 직금을 제직할 경우 직조 과정에서 가해지는 물리적 힘에 대한 내구성에 배면 재료인 종이가 주로 기여할 것으로 예측할 수 있으며, 따라서 배면 재료인 종이에 대한 과학적인 접근은 금사의 제작 과정 및 재료 특성 연구에 큰 의미를 지닌다. Sim 등의 연구에 의하면 배면 재료는 일본, 중국 등지에서는 주로 안피지와 죽지 등을 사용하였으나 국내에서는 닥섬유 소재의 닥지를 사용한 것으로 확인되었다.2) 문화재 분석은 비파괴 분석을 기본으로 하기 때문으로 실제 유물을 이용한 분석에는 한계가 있다. 따라서 닥 섬유를 원료로 한 다양한 공정조건의 한지 제작 시도를 통해 실제 유물과 유사한 배면 재료를 제조하는 방법을 연구하는 것은 이러한 한계를 극복하기 위한 중요한 한 방안이라 볼 수 있다. 닥지의 제조 공정은 크게 증해, 표백, 지료조성, 초지, 건조, 가공 등의 단계로 나뉘며, 각 단위공정에서의 처리 조건에 따라 금사 제작에 요구되는 배면 재료의 물성에 영향을 미치게 된다.
본 연구에서는 금사 제작기술 재현을 위한 기초 연구의 일환으로 닥 인피 섬유의 증해, 타고해, 초지(물질) 등의 공정 조건을 달리하여 금사 제작을 위한 배면재료인 한지를 제작하고, 각 공정 인자에 따른 특성을 비교 분석하고자 하였다. 이를 위해 닥 인피 섬유의 증해 및 고해 시간을 달리하였으며, 또한 초지 시 연금사 및 편금사를 제작하기에 적합한 한지의 두께를 설정한 후 합지 여부, 도침 공정 여부를 달리하여 각 조건들에 따른 물리적 특성 변화를 비교하였다.
2. 재료 및 방법
2.1 실험 재료
2.1.1 닥 인피섬유(백피)
본 연구에서는 경기도 가평에서 채취한 닥나무에서 분리된 인피 섬유를 사용하였다. 닥나무는 1 년생을 사용하였으며, 12월 초에 채취된 닥나무를 닥무지하여 닥 껍질을 분리한 후 흑피 및 청피를 제거하여 백피를 제조․건조하였다. 흑피 및 청피를 제거하지 않은 인피섬유 시료(Fig. 3 (left))와 백피 상태의 인피섬유 시료(Fig. 3 (right))를 Fig. 3에 나타냈다.

2.1.2 잿 물
본 연구에서는 참나무, 고추대, 콩대 등을 태운 육재에서 추출한 잿물을 사용하였다. Fig. 4에서 보는 바와 같이 참나무, 고추대, 콩대 등을 태운 재를 시루에 넣고 온수를 부어 여과시켜 잿물을 제조하였다. 잿물에 포함되어 있는 미세 크기의 연소 재를 제거하기 위하여 고운 천을 이용하여 3~4회 반복적으로 걸러내어 여과된 잿물을 얻었으며, 잿물 제조공정 중에 최종 목표 pH를 12로 맞추기 위하여 재의 양 및 온수의 양을 조절하여 잿물을 제조하였다. 이 때 얻은 잿물을 채취하여 잿물 내의 K, Na, Mg, Ca 이온의 농도를 측정하였다. 잿물의 원료인 초본류의 재는 회화되어 비정질이므로 XRD를 이용한 화합물의 구조 연구에는 적합하지 않다.9) 따라서 유도결합플라즈마 질량분석기(inductively coupled plasma mass spectrometer, ICP-MS)를 이용하여 잿물 내에 존재하는 무기물 이온 성분을 간접적으로 분석하였다.

Fig. 4.
Preparation of ash (left) and ash lye, yukjae (right) for cooking bast layer of Paper mulberry.
ICP-MS 분석 결과에서 보는 바와 같이 잿물의 주요 성분은 칼륨 이온으로 현재 닥 섬유의 증해에 주로 사용되는 약품인 NaOH, Na2CO3 적용 시에 비해 상대적으로 온화한 알칼리 조건에서 증해 되었음을 확인할 수 있었다.
2.2 닥 인피 섬유의 증해 및 표백
닥 인피섬유인 백피를 물에 24 시간 동안 담가 충분히 팽윤시킨 후 닥솥에 넣고 섬유가 충분히 침지 되도록 잿물을 넣은 후 Table 3에서의 조건으로 증해 시간을 달리하여 증해(닥 삶기)를 실시하였다(Fig. 5 (left)). 증해된 인피 섬유는 깨끗한 물로 충분히 세척하여 섬유 내 잔존하는 잿물을 완전히 제거시키고 티 고르기를 실시하여 섬유 내 불순물을 제거하였다. 이 후 섬유들의 표백을 위해 물 속에 넣은 후 햇빛에 의해 광표백시켰다.
Table 3.
The factors of the digesting and papermaking during manufacturing of the Hanji samples for the manufacture of gold thread
2.3 닥 인피섬유의 고해
증해 및 표백한 닥 인피섬유는 Fig. 5 (right)에서 보는 바와 같이 한국의 전통 절구식 타해 방법을 응용한 기계식 절구에 의해 고해하였으며, Table 3에서의 조건과 같이 타해 시간을 달리하여 타해를 실시하였다.

2.4 한지 제조
본 연구에서는 Fig. 6에서 보는 바와 같이 흘림뜨기 발틀을 이용하여 한국의 전통한지 제조 방법인 흘림뜨기법으로 93 cm × 63 cm 크기의 수록한지를 제작하였다. 특히 연금사 의사시료 제작용은 홑지로 초지하였고, 편금사 의사시료 제작용은 이합지로 각각 초지하였다. 이후 프레스를 이용하여 압착 탈수한 후 철판 건조시키고 표면 가공처리로 도침처리를 실시하였다(Table 3 참조).

Fig. 6.
The manufacture (left : Heullimtteugi) and drying (right : drying on stainless steel plate) of Hanji.
합지 유무에 따른 한지 시료들의 평량, 두께, 밀도 등의 특성을 Table 4에 나타냈으며, 도침처리 유무에 따른 한지 시료들의 특성은 Table 5에서 보는 바와 같다.
Table 4.
The physical properties of Hanji samples for the manufacture of gold thread according to the number of sheet ply
Table 5.
The physical properties of Hanji samples for the manufacture of gold thread according to dochim treatment
2.5 편금사 및 연금사 제작용 한지의 물리적 특성 분석
상기 기술된 조건들에 의해 편금사용 및 연금사용으로 제조된 한지 시료들의 물리적 특성 분석을 위해 먼저 각 시료들은 23±1℃, RH 50±2%의 항온항습실에서 24 시간 이상 조습 처리되었다. 이후 KS M ISO 5626에 의거 하중 1 kgf에서의 내절강도를 측정하였다(MIT folding tester, Tinius Olsen, USA). 또한 KS M ISO 1924-2에 의거하여 인장강도를 측정하였으며(tensile tester, L&W, Sweden), 평량으로 보정하여 인장지수를 산출하였다. 휨 강성은 KS M ISO 2493에 의거하여 측정하였으며(bending tester, L&W, Sweden), 압축강도는 KS M ISO 9895에 의거하여 측정하였다(compressive strength tester, L&W, Sweden).
3. 결과 및 고찰
3.1. 합지 및 도침 처리 유무에 따른 영향
금사 제작용 배면지를 초지하기 위해 실제 유물을 조사한 선행 연구결과에 의하면 연금사의 두께는 편금사에 비해 낮게 나타났다. 따라서 본 연구에서는 연금사는 홑지로 초지하였고, 편금사는 2 합지로 초지하였다. 또한 도침 처리를 실시하여 도침 처리 유무에 따른 영향을 평가하였다.
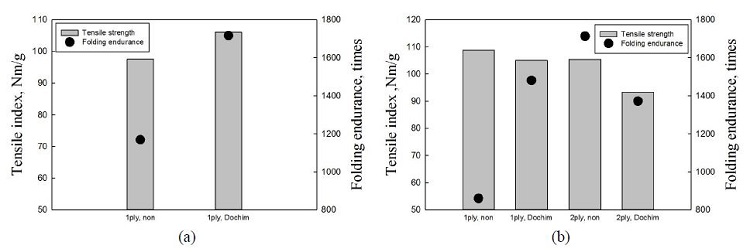
Fig. 7 (a)는 연금사 의사 시료를 제작하고자 0.07 mm 두께의 홑지로 초지한 한지의 도침 처리 유무에 따른 인장강도 및 내절도를 나타낸 결과이고, (b)는 편금사 의사 시료를 제작하기 위하여 0.10 mm 두께의 홑지 및 2 합지로 초지한 한지의 도침 처리 유무에 따른 인장강도 및 내절도 결과이다. 그림에서와 같이 연금사 의사용 시료인 0.07 mm 두께의 홑지 한지는 도침 처리 적용 시 인장강도 및 내절도가 증가하는 결과를 나타냈다. 일반적으로 종이는 표면 가공처리에 의해 밀도, 평활도, 광택 등이 증가된다. 따라서 동일한 두께를 가지는 한지 시료라 할지라도 도침 처리한 시료의 평량이 처리하지 않은 시료 보다 높기 때문에 종이의 강도가 증가되는 것으로 판단된다. 편금사 의사용 시료인 0.10 mm 두께의 홑지 및 2 합지 한지의 인장강도는 도침 처리 적용 시 모두 감소되어 연금사 의사 시료용과 동일한 결과를 나타냈다. 그러나 내절도는 홑지 한지의 경우 도침처리에 의해 증가한 반면 2 합지의 경우에는 감소되어 서로 상이한 결과를 나타냈다. 즉, 균일한 두께의 금사 제작용 배면 한지를 초지하기 위해 홑지 보다 합지로 초지한 후 도침 처리를 하였을 경우 인장강도 및 내절도 변이를 줄일 수 있었다. 이러한 결과는 Table 5에서와 같이 시료 두께를 유사한 수준으로 유지할 경우에도 초지 시 소요된 섬유량 증가에 따른 시트의 밀도 증가에 의한 결과로 사료 된다. 따라서 홑지 및 합지 초지에 의한 시트의 특성이 배면용 한지의 물리적 특성 개선에 영향을 미칠 것으로 판단되어 연금사 의사 시료 제작용 한지에는 홑지 초지에 도침 처리를 적용하였고, 편금사 의사 시료 제작용 한지에는 홑지 2 겹을 겹쳐 이합지로 초지한 후 도침 처리를 실시하였다.
3.2. 증해 및 고해 조건에 따른 영향
수록한지의 초지 시 닥 인피섬유의 제조 공정조건은 섬유의 물리, 화학적 특성에 많은 영향을 미친다. 특히 닥 삶기(증해) 및 고해 조건은 닥 섬유 자체의 단섬유강도, 섬유장 등의 원료 특성을 결정 짖게 되며. 이는 초지한 시트의 지합 특성, 기계적 강도 특성에도 직접적으로 영향을 미치게 된다. 특히 닥 섬유의 증해나 고해 처리 시 가성소다 보다는 잿물에 의한 온화한 조건의 증해, 타 고해에 의한 섬유장 유지 등을 통해 닥 섬유 자체의 중합도, 분자량을 유지할 수 있도록 화학적 손상을 최소화시켜 한지의 기계적 강도 특성을 개선시키고자 하지만 이들 작업은 숙련된 장인의 경험적 판단에 의존하게 되어 객관적 기준을 확보하기는 어렵다. 또한 시간, 비용, 작업자의 편의성 등에 의해 닥 섬유 증해 시 잿물의 사용은 급격히 줄어든 반면 강알칼리성 화공 약품의 사용은 확대되어 잿물을 내려 초지하는 한지 공방은 소수에 이르고 있다.10) 편금사 및 연금사 제작용으로 사용되는 배면지인 한지는 직물의 직조 시 가해지는 물리적인 힘에 견딜 수 있는 내구성, 즉 물리적 특성이 우수해야 한다. 따라서 닥 섬유 제조 시 섬유의 손상을 최소화시킴으로써 강도적 특성이 높은 섬유 원료를 제조할 필요가 있다. 본 연구에서는 증해 및 고해 시간 등을 달리하여 각 조건들이 금사 제작용 배면 한지 시료의 물리적 특성에 미치는 영향을 평가하였다. 따라서 본 연구에서는 증해 및 고해 조건과 금사 제작용 배면 한지의 물리적 특성과의 상관성을 분석하고자 닥 섬유의 손상을 최소화하기 위해 잿물 증해를 하였으며, 증해 조건 B 와 C에 의한 닥 섬유를 이용하여 각각 홑지 및 이합지를 제조하여 증해 조건에 따른 금사 제작용 배면지의 특성을 비교하였다.
일반적으로 잿물의 원료인 초본류의 재는 회화되어 비정질이므로 XRD를 이용한 원소 조성 및 화합물의 구조 분석에는 적합하지 않다.11) 따라서 Table 2에서와 같이 ICP-MS를 통해 잿물 내에 존재하는 무기물 이온의 성상에 대해 간접적으로 분석하였다. Table 2는 잿물 제조에 사용한 물과 잿물에 대한 결과로서, 회분에서 용출된 칼륨염에 의한 이온 화합물들이 닥 섬유 증해에 작용함을 알 수 있었으며, 오늘날 닥 섬유의 증해에 주로 사용되는 NaOH, Na2CO3에 의한 조건보다 상대적으로 온화한 알칼리 조건에서 증해 되었음을 확인할 수 있었다.
Fig. 8은 Table 3에서 기술된 바와 같이 증해 및 고해 조건을 달리한 A, B, C 조건의 홑지 및 이합지의 인장강도 및 내절도 측정결과이다. 먼저 인장강도의 경우, 3 시간 증해한 홑지 한지 시료의 인장강도가 4 시간 증해한 시료보다 높게 나타났으며, 고해 시간에 따른 영향은 거의 없는 것으로 나타났다. 반면 2 합지의 경우에는 홑지와 반대로 4 시간 증해한 한지 시료의 인장지수가 보다 높게 나타났다. 내절강도는 홑지 시료의 경우 증해 시간 및 고해 시간이 짧을수록 강도적 특성이 높았으며, 2 합지의 경우에는 증해 시간이 짧고 고해 시간이 길수록 강도적 특성이 우수한 것으로 나타났다.
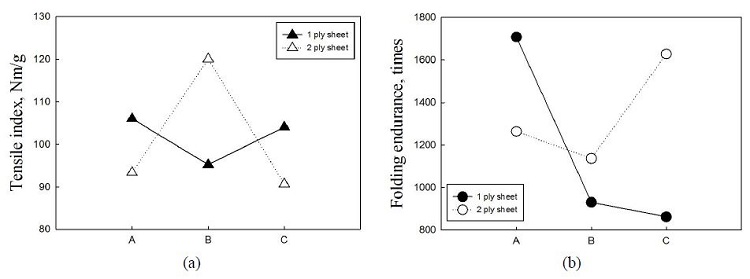
Fig. 8.
Mechanical properties of tensile (a) and folding endurance (b) of Hanji for wrapped gold thread (a) and flat gold thread (b) by number of sheet ply.
이와 같은 결과들로 볼 때 증해시간이 길면 섬유 손상이 발생하는 것으로 보이며, 고해 시간이 길어지면 고해에 의한 섬유의 팽윤 및 섬유 간 수소결합에 의해 물리적 특성이 개선되어지는 것으로 판단된다. 일반적으로 고해는 내부 및 외부 소섬유화, 섬유 구조 변화, 섬유 파괴를 통한 단섬유화, 섬유장 분포 변화 등의 변화를 유발하는 것으로 알려져 있다.
금사 제작 시에는 금사의 직조에 따른 압축강도 특성이 중요한 요인이 될 수 있다. 즉, 금사 제작 과정에서 가해지는 외적 압축하중을 견디지 못할 경우 금사의 찌그러짐, 꼬임, 접힘 등의 제반 문제를 수반할 수 있다. 따라서 금사 제작 시 요구되는 외적 압축 하중에 대한 저항성을 분석하고자 압축강도 및 휨 강성를 측정하여 금사 제작용 배면지로서의 적용 가능성을 평가하였다. Fig. 9은 Table 3에서 기술된 바와 같이 증해 및 고해 조건을 달리한 A, B, C 조건의 홑지 및 이합지의 압축 강도 및 휨 강성 측정결과이다. 증해 및 고해 시간을 상대적으로 단시간 동안 수행한 A 조건에 의한 홑지 및 이합지 시트의 압축강도 및 휨 강성 특성이 우수한 것으로 나타났다.
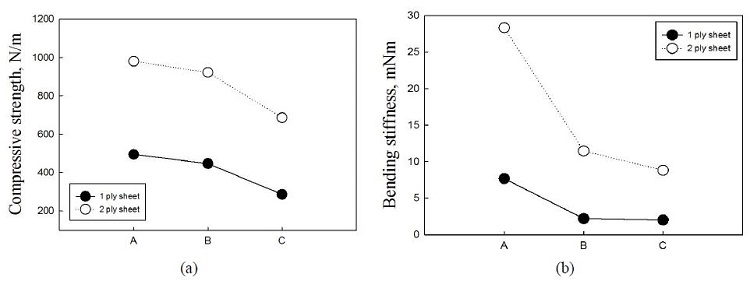
Fig. 9.
Compressive strength (a) and bending stiffness (b) of Hanji for wrapped gold thread (a) and flat gold thread (b) by number of sheet ply.
금사 제작용 배면용 한지로 사용하기 위해서 압축 및 휨 강도 특성을 고려해 볼 때 고해 등의 공정 인자 및 초지 시 섬유의 배향 특성 등에 의해 영향을 받을 것으로 사료되어 장섬유 비율 및 섬유 자체의 분자량 등 화학적 손상을 적게 야기할 수 있는 초지 공정 조건의 적용이 타당할 것으로 판단된다.12) 또한 휨 강성에 영향을 미치는 배면지 시료의 밀도, 평량 등은 부가적 인자로서 시트의 두께, 건조 시의 함수율도 영향을 미치는 것으로 알려져 있다. 초지 후 잉여 수분을 탈수하기 위한 압착 과정에서 섬유간 결합력은 개선되지만 휨 강성은 감소한다는 선행 결과12)로서 도침 처리를 통한 배면지의 밀도 개선이 필요할 것으로 판단되었다.
4. 결 론
본 연구에서 한지 제조 시 증해시간, 고해시간, 합지 및 도침 여부 등 다양한 공정 인자들에 따른 금사 제조용 한지의 물리적 특성 변화를 분석한 결과, 각 조건들에 따라 한지의 인장강도, 내절도, 압축강도, 휨 강성 등 물리적 특성에 다음과 같은 차이가 발생하는 것을 확인하였다.
(1) 실제 금사 유물의 너비 및 폭 등의 조사 결과에 의거하여 연금사 제작을 위한 한지는 편금사 제작을 위한 한지에 비해 두께가 낮아야하므로 홑지로 제조하고, 편금사 제작을 위한 한지는 요구되는 특성에 맞게 홑지 및 이합지로 제조해야 할 것으로 판단된다.
(2) 금사 제작을 위한 한지 제조 시 합지 유무에 따른 물리적 특성을 살펴본 결과, 홑지가 2 합지에 비해 강도적 특성이 높게 나타났다. 또한 도침처리에 따른 물리적 특성은 합지 유무에 따라 다르게 나타났는데 홑지의 경우에는 도침 처리한 시료의 강도적 특성이 보다 우수하였으며 2 합지의 경우에는 반대의 영향을 나타냈다. 이러한 결과로 볼 때 전통적인 표면가공처리인 도침처리에 의해 섬유간 밀도가 증대됨으로써 종이의 물리적 특성이 증가되는 것으로 판단된다. 반면에 2 합지의 경우 합지 시 별도의 접착제를 사용하지 않고 습지 2장을 서로 부착시켜 건조시킴으로써 제조하기 때문에 도침 처리에 의해 합지된 두 시트간의 결합력이 약화되어 시료의 물리적 특성이 저하되는 것으로 보인다.
(3) 금사 제작을 위한 한지 제조 시 증해 및 고해 시간에 따른 물리적 특성을 살펴본 결과, 증해시간 3 시간, 고해시간 2.5 시간 일 때의 강도적 특성이 가장 우수한 것으로 나타났다. 이러한 결과로 볼 때 지나친 증해 및 고해는 오히려 섬유의 손상을 일으켜 종이의 물리적 특성을 저하시키는 것으로 보인다.
이러한 연구 결과는 금사 제작을 위한 배면 재료의 선정 시 요구되는 특성과 한지 초지 공정 설계를 위한 연구 자료로 활용될 수 있을 것으로 기대되며, 각 공정 인자와 닥 섬유의 원료 특성 간의 상관관계에 대해서는 향후 추가적인 연구가 필요할 것으로 사료된다.
