

1. 서 론
목재의 주요 구성성분인 셀룰로오스는 재생가능하고 전세계적으로 널리 분포되어 있는 천연물질로 다양한 분야에서 활용되고 있다.1) 이러한 천연고분자를 여러 종류의 처리를 통해 1-100 nm 수준으로 나노화한 소재를 나노셀룰로오스(nano-cellulose)라 한다. 나노셀룰로오스는 강한 결정체를 형성하고 있어 금속물질보다 강도가 강하고 유리섬유보다 낮은 선팽창계수를 가지고 있고 무엇보다도 식물자원에서 유래하기 때문에 지속가능한 자원이다.2) 이러한 장점 때문에 고강도 복합소재, 고강도의 하이드로 젤과 에어로젤, 나노종이 및 전도성 필름 등에 활용 가능성이 제시되고 있다.3-5) 이러한 장점에도 불구하고 현재 나노셀룰로오스는 생산비용이 높고, 분산성이 떨어지는 등의 단점을 가지고 있기 때문에 산업화가 거의 진행되지 못하고 있다.
나노셀룰로오스는 제조방법에 따라 세 종류로 나뉘는데 기계적 처리를 통해 셀룰로오스 나노섬유(cellulose nanofibril, CNF)가 제조되고 화학적 처리와 생물학적 처리를 통해 셀룰로오스 나노크리스탈(cellulose nano-crystal, CNC)과 박테리아 셀룰로오스(bacterial cellulose, BC)가 각각 제조된다.6) 해외 컨설팅업체에 따르면 향후 2023년에는 나노셀룰로오스 시장에서 셀룰로오스 나노섬유의 시장점유율이 50% 이상 될 것으로 전망하고 있기 때문에 향후 셀룰로오스 나노섬유의 제조 및 활용에 대한 연구가 필요한 것으로 사료된다.
셀룰로오스 나노섬유인 CNF는 주로 고압 균질기(homogenizer)와 마이크로 그라인더(grinder) 등으로 제조된다.7) 그러나 기계적 처리에는 높은 전기에너지가 요구되기 때문에 기계적 처리 이전에 전처리가 실시된다.8) 전처리는 기계적, 화학적, 생물학적 전처리로 구분되는데 문헌에 따르면 기계적 전처리에 대한 연구가 가장 많이 진행된 것으로 나타냈다. 기계적 전처리는 주로 제지공정에서 사용되는 고해공정(refining)을 나타내는데 고해는 주로 섬유절단, 외부·내부 피브릴화를 유도하는 기계적 처리를 말한다.9) 그러나 고해공정 또한 전기에너지가 많이 소비하기 때문에 CNF 제조비용을 단축하기 위해서는 고해공정에서 에너지 소비를 감소하는 것 또한 매우 중요하다.10)
본 연구에서는 CNF 제조에 주로 사용되는 표백크라프트펄프에 전자선 처리를 실시한 후 고해효율을 분석하였고 전자선 처리된 펄프로 수초지를 제조하여 강도변화를 파악하였다. 이를 통해 CNF 제조공정에서 전자선 전처리의 적용 가능성과 효율성을 분석하고자 하였다.
2. 재료 및 방법
2.2 실험방법
2.2.1 전자선 전처리 방법
전자선 빔 가속기(ELV-8-type 2.5 MeV Electron Beam Accelerator, EB Tech. Co., Korea)를 이용하여 SwBKP와 HwBKP에 전자선 처리를 실시하였고 전자선 조사량은 0, 50, 100 kGy로 설정하였다. 전자선 조사 이후 안정화를 위해 일주일 정도 상온에서 보관한 뒤 사용하였다.
2.2.2 전자선 처리된 표백 크라프트 펄프 고해 및 특성 분석 방법
전자선 조사량과 고해시간에 따른 SwBKP와 HwBKP의 특성변화를 파악하기 위해 실험실용 밸리 비터(Valley beater)를 이용하여 해리와 고해를 연속적으로 실시하였다. 1.5% 농도에서 15분간 해리를 실시한 후 연속적으로 고해를 실시하였다. 이때 10분 간격으로 고해된 샘플을 채취한 뒤 펄프의 특성을 분석하였다.
고해된 펄프의 여수도는 캐나다 여수도 측정기(Canadian Standard Freeness tester)를 이용하여 측정하였고 섬유장 측정기(Kajaani Fiber Lab, Metso, Finland)를 이용하여 평균 섬유장(length weighted average fiber length)과 평균 섬유폭(average fiber width)을 측정하였다. 또한 전자선이 조사된 펄프의 고해 시간별 이미지를 거시적으로 분석하기 위해 광학현미경(BX51, OLYMPUS, Japan)을 이용하여 고해 시간별 변화를 평가하였다.
2.2.3 전자선 처리된 표백크라프트펄프를 이용한 수초지 제조 및 물리적 특성 평가
전자선 처리된 표백크라프트 펄프의 강도적 특성변화를 파악하기 위해 0, 50, 100 kGy로 전자선 처리된 펄프를 여수도 450±5 mL CSF로 고해처리한 후 평량 100 g/m2의 수초지를 제조하였다. 제조된 습지필을 410±10 kPa에서 5분간 압착한 후 실험실용 실린더 건조기로 120℃조건에서 건조시켰다. 이후 23℃, 50% RH에서 24시간 조습처리 하였고 TAPPI test methods에 의거하여 인장강도(TAPPI T 494), 압축강도(TAPPI T 818), 파열강도(TAPPI T 403), 인열강도(TAPPI T 414)를 측정하였다.
3. 결과 및 고찰
3.1 전자선 처리된 표백 크라프트펄프의 특성 평가
전자선 처리된 표백크라프트 펄프의 여수도 변화를 Fig. 1에 도시하였다. 전반적으로 고해시간이 증가함에 따라 펄프 종류에 관계없이 여수도가 감소하였다. SwBKP는 전자선 조사량이 0, 50, 100 kGy로 증가함에 따라 동일한 고해시간에서 더 낮은 여수도가 나타났고 여수도 감소비율은 선행연구11)에서 보고한 내용과 거의 동일한 결과를 나타났다. HwBKP는 전자선 조사량이 동일하게 증가함에 따라 동일한 고해시간에서 더 낮은 여수도를 나타냈다. 그러나 SwBKP와 비교했을 때 HwBKP는 전자선 조사에 따른 여수도 감소효과는 상대적으로 낮은 것을 확인할 수 있었다. Table 1에서는 여수도 500 mL CSF 기준 펄프 종류별 전자선 처리에 따른 고해시간 변화를 나타냈다. SwBKP의 경우에는 전자선 조사량이 100 kGy로 증가할 경우 미처리에 비해 고해시간이 60% 감소하였고 HwBKP의 경우에는 전자선 조사량이 100 kGy로 증가할 경우 미처리에 비해 고해시간이 50% 감소하였다.
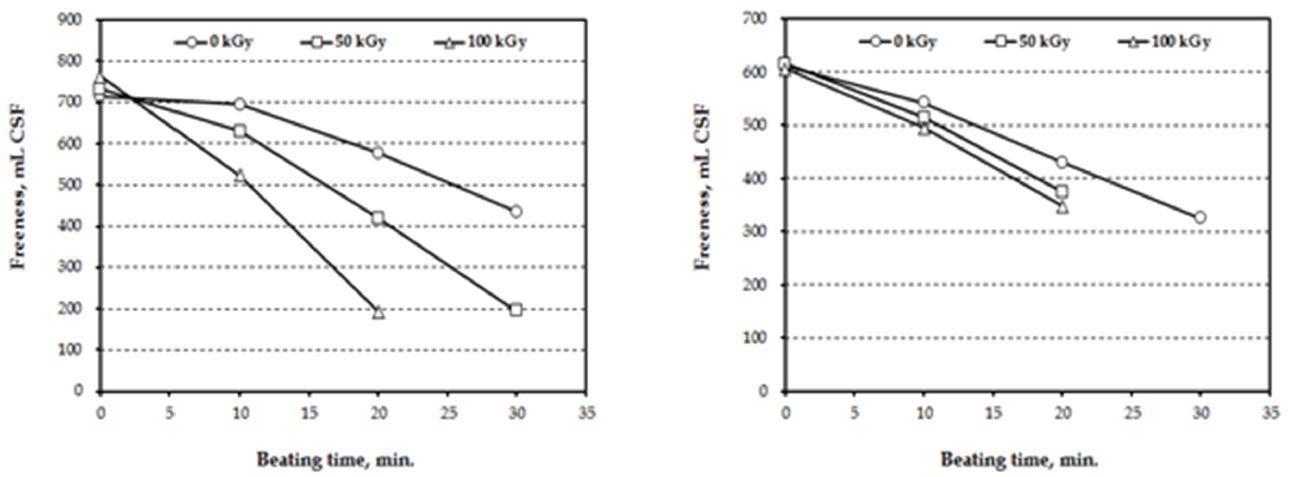
Fig. 1.
Freeness of SwBKP (left) and HwBKP (right) as a function of electron beam irradiation dose and beating time.
Table 1.
Effect of electron beam irradiation on the beating time of SwBKP and HwBKP
| Pulp type | SwBKP | HwBKP | ||||
|---|---|---|---|---|---|---|
| Electron beam dose (kGy) | 0 | 50 | 100 | 0 | 50 | 100 |
| Beating time (min.) | 25 | 16 | 10 | 15 | 12 | 10 |
| Beating time reduction (%) | - | 36 | 60 | - | 20 | 33 |
고해시간에 따른 전자선 전처리된 SwBKP의 평균 섬유장과 평균 섬유폭 변화를 Fig. 2에 도시하였다. 고해시간이 증가함에 따라 전반적으로 평균 섬유장은 지속적으로 감소하였고 전자선 조사량이 증가함에 따라 동일한 고해시간에서 평균 섬유장은 감소하였다. 그러나 고해시간과 전자선 조사량이 증가하여도 평균 섬유폭은 유의하게 변화하지 않았다. 고해가 진행됨에 따라 섬유의 절단이 진행되었고 전자선 처리에 따라 섬유의 절단이 가속화되는 것으로 판단된다. 고해시간과 전자선 조사량에 따른 HwBKP의 평균 섬유장과 평균 섬유폭을 Fig. 3에 나타냈는데 전자선 조사량에 따른 HwBKP의 평균 섬유장은 감소하였으나 평균 섬유폭은 거의 변화가 없었다. 섬유장 감소는 SwBKP에 비해 상대적으로 낮게 나타났다.
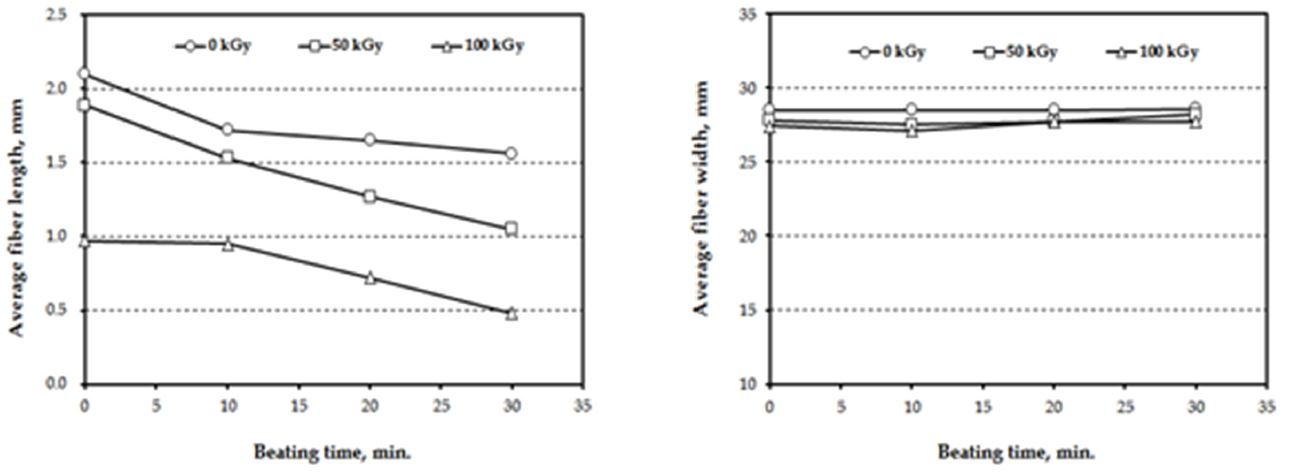
Fig. 2.
Average fiber length (left) and average fiber width (right) of SwBKP as a function of electron beam irradiation dose and beating time.
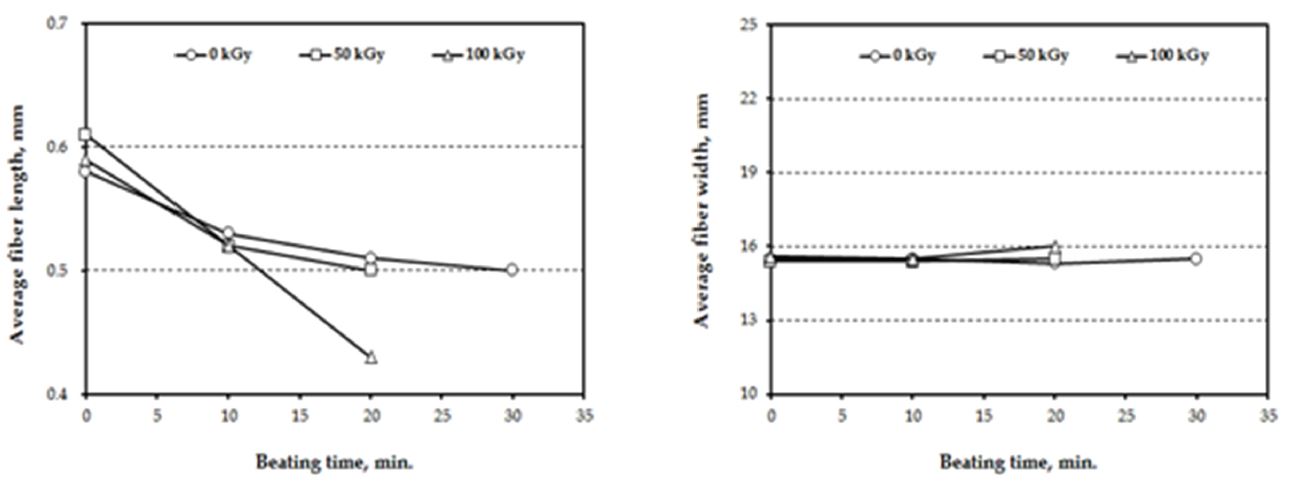
Fig. 3.
Average fiber length (left) and average fiber width (right) of HwBKP as a function of electron beam irradiation dose and beating time.
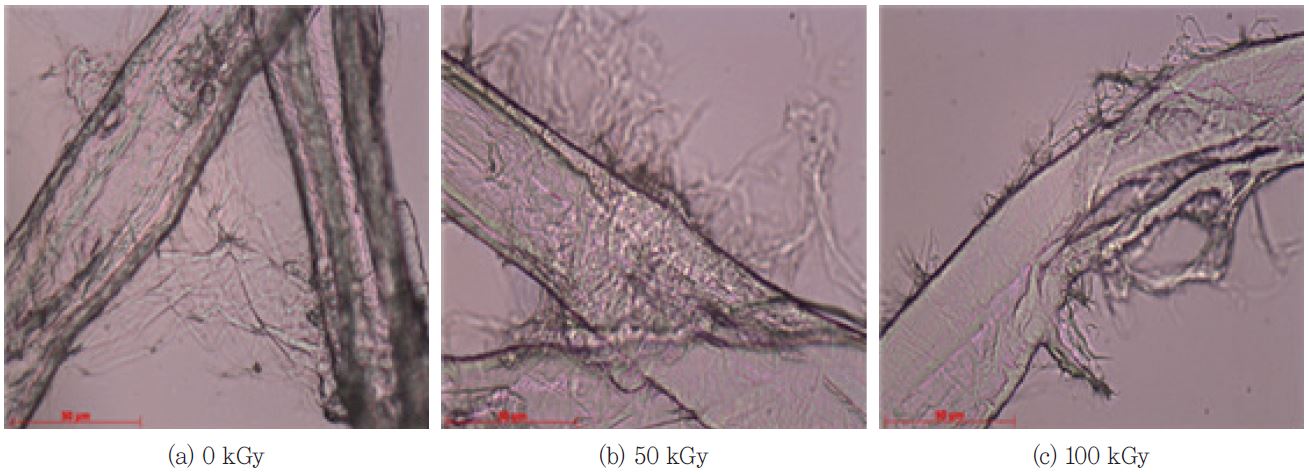
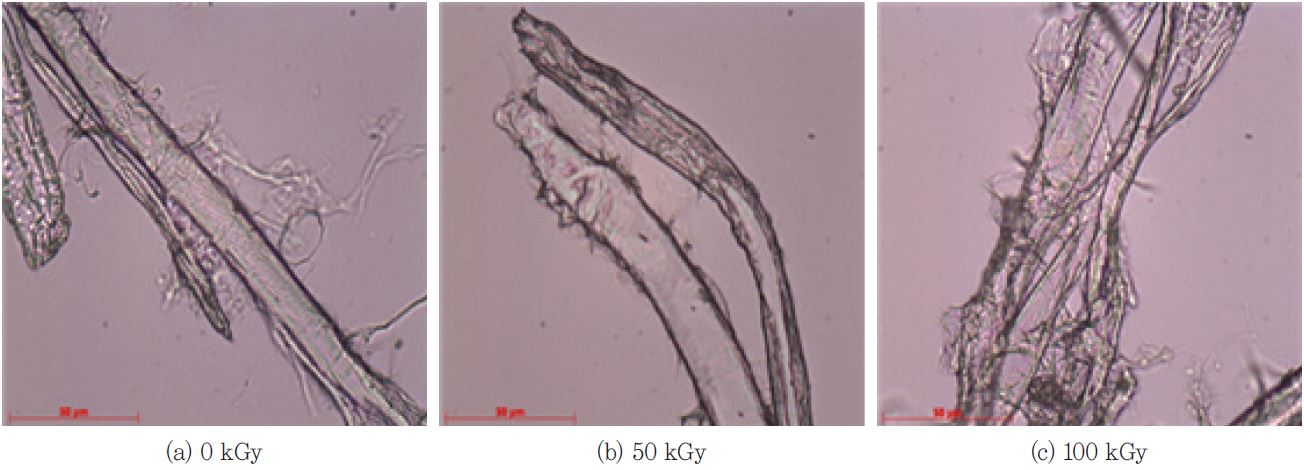
고해시간과 전자선 전처리에 따른 SwBKP와 HwBKP를 거시적으로 관찰하기 위해 광학현미경으로 분석한 결과는 Figs. 4와 5에 나타냈다. 전자선 전처리된 SwBKP의 경우 해리만 되었을 때는 전자선 처리에 따른 형태적 차이를 파악할 수 없었다. 해리 이후 고해를 실시하였을 때 고해에 의해 섬유의 피브릴화가 모두 발생하였으며 전자선 미처리된 섬유보다는 전자선 조사된 섬유에 더 많은 피브릴화가 일어난 것을 확인할 수 있었다. 특히 전자선 조사량이 높을 경우 고해시간이 가장 짧았음에도 불구하고 피브릴화가 가장 많이 발생되었을 뿐만 아니라 섬유 파괴도 발생되었음을 확인할 수 있었다. 이러한 결과는 앞선 여수도 결과를 뒷받침하는 것으로 전자선 조사에 따라 더 많은 피브릴 발생에 의해 여수도 감소가 급속히 일어나게 되는 것으로 판단된다. HwBKP는 해리만 되었을 때 섬유 형태의 차이를 발견하지 못하였다. 고해가 진행됨에 따라 섬유의 피브릴화가 발생함을 확인할 수 있었고 전자선 조사량이 높을수록 피브릴화가 더 많이 발생하였다.
따라서 섬유장과 섬유형태의 분석결과로부터 전자선 전처리에 따라 고해과정에서 표백크라프트펄프의 섬유장 감소와 피브릴화가 촉진되기 때문에 셀룰로오스 나노섬유 제조과정에서 고해에너지를 감소할 수 있을 것으로 판단된다.
3.2 전자선 처리된 표백크라프트펄프로 제조된 수초지의 강도 평가
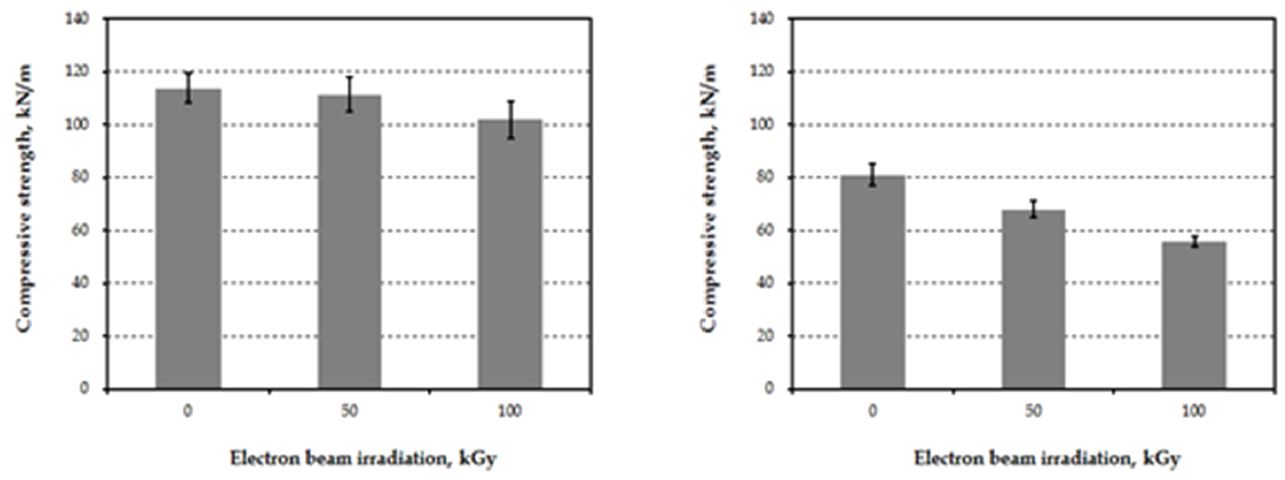
전자선 조사량에 따른 표백크라프트펄프의 강도를 파악하기 위해 전자선 처리된 SwBKP와 HwBKP로 수초지를 제조하였고 강도를 측정하였다. 이 때 SwBKP와 HwBKP는 각각 여수도 450±10 mL CSF로 고해된 상태에서 사용하였다. Fig. 6에서는 SwBKP와 HwBKP로 제조된 수초지의 인장강도를 도시하였는데 전자선 조사량이 증가할수록 인장강도는 감소하는 것으로 나타났다. 침엽수와 활엽수 펄프를 비교해 보면 활엽수 펄프의 강도 저하가 더 큰 것으로 확인할 수 있었다. Figs. 7-9에서는 전자선 처리된 SwBKP와 HwBKP로 제조된 수초지의 파열강도, 압축강도, 인열강도를 도시하였다. 3 종류의 강도들이 전자선 조사량이 증가함에 따라 지속적으로 감소함을 확인할 수 있었고 특히 활엽수 펄프의 경우 강도가 침엽수에 비해 낮게 나타났다. 전자선 처리에 따른 강도가 저하되는 이유는 전자선 조사에 따라 셀룰로오스와 헤미셀룰로오스의 중합도와 결정화도가 급격히 저하되기 때문인 것으로 판단된다.12) 또한 선행연구11)에서 보고한 바와 같이 미표백크라프트펄프의 경우에도 전자선 조사량이 증가함에 따라 강도가 저하되었다. 따라서 전자선 전처리 이후 제조될 셀룰로오스 나노섬유의 강도를 고려할 때 적절한 전자선 조사량이 필요할 것을 판단되고 고해효율과 강도를 함께 고려하면 선행연구11)에서 보고한 바와 같이 50 kGy 이하의 조사량으로 표백크라프트 펄프에 전자선 전처리를 실시하여야 할 것으로 판단된다.
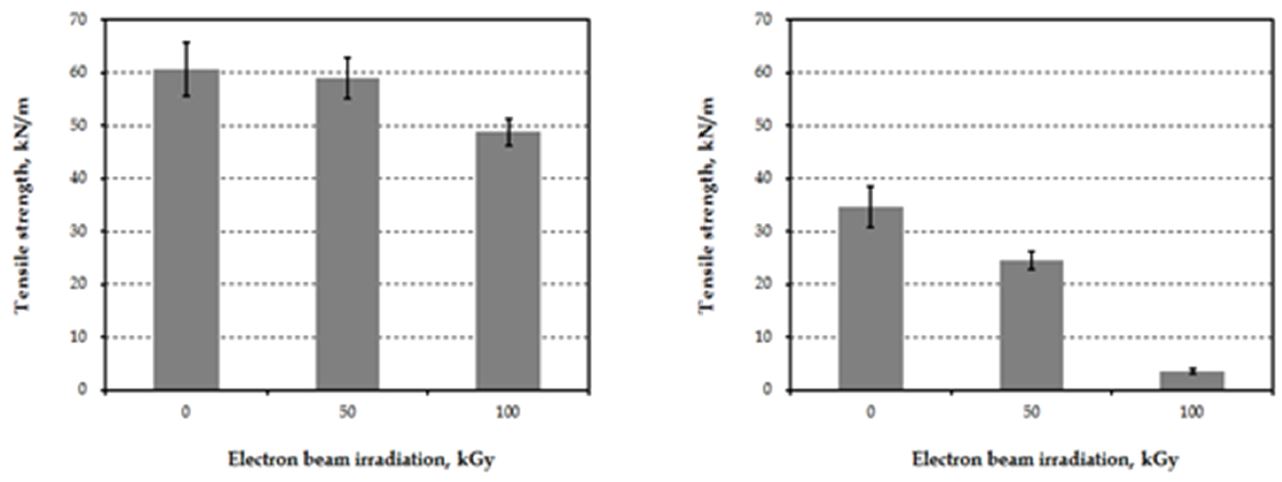
Fig. 6.
Tensile strength of handsheets made from SwBKP (left) and HwBKP (right) as a function of the irradiation dose of electron beam.
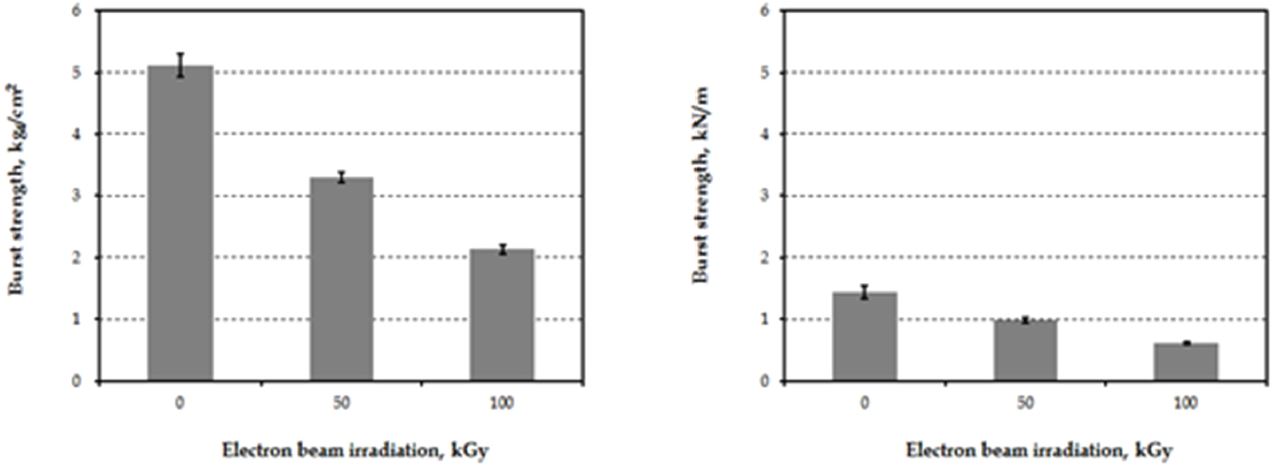
Fig. 7.
Burst strength of handsheets made from SwBKP(left) and HwBKP(right) as a function of the irradiation dose of electron beam.
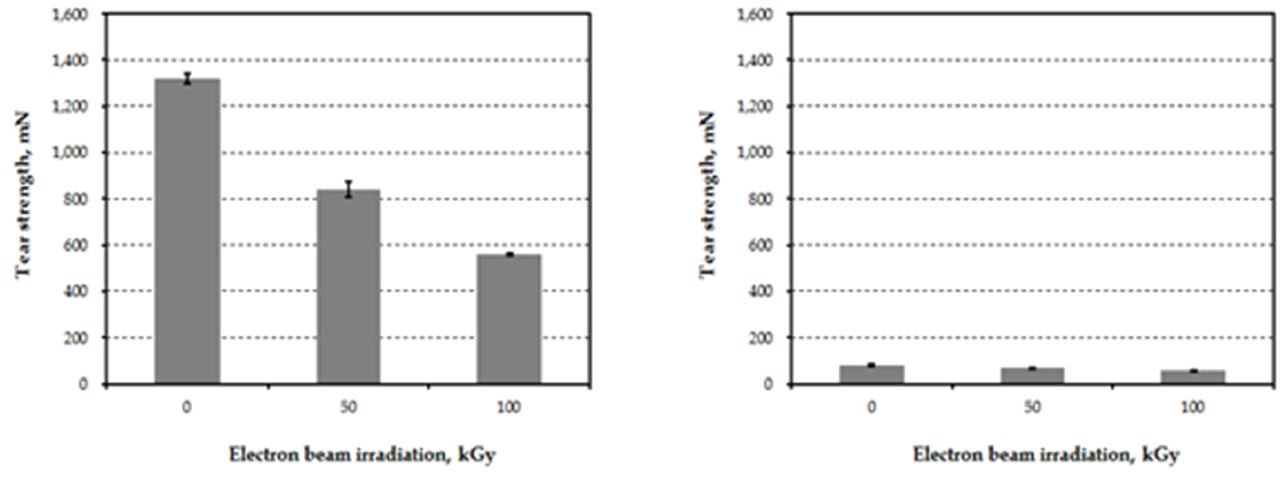
4. 결 론
본 연구에서는 셀룰로오스 나노섬유 제조과정에서 고해공정의 효율을 향상시키기 위해 전자선 전처리의 적용 가능성을 파악하고자 하였다.
전자선 처리에 따라 두 펄프의 여수도가 감소하였고 고해시간이 단축됨을 확인하였고 특히 침엽수의 경우 그 효과가 더 높은 것으로 나타났다. 전자선과 고해에 따른 섬유장과 형태변화를 분석한 결과 전자선 조사에 따라 섬유의 절단과 피브릴이 촉진되는 것으로 파악되었다. 또한 전자선의 조사량에 따른 각 펄프 수초지의 강도를 평가한 결과 전자선 조사량이 증가함에 따라 두 펄프 모두 강도가 감소하였다. 특히 전자선 조사량이 50 kGy 이상일 경우 펄프의 종류에 관계없이 강도가 크게 저하됨을 확인하였다.
따라서 침엽수 표백크라프트 펄프에 전자선 전처리를 할 경우 가장 효과적인 것으로 판단되고 강도를 고려할 때 전자선 조사량이 50 kGy를 넘지 않는 범위로 조절하여야 할 것으로 판단된다. 결과적으로 볼 때 셀룰로오스 나노섬유 제조공정이 셀룰로오스 섬유의 피브릴화를 유도하는 공정임을 감안할 때 셀룰로오스 나노섬유 제조공정에서 전자선조사 기술은 전처리로 적용 가능할 것으로 판단된다.
