

1. Introduction
Surface sizing refers to the application of a film forming material onto the surface of paper and paperboard to increase the wetting resistance against liquids, improve surface properties and enhance certain physical properties of paper sheet.1,2) Surface sizing, however, increases the moisture content of the paper web because starch solution is applied onto the dried paper web. Therefore it requires extra drying energy in the after-drying section to remove the moisture of the web.3,4) To improve the surface sizing efficiency and to reduce sheet break at the size press, many starch manufacturers have developed new products which can improve desirable properties of final paper and consequently allow the papermakers to use a lower pickup weight of sizing solution thereby increasing the web dryness.3,5,6) This reduces the energy demand in the after-drying section, which in turn increases production speed especially for the paper machine with restriction in its after-drying capacity. Moreover, less web breaks and higher paper machine efficiency can be achieved as a result of less moisture absorption at high solids surface sizing.4)
Starch is the most frequently used surface sizing agent. Native starch is too viscose to use in surface sizing,1) which limits in solids content of the surface sizing solution. Moreover, native starch solutions are not stable and have a tendency to retrograde because of the reassociation of dispersed amylose and linear segments of amylopectin during cooling of starch. Hence, paper industry usually uses modified starches to overcome the problems associated with native starch in viscosity and retrogradation.
Various modified starches are available.1,7,8) Lee et al. have used cationic starch to improve starch holdout.2) Recently, graft copolymerization of starch by different monomers has been used as a method for modification of surface sizing starch. In starch graft-copolymer, functional groups are attached to the main chain of starch along with their backbone monomers. This modification of starch improves the starch properties because not only functional groups but also various monomers with desirable characteristics can be attached to starch molecules. Acrylic acid, acrylamide, methacrylic acid and other acrylic/vinyl monomers are usually used for grafting onto starch.9-11) Grafted starches with cationic charge have been used as retention aids.12) Abell et al.13,14) and Hietanummi et al.15) reported that grafted starch can be used in the pigmented size press for producing film-coated offset, recycled offset and LWC grades. These starch products are usually supplied in liquid form and ready to use.7) It has been shown that the production of high gloss and smoothness coated paper with high ink receptivity and porosity is possible with the use of grafted starch with 1, 3-buradiene and styrene.16,17) Starch graft copolymers could be used as an alternative to the blending product of starch and synthetic binder. Applying starch graft copolymers as a sole coating binder, however, has not been commercially practiced. 18)
It has been shown that pasting and rheological properties of starch solution can be controlled by the addition of desirable functional groups.9) A dextrin poly(acrylic acid) copolymer at a solids level of 52% was prepared and used as an additive for surface sizing with oxidized starch. And the effect of the copolymer on viscosity, cooking property and retrogradation was examined using Brookfield viscometer and Brabender Viscograph. Use of the copolymer increased the solids content of sizing solutions and provided better cooking and storage properties.
Although use of starch graft copolymers in paper coating has been described,9) there is limited information about how to use grafted starches in surface sizing, and what effect it has on paper properties. In this paper, the effect of starch grafted copolymer addition on the mechanical properties of sized paper was studied. In addition, a fundamental investigation on the effect of starch copolymer addition to the oxidized starch solution on peel-off test was carried out. Finally, the performance of a starch sizing solution with copolymer additive on a paper machine was evaluated.
2. Experimental
2.1 Materials
A commercial oxidized starch (C 3010) and a dextrin-graft-poly(acrylic acid) were prepared from Samyang Genex (Korea). The copolymer was a solution with solids content of 52%. Linerboards with the basis weight of 180 g/m2 from Dongil paper manufacturing company (Korea) were used as base papers.
2.2 Methods
2.2.1 Surface sizing and drying rate analysis
Starch solutions for surface sizing were prepared at solids content of 16% by cooking the starch slurries at a temperature of 95°C for 30 minutes. Copolymer was added to the oxidized starch paste when the oxidized starch cooled down to 65°C. Then the mixture cooled down to 50°C and surface sizing was carried out using an automatic bar coater (GBC-A4, GIST CO., LTD, Taejon, Korea) on linerboards. A moisture analyzer (MX-50, A & D CO., LTD, Tokyo, Japan) was used for drying rate measurement.
2.2.2 Mechanical properties of sized linerboards
Tensile strength, short-span compressive strength, and bending resistance were determined according to TAPPI standards using L&W tensile tester (Code 062, Lorentzen & Wettre, Sweden), L&W compressive strength tester (Code STFI.152, Lorentzen & Wettre, Sweden), and L&W bending resistance tester (Code 160, Lorentzen & Wettre, Sweden), respectively.
2.2.3 Confocal laser scanning microscope (CLSM) imaging
CLSM imaging of the cross section of surface sized linerboard was carried out using a confocal microscope (TCS SP8 STED, Leica Microsystem, Wetzlar, Germany). For the starch tagging, 0.1 weight percent acridine orange solution (A9231) based on the dry weight of starch from Sigma-Aldrich was used as a fluorescence dye for CLSM.
2.2.4 Starch film preparation
Starch slurry at concentration of 5% was prepared and cooked at 95°C for 30 minutes. After cooling to 50°C, copolymer was added to oxidized starch paste. The addition rate was made based on the weight of starch. Then the mixture was casted in polystyrene petri dishes with a diameter of 15 cm and dried at 50°C and -0.09 MPa Vacuum. Starch films was separated carefully and conditioned at 100% RH and 23°C for 24 hours prior to tensile testing sample preparation.
2.2.5 Mechanical properties of starch films
Mechanical properties including the tensile stress and percent strain at break were measured. Twenty or more samples with 40-60 mm in length and 10 mm in width were prepared from the starch films with different dosages of copolymer. The samples were conditioned at 50% RH and 23°C for 24 hours prior to testing. Tensile strength and percent strain at break were measured using an Instron 5943 Universal Testing Machine (Instron Int. Ltd., USA). The initial grip separation was 20 mm and cross-head speed was 5 mm/min. The tensile stress expressed in MPa and it was obtained by dividing the maximum load (N) by the initial cross sectional area (m2) of the specimen. Strain at break was expressed as the percentage change between the grips at the point of sample rupture compared to the initial length of a specimen.
2.2.6 Peel-off test
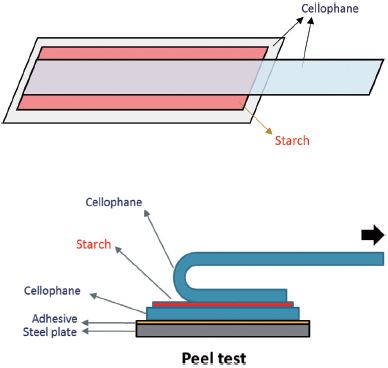
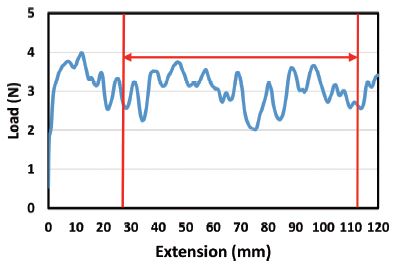
Adhesion strength of starch films was investigated by a peel-off test. Starch slurries at 5% concentration were cooked at a temperature of 95° C for 30 minutes. After cooling down to 65°C, dextrin graft copolymer was added to the starch paste. Then the mixture were kept in a constant temperature water bath at 50°C. Cellophane films (Membra-Cel®) obtained from Viskase Company used as a substrate for the peel test. For substrate preparation, cellophane film with a size of 150×80 ×0.07 mm was cut and adhered to a steel plate with adhesive. Ten cellophane strips were cut with a size of 300×30×0.07 as a peel-off test samples. Starch paste was applied on the cellophane substrate adhered to the steel plate using an applicator bar with a gap of 35 μm and then peel-off test samples were placed on the starch layer (Fig. 1). Peel-off test were measured using an Instron 5943 Universal Testing Machine (Instron Int. Ltd., USA) and a cross-head speed of 5 mm/s. After the movable jaw started, the data obtained from the first 25 mm were disregarded and the average force (N) obtained in the next of 90 mm during the peel-off test was calculated and expressed as the peel adhesion value.
3. Results and Discussion
3.1 Mechanical properties of surface sized linerboards
Improvement of the strength of linerboards including stiffness and compressive strength is one of the main purposes of surface sizing with starch. To investigate the effect of copolymer additive on the mechanical properties of surface sized linerboard, tensile strength, compressive strength (Short-span compressive strength) and bending stiffness were determined after surface sizing. Table 1 shows the mechanical properties of sized linerboard with oxidized starch solution and oxidized starch with 2 and 4 parts of dextrin-poly (acrylic acid) copolymer. Compare to oxidized starch solution with solids content of 16%, the addition of 2 parts of copolymer increased the mechanical properties of sized linerboard except tensile index which decreased slightly. Increasing the dosage of copolymer in sizing solution to 4 parts resulted in a decrease of the mechanical property except tensile index compare to the case of 2 parts of copolymer addition. However, compare to linerboards which were sized using oxidized starch only, the compressive and bending indexes were increased when 4 parts of copolymer was used, even though tensile index marginally reduced.
Table 1.
The effect of copolymer on mechanical properties of surface sized linerboard
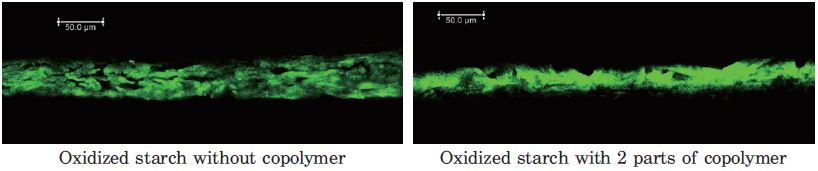
An increase in bending and compressive strengths and a decrease in tensile strength of linerboards surface sized with oxidized starch and copolymer could be explained as a result of the higher solids content of the sizing solution containing 2 and 4 parts of copolymer, which would reduce the starch penetration into the linerboard. CLSM imaging of surface sized linerboards was made to demonstrate the difference in the penetration of the sizing solution into paper sized with starch only and with copolymer additive. CLSM images revealed that less penetration into sized paper occurred when copolymer was used as an additive in surface sizing (Fig. 2). Higher holdout of starch, consequently higher surface strength and lower internal strength of surface sized paper, was also reported by Liponnen et al.,4) who attributed this to the increased solids content of starch solution.
3.2 Drying analysis
In surface sizing of paper, reduction in starch pickup often results in reduced drying energy in the after-dryer section because less pickup weight means less water uptake by the paper web by surface sizing. This is also highly advantageous in reducing web break because lower moisture level in the paper web allows higher mechanical strength for the web to withstand the tension in the dryer. The positive effects of the dextrin-poly (acrylic acid) as an additive on the mechanical properties of sized linerboards for surface sizing with oxidized starch allows lower pickup weight can be employed. To implement this positive effect, the influence of pickup weight reduction from 4.4 g/m2 to 3.4 g/m2 on the properties of surface sized linerboard was examined. Oxidized starch sizing solutions with or without copolymer at solids content of 16% were used in surface sizing. As shown in Table 2, surface sizing with 2 parts of copolymer and reduction in pickup weight by 23% from 4.4 to 3.4 g/m2 gave higher bending and compressive index than surface sizing with oxidized starch only.
Table 2.
Effect of copolymer use on bending stiffness and compressive index
| Copolymer dosage (pph) | Solids content (%) | Pickup weight (g/m2) | Bending stiffness (Nm/g) | Compressive index (Nm/g) | |
|---|---|---|---|---|---|
| Without copolymer | - | 16.0 | 4.4 | 2.9 | 19.0 |
| With copolymer | 2.0 | 16.2 | 3.4 | 3.0 | 20.1 |
The moisture content of linerboard right after surface sizing with starch was 19.2%, and it decreased to 18.2% and 16.5% when surface sizing solutions with 2 and 4 parts of copolymer was used, respectively (Table 3). The drying time to reach complete dryness in the moisture analyzer was determined and shown in Table 3. It can be seen that the drying time increased with the addition of copolymer. Especially, it is interesting to note that the addition of 4 parts of copolymer gave 125 seconds of drying time even though the pickup weight was decreased to 3.4 g/m2.
Table 3.
Effect of copolymer use on the moisture content after surface sizing and drying time
| Pickup weight (g/m2) | MC% after surface sizing | Drying time (s) | |
|---|---|---|---|
| Oxidized starch | 4.4 | 19.2 | 101.7 |
| 2 parts copolymer | 4.4 | 18.2 | 118.3 |
| 4 parts copolymer | 3.4 | 16.5 | 125.0 |
This shows that the drying rate of the surface sized sheet was influenced significantly by the percentage of copolymer. Addition of copolymer gave a lower drying rate probably because the carboxylic group contained in dextrin-poly(acrylic acid) resulted in stronger hydration or water holding. It is reported that the total energy of hydrogen bonding interactions for carboxylic acids is greater than that observed for other organic compounds containing hydroxyl groups.19) This indicates that stronger hydrogen bonding interaction by acrylic acid functional groups might be the probable reason of lower drying rate for the paper sized with the copolymer.
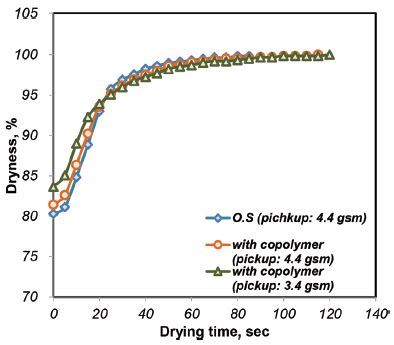
The change of wet sheet dryness after surface sizing was depicted in Fig. 3. It shows that the addition of copolymer increased the initial sheet dryness. For example, the dryness of linerboard after surface sizing with oxidized starch only was 80.8%. But it increased to 83.5% when 4 parts of copolymer was used as an additive for surface sizing. Higher solids content of sizing solution with 4 parts of copolymer might be the reason for this high dryness. Also increased starch holdout with the addition of copolymer appeared to contribute to less increase in sheet moisture after surface sizing. The change of dryness with drying time was depicted in Fig. 3. It clearly shows that the addition of copolymer delayed the removal of moisture.
3.3 Mechanical properties of starch films
A fundamental investigation on the effect of dextrin-poly(acrylic acid) as an additive for surface sizing on strength properties was carried out. First of all, the mechanical properties of starch films with different dosages of copolymer were evaluated with the use of starch films casted on the Petri dishes. In addition, peel-off strength of starch and starch copolymer mixture films were examined.
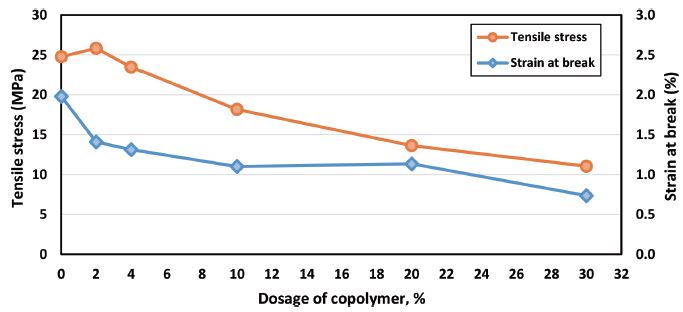
Mechanical properties of oxidized starch films with the change of copolymer dosage are shown in Fig. 4. Tensile stress of the oxidized starch films increased, reached a maximum value of 25.8 MPa when 2 parts of copolymer was added, and then decreased as the dosage of copolymer increased further. The starch films prepared with a high dosage of copolymer were brittle and absorbed relatively low energy prior to fracture, which resulted in the loss of tensile stress at higher dosage of copolymer. The strain at break point revealed that the films prepared with copolymer were more brittle than oxidized starch film. Elongation at break of a polymeric material depends on the flexibility of the molecular chain. Starch films made with oxidized starch without copolymer showed the highest strain or elongation of 1.98% and the strain decreased as the copolymer content increased. Adding 2 parts of copolymer resulted in a sharp drop of the strain at break to 1.4%. Film flexibility decreased more with the addition of copolymer in starch. Polyacrylic acids that have stronger dipoles than other organic compounds can form more and stronger hydrogen bonds with other substances.19) This resulted in stronger intermolecular bonding between starch and copolymer molecules, and gave higher tensile stress when 2 parts of copolymer was added to starch. Reduction in tensile stress with more copolymer addition can be explained from two aspects. Firstly, starch-poly(acrylic acid) copolymer was substantially low in molecular weight than oxidized starch, which resulted in low stretch and tensile strength of the film prepared with the use of copolymer as an additive. Secondly, the strong dipoles in acrylic acid may promote the formation of hydrogen bonds between copolymer molecules rather than between copolymer and starch molecules, which results in a phase separation between starch and copolymer molecules. This phase separation would reduce the tensile stress and elongation of starch films.
3.4 Peel off test
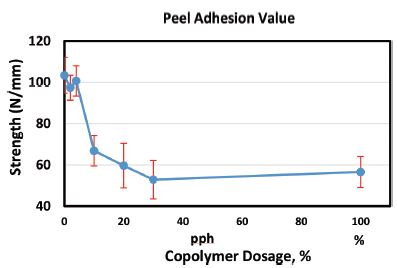
Adhesion strength of oxidized starch with different dosages of copolymer for cellophane was evaluated with a peel-off test. Cellophane film was used as a testing substrate for the peel test as shown in Fig. 1. Because of the slip effect in the beginning of the peel off test and unevenness in adhesion of cellophane tapes, the peel-off test showed variations during the measurement. The average of load measurements from 25 to 115 mm of extension was obtained and depicted (Fig. 5). Three measurements were made for each addition level and average was obtained. Fig. 6 shows the average peel strength value as a function of the copolymer dosage. The highest peel adhesion value was obtained when 100% oxidized starch solution was used for adhesion. The results showed that with the addition of 2 and 4 parts of copolymer, the peel-off value decreased slightly. Addition of 6 parts of copolymer or more resulted in a sharp reduction in peel strength and the peel strength remained constant afterward. Lower intermolecular hydrogen bonding property of dextrin grafted copolymer may interrupt the adhesion between starch layer and cellophane surface. This suggests that acrylic acid functional groups form intramolecular hydrogen bond inside of the starch film and make the hydrophobic part exposed to the surface, thereby interfacial tension between starch layer and cellophane was decreased.
3.5 Mill experience
The benefits of using starch-poly(acrylic acid) copolymer as an additive for surface sizing on the steam saving and mechanical properties of linerboards were investigated at Dongil paper manufacturing company. The trial was made for a linerboard with a basis weight of 180 g/m2 which was produced at the average speed of 785 m/min. Surface sizing was carried out using oxidized starch with solids content of 15.4% and the size press pickup was 12.6 g/m2. Table 4 shows representative data obtained from the normal production condition with oxidized starch (control) and from a trial run that used the copolymer as an additive for surface sizing of linerboard. In this mill trial, 4 parts of copolymer based on dried oxidized starch was used as an additive.
Table 4.
Mill trial condition and steam usage
| Starch solids content (%) | Copolymer dosage (pph) | Size press pickup (g/m2) | Steam usage (ton/h) | |
|---|---|---|---|---|
| Control | 15.4 | - | 12.6 | 45.1 |
| Trial | 16.7 | 4.0 | 9.7 | 42.5 |
Since addition of the copolymer resulted in viscosity reduction of surface sizing solution,9) the solids content of oxidized starch sizing solution was increased to 16.7%. Moreover, the size press pickup decreased to 9.7 g/m2 by changing the size press rod. This corresponds to 23% reduction in pickup weight, which will be highly advantages for steam saving. The steam usage data during the mill trial showed that reduction of steam consumption by 2.6 ton/h was achieved as a result of increased solids content and reduced size press pickup. Furthermore, the results showed that the mechanical properties of linerboards sized with oxidized starch solution containing copolymer remained at a similar level although the pickup weight was reduced by 23%. But tensile strength was decreased probably because of lower starch penetration into the linerboard as a result of higher solids content (Table 5).
4. Conclusions
Reducing the drying energy demand in the after-dryer section is critical for energy saving in the papermaking process. Using a sizing solution at higher solids content and decreasing the pickup weight can reduce the after drying energy. A dextrin-poly(acrylic acid) copolymer was used as an additive for surface sizing of linerboard, and its effect on the mechanical properties of linerboard, drying energy consumption and adhesion property were investigated.
The results showed that, addition of dextrin poly(acrylic acid) copolymer has beneficial effects on starch holdout. Consequently, lower penetration of surface sizing agent into linerboard allowed higher compressive and bending strengths of sized paper sheet. This improvement in mechanical properties made it possible to reduce the pickup weight around 23% while keeping the mechanical properties at a same level. Consequently, this resulted in higher wet sized sheet dryness. Even though, moisture analysis of wet sized sheets at a laboratory showed a slightly lower drying rate with the use of copolymer, the result of a mill trial revealed that steam usage decreased significantly when the copolymer was used as an additive for surface sizing of linerboard. This was attributed to the reduction in the pickup weight, and improved holdout of the surface sizing agents on linerboard surface is more pronounced on a high speed paper machine.
