

1. 서 론
셀룰로오스 나노피브릴(cellulose nanofibrils, CNF)를 포함한 셀룰로오스 나노섬유는 높은 강성과 넓은 비표면적, 지속생산성, 생분해성 등의 특성을 가지고 있어 다양한 산업에서 활용할 수 있는 가능성을 가지고 있다. 특히 셀룰로오스 나노섬유 현탁액을 자연 건조 또는 오븐 건조를 통해 필름으로 제조한 경우 우수한 투명성과 함께 산소를 포함한 공기에 대한 차단성이 우수한 것으로 알려져 있다.1-3) 이러한 우수한 차단성은 셀룰로오스 나노섬유를 배리어 코팅제로서 활용할 수 있는 기대를 갖게 한다. 최근 플라스틱 포장재의 환경 오염에 대한 우려가 전세계적으로 커지고 있는 가운데, 천연 포장재에 대한 관심은 날로 증가하고 있다. 따라서 지류포장재는 플라스틱을 대체할 수 있는 친환경 포장재로서 그 역할이 더욱 중요하다.
그러나 종이와 판지는 친수성의 셀룰로오스 섬유로 주로 구성되어 있고 공극이 있는 구조이기 때문에 가볍고 가공이 용이하며 무게에 비해 강성이 우수하다는 장점이 있지만 한편으로는 물에 약하고 공기의 투과를 억제하지 못하는 등 사용에 한계가 있다. 적용 범위를 넓히고자 배리어 코팅을 실시하고 있는데, 폴리에틸렌(polyethylene, PE) 또는 왁스가 대표적인 배리어 코팅제이다. 셀룰로오스 나노섬유를 필름으로 제조하여 포장재로 활용하고자 하는 연구가 이루어지고 있으며, 다른 한편에서는 이를 배리어 코팅제로 사용하고자 하는 연구도 이루어지고 있다.1,3,4) 즉, 종이 원지 위에 셀룰로오스 나노섬유 현탁액을 코팅하여 적절한 차단막을 형성함으로써 지류 포장재의 성능을 향상시키려는 시도가 진행되고 있다. 배리어 코팅제로서 셀룰로오스 나노섬유가 활용되기 위해서는 우선 종이 위에 균일하게 일정량 도포할 수 있는지 등 도공적성에 대한 연구와 실제 도공된 종이의 배리어 특성을 포함한 성능에 대한 연구가 필요하다.
본 연구에서는 우선 셀룰로오스 나노섬유의 종이 원지 상으로의 도공적성을 살펴보고자 하였다. 셀룰로오스 나노섬유 중, 특히 네트워크 형성이 우수하고 강도가 높다고 알려진 셀룰로오스 나노피브릴 현탁액을 종이 위에 도포하고자 하였다. 특히 셀룰로오스 나노피브릴 현탁액은 왁스나 에멀션과 달리 점도가 높은 특징을 가지고 있다.5,6) 펄프를 그라인더나 호모게나이저를 이용하여 처리할 때 처리 횟수에 따라 점도는 급격히 올라갈 뿐 아니라 셀룰로오스 나노피브릴 현탁액 농도에 따라서도 멱함수의 관계를 가지고 급격히 증가한다.6) 또한 기존 문헌에 따르면 유변성 조절제의 첨가를 통해 셀룰로오스 나노피브릴 현탁액의 유변 특성을 조절할 수 있다고 보고되었다.6,7) 따라서 높은 점도를 지닌 셀룰로오스 나노피브릴 현탁액을 배리어 코팅제로 사용할 때 도공적성의 평가는 실용적 적용을 위해 매우 중요하다 할 수 있다. 이 외에도 공극 및 거칠기 등 원지의 특성, 어플리케이터 종류 및 속도 등의 도공 조건도 셀룰로오스 나노피브릴의 도공적성에 영향한다. 따라서 본 연구에서는 동일한 셀룰로오스 나노피브릴을 이용하되, 도공되는 원지 특성과 어플리케이터 종류 및 첨가제 투입에 따라 도공적성이 어떻게 영향받는지 특히 도공량과 균일성 관점에서 살펴보고자 하였다. 셀룰로오스 나노피브릴의 다양한 지류포장재로의 활용성을 살펴보기 위해 본 연구에서는 도공 원지로 라이너지와 백상도공원지 두 종류를 선정하여 사용하였다. 라이너지는 대표적 지류 포장재로서 농산물 박스 등의 구성 원지로 사용되고 백상지는 컵지, 식품용기 등의 원지로 사용되기 때문에 넓은 범위의 지류포장재에의 적용 가능성 평가가 이루어질 것으로 기대하였다.
2. 재료 및 방법
2.1 공시 재료
2.1.1 셀룰로오스 나노피브릴 현탁액
종이 위에 도공할 셀룰로오스 나노피브릴은 활엽수 표백 크라프트 펄프(Hw-BKP)를 이용하여 실험실적으로 제조하였다. 2%의 펄프 현탁액을 우선 실험용 고해기(Valley Beater, Daeil Machinery Co., Korea)를 사용하여 400±10 mL CSF가 되도록 고해한 후, 그라인더(Super Masscolloider, Masuko Sangyo Co., Japan)에 반복적으로 투입하여 셀룰로오스 나노피브릴로 제조하였다. 그라인더 운전 속도는 1,500 rpm, 스톤 간격은 –80 μm 조건이었으며, 나노셀룰로오스로 제조하기 위해 60회 그라인딩 처리를 실시하였다. 제조한 CNF의 평균 섬유 폭은 약 40 nm이었으며, 1.5% CNF 현탁액의 저전단 점도는 3,964±20 cPs이었다.
2.1.2 원지
셀룰로오스 나노피브릴이 도공될 원지는 특성이 다른 두 종류의 원지를 사용하였다. OCC로 제조된 라이너지(linerboard) 1종과 백상도공원지(woodfree base paper) 1종을 선정하였다. 라이너지의 경우 표면 거치름으로 인해 도공 시에는 실험용 캘린더를 1회 통과시킨 후 사용하였다. 백상도공원지와 캘린더링 처리된 라이너지 각각의 주요 특성은 Table 1과 같다.
2.1.3 유변성 조절제
셀룰로오스 나노피브릴 현탁액의 유변특성을 변화시키기 위해 유변성 조절제를 투입하였다. 사용한 유변성 조절제로는 지난 연구6)에서 사용한 코팅용 윤활제인 아크릴화 하이드록시프로필과 아크릴산 공중합물로 구성된 제품(CR-103A, 청우테크)을 선택하여 사용하였다.
2.2 실험 방법
2.2.1 셀룰로오스 나노피브릴 도공
실험실용 코터를 이용하여 셀룰로오스 나노피브릴 현탁액을 원지 위에 도공하였다. 원지는 23±1℃, 50±2% 상대습도 조건의 항온항습실에서 충분히 조습한 후 도공에 사용되었다. 도공 시 실험용 코터(GBC-A4, Gist Co., Korea)에 로드(rod)와 닙(nip) 두 종류의 어플리케이터를 각각 장착하여 도공하였다. 로드의 경우 로드 번호를 8번, 12번, 16번, 20번으로 달리하였으며, 닙 어플리케이터의 경우 갭 사이즈를 100 μm, 200 μm, 300 μm, 400 μm로 달리하여 도공량 조절 가능성을 살펴보았다. 또한 셀룰로오스 나노피브릴의 농도를 1.0%, 1.5%, 2.0%로 달리하여 도공하여 농도에 따른 도공특성을 살펴보고자 하였다. 코팅 속도는 70 mm/s로 하였으며, 도공된 종이는 120℃의 열풍건조기에서 3분 건조하였다. 유변성 조절제 투입에 따른 효과를 알아보기 위해 선정한 유변성 조절제를 2.0% 농도의 CNF 현탁액에 CNF전건 무게 대비 1.6%를 첨가하고 도공하였다. 로드 코팅하였으며 제반 도공 조건은 상기한 것과 동일하게 하였다.
2.2.2 도공량 및 도공지 특성 평가
도공량은 도공 전후, 종이의 전건무게의 차이를 이용하여 구하였다. 도공지의 표면은 FE-SEM(field emission-scanning electron microsocpe, SUPRA 55VP, Garl Zeiss, Germany)을 이용하여 관찰하였으며, 도공지의 물 접촉각과 Bendtsen 평활도를 측정하였다. 물 접촉각은 접촉각 측정기(DSA 100, KRÜSS GmbH, Germany)을 이용하여 초기 접촉각으로 평가하였으며, Bendtsen 평활도는 ISO 8791-2 표준법에 따라 벤슨 평활도 측정기(L&W, Sweden)를 이용하여 평가하였다.
3. 결과 및 고찰
3.1 원지 종류와 CNF 현탁액 농도에 따른 도공 특성
로드 번호를 달리하여 셀룰로오스 나노피브릴을 두 종류의 원지 위에 각각 도공하였다. 도공 시 CNF 현탁액의 농도 또한 1.0%-2.0%로 조절하였다. 현탁액의 농도를 조절한 가장 큰 이유는 점도 때문으로, 셀룰로오스 나노피브릴 현탁액은 점도가 매우 높기 때문에 도공량 등에 영향할 수 있다. 기존 연구6)에 따르면 현탁액의 점도는 농도와 멱함수 관계를 갖기 때문에 농도를 낮춤으로써 점도를 크게 떨어뜨릴 수 있다.
Fig. 1은 라이너지 원지와 백상도공원지에 상이한 번호의 로드를 이용하여 CNF를 도공한 후 측정한 도공량 결과를 보여주고 있다. OCC 라이너지 위에 CNF는 0.5-3.5 g/m2 범위로 도공이 가능하였으며 백상도공원지의 경우 본 실험에서 사용한 로드에 대해 0.2-1.5 g/m2 범위의 도공량을 나타내었다. 두 원지 모두 대체로 로드번호가 증가할수록 도공량이 증가하는 양상을 보였다. 번호가 큰 로드를 사용할 경우 로드에 감긴 와이어가 거칠기 때문에 더 많은 도공액을 원지 위에 도포시킬 수 있다. CNF 농도가 높은 경우 매우 높은 점도로 인해 미터링(metering)이 잘 되지 않아 기대보다 낮은 도공량을 보였으며, CNF 현탁액의 농도와 도공량 간에는 뚜렷한 관계가 보이지 않았다. 일부 조건에서는 농도가 높을 때 도공량이 높은 편이긴 하나 편차가 크기 때문에 오차 범위 내에서 CNF 농도의 영향을 찾기 어려웠다. 원지의 영향을 볼 때, 두 원지가 다른 원료 및 초지 조건에서 만들어졌기 때문에 직접적인 비교는 어렵지만, 투기도는 다소 낮지만 조금 더 거칠고 낮은 표면접촉각을 갖는 라이너지의 경우 도공량이 로드 번호에 대체로 비례하였으며 백상도공원지보다 더 높은 도공량을 가졌다. 본 연구에서 사용한 백상도공원지의 경우 내첨 사이징이 충분히 되어 있어 CNF의 도포가 원활하게 이루어지지 않은 것으로 판단된다. 도공 원지의 접촉각은 코팅 물질의 젖음성과 흡수성에 영향하는 주요 인자이다. 따라서 천연펄프를 원료로 하는 식품포장용 패키징 제조 시 CNF를 배리어 코팅제로 사용하고자 할 경우 원지의 표면화학적 특성의 제어 역시 중요할 것으로 판단된다. 이와 함께 종이 위에 CNF를 코팅함에 있어 도공량을 조절할 수 있는 가장 좋은 방법은 CNF 농도보다는 로드 번호 등 어플리케이터를 이용한 조절이 효과적인 것으로 판단되었다.
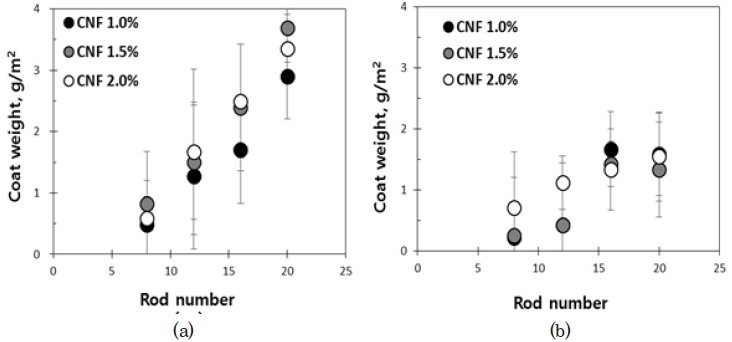
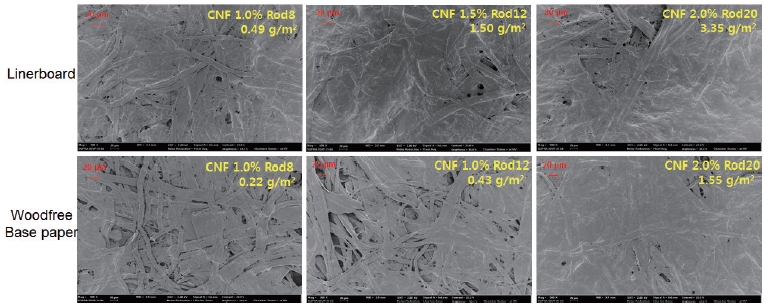
Fig. 2는 CNF 도공된 종이 표면을 FE-SEM으로 관찰한 사진이다. 도공량이 올라갈수록 더 넓은 면적의 원지 표면이 CNF에 의해 덮이는 것을 볼 수 있다. 동일 로드 번호에서 백상도공원지에 비해 상대적으로 라이너지 원지 위에 더 많은 CNF가 도포된 것으로 보인다. 원지 표면 대부분의 공극이 CNF에 의해 덮였지만, 3.35 g/m2의 도공량 조건에서도 원지 표면이 완전하게 덮여지지는 않았다. 물이나 수분, 산소, 공기 등 다른 물질에 대한 차단성을 높이기 위한 목적으로 CNF를 종이 위에 도공한다면 4 g/m2의 도공량은 종이 표면을 모두 덮지 못하기 때문에 충분한 배리어 성질을 내기에는 부족할 것으로 판단된다. 이보다 더 높은 도공량을 얻기 위한 방안이 필요하며, 도공량 증가와 함께 균일하게 원지 표면에 도포될 수 있는 방안이 모색되어야 한다.
CNF는 종이를 이루고 있는 펄프 섬유에 비해 약 500배-1,000배 정도 크기가 작기 때문에 더 평활하고 고밀화된 도공층을 형성하리라 기대된다. 본 연구에서는 다양한 도공지의 특성 중 CNF 도공 후 도공지의 표면 평활성과 표면화학적 특성을 살펴보았다. Fig. 3은 라이너지와 백상도공원지의 벤슨 평활도를 CNF 도공량에 따라 나타낸 그래프이다. 그래프 안의 검정 실선은 CNF가 도공되지 않은 무처리 원지의 벤슨 평활도를 나타낸다. 벤슨 평활도의 경우 숫자가 커질수록 더 거칠어짐을 의미한다. Fig. 2에서 보듯이 CNF에 의해 종이 표면 공극이 메워졌기 때문에 벤슨 평활도 역시 향상되었으리라는 예상과 달리 라이너지와 백상도공원지 모두 CNF 도공에 의해 대체로 평활도가 떨어졌다. 사용한 로드 조건에서 도공량이 높지 않아 CNF가 원지 표면을 완전하게 메우지 못해 벤슨 평활도가 향상되지 않았을 수도 있으며 또한 CNF 현탁액의 점도가 높아 즉, 유동성이 낮아 레벨 오프(level-off) 현상이 충분하게 나타나지 않았기 때문으로 판단된다. 두 종류의 원지를 비교해 보면 특히 라이너지가 백상도공원지보다 더 많이 거칠어진 결과를 나타내었다. 도공량으로만 보면 라이너지가 백상도공원지보다 높지만 오히려 낮은 평활도를 보인 이유는 라이너지의 경우 백상도공원지보다 접촉각이 낮아 상대적으로 젖음(wetting) 현상이 빨리 진행되고 그로 인해 더 많은 수분이 흡수되고 건조 시 불균일한 수축 현상을 야기한 것으로 판단된다. 즉, 코클링(cockling) 같은 현상으로 인해 CNF 도공 후 열풍 건조 시 종이의 수축이 불균일하게 발생된 것이다. 높은 접촉각은 CNF 도공 시 수분이 종이 내부로 흡수되는 것을 억제하는 효과를 보이지만 이로 인해 앞선 결과에서 보듯이 도공량을 높이는 데에도 한계를 가진다. 수분 흡수에 의한 치수불안정성(dimensional instability) 현상은 도공된 CNF 현탁액의 농도의 영향에서도 살펴볼 수 있다. 라이너지와 백상도공원지 모두 상대적으로 물의 양이 적었던 2% CNF 현탁액이 도포되었을 때 평활도 변화가 가장 작은 것으로 나타났다. 일반적인 인쇄용지 안료 코팅의 경우 도공액의 고형분 함량이 60% 이상이기 때문에 상대적으로 이러한 수축에 의한 치수불안정성 문제가 눈에 띄지 않지만, 낮은 농도의 CNF를 도공할 경우에는 적절한 접촉식 건조 방식의 도입 또는 캘린더링을 통해 건조 시 불균일한 수축 문제를 제어하는 것이 중요할 것으로 판단되었다.
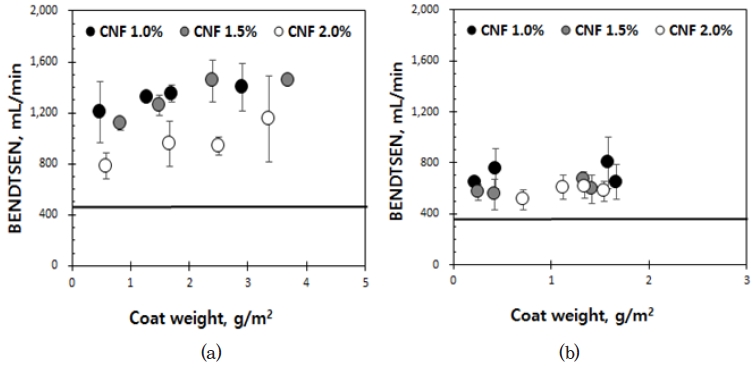
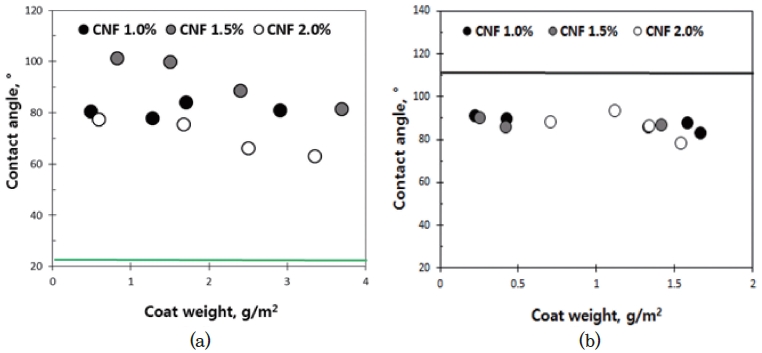
Fig. 4는 증류수를 떨어뜨린 직후 측정한 물 접촉각의 결과를 보여주고 있다. 셀룰로오스는 일반적으로 20–40° 범위의 접촉각을 가지고 있다. 반면 종이는 함유된 사이즈제의 종류와 양 등에 따라 소수성의 정도가 영향받는다. 본 연구에서 원지로 사용한 라이너지의 경우 22°와 같은 낮은 접촉각을 보였지만 백상도공원지는 111°의 높은 접촉각을 보였다. 일반적인 백상지가 주로 90° 내외의 값을 나타내는 반면 본 연구에 사용하기 위해 분양받은 도공원지는 내첨사이징과 표면사이징의 영향으로 매우 높은 초기 접촉각을 나타내었다. 상이한 접촉각을 가진 두 원지에 CNF를 도공한 후 물 접촉각을 측정한 결과, 라이너지의 경우에는 CNF 도공에 의해 접촉각이 모두 증가한 결과를 보였으며, 백상도공원지의 경우 오히려 원지보다 접촉각이 떨어지는 결과를 나타내었다. 라이너지 기재의 경우 CNF 도공에 의해 표면 접촉각이 증가하였는데, 이는 친수성인 CNF의 표면화학적 성질뿐 아니라 표면 공극의 메워짐으로 인해 나타나는 현상이라 판단된다. 즉, 라이너지의 경우 친수성이지만 CNF가 도포되며 공극을 메울 수 있기 때문에 물 접촉각 특히, 초기 접촉각을 높일 수 있었으며, 백상도공원지의 경우 표면 공극을 메우는 효과도 있지만 친수성 CNF의 도포로 인해 원지보다 접촉각이 낮아졌다. CNF 도공에 의해 도공지는 80도에서 100도 범위의 접촉각을 가졌으며, 도공량이 증가함에 따라 접촉각이 다소 감소하는 경향을 보이지만 그 변화는 크지 않았다. 백상도공원지의 경우 친수성인 셀룰로오스 나노섬유가 도공되면서 초기 접촉각은 다소 감소하였지만, 라이너지 기재와 마찬가지로 80도에서 100도 범위의 접촉각을 가졌다.
3.2 코팅 어플리케이터에 따른 도공 특성
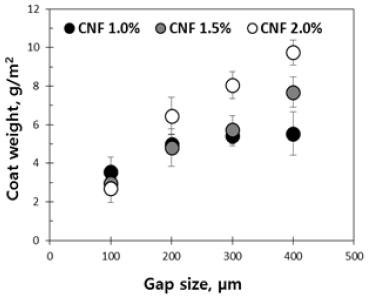
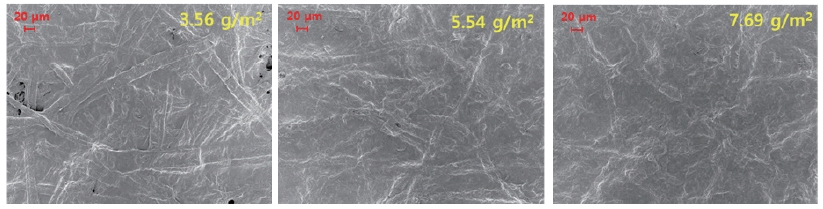
Fig. 1을 통해 로드 번호를 바꾸는 것이 도공량을 조절하는 데에 효과적인 것을 알 수 있었지만, 도공량이 4 g/m2 이내로서 종이 표면을 완전히 덮지는 못했다. 완전한 도포가 이루어지지 않을 경우 배리어 특성을 얻기 어렵다. 따라서 CNF를 충분한 양으로 균일하게 도포하는 것이 필요하다. 더 높은 도공량을 얻기 위한 하나의 방안으로 로드 번호를 더 증가시킬 수 있으나 백상도공원지의 결과를 볼 때 로드 번호 증가에도 한계가 있는 것으로 나타났다. CNF를 배리어 코팅제로 종이 위에 도포하고자 한 이전 연구8)에서도 도공량을 높이기 위해 바 코팅과 사이즈프레스 방식을 비교한 바 있다. 이 논문에서는 5회 반복 코팅에 의해 도공량은 7 g/m2 수준이었으나,8) 5회에 걸친 도공은 작업이 더 번거로운 단접이 있다. 따라서 본 연구에서는 와이어의 굵기로 조절하는 것 외에 원지와 어플리케이터 사이 간격을 조절하는 닙 코터를 사용하여 도공량 증가 가능성을 살펴보았다. 갭 사이즈를 달리하여 라이너지 위에 CNF를 도공한 결과가 Fig. 5에 제시되었다. 100 μm의 갭을 적용한 경우 약 2-4 g/m2의 범위의 도공량을 나타내었으나, 1.0%의 CNF 현탁액을 제외하고 대체로 갭 사이즈가 증가함에 따라 비례하여 도공량이 증가하였다. 2.0% CNF 현탁액을 400 μm의 갭으로 적용한 경우 약 10 g/m2의 도공량을 얻을 수 있었다. Fig. 6에 제시된 도공량에 따른 SEM 표면 사진을 보면, 적어도 5 g/m2 이상의 CNF가 도공되어야 종이 표면의 공극이 메워지고 CNF로 충분히 덮여지는 것을 볼 수 있다. 도공량에 따른 표면 이미지를 통해 적절한 배리어 적성을 나타낼 수 있는 최소 도공량을 가늠할 수 있었다.
3.3 유동성 조절제 투입에 따른 CNF 도공 특성
갭 사이즈 조절을 통해 도공량을 올릴 수 있는 가능성을 살펴보았지만, 높은 점도로 인한 낮은 도공량을 극복할 수 있는 또 하나의 방안으로 점도를 조절하는 것을 고려하였다. 기존 연구6)에서 코팅용 윤활제를 이용하여 유변성을 조절할 수 있음이 밝혀진 바 있다. 따라서 기존 연구에서 좋은 효과를 나타내었던 코팅용 윤활제를 CNF 전건 무게 대비 1.6% 첨가하고 도공하였다. 1.5% CNF 현탁액의 저전단 점도는 3,964 cPs였으나 유변성 조절제 1.6% 투입에 의해 2,334 cPs로 약 40% 감소하였다. Fig. 7은 라이너지와 백상도공원지에 유변성 조절제를 투입한 CNF를 도공하였을 때의 도공량을 나타낸다. 유변성 조절제를 투입한 경우 백상도공원지는 효과가 크지 않았지만 라이너지의 경우 동일한 번호의 로드로 도공했음에도 불구하고 도공량이 증가하였다. 유변성 조절제 투입으로 인한 CNF의 점도 감소가 유동성을 좋게 함으로써 원지 내부로 침투가 더욱 용이해지고 레벨링(leveling)이 좋아졌기 때문에 도공량이 증가하는 것으로 판단된다.
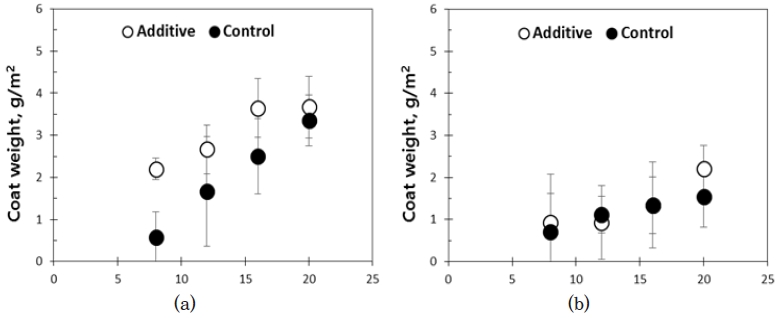
Fig. 7.
Coat weight of CNF on linerboard (a) and woodfree base paper (b) with addition of a rheology modifier.
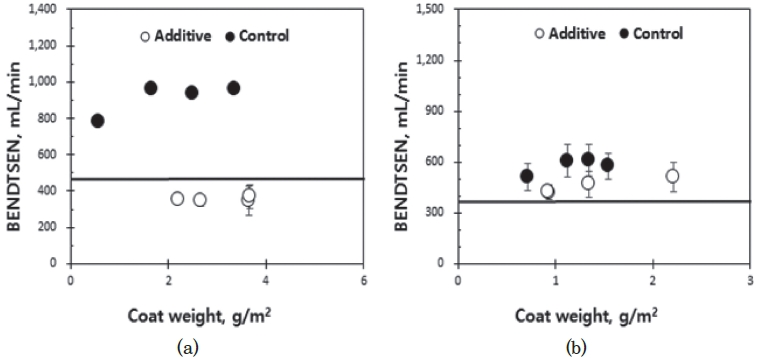
Fig. 8은 유변성 조절제를 투입하여 라이너지와 도공원지에 CNF를 도공한 후 측정한 벤슨 평활도를 나타낸다. 그래프 내 실선은 무처리 원지의 거치름도이다. 라이너지의 표면에 도포된 CNF의 수축현상과 불충분한 레벨 오프로 인해 도공지의 경우 원지보다 거치름도가 증가하였지만, 유변성 조절제를 첨가하여 도공한 경우 유동성이 개선됨으로써 미터링이 잘 되고 레벨 오프 현상이 잘 발현되어 거치름도가 오히려 감소하였다. 백상도공원지 역시 유변성 조절제를 첨가하였을 때 거치름도가 감소하는 경향을 보였다. 이로부터 CNF 도공지의 표면 거치름은 건조 시 수축뿐 아니라 도공액의 도공 시 레벨링 정도에 의해서도 영향받는 것을 알 수 있었다. 적절한 유변성 조절을 통해 높은 도공량과 평활한 표면 커버리지를 얻을 수 있었다.
4. 결 론
셀룰로오스 나노피브릴을 배리어 코팅제로서 활용하기 위하여, 특성이 상이한 원지 위에 셀룰로오스 나노피브릴을 현탁액의 농도, 어플리케이터의 종류, 유변성 조절제 첨가제 투입 등을 달리하여 도공하고 도공량 및 표면 특성을 평가하였다. 라이너지와 백상도공원지 두 종류의 원지 위에 CNF 현탁액을 실험용 코터로 도공한 결과, 원지 특성에 따라 동일 조건에서 도포될 수 있는 도공량의 범위가 달랐다. 원지의 표면화학적 특성에 의해 도공량이 큰 영향을 받는 것으로 나타났다. 또한 도공량은 CNF 농도에 따라 일관된 경향을 나타내지 않아, CNF 농도는 도공량을 조절하는 주요 인자가 아니라고 판단하였다. 다만, 농도가 낮은 현탁액을 도포할 경우 건조 시 수축 등의 문제를 유발하여 도공지의 표면 거치름도를 높이는 결과를 야기하였다. 이에 비해 CNF 도공 시 어플리케이터의 종류는 효과적으로 CNF 도공량을 조절할 수 있는 인자였다. 로드 번호 또는 갭 사이즈 조절을 통해 원하는 CNF의 도공량을 높일 수 있었다. 높은 점도로 인해 저전단 조건에서의 로드 코팅은 도공량을 올리는 데에 한계가 있다고 판단되어 유변성 조절제를 투입한 후 도공량 조절 가능성을 살펴보았다. 유변성 조절제를 첨가한 경우, 유동성이 개선되어 도공량을 증가시킬 수 있었으며 CNF에 의한 종이 표면 커버리지 향상과 거치름도 감소 결과를 얻을 수 있었다. 이상으로부터 배리어 코팅제로 활용하기 위해서는 일정 수준 이상의 도공량이 필요하며, 이는 적절한 어플리케이터의 선정 및 유동성 조절을 통해 가능한 것으로 판단되었다.
