

1. 서 론
최근 들어 전 세계적으로 지구 온난화에 대한 위기의식이 고조되고 있는 가운데, 기후변화 협약과 탄소 배출권 문제가 대두되고 있으며 경제적 성장과 에너지 저감을 동시에 구현하고자 하는 노력이 모든 산업분야에 확산되고 있다. 한국은 저탄소 녹색성장을 통해 에너지 저감과 경제적 성장을 함께 이루려 하고 있다. 이러한 저탄소 녹색성장 정책에 기여하는 방법 중 하나인 제품의 재활용은 각국 어디에서나 시행하고 있다. 특히, 제지산업에서 폐지 재활용은 나무를 베지 않고 목재자원을 절약할 수 있으며, 나무로부터 펄프를 생산하기 위해 에너지를 사용하지 않고도 종이의 원료를 얻을 수 있는 매우 유용한 분야라고 할 수 있다. 한국의 폐지 회수량은 꾸준히 증가 하고 있으며, 국내에서의 고지 회수율은 세계 1위로 2013년도에는 94.5% 에 달한다.1) 폐지종류 중 포장산업에 많이 사용되는 골판지를 회수한 골판지 고지(OCC, old corrugated container)도 그 회수량과 사용량이 점차 늘어나고 있다. 그러나 반복적으로 재활용한 OCC는 오염물질의 함량이 점점 늘어나며, 섬유의 각질화, 기존의 기계적 처리에 의한 단섬유화가 일어나, 결과적으로 미세분 함량2,3)이 늘어나게 된다. 이에 따라 강도 저하와 탈수성 저하가 야기 되는데, 이를 개선시키기 위하여 다각적인 노력들이 경주되고 있다. OCC 재활용에 있어서 에너지의 절감은 대표적으로 OCC의 압착공정 후 고형분의 농도를 높임으로서 많이 달성될 수 있다.4) 압착공정에서 고형분을 높이기 위한 방법으로는 고해를 최소로 해야 하지만 라이너지나 골심지의 제조에 있어서 강도를 일정수준으로 유지시키기 위해서는 고해를 많이 할 수 없고 그러한 경우 강도의 저하를 막기 어렵다. 현재는 초지시 고분자 첨가제의 사용으로 초지기 끝단에서의 고형분과 압착공정 후의 고형분이 높도록 유지시키는 방법5,6)과, 충전제의 첨가,7-9) 프레스의 압력 변화에10) 따른 종이 내부구조의 변화에 대한 기초 연구가 계속적으로 진행되고 있다. 실제 압착탈수 공정에서의 개선을 통해서 건조공정에 투입되는 습지필의 고형분을 1%만 증가시켜도 실제 건조 공정에서의 부하를 4-5%까지 줄일 수 있다.11) 그로 인하여 증기소요량 절감, 초지기 속도 향상, 설비비용 절감과 같은 이점을 기대할 수 있다. 본 연구에서는 OCC의 고형분 증대를 위해 스페이서로서 목분을 사용하였다. Hwang 등12)의 연구에서는 목분을 OCC에 10-20%로 많이 사용하여, 벌크를 크게 높이고, 압착공정의 압착을 크게 늘려 이미 많이 증가한 벌크를 줄이며, 그 과정에서 OCC의 고형분을 높이며, 동시에 열단장과 압축강도를 보완하는 방법을 제시하였다. 이러한 경우 여전히 벌크가 높으면서도 고형분이 높고, 강도가 우수한 OCC 종이제품을 생산할 수 있었다. 하지만 제지공장에서는 현재 매우 높은 압착압력을 가할 수 있는 장치들이 아직 개발되지 못하였음으로, 스페이서로서 목분의 사용을 다시 생각해야 했다. 따라서 현재 제지공장들에 적용되고 있는 압착압력을 최대로 이용하여 고형분을 높이려면, 스페이서의 양을 줄여서 10% 이하로 적용하는 것도 시도해 볼 가치가 있다고 판단되었다. 즉 목분을 무게비로 3%와 5%씩 OCC에 첨가하여 본 연구를 실시하였다. 본 연구에서는 OCC 지료자체와 목분이 포함된 OCC 지료를 동일 압착압력에서 고형분과 강도를 비교하였다. 그러한 경우 섬유와 결합능력이 떨어지는 목분이 포함된 지료에는 강도향상제의 첨가가 필요할 것으로 판단되었다. 본 연구에서는 강도향상제로서 양이온성 전분을 사용하였다. 탈수촉진제도 적용해 보았는데, 그 이유는 탈수 촉진제를 사용하는 경우, 와이어상에서부터 고형분 함량이 높아지며, 압착 공정시에도 탈수적 성질의 개선으로 물이 빠져나가기 쉬워져서 고형분이 증가할 것으로 판단되었기 때문이었다. Hwang 등13)은 탄산칼슘을 OCC에 적용하였으며, 그 결과 고형분 증대 효과가 우수하다는 내용을 발표한 바 있었다. 하지만 현재 국내의 공장시설과 지종에서는 아직 적용할 시기가 아닌 것으로 판단되어 본 연구에서는 적용하지 않았다.
2. 재료 및 방법
2.1 공시재료
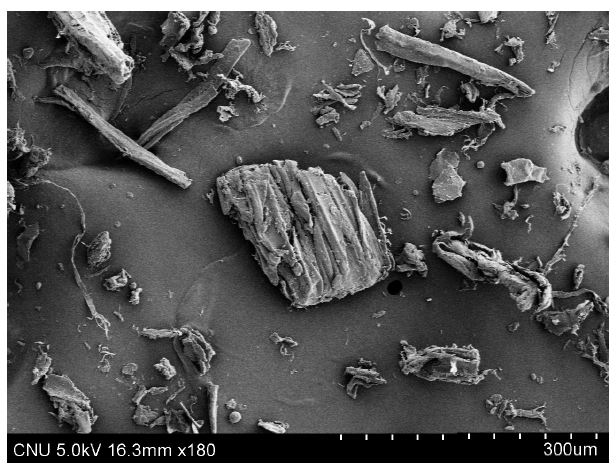
본 연구에서는 국내 D사에서 제공받은 OCC를 사용하였다. 지료에 첨가하는 스페이서의 종류로는 국내에서 상업용 목분을 제조하는 H사에서 분양받은 목분을 사용하였다. 이들을 100 메쉬 스크린으로 스크리닝하여 100 메쉬 통과분을 사용하였다. 이는 예비실험을 통하여, 크기가 100 메쉬보다 큰 목분들은 OCC로 제조된 종이의 평활도와 강도적 성질의 발현에 크게 도움이 되지 않는 것을 발견하였기 때문이었다. 이들의 전자현미경 사진을 Fig. 1에 나타내었다. 양이온성 전분은 국내 S사에서 제공받았으며, +0.77 meq/g의 전하밀도를 가졌으며 탈수보조제는 현재 국내 제지약품에서 개발 중인 약품으로서 국내 D에서 공장시험에 사용하고 있으며, 현재까지는 D 제지회사에서 사용하는 약품 중에서 가장 우수한 탈수 보조제로 판단되었다.
2.2 실험방법
2.2.1 지료 조성 및 수초지 제조
분양받은 OCC를 실험실용 Valley beater를 사용하여 3% 농도로 30분 동안 해리하였다. 해리한 OCC의 여수도는 520 mL CSF였으며, 5분 동안 고해 처리한 OCC의 여수도는 463 mL CSF로 떨어졌고, 다시 3분간 더 고해하였을 때에 420 mL CSF를 기록하였다. 본 실험에서는 해리된 OCC와 두 단계로 고해된 OCC를 모두 사용하였고, 여기에 목분을 스페이서로 첨가하여 수초지를 제조하였다. 목분은 OCC 대비 무게비로 3% 와 5%를 첨가하여 사용하였다. 약품 첨가제로서는 전술한 양이온성 전분(Cationic Starch, CS) 과 탈수제(Drainage Aid, DA)를 각각 건조 지료의 무게비로 2% 와 0.05%씩 사용하였는데, 양이온성 전분의 경우 확실한 강도적 성질의 증대를 위해 첨가량을 정하였고, 탈수제의 경우 탈수제를 시험하고 있는 공장에서 사용하는 양을 그대로 사용하였다. 양이온성 전분을 사용하는 경우, 먼저 전분과 목분을 OCC 지료에 첨가될 비율에 따라 혼합한 후, 충분히 분산시켜, 덩어리가 만들어지지 않도록 한 후, 적정량을 OCC 지료에 섞어 수초지를 제조하였다. 탈수제의 경우는, 목분과 OCC 지료를 먼저 혼합한 후에 충분히 교반 시키고, 수초지를 제조하는 순간에 적정량을 첨가하여 종이를 제조하였다.
2.2.2 압착 탈수
초지 후에 얻어진 습지는 실험실 프레스롤로 총 3번의 프레스를 실시하였다. 프레스의 롤은 직경 8.5 cm의 고무롤을 사용하였으며, 2.5 rpm의 속도로 회전시켰다. 습지는 4장의 흡수지(blotting paper)사이에 위치시킨 후, 총 2번의 프레스는 각각 다른 크기의 압력을 주었는데, 압착 탈수기의 압력은 Table 1과 같은 조건으로 시행하였다. 종이샘플들은 원형 수초기를 이용하여 KS M ISO 5269-1에 의거해 평량 100 g/m2로 수초지를 제작하였다.
2.2.3 물성 측정
지료의 탈수성을 평가하기 위해 TAPPI Standard T221의 방법을 이용하였으며, 다만 평량이 100 g/m2으로 표준방법보다 높은 상태에서 탈수시간(sec)을 측정하였다. 수초지는 TAPPI T 402에 의거하여 23±1℃, 상대습도 50±2%에 24시간동안 조습처리 하였으며, 조습처리된 수초지는 벌크, 밀도, 열단장(T494 om-01), 압축강도(T 826 om-13)를 측정하였다. 열단장은 MICRO350(Testrometric Co. USA)를 사용하여 측정하였고 압축강도는 L&W compression strength tester(STFI code-052)를 사용하였다.
3. 결과 및 고찰
OCC에 목분을 첨가하여 고형분의 증대를 얻기 위해서는 스페이서로 목분을 10% 이상 적용하여 벌크를 크게 늘리고, 강한 압착압력을 적용하여 OCC를 100% 사용한 종이만큼 벌크를 낮추면 그 종이의 고형분은 매우 높아지게 된다. 이 때, 열단장과 압축강도도 매우 높아지게 된다.12) 하지만 전술한 바와 같이 이와 같은 시스템을 실현할 공장이 현재는 없으므로 목분 첨가량을 10% 이하로 적용하는 방식을 택하였다. 이러한 경우 목분의 첨가에 의해 고형분이 증가하는 기작은 OCC가 압착공정에서 강한 압착압력을 받을 때, 목분이 물이 빠져나가는 공간을 확보해 줄 가능성에 달려있다고 판단되었다. 실제적으로 낮은 압착압력하에서는 목분을 포함한 종이의 고형분이 목분이 없는 종이의 고형분보다 낮다. 그것은 목분 자체에 포함된 물이 빠져나가지 못하기 때문으로 판단되었다. 하지만 약 52-53% 이상의 고형분이 이루어지기 시작하면 목분을 포함한 종이의 고형분이 목분이 없는 종이의 고형분보다 높아지기 시작하였다. 이때부터는 목분의 수분이 빠져나가며, 강한 압착압력하에서도 지층의 구조를 버텨내서 수분이동의 통로를 확보해 주기 때문으로 판단되었다. Fig. 2는 이러한 현상을 보여주고 있다. 즉, 55% 이상의 고형분 상태에서는 OCC 100% 지료보다 높은 고형분 상태를 만들어 주고 있음을 확인할 수 있었다.
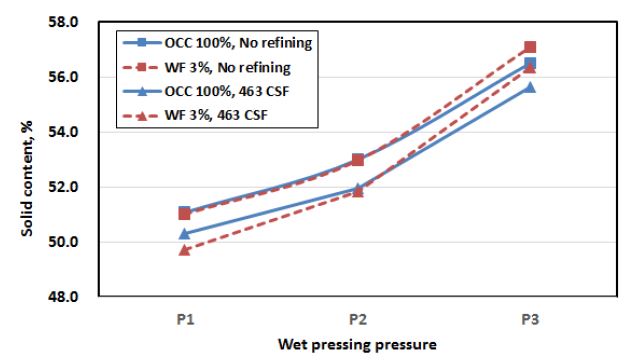
Fig. 2.
Solid content (%) of wood flour-containing OCC web after wet pressing (WF 3% : OCC containing 3% wood flour).
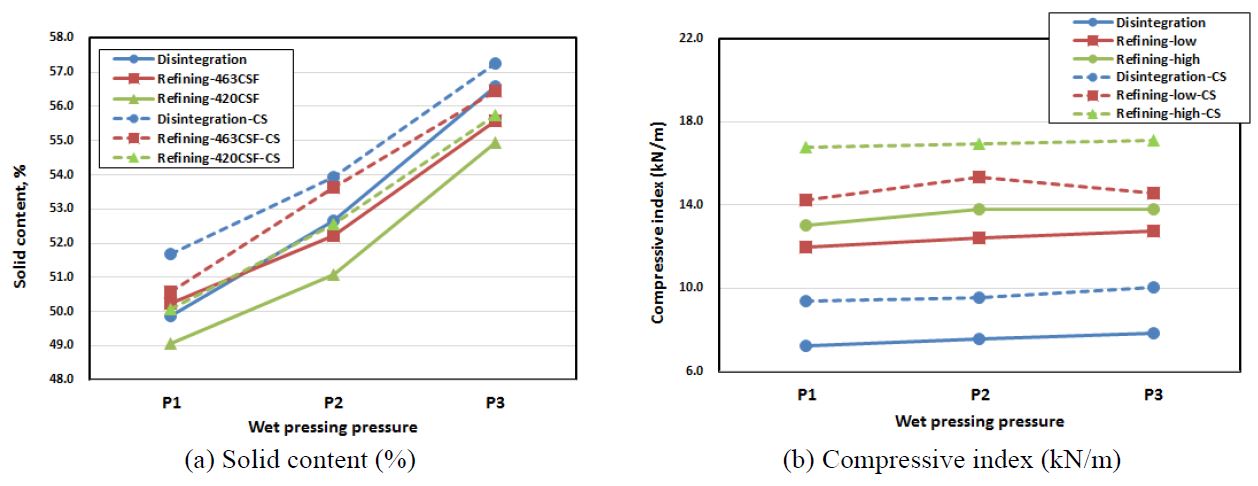
Fig. 3은 OCC에 목분을 첨가한 후, 탈수촉진제와 양이온성전분을 추가적으로 적용하였을 때 고형분의 변화를 나타내고 있다. 이 때 OCC는 Valley beater에 의해 여수도 420 mL CSF까지 고해된 것을 사용하였고, P3 압착공정을 사용한 결과이다. 실제적으로 P1과 P2의 압착공정을 적용하여도 유사한 결과가 나타났으며, OCC의 경우 해리공정만 사용한 경우와 여수도 463 mL CSF까지 고해한 지료의 경우도 Fig. 3과 유사한 결과들을 도출하였다. 그림에서 보면, 탈수촉진제와 양이온성 전분이 모두 OCC의 고형분을 높이고 있음을 볼 수 있었다. 또한 3%와 5%씩 목분을 첨가한 지료에도 탈수촉진제와 양이온성 전분이 고형분 증대를 촉진시키는 결과들을 도출하고 있었다. 특이 사항으로는 양이온성 전분만을 사용한 경우도 높은 고형분을 만들어내고 있었다.
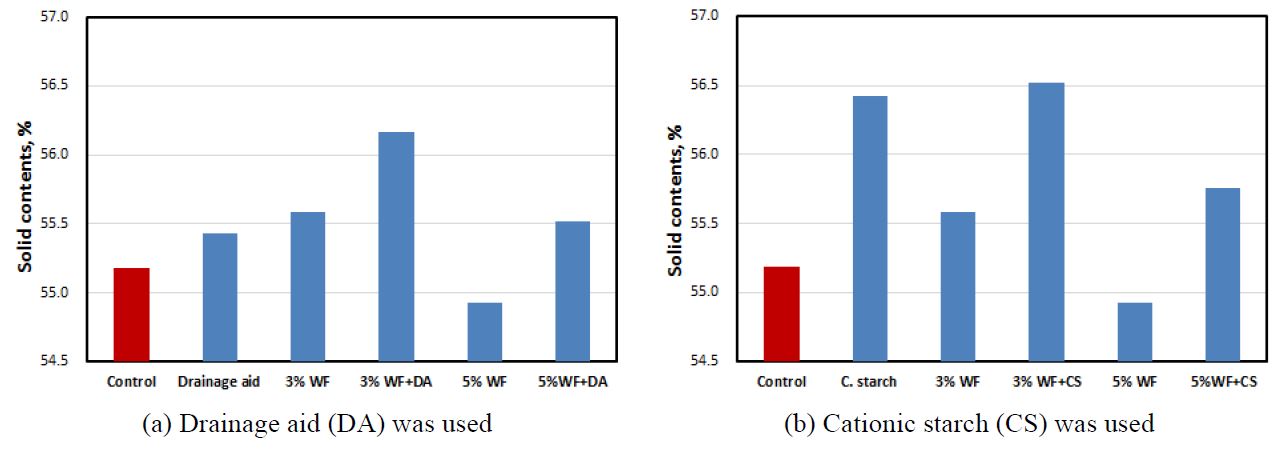
Fig. 3.
Solid content(%) of wood flour-containing OCC web after refining to 420 mL CSF and wet pressing level of P3.
Fig. 4는 P3의 압착공정과 420 mL CSF의 OCC 고해공정을 실시한 지료의 벌크를 보이고 있다. 탈수촉진제와 양이온성 전분을 첨가한 지료들은 OCC 100% 지료에 비해 벌크가 하락한 것을 볼 수 있었으며, 양이온성 전분의 경우 더 낮은 벌크를 보이고 있었다. 반면 목분을 3%, 5% 첨가한 지료들은 탈수촉진제나 양이온성 전분을 첨가하여도 여전히 높은 벌크를 유지하고 있었다.
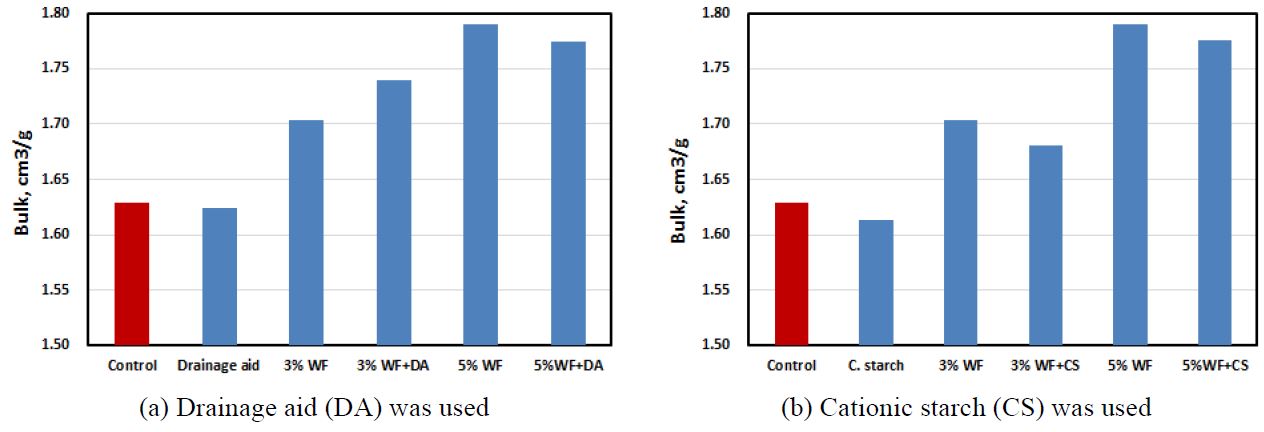
Fig. 4.
Bulk (cm3/g) of wood-flour-containing OCC web after refining to 420 mL CSF and wet pressing level of P3.
Fig. 5는 Valley beater에 의해 420 mL CSF까지 OCC 고해공정을 실시한 지료의 탈수시간을 나타내고 있다. 탈수촉진제는 분명히 탈수시간을 줄이는 효과를 보이고 있었으며, 목분의 첨가는 탈수시간을 더 줄이는데 효과적이었다. 양이온성 전분을 사용한 지료에서도 양이온성 전분에 의한 탈수시간의 감소가 크게 나타났다. 양이온성 전분은 OCC지료를 플록화시켜서 탈수 속도를 높이는 효과가 있다는 것은 알려져 있는 사실이므로 새로울 것은 없지만 탈수촉진제보다 더 빠르게 나타난 것은 양이온성 전분의 사용량과 관계가 있을 것으로 판단되었다. 즉 탈수촉진제는 지료 건조무게의 0.05%를 사용하였고, 양이온성 전분은 2%를 사용하였다. 양이온성 전분을 2% 사용할 경우 탈수시간의 현격한 감소는 Fig. 2에서 양이온성 전분에 의한 고형분의 증대에도 상당한 역할을 하였을 것으로 판단되었다. Fig. 5에서 보는 바와 같이 목분이 탈수시간을 줄이는 효과는 양이온성 전분의 경우도 분명히 나타났다.
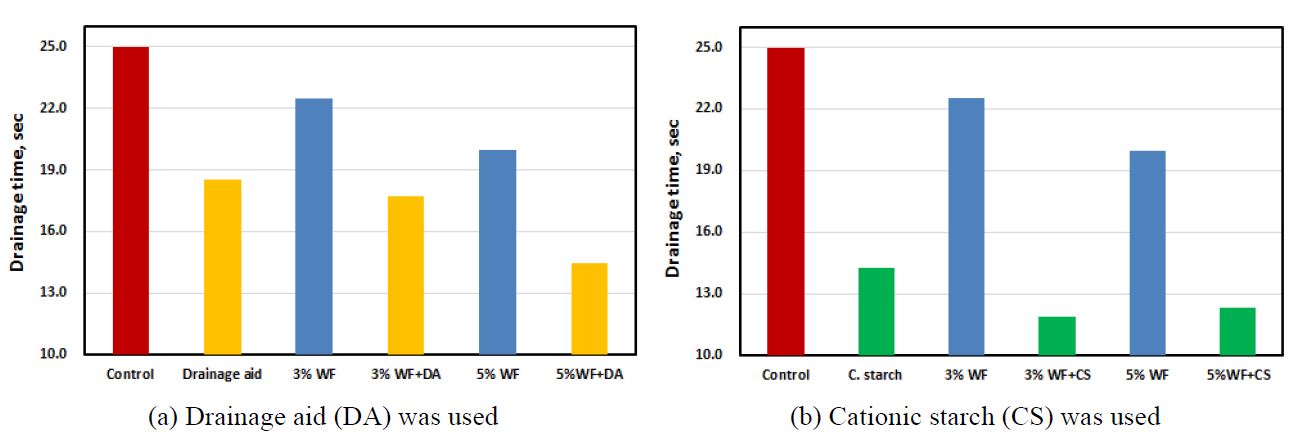
Fig. 5.
Drainage time (sec) of wood-flour-containing OCC web after refining to 420 mL CSF and wet pressing level of P3.
이와 같이 고형분과 벌크, 탈수 속도가 우수하다면 이제는 강도적 성질을 살펴보는 것이 필요하다고 판단되었다. Fig. 6은 열단장을 Fig. 7은 압축지수를 나타내고 있다. 탈수촉진제는 섬유간의 결합을 촉진시킬 아무런 기능기가 없으므로 열단장과 압축지수의 증가가 없을 것이며, Figs. 6과 7에서 그러한 현상이 그대로 나타났다. 또한 목분도 섬유간의 결합을 증진시킬 수 없기 때문에 많이 넣을수록 강도적 성질은 저하하게 될 것이다. 하지만 양이온성 전분과 함께 사용되면 목분에서 저하된 강도적 성질이 모두 회복되거나 증가된 것을 볼 수 있었다. 약 2%의 양이온성 전분의 첨가는 목분을 5%까지 사용하여도 강도적 성질에 문제가 없음을 Figs. 6과 7에서 보이고 있었다.
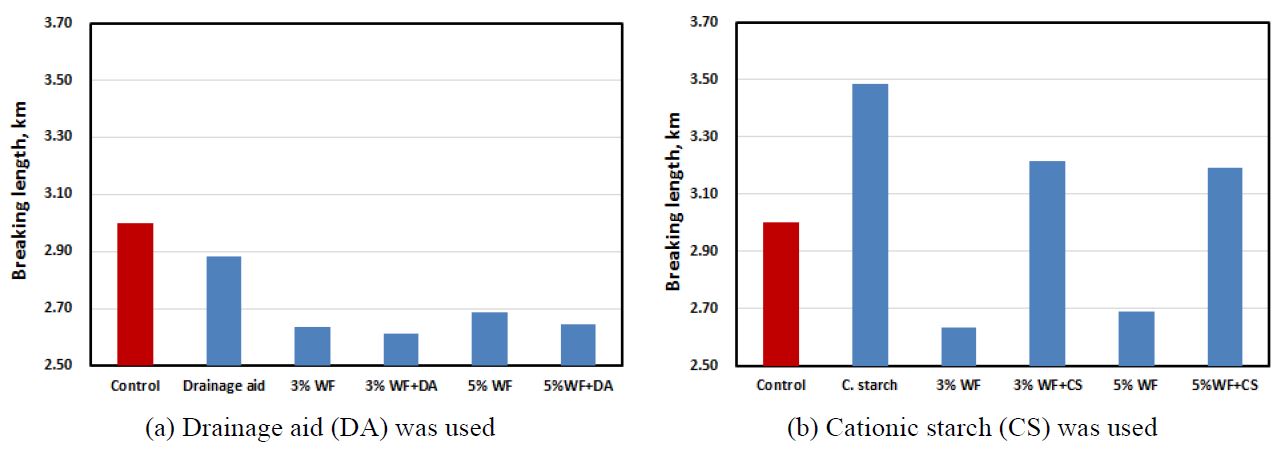
Fig. 6.
Breaking length (km) of wood-flour-containing OCC web after refining to 420 mL CSF and wet pressing level of P3.
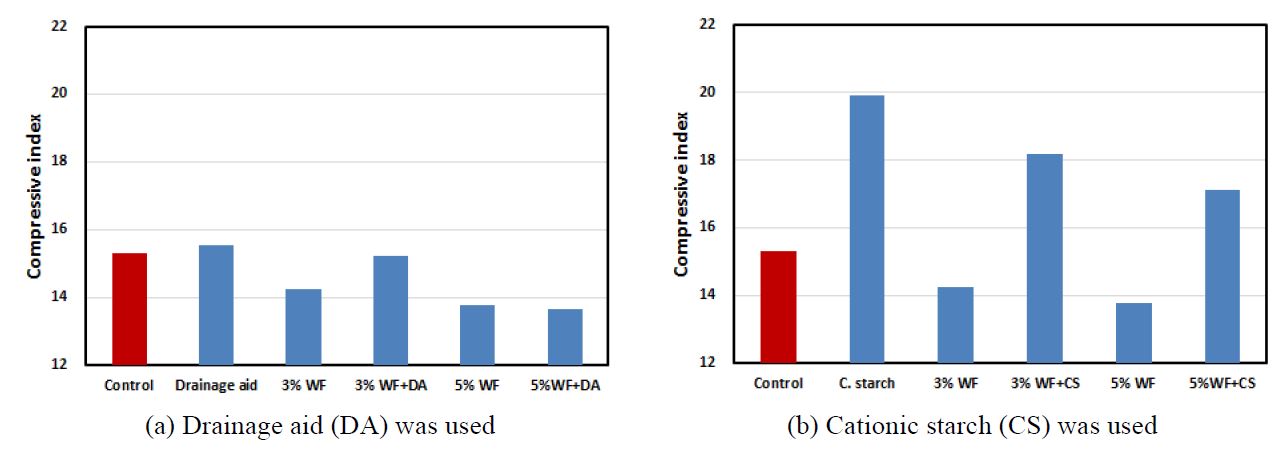
Fig. 7.
Compressive index (kN/m) of wood-flour-containing OCC web after refining to 420 mL CSF and wet pressing level of P3.
Fig. 8은 신장율의 변화를 보이고 있다. OCC를 사용하는 라이너지에서는 접힘 공정에서 외부 라이너지가 터지는 일도 생길 수 있다. 이러한 현상을 줄일 수 있는 방법으로는 라이너지의 신장율을 높이는 것이 도움이 될 수 있다. Fig. 8에서는 양이온성 전분이 신장율을 높이는데 탁월한 효과가 있음을 나타내고 있다.
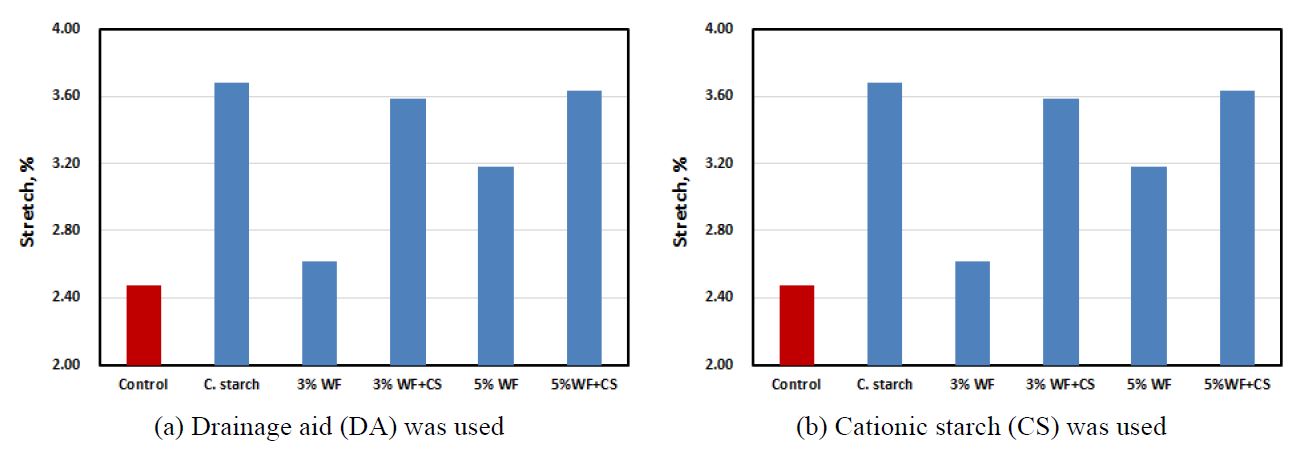
Fig. 8.
Stretch (%) of wood-flour-containing OCC web after refining to 420 mL CSF and wet pressing level of P3.
Fig. 9는 목분을 5% 넣었을 때의 압착공정의 변화에 따른 고형분과 압축지수의 변화를 보이고 있다. 고형분은 압착공정에 의해 크게 변하지만, 압축지수는 OCC의 고해여부와 강도증진제의 첨가여부에 따라 크게 변하는 것을 잘 볼 수 있었다. 따라서 OCC의 강도적 측면을 고려할 때는 가능한 고해를 많이 할 수 있는 공정을 택해야 하며, 고형분을 높이기 위해서는 압착공정에서 압력을 높일 수 있는 종이의 지층구조를 만들어 나가는 것이 필요하다는 것을 알 수 있었다.
4. 결 론
OCC의 고형분 증대를 위하여 100 메쉬 스크린을 통과한 목분을 3%와 5% 첨가하여 종이를 제조하였다. 또한 고형분 증대를 위해 탈수촉진제와 양이온성 전분도 사용하였다. 양이온성 전분은 강도 보완이라는 또 한 가지의 목적을 가지고 있었다. 연구결과를 요약하면 다음과 같다.
• OCC에 목분을 3% 첨가하는 경우, 압착공정에서 고형분이 50% 이상 증대되자 동일 압력에서 OCC 100% 지료보다 고형분이 추가적으로 높아지기 시작하였다. 즉 고형분이 높은 상태에서부터 목분은 고형분 증대효과를 발휘하기 시작하였다.
• 탈수촉진제와 양이온성 전분은 모두 고형분 증대에 우수하였으며, 목분을 넣는 경우에도 추가적인 고형분 증대를 만들어내었다.
• 탈수촉진제는 강도적 성질이나 신장율의 증대에는 기여하지 못하였으나, 양이온성 전분은 강도적 성질과 신장율에 있어서 모두 우수한 특성을 나타내었다.
• 벌크의 경우 탈수촉진제나 양이온성 전분 모두 OCC의 벌크를 감소시키는 경향이 있었다. 목분과 함께 탈수촉진제나 양이온성 전분의 사용은 오히려 벌크의 증가를 가져왔다.
• 압축지수의 증대는 고해와 강도증진제의 역할이 크게 작용하였으며, 고형분증대의 경우 압착공정에서의 압력과 목분과 전분 등의 첨가물의 존재가 가장 중요한 요소가 되었다.
