

1. 서 론
최근 들어 전 세계적으로 지구 온난화에 대한 위기의식이 고조되고 있는 가운데, 기후변화 협약에 따른 탄소 배출권 문제가 대두되고 있으며 에너지 저감에 대한 이슈가 국내산업의 구조적 변화를 야기시키고 있다. 한국은 에너지 자원이 심각하게 부족한 국가로서 에너지 저감과 경제적 성장을 함께 이루려 하고 있다. 이러한 에너지 저감정책에 기여하는 방법 중 하나로서 제지산업에서는 고지의 재활용을 적극적으로 시행하고 있으며 제지공정에서의 에너지 사용 저감도 함께 시행하고 있다. 제지산업에서는 고지 재활용은 나무를 베지 않고 목재자원을 절약할 수 있으며, 나무로부터 펄프와 종이를 생산하는 에너지를 사용하지 않고 종이의 원료를 얻을 수 있는 매우 유용한 분야라고 할 수 있다. 한국의 고지회수량은 꾸준히 증가 하고 있으며, 국내에서의 고지 회수율은 세계 1위로 2013년에는 94.5% 에 달하였다.1)
그러나 반복적으로 재활용한 OCC (old corrugated container)는 오염물질의 함량이 점점 늘어나며, 섬유의 각질화 및 기존의 기계적 처리에 의한 단섬유화가 있으며, 결과적으로 미세분 함량이 늘어나게 된다.2-3) 이러한 과정은 종이의 강도 저하와 탈수성 저하를 야기시키게 되는데, 이를 개선시키기 위하여 다각적인 노력들이 시도되고 있다. OCC 재활용에 있어서 에너지의 절감은 대표적으로 OCC 의 압착공정 후 고형분의 농도를 높임으로서 건조에너지를 많이 저감시킬 수 있게 된다.4) 압착공정에서 고형분을 높이기 위해서는 고해를 최소로 해야 하지만 라이너지나 골심지의 제조에 있어서 강도를 일정수준으로 유지시키기 위해서는 고해를 많이 할 수밖에 없고 그러한 경우, 탈수속도의 저하와 고형분의 저하를 막기 어렵다. 현재는 초지시 고분자 첨가제인 보류향상제와 탈수촉진제의 사용으로 초지기 끝단에서의 고형분과 압착공정 후의 고형분이 높도록 유지시키는 방법과5-6), 충전제의 첨가7-9), 압착공정에서 프레스의 압력 증가에10) 따른 종이 내부구조의 변화에 대한 연구를 계속적으로 진행하고 있다. 압착공정에서의 개선을 통해서 건조공정에 투입되는 습지필의 고형분을 1%만 증가시켜도 실제 건조 공정에서의 부하를 4~5%까지 줄일 수 있다.11) 그로 인하여 증기소요량 절감, 초지기 속도 향상, 설비비용 절감과 같은 이점을 기대할 수 있다.
Hwang 등은 스페이서로 규조토와 MDF (medium density fiberboard)용 섬유를 사용하여 보았다.12) 이들은 OCC의 압착시 밀도를 올리지 않으며, OCC 종이 내부에 공간을 만들어 줄 가능성이 있으므로 OCC의 bulk 와 탈수성 개선이 예상되었으며, 종이 내부에 공간을 만들어주어서 벌크를 높이므로 스페이서라고 이름하였다. 실험결과 이러한 스페이서들은 압착공정에서 더 높은 압착압력을 가할 수 있을 때에 높은 고형분과 강도적 성질들을 유지할 수 있었다. 즉 기계적으로 높은 압력을 압착공정에서 가할 수 있는 준비가 된다면 매우 유용한 기술로 판단되었다. 압착공정시에 높은 압력의 적용은 crushing의 위험을 증가시킬 가능성이 존재하지만 이러한 스페이서의 이용이 그러한 부담을 줄여줄 것으로 판단되었다. Seo13) 등은 스페이서로서 목분을 사용하였고, 3~5%의 첨가량을 사용하였다. 이러한 경우 OCC의 고형분이 50% 이상인 경우에서 목분의 효과가 나타나기 시작하였다. 압착압력이 계속 증가함에 따라 목분의 효과는 증가하였으며, 목분에서 야기되는 강도적 성질의 저하가 지속적으로 개선되는 효과도 이루어져짐을 볼 수 있었다. 목분의 다른 이용으로서 유기충전제로서 개발되는 연구를 볼 수 있었다.14,15)
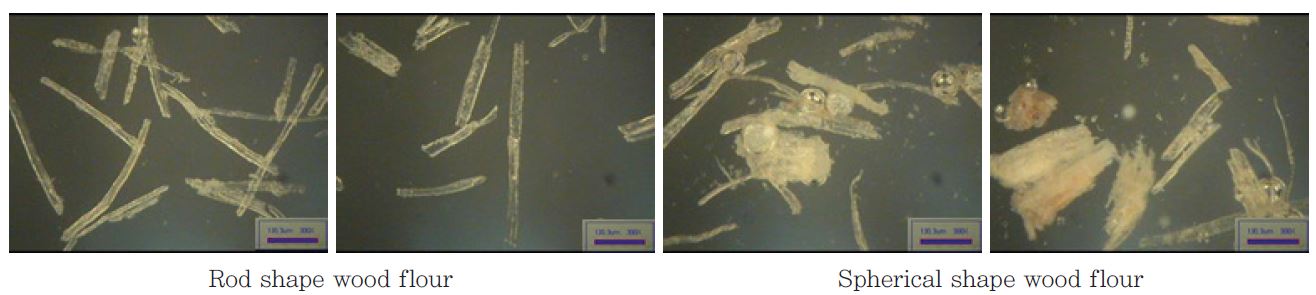
본 연구에서는 동일한 목분일지라도 그 크기와 형태에 따라 종이에 미치는 효과가 다를 것이라는 가정하에 동일한 스크린을 통과한 목분들을 사용함으로서 크기보다는 형태에 따른 목분의 효과를 분석하고자 하였다. 본 연구에 사용되는 목분은 두 가지로서 길쭉한 형태의 rod shape과 일반적인 목분으로서 둥그런 형태의 spherical shape으로 구분하여 사용하였다. Rod shape의 경우 일부러 만들어내기는 매우 어려우며, MDF 제조시에 사용되는 섬유중에서 공정과 품질에 저해요소가 되는 단섬유들을 모은 것으로서 형태가 길쭉한 것으로 나타났으며, 현재는 spherical shape의 목분보다 더 저렴하게 지속적으로 구할 수 있는 물질로 알려져 있다. 이러한 형태의 목분들이 초지시 고형분 농도와 종이의 강도적 성질에 미치는 효과를 본 연구에서 밝히고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 국내 D사에서 제공받은 OCC를 사용하였다. 지료에 첨가하는 스페이서의 종류로는 국내에서 상업용 목분을 제조하는 H사에서 분양받은 MDF 섬유의 부산물로 얻어지는 rod shape과 시중에서 구입할 수 있는 형태의 목분인 spherical shape 목분으로 명칭하여 사용하였다. 이들의 수종에 관해서는 다양한 목질 공급처에서 구입해오는 것으로서 목분제조업자들도 정확히 파악하기 어렵다고 하였다. 다만 화학적 추출분석을 통하여 이들의 화학적 성질을 조금이나마 가늠할 수 있었다. 이들의 추출성분분석은 TAPPI standard method 에 따라 실시하였으며, 온수추출(TAPPI T207cm-99 Water solubility of wood and pulp)과 알코홀-벤젠추출(TAPPI T204 cm-97 Solvent extractives of wood and pulp)의 결과를 Table 1에서 보이고 있다.
Table 1.
Extraction results of the wood flours
| Wood flour | Hot water extraction | Benzene-alcohol extraction |
|---|---|---|
| Spherical shape | 9.07% | 2.50% |
| Rod shape | 13.15% | 2.03% |
목분들을 스크린으로 스크리닝하여 60과 100 메쉬 통과분을 사용하였다. 이는 예비실험을 통하여, 크기가 60 메쉬보다 큰 목분들은 OCC로 제조된 종이의 평활도와 강도적 성질의 발현에 크게 도움이 되지 않는 것을 발견하였기 때문이었다. 이들의 현미경 사진을 Fig. 1에 나타내었다. 이들의 크기를 KajaaniFiberLabTM과 같은 섬유장 측정기로 측정하려고 시도하였으나 크기가 매우 큰 목분들이 존재하므로 가능하지 아니하였다. 양이온성 전분은 국내 S사에서 제공받았으며, +0.77 meq/g의 전하밀도를 가졌다.
2.2 지료 조성 및 수초지 제조
분양받은 OCC를 실험실용 Valley beater를 사용하여 3% 농도로 30분 동안 해리하였다. 해리한 OCC의 여수도는 520 mL CSF였으며, 5분 동안 고해 처리한 OCC의 여수도는 463 mL CSF를 기록하였는데, 이 지료를 실험에 사용하였다.
준비된 OCC에 목분을 스페이서로 첨가하여 수초지를 제조하였다. 목분은 OCC 대비 무게비로 3%와 5%를 첨가하여 사용하였다. 이는 Hwang12) 등이 밝힌 바와 같이 목분의 함량을 높이고 압착압력을 높이는 경우 높은 고형분을 얻을 수 있으나, 현실적으로 현장에서 압착압력을 크게 높일 수 없으므로 적은 양의 목분을 투여하여 실험을 실시하였다. 목분은 99% 이상 모두 수초지에 보류되는 것으로 판단하였다. 약품처리의 경우는 전술한 양이온성 전분(Cationic Starch, CS)을 지료의 무게비로 0.5% 와 1%로 호화시켜 사용하였다. 양이온성 전분의 경우 강도적 성질의 증대와 비용을 고려하여 첨가량을 정하였다. 탈수제의 경우 탈수제를 사용하고 있는 공장에서 사용하는 양을 그대로 사용하였으며 그 구성성분이나 기타 사항에 대해 밝히기 어렵다고 하였다. 다만 그 공장이 가질 수 있는 가장 높은 공정품질을 유지하는 탈수제로 판단되었다. 탈수제를 사용하는 경우 양이온성 전분을 배제하였고, 양이온성 전분을 사용하는 경우, 탈수제를 사용하지 아니하였다. 양이온성 전분을 사용하는 경우, 먼저 전분과 목분을 OCC 지료에 첨가될 비율에 따라 혼합한 후, 충분히 분산시켜, 덩어리가 만들어지지 않도록 한 후, 적정량을 OCC 지료에 섞어 수초지를 제조하였다. 종이샘플들은 원형 수초기를 이용하여 KS M ISO 5269-1에 의거해 평량 100 g/m2로 수초지를 제작하였다.
2.3 압착 탈수
초지 후에 얻어진 습지는 실험실 프레스롤로 두 종류의 압력으로 압착공정을 실시하였다. 낮은 압력 (P1)으로는 일차 압착에서 70 kg/cm, 이차 압착에서는 70 kg/cm의 2단으로 압력을 사용하였고, 높은 압력 (P2)으로는 일차 압착에서 100 kg/cm, 이차 압착에서 200 kg/cm의 압력을 사용하였다. 습지는 매회 압착시킬 때마다 4장의 흡수지(blotting paper)사이에 위치시킨 후, 2회의 압착공정을 실시하였다. 실제 공장과 같은 높은 고형분을 얻기 위하여 흡수지는 오븐에 충분히 건조시켜 사용하였다.
2.4 물성 측정
지료의 탈수성을 평가하기 위해 TAPPI Standard T221의 방법을 이용하였으며, 다만 평량이 100 g/m2으로 표준방법보다 높은 상태에서 탈수시간(sec)을 측정하였다. 수초지는 TAPPI T 402에 의거하여 23±1℃, 상대습도 50±2%에 24시간동안 조습처리 하였으며, 조습처리된 수초지는 벌크, 밀도, 열단장(T 494om-01), 압축강도(T 826 om-13)를 측정하였다. 열단장은 MI-CRO350 (Testrometric Co. USA)를 사용하여 측정하였고 압축강도는 L&W compression strength tester (STFI code-052)를 사용하였다.
3. 결과 및 고찰
3.1 고형분의 변화
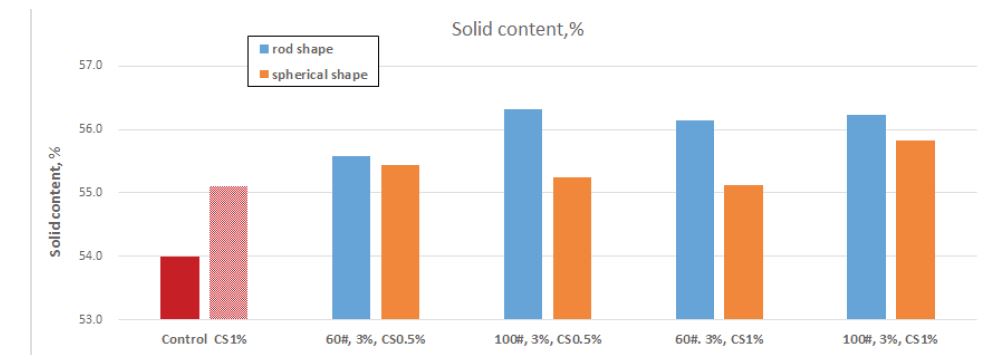
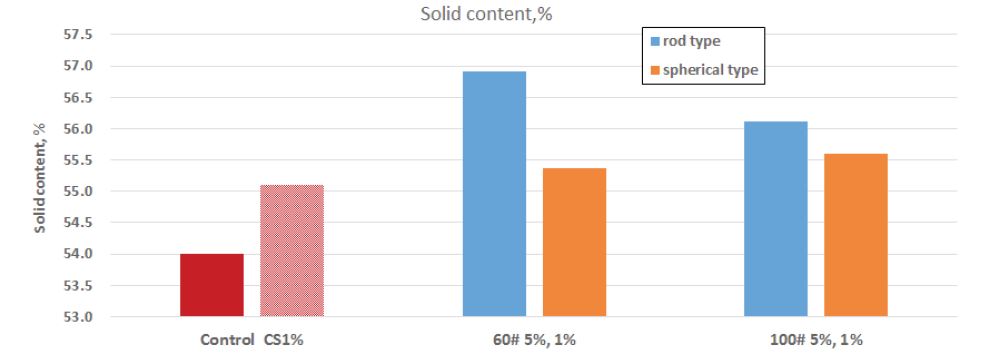
P1은 압착압력이 낮을 때의 압력으로서 고형분이 50% 이하로 대부분 형성되었으며, 높은 압착압력인 P2의 경우 고형분이 52% 이상으로 형성되어서 실제 공장에서 나타나는 52~55%의 고형분이 나타나므로 P2 압력하의 결과가 유용한 것으로 판단되었다. 따라서 P2의 압력하에서 형성된 수초지들의 고형분을 분석하였다. Fig. 2는 rod shape 목분을 3% 사용한 경우, Fig. 3은 spherical shape 목분을 3% 사용한 경우, Fig. 4는 rod와 spherical shape 목분의 비교를 나타내고 있었다. Fig. 2와 3에서는 양이온성 전분을 넣지 않은 경우 목분 3%를 첨가하면 OCC 대조구와 같은 고형분을 만드는 것을 알 수 있었다. 하지만 양이온성 전분과 목분을 함께 처리하는 경우 OCC에 양이온성 전분을 단독으로 처리한 경우보다 더 높은 고형분을 보이고 있었다(Fig. 2와 Fig. 3). Fig. 4에서는 rod shape이 항상 spherical shape보다 높은 고형분을 만들고 있음을 보여주고 있었다.
목분을 5% 첨가하였을 때의 결과는 Fig. 5에 나타내었다. Rod shape이 spherical shape보다 고형분 증대에 매우 유리하며, 단순히 양이온성 전분을 첨가하기보다는 목분을 같이 첨가함으로서 고형분증대에 큰 시너지 (1~2% 고형분의 추가적 증대)를 얻는 것을 볼 수 있었다.
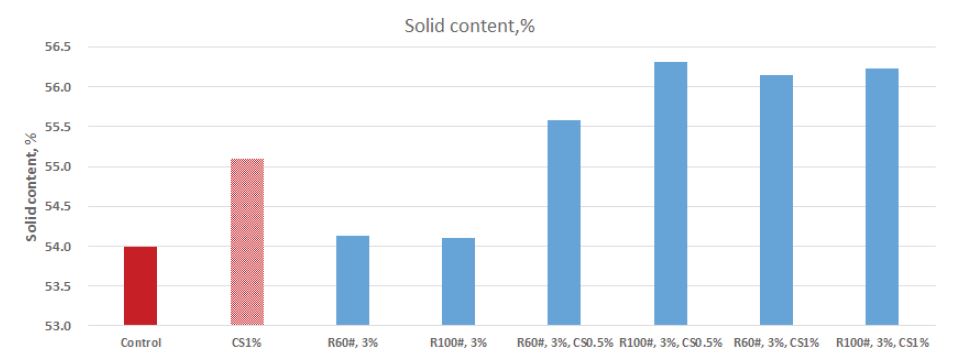
Fig. 2.
Solid contents of OCC containing 3% rod shape wood flours.
(Control: OCC control, CS1%: cationic starch 1%, R60#: rod shape 60 mesh pass, R100#: rod shape 100 mesh pass)
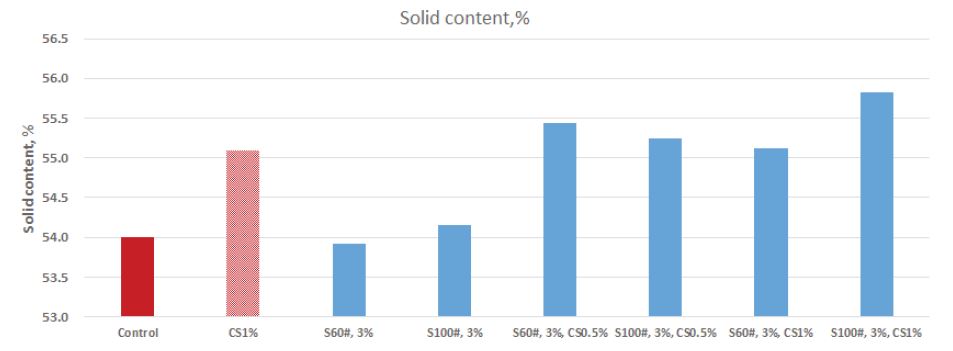
Fig. 3.
Solid contents of OCC containing 3% spherical shape wood flours.
(Control: OCC control, CS1%: cationic starch 1%, S60#: spherical shape 60 mesh pass, S100#: spherical shape 100 mesh pass)
3.2 강도적 성질의 변화
압축강도는 라이너지에서 가장 중요한 성질로 볼 수 있으며 인장강도 역시 중요하다고 볼 수 있다. 인장강도는 일반적으로 파열강도와도 선형비례관계를 맺는 것이 보통이다. 따라서 먼저 압축강도의 변화를 살펴볼 필요가 있었다. Fig. 6과 Fig. 7은 목분을 3% 첨가하였을 때에 각각 rod shape과 spherical shape의 경우를 나타내고 있다. Rod shape 의 경우 높은 압축강도를 나타내고 있었으며, 0.5%의 양이온성 전분으로도 목분에 의한 강도저하의 높은 압축강도의 회복이 이루어졌다. 하지만 spherical shape의 경우 전분의 첨가에도 불구하고 전혀 압축강도의 회복이 이루어지지 않았다. 목분 3% 첨가시 rod 와 spherical shape의 차이를 Fig. 8에서 나타내고 있으며 그 차이가 현격한 것을 알 수 있었다. Fig. 9는 목분 5% 첨가시를 나타내고 있다. Fig. 8의 결과와 유사하게 rod shape 이 spherical shape 에 비해 압축지수가 떨어졌으며, 전체적으로는 목분 5% 첨가시 대조구에 비해 압축강도가 저하된 것을 알 수 있었다.비록 고형분이 2~3% 높아진다고 하더라도 압축강도가 저하하는 경우 실용화에 문제가 될 수 있다고 판단되었다.
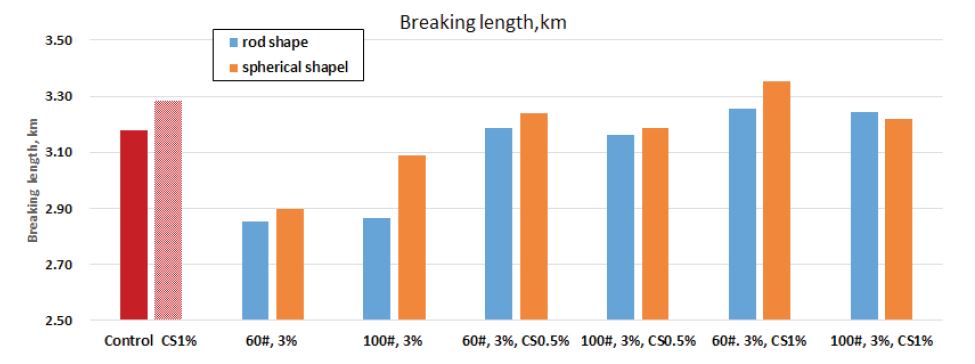
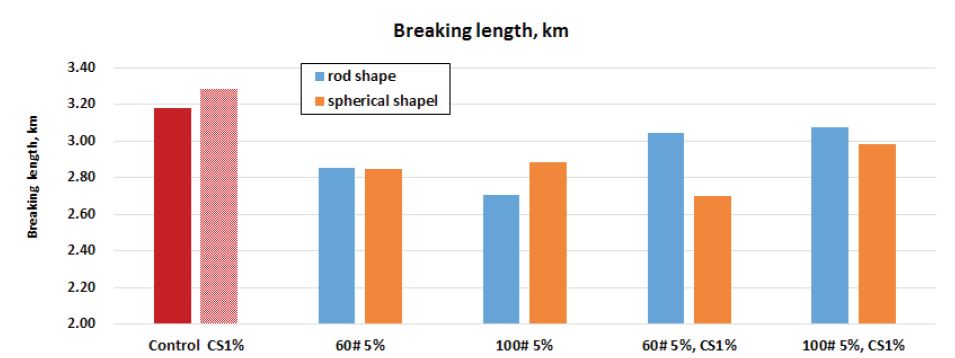
Fig. 10과 Fig. 11에서는 열단장의 경우를 분석하였다. Fig. 10은 목분 3% 첨가시, Fig. 11은 목분 5% 첨가시 rod shape과 spherical shape을 비교하였다. Fig. 10에서 양이온성 전분을 0.5%나 1% 첨가하였을 때에 대조구의 열단장과 동등함을 볼 수 있었으며, 목분 형태에 의한 차이는 크게 나타나지 않았다. Fig. 11에서 목분을 5%로 증가하였을 때에는 목분을 첨가한 경우 열단장이 대조구에 비해 떨어지는 것을 보여주고 있다. 역시 목분 형태에 의한 차이는 크게 나타나지 않았다. 즉, rod type의 목분형태는 압축강도의 발현에 우수하였으나, 인장강도에서는 spherical shape과 큰 차이를 나타내지 않는 것으로 판단되었다.
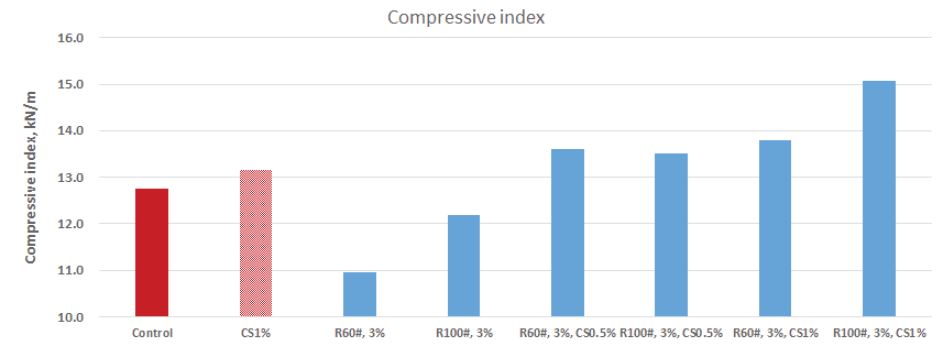
Fig. 6.
Compressive indices of OCC containing 3% rod shape wood flours.
(Control: OCC control, CS1%: cationic starch 1%, R60#: rod shape 60 mesh pass, R100#: rod shape 100 mesh pass)
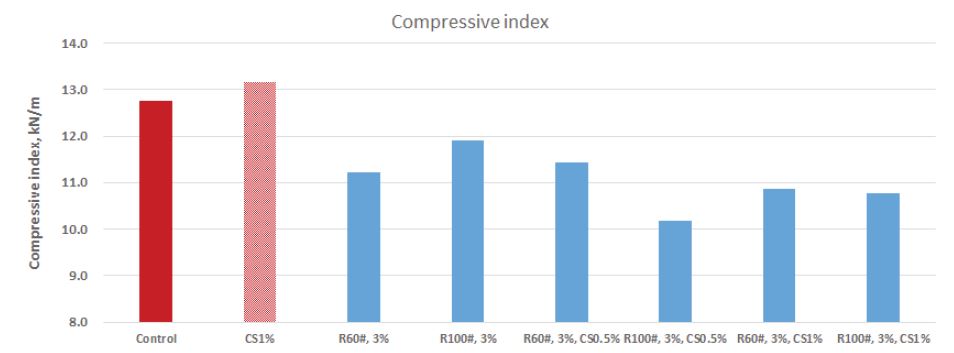
Fig. 7.
Compre4ssive indices of OCC containing 3% spherical shape wood flours.
(Control: OCC control, CS1%: cationic starch 1%, S60#: spherical shape 60 mesh pass, S100#: spherical shape 100 mesh pass)
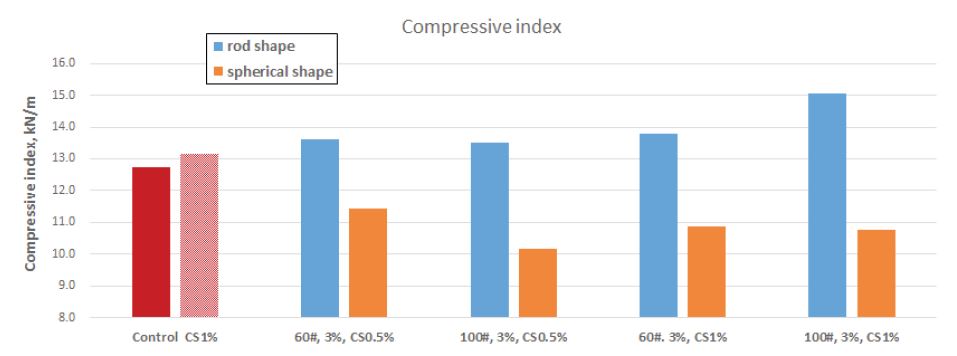
Fig. 8.
Comparison of solid contents between rod and spherical shape wood flours at 3% wood flour addition level.
(CS1%: cationic starch 1%, 60#: 60 mesh pass, 100#: 100 mesh pass)
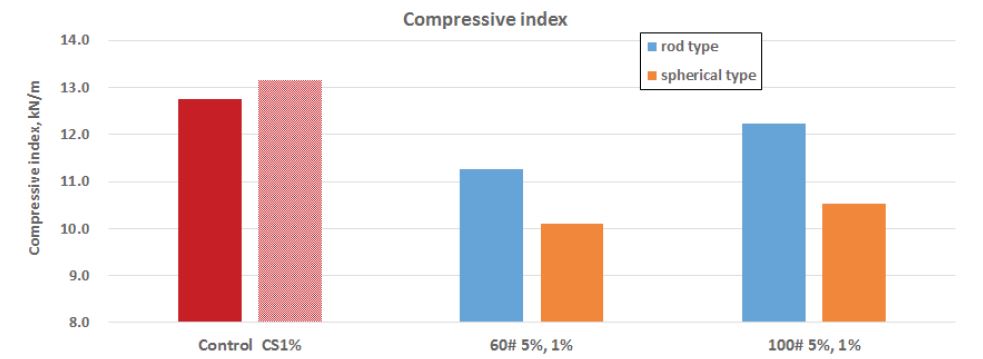
Fig. 9.
Comparison of solid contents between rod and shperical shape wood flours at 5% wood flour addition level.
(CS1%: cationic starch 1%, 60#: 60 mesh pass, 100#: 100 mesh pass)
3.3 기타 물성
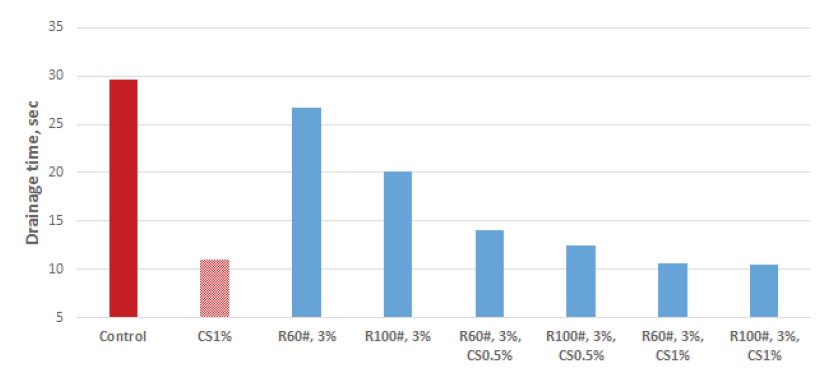
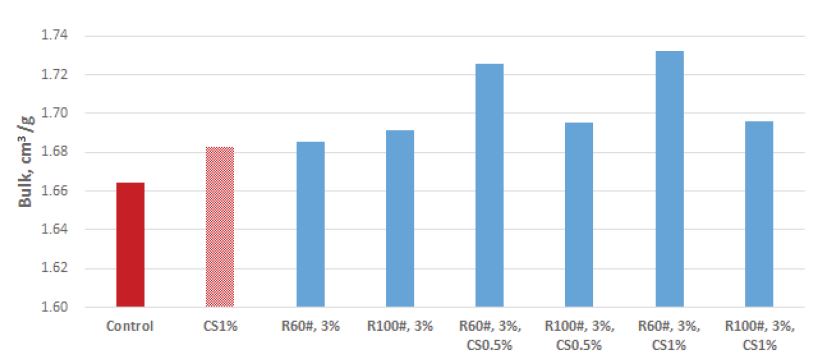
본 연구에서는 실험실에서 TAPPI standard method 에 사용되는 수초지기를 사용하여 수초지를 제작하였는데, 평량 100g/m2의 수초지를 제작함으로 탈수속도 측정에 필요한 60g/m2 평량의 수초지가 아니므로 정확한 탈수속도 비교를 실시하기 어려웠다. 하지만 평량 100g/m2에서의 비교치를 비교할 수는 있을 것으로 판단되었다(Fig. 12). 양이온성 전분의 이용은 지료의 탈수시간를 짧게 만들었으며, 목분도 탈수시간의 저감에 도움이 되고 있음을 Fig. 12에서 보였다. 또한 목분을 사용하는 경우 벌크의 증가가 예상되었는데 이를 간단히 Fig. 13에 나타내었다. 목분을 3% 라는 매우 적은 양을 첨가하였음에도 벌크는 현격히 증가하였으며, 전분의 첨가 유무와 상관없이 모두 증가하였다. 목분 첨가량이 증가함에 따라 추가적인 벌크의 증가도 기대되었다.
4. 요약 및 결론
OCC에 60 mesh와 100 mesh를 통과한 목분을 각각 3%와 5% 투여하였을 때에 압착공정에서의 변화를 살펴보았다. 공장에서의 고형분의 농도가 52% 이상됨으로 대조구의 고형분이 52% 이상의 고형분이 되는 될 때 같은 압착조건에서 목분을 첨가한 지료의 특성을 측정하였다. OCC지료의 압착공정에서 목분을 양이온성 전분 0.5% 또는 1%와 함께 첨가한 지료는 양이온성 전분의 단독 첨가에 의한 고형분의 증가를 크게 뛰어넘는 추가적인 고형분의 증대(0.5~2%)를 확인하였다. 특히 rod shape 목분은 spherical shape보다 고형분 증대에 있어서 1% 이상 차이를 보이며 우수한 경우들을 보였다. OCC를 이용한 라이너지에서 가장 중요한 압축강도의 경우 rod shape이 spherical shape보다 매우 우수하였으며, 열단장의 경우는 동일한 경향을 보였다. 목분의 존재는 적은 양이 투여되었을지라도 탈수속도 증대와 벌크의 증대에 크게 기여하고 있었다.
본 연구결과를 라이너지 생산에 적용하기 위해서는 rod shape의 목분이 적절할 것으로 판단되며, 양이온성 전분을 0.5% 적용하는 것이 필요하다고 판단되었다. 이러한 경우 고형분 증대에 의한 에너지 및 온실가스 저감효과와 양이온성 전분의 비용을 비교해야 할 것이다. 목분을 첨가한 지료의 경우 여전히 벌크가 높은 상황에 있으므로, 더 높은 압착압력을 가할 수 있으며, 더 높은 압착압력이 가능한 경우 벌크를 낮추지 않고 추가적으로 더 높은 고형분과 강도를 얻게 됨으로, 양이온성 전분의 첨가도 줄이게 될 수 있을 것이다.
