

1. 서 론
최근 들어 원가절감을 위해 펄프섬유를 충전물로 대체하는 하이로딩 기술이 확산되고 있을 뿐 아니라 고도공량의 도공지 생산 기술도 추가적인 원가절감 방안으로 대두되고 있다. 이러한 기술적 요구는 과거에는 볼 수 없었던 새로운 문제를 야기시키고 있는데 그 가운데 가장 핵심적인 문제는 도공지의 폴드크랙(fold crack) 문제라 할 수 있다. 폴드크랙이란 도공지를 인쇄한 다음 후가공 접지과정에서 접혀진 도공면 또는 그 반대쪽의 도공면이 갈라지는 현상을 말한다. 이러한 문제는 인쇄된 면에서 도공층이 미세하게 갈라지거나 크게 박리되는 현상으로 나타나며 결과적으로는 인쇄면에 하얀색의 도공층 또는 원지층이 두드러지게 나타나기 때문에 인쇄잉크의 색상이 진할수록 큰 결함으로 인식되는 경향을 나타낸다. 이러한 특성은 최근에 다색인쇄, 고색상의 인쇄가 일반화되는 현상과 맞물려 더욱 큰 문제로 대두되고 있으며, 특히 국내 도공지와 같이 국제시장에서 원가경쟁력이 중요한 경우에는 더욱 심각한 문제로 대두되고 있다.
폴드크랙에 관한 연구는 90년대 초반부터 시작되었다. 먼저 접힘에 의한 종이의 인장강도 저하 현상을 조사한 연구를 필두로 접힘에 의한 원지의 인장강도 감소가 도공지의 폴드크랙에 가장 중요한 요인이 된다고 보고된 바 있다.1,2) 원지를 구성하는 펄프에 의한 폴드크랙을 연구한 결과에 의하면 섬유장이 긴 침엽수 펄프를 활용함으로써 폴드크랙이 감소되지만 약 10%의 사용이 가장 적합한 비율임이 보고된 바 있다.3) 하지만 이러한 요구조건은 현재와 같이 비용절감이 요청되는 시기에는 한계가 있는 방법이라고 할 수 있다.
도공층을 구성하는 요소에 의해서도 폴드크랙의 정도가 달라지는데 일반적으로 클레이 코팅층이 중질탄산칼슘 도공층보다 더 심한 폴드크랙을 나타낸다고 보고된 바 있다.4) 또 바인더 가운데서는 전분 바인더가 라텍스 바인더에 비해 큰 폴드크랙을 나타내고 있다.5)
폴드크랙은 실험적으로 연구될 수도 있지만 컴퓨터 시뮬레이션 기술을 이용하여 접힘 영역에 대한 인장 및 압축강도, 신장율의 변이에 대해 이론적으로 연구된 바도 있다.6,7)
일반적으로 바인더의 선택 또는 개질이 도공지의 폴드크랙을 감소시킬 수 있는 가장 좋은 방안이라고 생각된다. 이는 도공안료는 도공지의 품질 특성에 의해 선택되는 것이 일반적이며, 도공용 바인더는 선택된 도공안료를 서로 혹은 원지와 잘 결합하도록 하는 역할을 하기 때문이다. 따라서 폴드크랙을 감소시킬 수 있는 도공용 바인더로는 일반적으로 신장률이 우수한 것이 적합하다고 판단된다. 이는 건조 후 단단한 결정구조를 갖게 되는 전분 바인더가 유리전이온도가 낮은 라텍스 바인더에 비해서 폴드크랙이 더 많이 나타난다는 것으로부터 쉽게 유추할 수 있다.8,9)
지금까지 폴드크랙 연구를 위해서는 현미경적 관찰이 가장 널리 활용되어 왔지만 이들 방법은 정량적인 분석에는 한계가 있다. 현재까지 제시된 방법으로는 폴딩 전/후 도공지 물성을 평가하는 방법과 이미지 분석방법이 대표적인 방법이다. 최근에는 주로 이미지 분석을 통하여 폴드크랙을 평가하고 있으나 이들을 종합적으로 비교한 연구는 없었다.8,9) 본 연구에서는 도공지의 폴드크랙을 정량적으로 분석할 수 있는 상세한 방법을 비교 검토함으로써 도공지의 폴드크랙을 과학적으로 정량화 할 수 있는 기틀을 마련하고자 한다.
2. 재료 및 방법
2.1 공시재료
도공지의 주된 품질 클레임인 폴드크랙 평가의 정량화를 위하여 충전물 함량이 상이한 평량 160 g/m2 수초지를 실험실적으로 제작하였다. 사용된 펄프는 유칼립투스 표백크라프트 펄프였으며, 이를 실험실용 고해기로 여수도 450 mL CSF가 되도록 고해하고, 고해된 지료에 중질 탄산칼슘(Hydrocarb 75F, Omya Korea, GCC)을 적정량 투입하였다. 충전물을 보류시키기 위하여 양이온성 폴리아크릴아마이드(Percol 63, BASF, C-PAM)를 보류제로 사용하였다. 이와 같은 방법으로 원지의 회분함량이 22-30% 사이의 수초지를 제조하고 그 물성을 평가하였다.
수초지에 동일한 조건으로 도공을 실시하였다. 도공안료로는 Hydrocarb 60과 Setacarb 77K 두 가지를 각각 pre 코팅층과 top 코팅층에 사용하였다. 도공액에 투입되는 바인더는 LG화학에서 생산된 SB라텍스 M710(Tg: -19°C, 입도: 180 nm)과 760(Tg: -6°C, 입도: 123 nm)을 각각 적용하였다. 도공액의 조성은 Table 1과 같았다. 도공 후 120°C의 열풍을 이용하여 건조하였으며, 온도 23°C, 상대습도 50%의 항온항습 조건에서 24시간 이상 조습 처리하였다. 조습 후 도공지의 도공량은 40±2 g/m2이었다.
Table 1.
Coating formulation for fold crack evaluation of coated papers
2.2 연구방법
2.2.1 도공원지 물성 평가
회분함량을 변화시켜 제작한 도공원지의 물성은 항온항습 조건(23°C, RH 50%)에서 평가하였다. 도공지의 기계적인 물성은 인장강도 측정기와 압축강도 측정기(L&W Co., Sweden)를 이용하여 평가하였다.
2.2.2 폴드크랙 평가
폴드크랙 평가에는 종이의 함수율이 중요한 영향을 미치기 때문에 충분한 조습시간을 부여한 후 도공지의 폴드크랙을 평가하였다. 도공원지와 도공층 모두 같은 흰색을 띠기 때문에 도공지의 접힘 시 발생하는 터짐 현상을 관찰하는데 어려움이 있으므로, 이를 보완하기 위해 RI tester를 이용하여 도공면을 인쇄함으로서 도공면과 크랙 간의 구별이 용이하도록 하였다. 한번 인쇄 시 0.6 mL의 잉크(Aronon T, T.V 12, 동양잉크)량으로 총 2회 인쇄를 실시하였다. 실험실에서 만든 수초지를 도공원지로 사용한 경우 RI tester를 이용한 인쇄과정에서 도공층과 원지층의 분리가 발생하였다. 이를 제어하기 위하여 저점도의 흑색잉크(ULTRA(UT-8), 대한잉크)를 사용하여 롤러를 이용하여 인쇄를 수행하였다.
도공지에 접힘선을 넣기 위하여 Gravimetric water retention meter(AA-GWR, Model 250, Finland)를 이용하여 1초 동안 도공지를 접어 크랙이 발생되도록 하였다. 접힘 면에 대한 폴드크랙을 평가하기 위하여 샘플 거치대의 각도는 30°로 고정한 채 스캐너(EPSON Perfection V370)를 이용하여 크랙이 발생한 부분을 1,200 dpi 해상도로 스캔하였다.
스캔한 이미지에서 크랙이 발생한 부분과 발생하지 않은 부분의 구별이 용이하도록 이미지 변환 프로그램(Photoshop version 6, Adobe Systems, USA)을 이용하여 binary 이미지로 변환시킨 다음, 이미지 분석 프로그램(Image Pro Plus, Media Cybernetics, USA)으로 전체 이미지와 크랙의 넓이를 각각 측정한 다음 Eq. 1과 같이 도공지의 폴드크랙 비율을 계산하였다.
3. 결과 및 고찰
3.1 원지의 물성
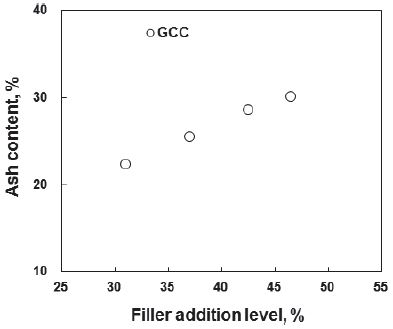
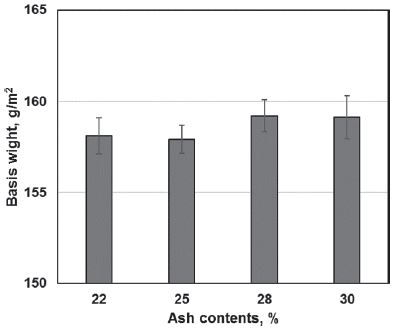
실험실에서 제조한 원지의 회분 함량을 측정한 결과 Fig. 1에서 보는 것과 같이 회분함량이 22%에서 30%까지 분포되었다. 투입된 충전물 함량과 종이의 회분함량 간에는 거의 직선적 상관관계가 있었다. 이는 투입된 회분의 일정 비율이 지필에 잔류한다는 것을 보여준다. 제조된 수초지의 평량은 Fig. 2에서 보는 것과 같이 거의 일정하였다.
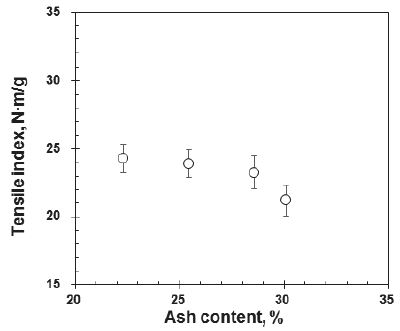
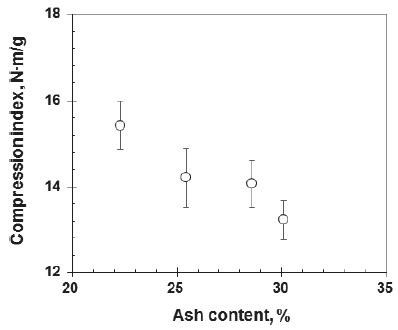
수초지 내 회분함량에 따른 종이의 강도적 특성은 Figs. 3과 4와 같았다. 여기에서 보는 것과 같이 충전물 함량이 증가함에 따라 종이의 물리적 강도는 모두 감소하였다. 이는 종이의 강도는 섬유 간 수소결합에 의해 발현되는데 수초지 내 충전물 함량이 증가되어 섬유 간 수소결합을 억제시켰기 때문이다.
3.2 인쇄방법에 따른 폴드크랙 비교
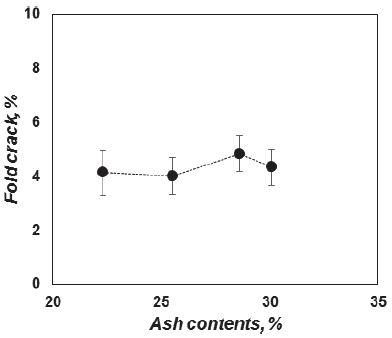
Fig. 5는 충전물 함량별 폴드크랙 비율을, Fig. 6는 충전물 함량별 폴드크랙 양상을 보여주고 있다. Fig. 5에서 보는 바와 같이 원지를 인쇄 후 접힘각 30°에서 평가한 접힘터짐의 비율은 충전물 함량이 다르더라도 거의 유사한 경향을 보였다. 이는 수초지를 RI tester를 이용하여 인쇄를 할 경우 잉크의 높은 tack value에 의하여 원지층 내에서 분리가 발생하고 이는 폴드크랙을 크게 완화시키는 결과를 초래하기 때문이라 판단되었다.

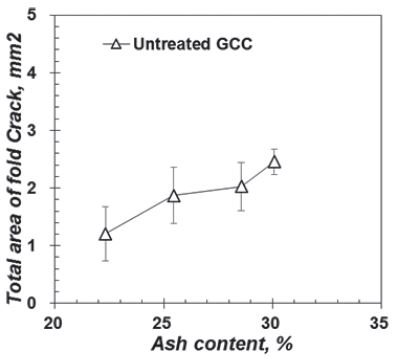
이러한 현상을 보완 하고자 검은색 옵셋잉크(Ultra UT-8, 대한잉크)와 실험실용 롤러를 사용하여 동일한 방법으로 폴드크랙을 평가하고, 수초지의 회분함량에 따른 인쇄된 도공지의 접힘터짐 양상을 평가하였다. Fig. 7에서 보는 것과 같이 충전물 함량이 증가함에 따라서 터짐의 양상이 증가하였다. 따라서 실제 공장에서 생산된 원지에 비하여 강도가 낮은 수초지를 이용하여 접힘터짐을 평가 할 경우 tack value가 낮은 잉크를 사용함과 동시에 원지층 내부의 분리를 발생시키지 않는 방식으로 인쇄를 수행하여야 도공원지의 물성 경향성을 반영하는 결과를 얻을 수 있는 것으로 판단된다.
3.3 폴드크랙 평가를 위한 측정 각도의 선정
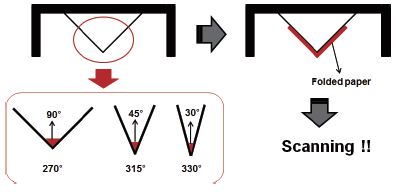
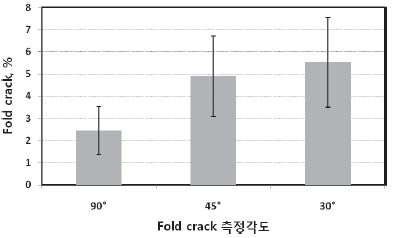
무림페이퍼에서 제공받은 평량 150 g/m2의 원지를 이용하여 접힘면의 각도에 따른 폴드크랙의 비율을 평가하였다. 도공액 조성은 Table 1과 동일하며 인쇄 시 RI tester를 이용하였다. 인쇄 후에는 각도가 다른 샘플 거치대를 이용하여 폴드크랙 면을 촬영하고 평가하였다(Fig. 8). 그 결과 폴드크랙 거치대 각도 변화에 따른 폴드크랙 정도는 접힘 각도가 낮아짐에 따라 폴드크랙 관찰이 더 용이하다는 것을 알 수 있었다(Fig. 9). 이 결과를 바탕으로 폴드크랙 측정 각도는 30°를 선정하였다.
3.4 폴드크랙 평가를 위한 화상분석기법
폴드크랙이 발생한 면을 스캐너를 이용하여 스캔한 후 가로 0.8 mm, 세로 200 mm 크기로 터짐이 발생한 영역을 추출하고 해당 이미지를 8 bit의 그레이스케일로 변환하였다. 이를 binary 이미지로 재변환하여 이미지 분석에 사용하였다. 해당 작업을 통하여 터짐이 발생한 영역은 흰색으로, 온전한 부분은 검은색으로 표현될 수 있었다.
이미지 분석 프로그램으로 터짐 면적을 측정할 시 두 가지 측정방법을 고려할 수 있다. 첫 번째 경우는 터짐이 발생한 영역에서 도공층이 잔존해 있을 경우 이를 인식하고 흰색 영역이 아닌 것으로 산출하는 방식이며, 두 번째 방법은 흰색 이미지 안에 존재하는 모든 영역을 크랙이 발생한 영역으로 간주하여 크랙 면적을 산출하는 방식이다. 본 연구에서 후자의 방식, 즉 area polygon 방식을 적용하여 크랙 면적을 산출하였다. 즉, 흰색 영역에 둘러싸인 검은색 영역은 터짐이 발생한 영역으로 간주하였다.
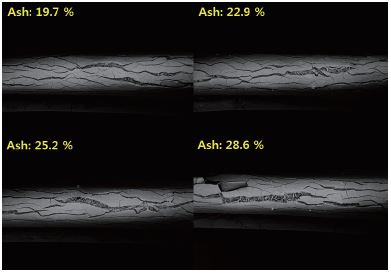
이미지 변환으로 얻어진 결과 값과 실제 터짐 양상이 유사한지 관찰하기 위하여 FE-SEM(SUPRA 55 VP, Carl Zeiss, Germany)을 이용하여 터짐 영역을 관찰하였다. 앞선 실험에서 원지 내 충전물 함량이 증가함에 따라 폴드크랙이 증가함을 확인하였으며, 이를 FE-SEM을 통하여 확인한 결과 Fig. 10에서 보는 것과 같이 크랙이 발생한 단면의 이미지로는 특정 영역에서의 결과만을 얻을 수 있기 때문에 평균적인 결과를 도출하기가 어려운 것으로 판단되었으며, 따라서 폴드크랙 평가로는 부적절하다고 판단되었다. Fig. 11은 터짐이 발생한 표면을 촬영한 이미지로서 그림에서와 같이 원지 내 충전물 함량이 증가함에 따라 터짐 영역의 크기가 커지는 것을 알 수 있다. 즉, 표면 이미지 분석 결과를 통한 터짐 면적율과 실제 터짐 양상의 비교를 통하여 폴드크랙의 정량 평가가 가능할 것으로 판단되었다.
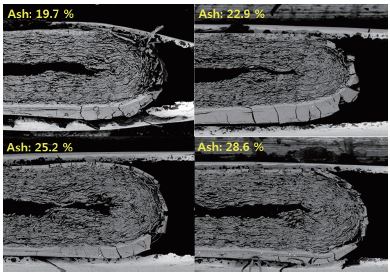
Fig. 10.
Fold crack area analysis based on FESEM pictures of the cross section of folded paper samples.
크랙이 발생한 접힘면을 포토샵(Photoshop 6)을 이용하여 binary 이미지로 변환 시켜줄 경우 Fig. 12와 같이 터짐 면적에 왜곡이 발생할 수 있을 뿐 아니라 폴드크랙의 경향성은 동일하지만 절대값이 변화될 우려가 있으므로 일정한 조건에서 폴드크랙을 정량화하기 위한 평가기법을 마련할 필요가 있다.
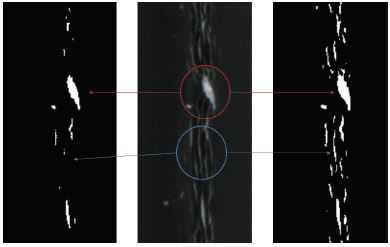
Fig. 13은 충전물 함량이 22%인 수초지를 이용하여 제작된 도공지의 접힘 터짐 양상을 나타낸 것으로서, binery 이미지 변환 시 명도, 대비, 한계값(threshold) 등을 달리 설정한 이미지를 보여주고 있다. Fig. 13(a)의 경우 명도와 대비가 각각 0/-50으로 설정되었으며, 한계값의 경우 45로 설정한 예이며, Fig. 13(b)의 경우 명도와 대비는 동일하며 한계값은 20을 설정한 경우이다. 여기에서 보는 것과 같이 폴드크랙 이미지에서 한계값을 높여 줌으로서 미세 실선의 이미지가 좀 더 명확히 부각되는 것을 알 수 있다.
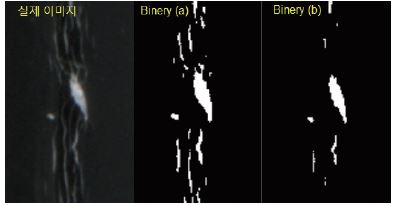
Fig. 13.
Fold crack image and its binary images transformed using different levels of threshold values.
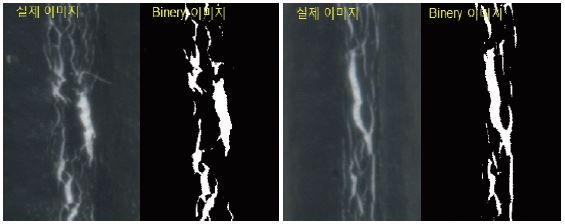
Fig. 14는 명도와 대비값이 각각 0/100으로 설정하고, 한계값을 98로 설정한 이미지로서 터짐영역의 이미지가 가장 왜곡없이 binary 이미지로 변경된 예를 보여주고 있다. 만약 한계값을 좀 더 높여 줄 경우 실선의 이미지가 매우 크게 부각되어 본 설정값을 최적의 설정값으로 지정할 수 있다고 판단되었다.
4. 결 론
도공지의 폴드크랙을 화상분석을 이용하여 정량적으로 평가할 수 있는 방법을 구축하기 위해서 회분함량이 다른 수초지와 공장에서 생산된 도공원지에 더블 코팅을 실시하고 이를 이용하여 폴드크랙 분석법을 비교 평가하였다. 그 결과 RI 인쇄적성시험기 또는 롤러 인쇄방식과 tack value가 낮은 흑색잉크를 선택함으로써 회분함량에 따라 폴드크랙이 비례적으로 변화하는 방식을 찾아내었다.
화상분석법으로는 단면 관찰보다는 표면관찰이 폴드크랙 분석에 더욱 적합한 것으로 나타났으며, 접힘각도는 30도로 유지하는 것이 더욱 분별력 높은 결과를 보였다. 화상분석 방법으로는 명도와 대비값을 각각 0/100으로 설정하고 한계값을 98로 설정하는 것이 가장 적절한 것으로 판단되었다.
