

1. Introduction
1.1 Overview of the refining process
1.2 Technical and economic significance of refining
2. Refining Mechanisms and Their Effects on Fiber Properties
2.1 Pre-treatment: Repulping and deflaking
2.2 Dynamic mechanism of refining within the plate gap
2.3 Process optimization and energy management
2.4 Fiber-level structural development
2.5 Direct observation of microstructural changes
2.6 Property evolution and trade-offs
3. Types and Structural Characteristics of Refiners
3.1 Conical refiners
3.2 Disc refiners
3.3 Comparative analysis of disc and conical refiners
4. Refiner Plates
4.1 Manufacturing process of refiner plates
4.2 Limitations of conventional cast refiner plates
4.3 Advanced technology: Vertical bar plates
4.4 Material composition and metallurgy of refiner plates
5. Conclusions
1. Introduction
1.1 Overview of the refining process
The primary raw material for papermaking is pulp, which consists of cellulose fibers extracted mainly from wood. Initially, pulp fibers obtained after pulping exhibit a rigid, thick-walled structure that preserves their original wood morphology, particularly the primary and secondary walls [1]. As observed in the environmental scanning electron microscopy (ESEM) image in Fig. 1a, these unrefined (disintegrated) fibers exhibit a smooth surface morphology and a highly rigid, intact cell wall structure. In this natural, hydrated state, the fibers exhibit limited swelling and lack the conformability required for effective paper formation. Such rigid fibers cannot achieve sufficient contact area with one another, resulting in weak inter-fiber bonding and low-quality paper with poor strength.
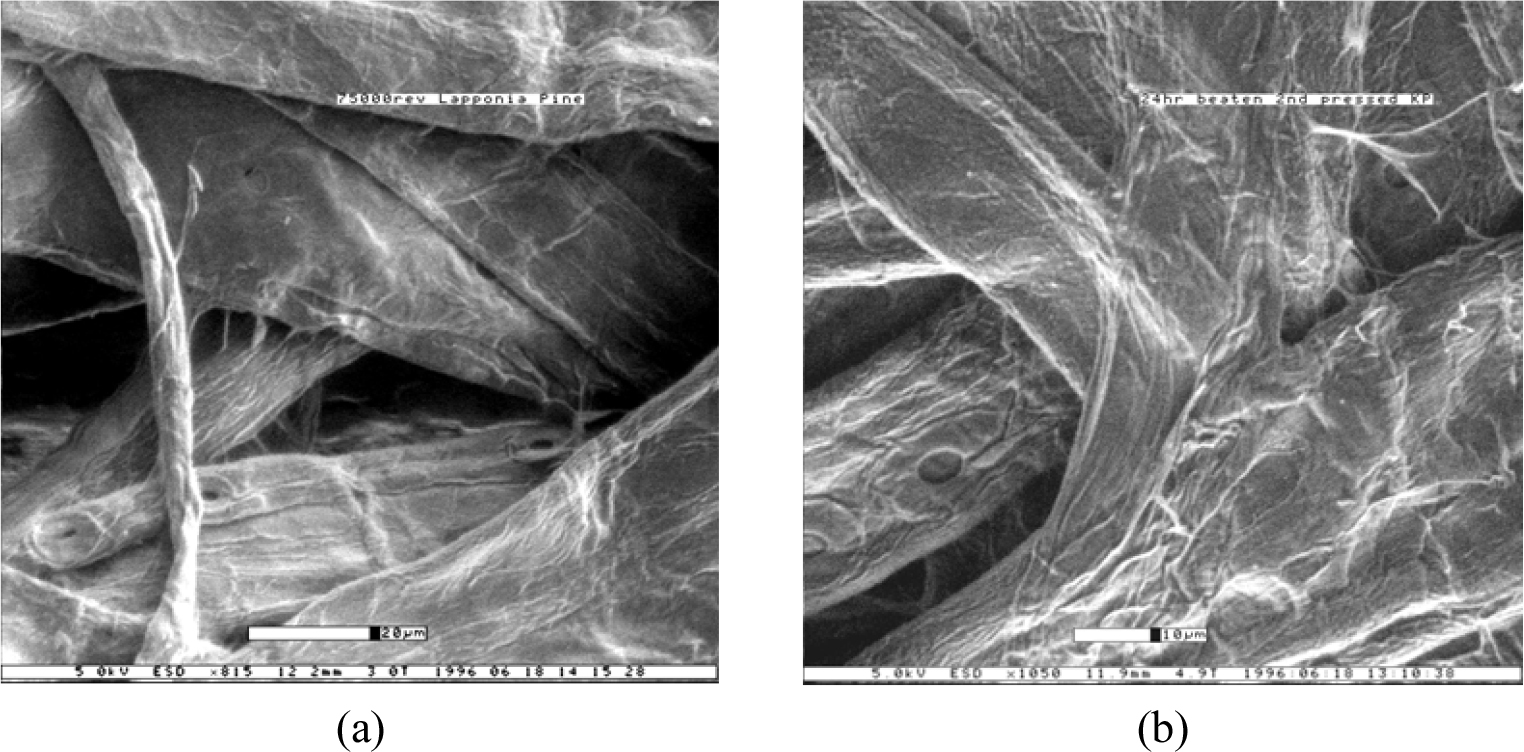
To overcome these limitations, an artificial mechanical treatment known as refining is essential to modify pulp fibers into a flexible, bond-friendly state. The impact of this treatment is clearly evident in the ESEM image in Fig. 1b, which captures the fibers in their wet state after refining. The image reveals a significant structural transformation, with the previously smooth surface replaced by extensive external fibrillation and structural loosening [1,2,3,4,5].
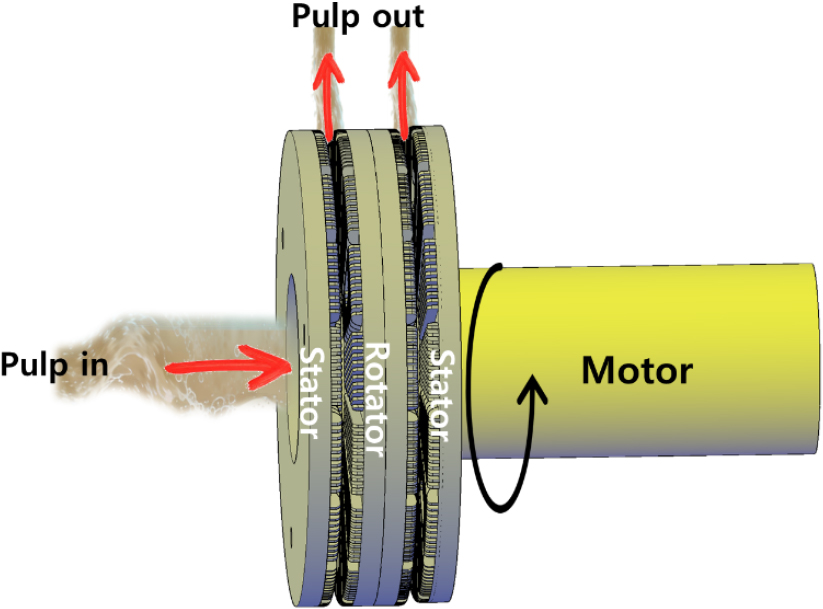
This process typically uses specialized equipment, such as disk or conical refiners. These devices operate by passing a pulp fiber suspension through a narrow gap—precisely adjusted between 50 to 300 mm—between a stationary plate (stator) and a rotating plate (rotor) [6], as shown in the schematic diagram in Fig. 2. This action applies repeated mechanical impacts and frictional forces to the fibers, effectively breaking down the rigid wall structure to enhance the flexibility and bonding potential necessary for a strong paper network [6,7].
1.2 Technical and economic significance of refining
Refining is a pivotal stage in the papermaking process that determines the final quality of the paper. Its significance extends beyond mere fiber modification, directly influencing the product’s physical and functional characteristics, as well as the overall operational efficiency and sustainability of the production line.
1.2.1 Optimization of physical and functional properties
The primary technical role of refining is to optimize the paper’s physical properties by transforming the internal and external structures of pulp fibers. This mechanical treatment enhances inter-fiber bonding through fibrillation, which increases the specific surface area available for hydrogen bonding [8,9,10,11,12,13]. Consequently, the paper’s strength and durability are significantly improved, which is essential for minimizing structural failures during high-speed printing or converting processes.
By precisely adjusting refining intensity and conditions, manufacturers can control fiber length and flexibility, thereby ensuring the final product meets rigorous target quality standards [12].
Furthermore, refining enhances the paper’s functional suitability. Increasing fiber conformability creates a smoother and more uniform surface, which drastically improves printability [1,6]. This ensures that text and images are reproduced with high clarity and sharpness. In high-end printing and packaging grades, where both surface smoothness and structural strength are required simultaneously, refining is the critical process for balancing these often-competing demands.
1.2.2 Process stability and production efficiency
Refining is indispensable for ensuring the stability and efficiency of the entire papermaking operation. Precision in this stage is vital, as errors in refining can lead to severe downstream issues. For instance, excessive fiber shortening (cutting) caused by improper refining increases the likelihood of paper breaks (web breaks) on the machine. Moreover, over-refining often leads to drainage resistance on the wire, necessitating higher energy consumption in the drying section and reducing overall production speed [14]. Therefore, refining is not merely a fiber-processing step but a strategic element for the successful and stable operation of the entire manufacturing system.
1.2.3 Economic Impact: Energy consumption and cost efficiency
From both economic and environmental perspectives, refining plays a crucial role due to its high energy intensity. It is widely recognized as one of the most power-consuming stages in the papermaking process. As shown in Fig. 3, for wood-free paper production, if the total electrical energy for stock preparation is approximately 278 kWh per ton, refining alone accounts for roughly 71.0% of that consumption [15].
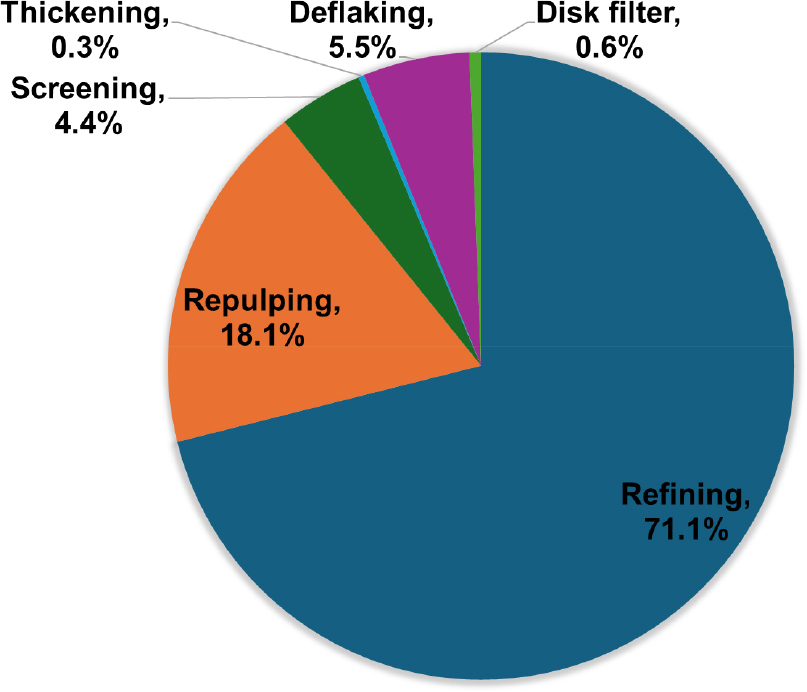
Fig. 3.
Distribution of electrical energy consumption in the stock preparation process for wood-free paper [14].
This disproportionately high energy demand suggests that optimizing refining conditions and equipment is directly linked to reducing production costs and improving energy efficiency. Improving the energy efficiency of refiners is, therefore, a key factor in enhancing the industrial sustainability of the paper sector.
In summary, the significance of refining lies in its enhancement of quality, energy conservation, and cost-effectiveness, making it a cornerstone of modern papermaking technology.
2. Refining Mechanisms and Their Effects on Fiber Properties
2.1 Pre-treatment: Repulping and deflaking
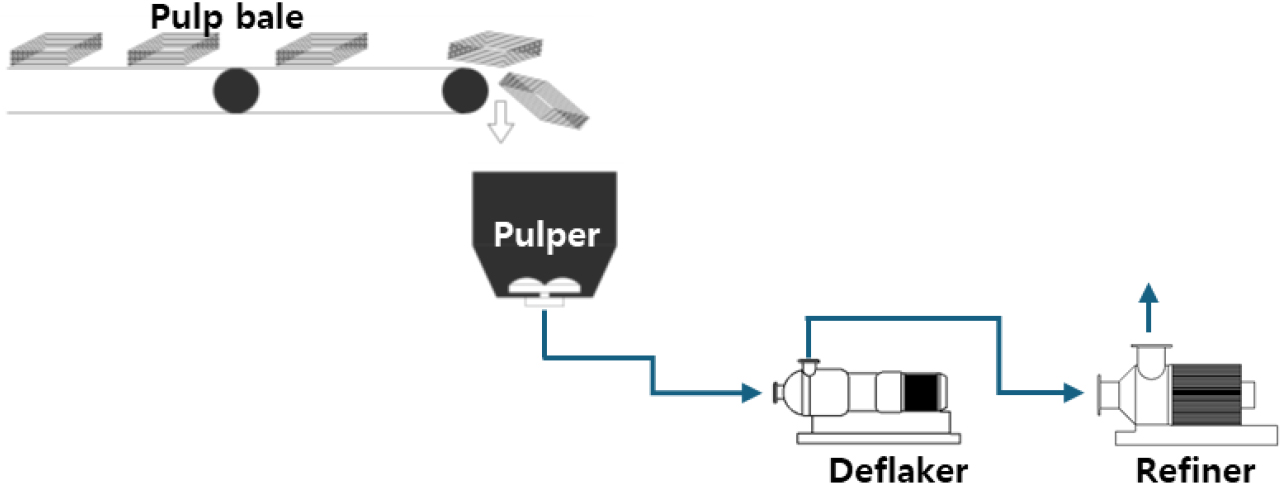
Since most pulp is supplied in compressed bales, it must undergo disintegration before refining to ensure uniform treatment. The first stage involves using a pulper, where shear forces and hydrodynamic flow separate the bales into individual fibers. If the fibers are not completely disintegrated, they remain as “flakes” within the slurry. As illustrated in Fig. 4, these flakes are subsequently processed through a deflaker, which applies additional shear and impact to ensure complete fiber separation. Achieving high dispersion uniformity at this stage is a prerequisite for consistent mechanical treatment during refining, which directly impacts energy efficiency and minimizes the risk of web breaks during paper production [1,5,6].
2.2 Dynamic mechanism of refining within the plate gap
The refining process is a sophisticated mechanical-hydrological modification that occurs within the narrow gap (50–300 µm) between the rotor and stator plates. As the pulp slurry, typically adjusted to a consistency of 3–5%, passes through the refiner, individual fibers undergo a cyclic four-stage mechanical treatment (Fig. 5) [7,8,13,14,15].
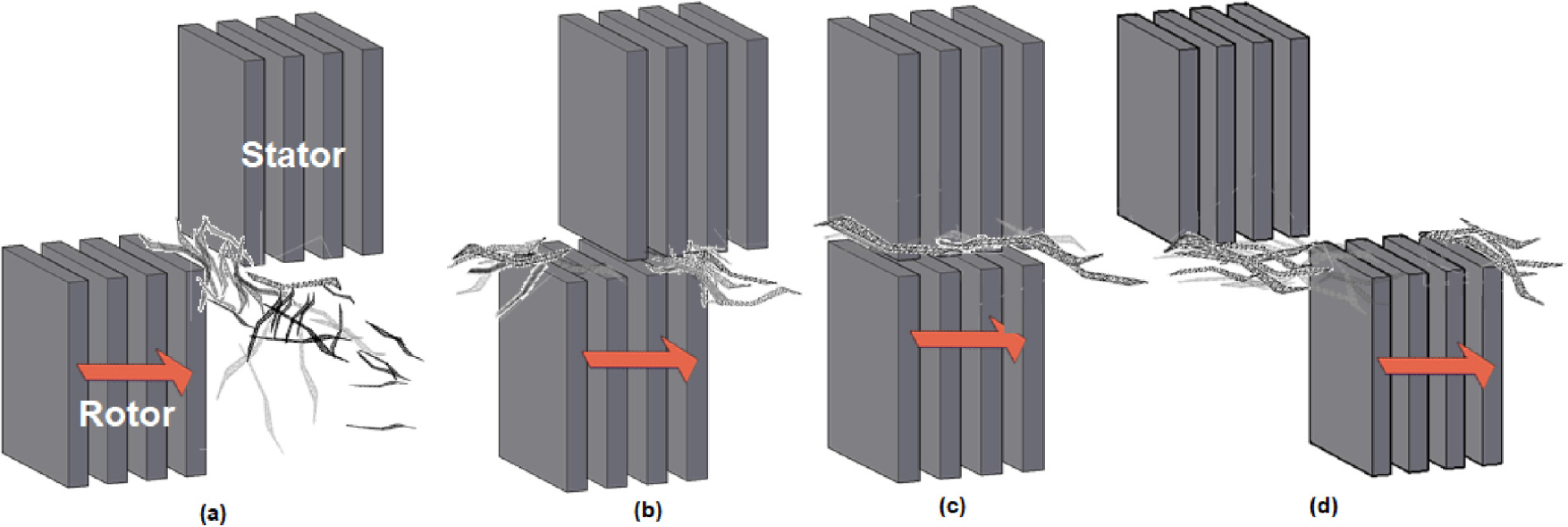
• Stage 1: Fiber capture and alignment (Fig. 5a) Fibers entering the grooves are captured by the leading edges of the rotor bars. The initial orientation and distribution of fibers during this stage are critical, as they dictate the type of stress subsequently applied. Uniform fiber pickup is essential for achieving homogeneous refining results across the entire stock.
• Stage 2: Primary impact against fiber staples (Fig. 5b) As the rotor and stator bar edges cross, fibers experience sharp localized impacts. This stage is the primary determinant of refining intensity. While appropriate impact levels promote effective surface modification, excessive force at this point can lead to irreversible fiber shortening (cutting), as shown in Fig. 6. The magnitude of this impact is determined by operational variables, including bar geometry, rotational speed, and plate clearance.
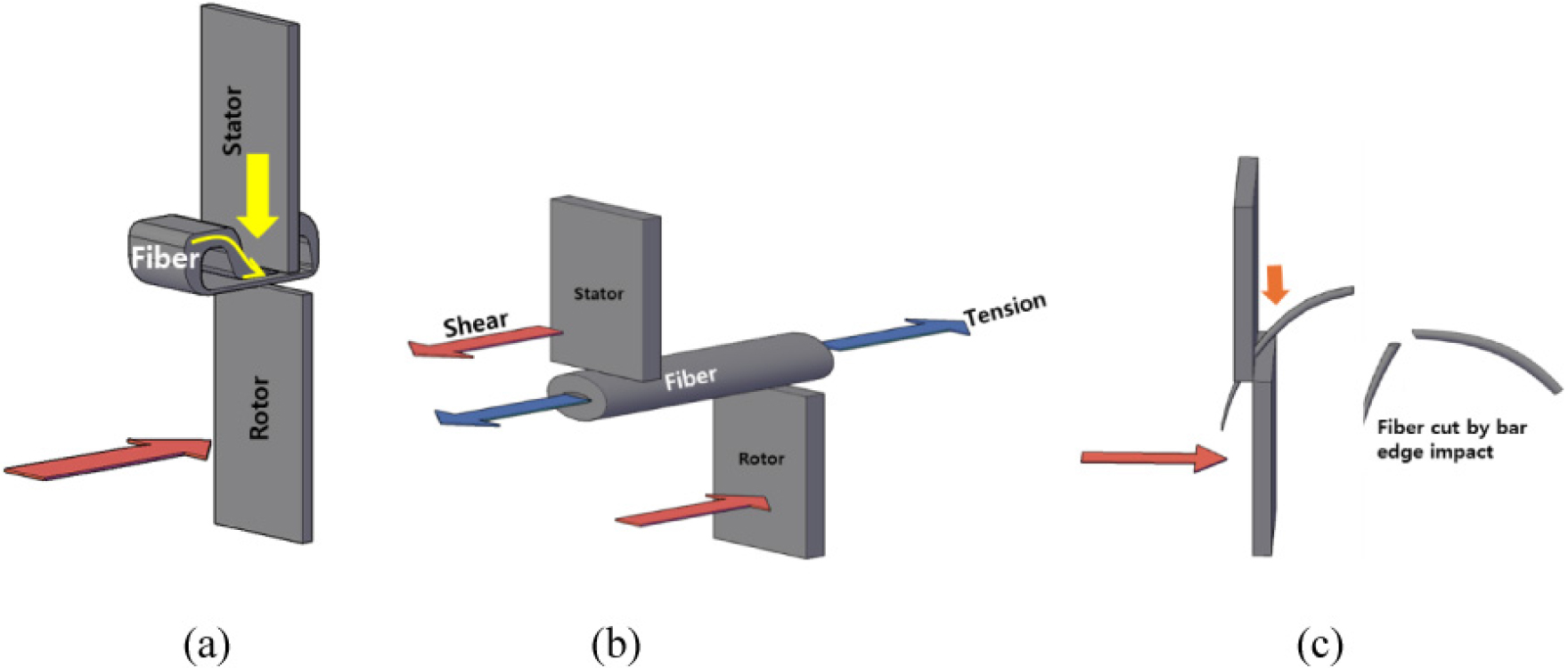
Fig. 6.
Refining mechanics: types of forces acting on fibers: (a) Bending and compression: Mechanical deformation of fibers between bar surfaces, (b) Shear and tension: Elongation and surface peeling caused by relative motion, and (c) Fiber cutting by bar edge impact: Shortening of fiber length due to direct contact with bar edges [5,14].
• Stage 3: Multi-directional stress application (Fig. 5c) While being compressed between the bar surfaces, fibers are subjected to repeated cycles of compression, shear, tension, and bending. These combined stresses induce both internal and external fibrillation. This leads to the delamination of the fiber wall and increased hydration, which enhances the fiber’s flexibility and bonding potential (Fig. 6).
• Stage 4: Relaxation and rehydration (Fig. 5d) As the rotor bar moves past the stator bar, the mechanical stress is momentarily released. During this relaxation phase, water is reabsorbed into the loosened fiber wall structure, causing temporary swelling. The cumulative effect of these repeated stress-relaxation-rehydration cycles completes the structural modification of the fiber.
2.3 Process optimization and energy management
The cumulative effect of high-frequency mechanical cycles is managed through two key industrial parameters that define the refining process: Specific Refining Energy (SRE) and Refining Intensity, typically expressed as Specific Edge Load (SEL) [7,8,9,10,11,12,13,14,15].
• Specific Refining Energy (SRE, kWh/t) represents the net energy applied to a unit mass of fibers. It is a quantitative measure of the total mechanical work performed on the pulp, calculated by dividing the net refining power (total power minus no-load power) by the dry mass flow rate of the fibers. SRE serves as the primary indicator for the overall degree of refining and is directly correlated with the development of fiber bonding and paper strength [7,9,11].
• Refining Intensity (SEL, J/m) characterizes the energy delivered per single impact, specifically representing the amount of energy applied per unit length of the refiner bar edges. While SRE determines “how much” work is done, SEL defines “how” that energy is applied—whether through many gentle impacts (low intensity) or fewer harsh impacts (high intensity) [10,12,14]. Lower SEL values are generally preferred for preserving fiber length and promoting fibrillation, whereas higher SEL values can lead to significant fiber cutting and fines generation [8,15].
By balancing these indicators, manufacturers can optimize paper properties for specific end-uses. For instance, wood-free printing paper production requires maximizing tensile strength and smoothness while minimizing drainage resistance and bulk loss. Consequently, maintaining the efficiency of preceding stages—such as repulping and deflaking—alongside optimizing refiner operating conditions is an indispensable strategy for balancing energy efficiency with superior product quality [7,8,9,10,11,12,13,14,15].
2.4 Fiber-level structural development
The mechanical energy applied during refining induces four primary morphological changes in pulp fibers: internal fibrillation, external fibrillation, fiber shortening, and fines generation (Fig. 7). These transformations are driven by the complex combination of compressive, shear, tensile, and bending forces acting between the refiner plates (Fig. 6) [8,14,15].
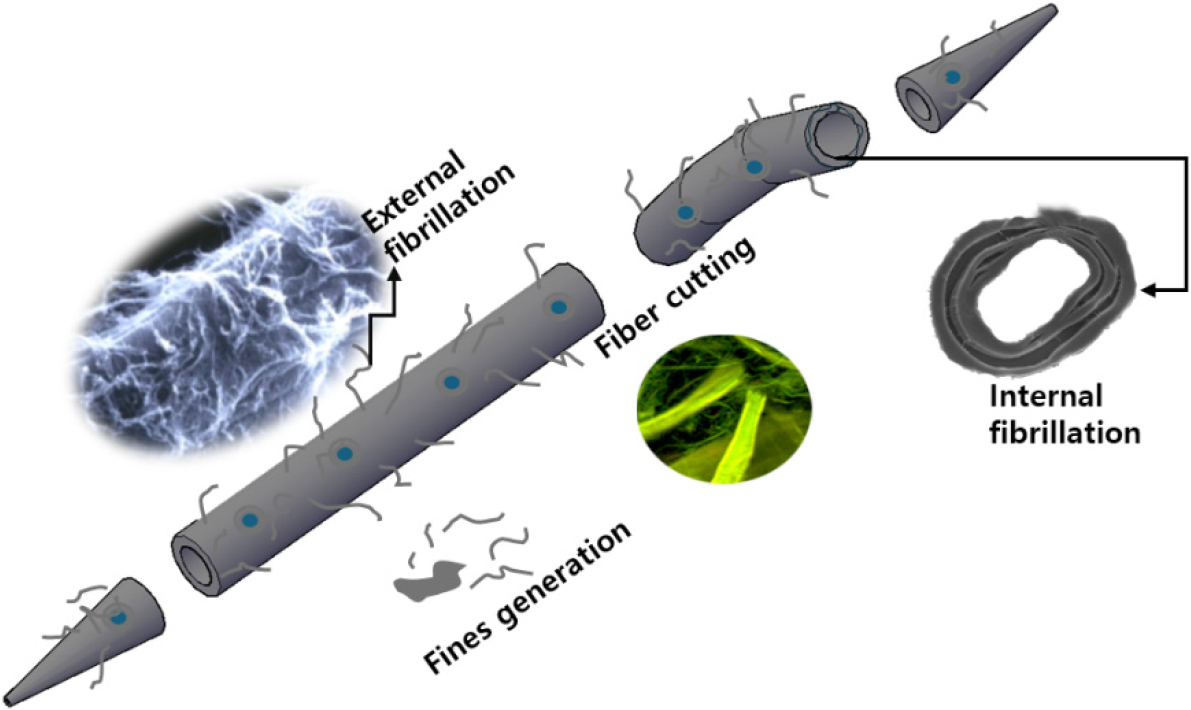
• Internal fibrillation (delamination): Within the fiber wall, compressive and bending forces expand sub-micron voids, weakening lamella interfaces and increasing fiber flexibility and collapsibility (Figs. 6a and 7). As a result, fibers flatten more effectively during sheet consolidation, enlarging the relative bonded area (RBA) and strengthening interfiber hydrogen bonding. This leads to a significant improvement in bonding-controlled properties such as tensile strength, burst strength, and folding endurance [6,10,12,13,16,17].
• External fibrillation: Bar-edge shear forces liberate micro-fibrils from the fiber surface, augmenting mechanical interlocking and providing additional chemical bonding sites (Figs. 6b and 7). While moderate external fibrillation improves bonding and formation, over-refining transforms these protrusions into secondary fines. This leads to increased filtrate solids, reduced drainage rates, and potential losses in bulk and light-scattering properties [1,2,5,6,10,12,13,16].
• Fiber shortening/cutting: Impacts at the bar’s leading edges, combined with tensile actions, can cause the fibers to shorten (Figs. 6c and 7). Within limited ranges, this ‘trimming’ effect reduces fiber curl and kink while improving sheet formation through better fiber distribution and reduced flocculation tendencies. This can enhance bonding efficiency for certain grades. However, excessive shortening significantly reduces the average fiber length and impairs the network’s resistance to crack propagation (tear strength) and machine runnability [4,5,6,10,12,13,16].
• Fines generation: Fines are generated as byproducts of external fibrillation or as fragments from the fiber wall due to intense bar impact and shear (Figs. 6b, c, and 7). Although a controlled amount of fines can improve surface smoothness and bonding, disproportionate fines levels hinder drainage, increase drying energy requirements, and diminish sheet bulk [1,2,5,6,10,12,13,16].
2.5 Direct observation of microstructural changes
To intuitively grasp the fundamental effects of refining, direct visual characterization is highly effective as it provides a bridge between mechanical energy application and actual physical transformations. In particular, utilizing confocal laser scanning microscopy (CLSM), ESEM, and Cryo-SEM offers a distinct advantage by allowing the observation of fibers in their wet or near-native state. Unlike conventional SEM, which requires destructive drying processes that cause fiber shrinkage and structural collapse, these techniques enable an in-situ view of fibers, which is crucial for accurately assessing the degree of swelling and fibrillation as they occur during the papermaking process.
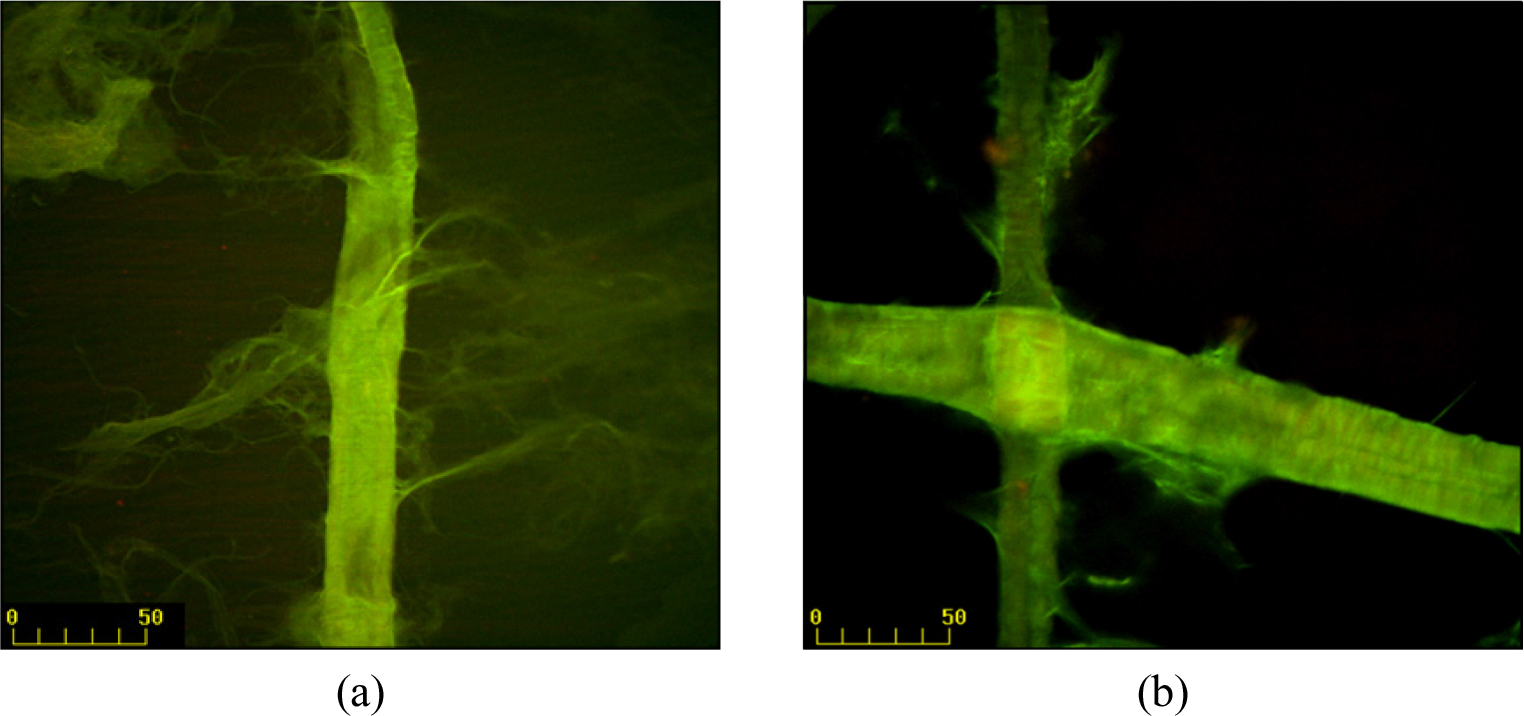
As visualized in Fig. 8, the transition from rigid individual fibers to a cohesive network is clearly marked by morphological developments captured in the wet state via CLSM. Fig. 8a primarily illustrates external fibrillation, where the peeling and protrusion of fine fibrils from the fiber surface are clearly observed. The ability to view these fibrils in a hydrated state is significant, as it confirms their tendency to extend and maximize specific surface area, thereby facilitating mechanical interlocking. Furthermore, Fig. 8b demonstrates the combined effect of internal and external fibrillation on inter-fiber bonding. In this wet-state image, the loosening of the internal fiber wall (internal fibrillation) is evident, enhancing fiber flexibility and conformability, allowing the fibers to flatten and adapt to one another at crossover points. This synergistic transformation maximizes the RBA and bonding potential between the fibrillated fibers.
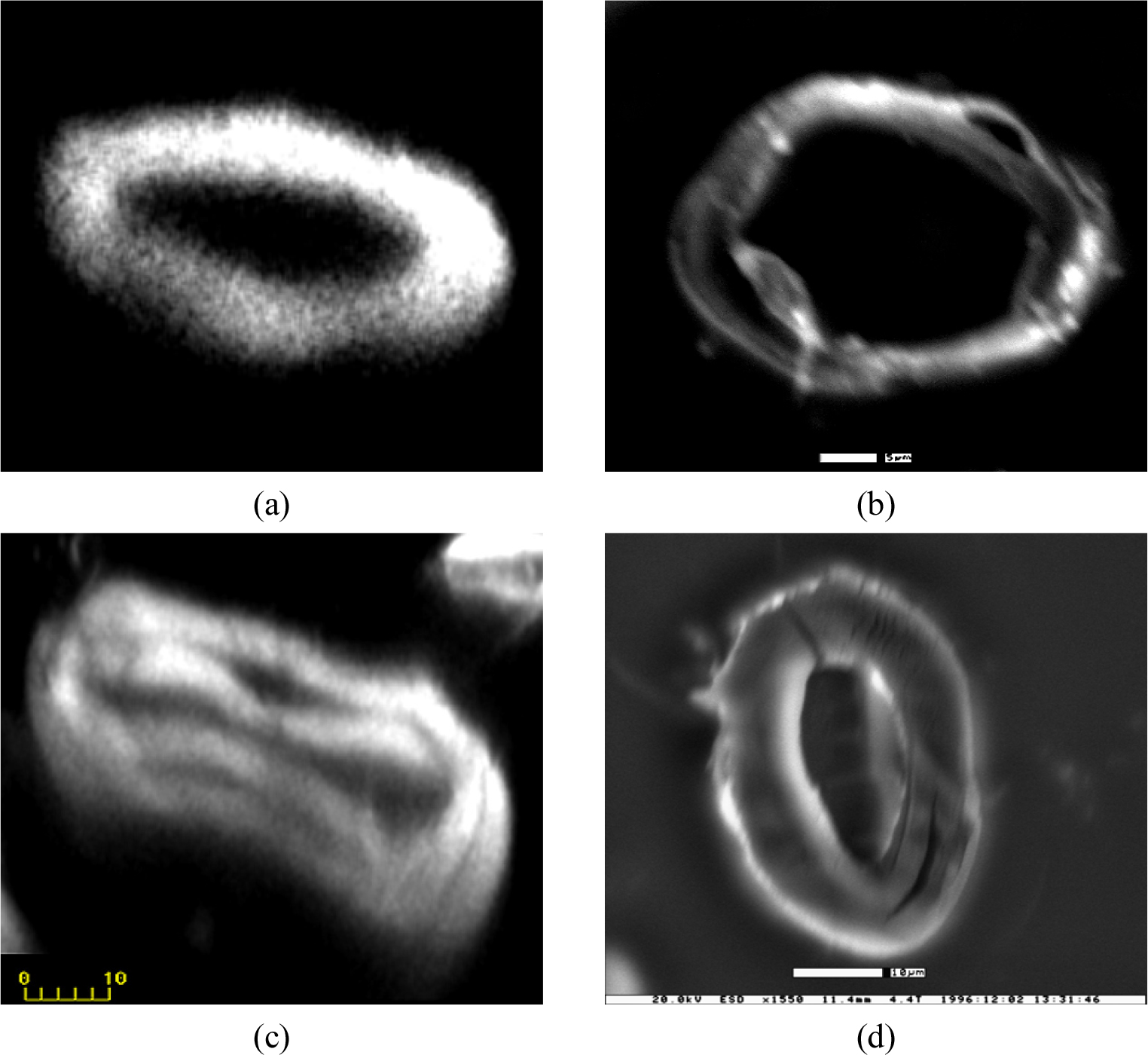
The efficacy of these advanced microscopy techniques is further validated when comparing fiber cross-sections before and after treatment (Fig. 9). Both CLSM and ESEM images in Fig. 9a and b clearly show the state of disintegrated fibers, characterized by relatively thick, intact walls and open lumens with minimal delamination in their hydrated state. In contrast, the CLSM and ESEM views in Fig. 9c and d reveal the dramatic microstructural changes induced by refining, such as significant layer separation and microcracks. These cross-sectional observations, captured without drying-induced artifacts, confirm that refining-induced delamination promotes water penetration and fiber collapse in the water-saturated state, which are decisive factors for the final strength and functional properties of the paper product.
2.6 Property evolution and trade-offs
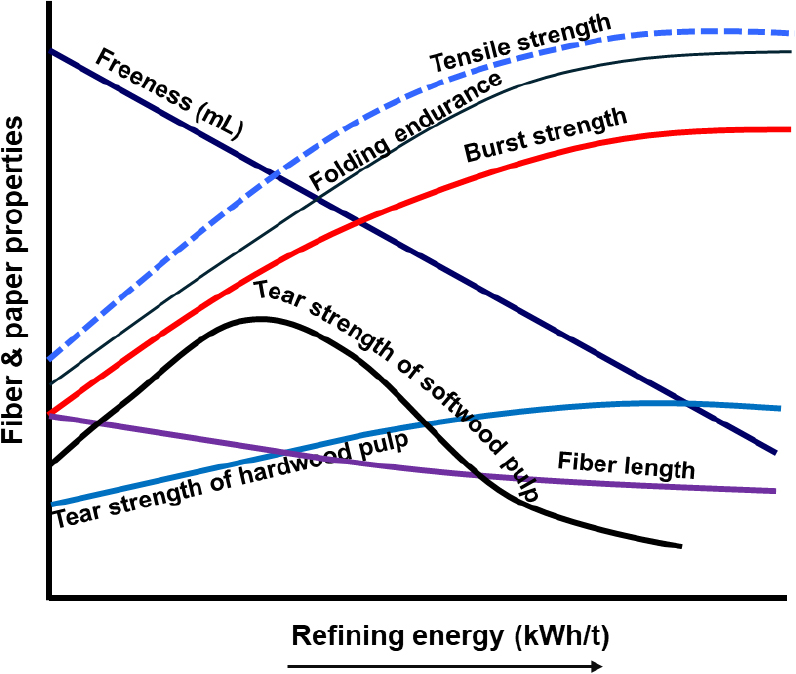
Refining generally reduces freeness (mL CSF) as the fiber surface becomes more developed and fines increase, which expands the bonding area and raises tensile strength, burst strength, and folding endurance, while concurrently lowering the drainage rate and potentially reducing sheet bulk (Fig. 10). Early-stage refining with coarse bar patterns effectively increases initial bonding strength through controlled external fibrillation and some shortening; however, excessive cutting eventually degrades the tear resistance [1,5,6,7,8,9,10,12]. This degradation is particularly evident in softwood pulp, where tear strength initially increases with bonding but subsequently declines due to fiber shortening. Conversely, hardwood pulp, characterized by shorter fibers and thinner cell walls, is typically processed with fine bar patterns. This approach suppresses cutting and promotes fibrillation and surface development, improving formation and smoothness. As a result, hardwood pulp shows a continuous increase in tear strength during refining, as the enhancement in inter-fiber bonding outweighs the minimal loss in fiber length [1,5,6,10,21].
3. Types and Structural Characteristics of Refiners
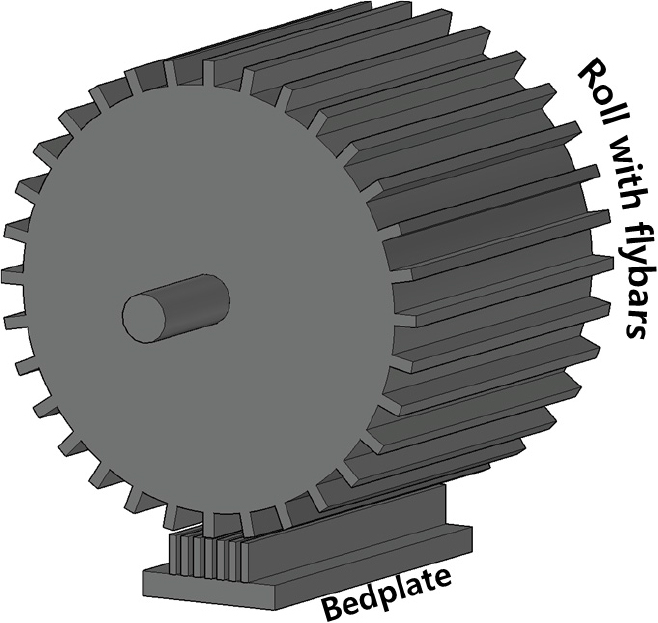
Early refining devices, such as the Hollander beater (Fig. 11), were batch-type systems developed in the 17th century to replace manual beating [1]. These beaters circulated pulp suspension and applied mechanical impacts between a rotating roll and a stationary bedplate. Although they improved efficiency, their batch nature limited large-scale production. Today, laboratory refiners, such as the Valley beater, are used for standard tests and small-scale applications [1]. With industrial expansion, continuous refiners—classified as disc or conical types based on plate geometry—were introduced. These refiners pass pulp slurry between rotating and stationary plates, applying mechanical impacts and friction to induce fibrillation and cutting [1,8,11]. Plate design and operating conditions strongly influence fiber treatment, affecting paper strength and surface properties. Leading manufacturers such as Andritz, Valmet, Voith, and Aikawa supply high-performance refiners and components, with recent developments focusing on energy savings and maintenance efficiency [5,12,16,17,18]. Such advancements have positioned refining as a high-value process in modern papermaking.
3.1 Conical refiners
Refining evolved from batch to continuous systems to meet industrial demands for efficiency and consistency. The Jordan conical refiner (Fig. 12a), patented in 1858, featured a shallow taper angle (~10°) and was effective for cutting long, non-woody fibers. However, limitations in plate replacement, low throughput, and poor suitability for hardwood pulps led to the Claflin design (Fig. 12b), which increased the taper angle to 30°, thereby improving refining efficiency to ~80%, compared to 50% for the Jordan design [1,6,16,22].
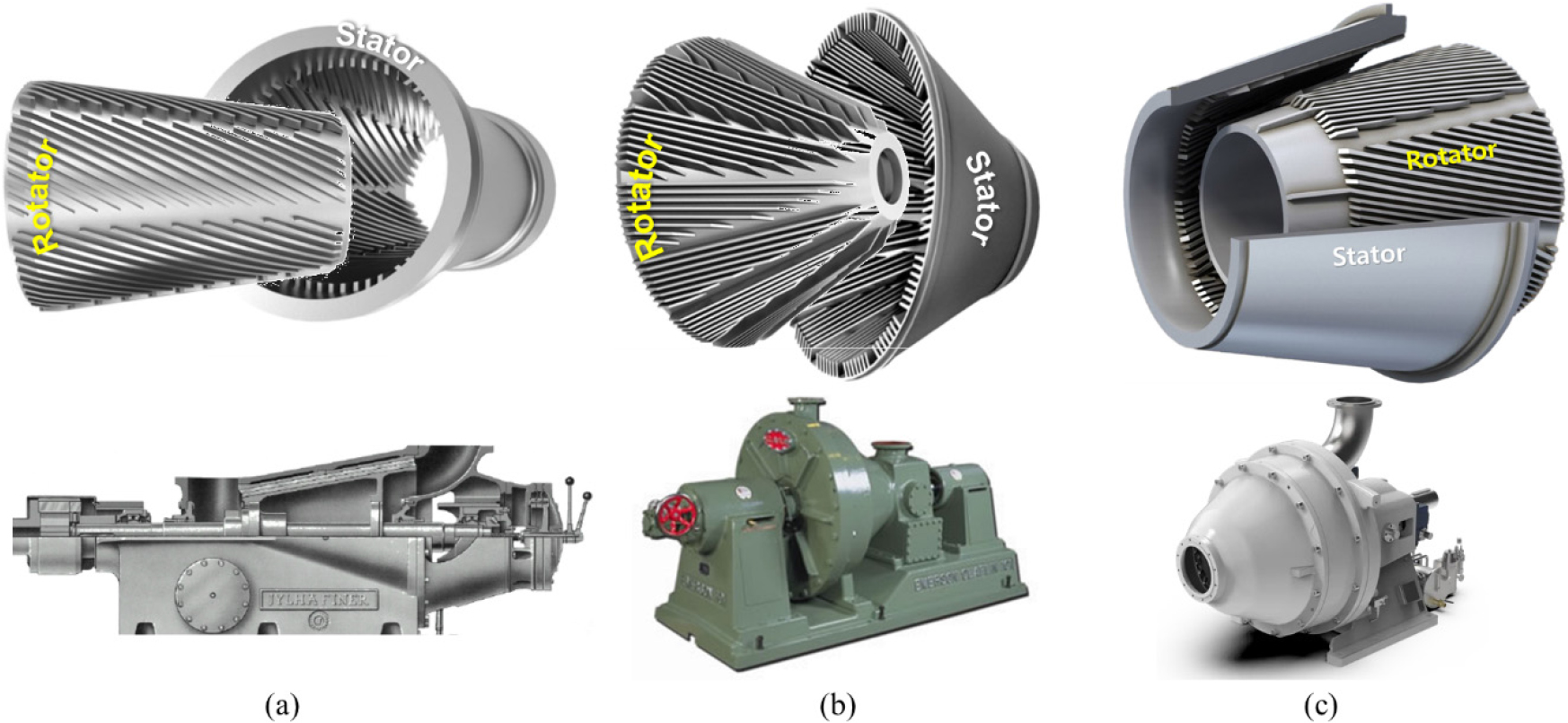
In the 1980s, the Conflo refiner (Fig. 12c) modernized the concept by incorporating a 20° angle, which enabled low-intensity refining to minimize fiber damage, and featured split-shell casings for easier plate maintenance [16].
Recent energy-efficient refiners have achieved up to 30% savings by addressing two major sources of waste: hydraulic friction and uneven fiber treatment. These advancements are characterized by a shift from turbulent, random refining to highly controlled, targeted flow paths.
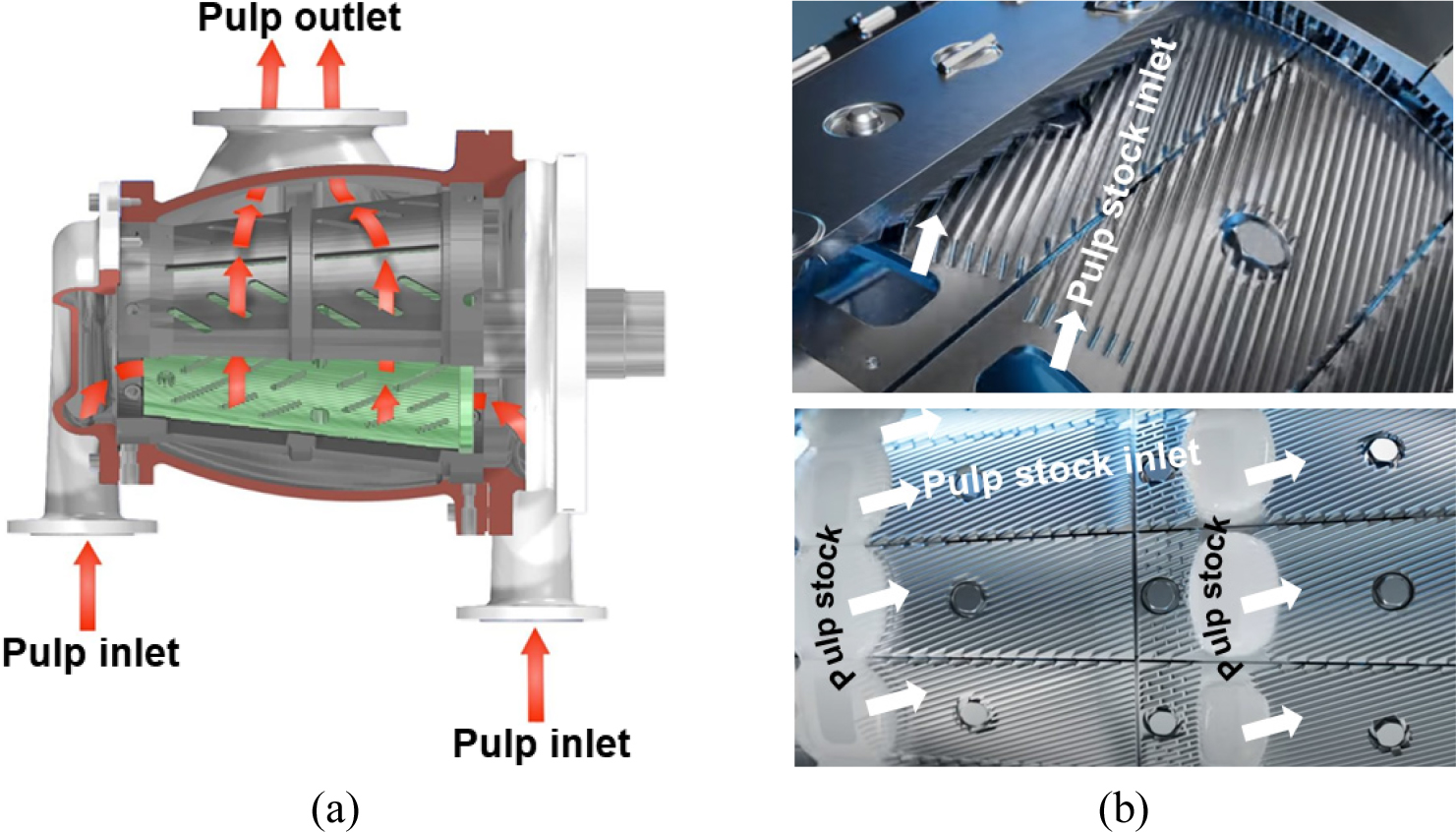
The flow-through design found in the latest OptiFiner Pro series (Fig. 13a)—and the next-generation Conflo L models—ensures that pulp enters directly through the plate grooves, eliminating “dead zones” where energy is traditionally lost to internal recirculation. Similarly, systems like the TrueFlow® (Fig. 13b) utilize zero-bypass geometry to force 100% of the fibers through the refining zone. This maximizes “net power” for fiber development while drastically reducing “no-load” energy—the electricity wasted simply to overcome fluid drag. By distributing mechanical stress uniformly, these recent technologies reach target pulp properties faster and without cutting fibers, allowing mills to operate at a significantly lower specific energy consumption (SEC).
3.2 Disc refiners
Disc refiners play a critical role in papermaking by mechanically modifying the microstructure of pulp fibers to achieve desired properties, such as strength, smoothness, and printability. The system consists of a rotating plate (rotor) and a stationary plate (stator) separated by a controlled gap. As the pulp suspension passes through the refining zone, fibers experience cyclic compression, shear, tension, and bending stresses, promoting internal fibrillation (delamination and swelling) and external fibrillation (surface hairiness), which enhance hydrogen bonding during sheet formation [6,13,14,17].
Introduced in the early 1960s to overcome limitations of conical refiners, disc refiners provide higher throughput and more uniform fiber treatment. Unlike conical designs, which often cause excessive fiber cutting and have hydraulic constraints, disc refiners utilize a circular plate area to distribute pulp across a wider refining zone. Centrifugal forces assist flow control, while segment-based bar patterns enable easier maintenance and specialized refining [1,6,14,15].
Two main configurations exist:
• Single Disc Refiner: One rotor facing one stator, forming a single refining zone. This simple design is easy to operate and maintain, suitable for medium-scale lines or thermomechanical pulp (TMP) pre-treatment (Fig. 14a).
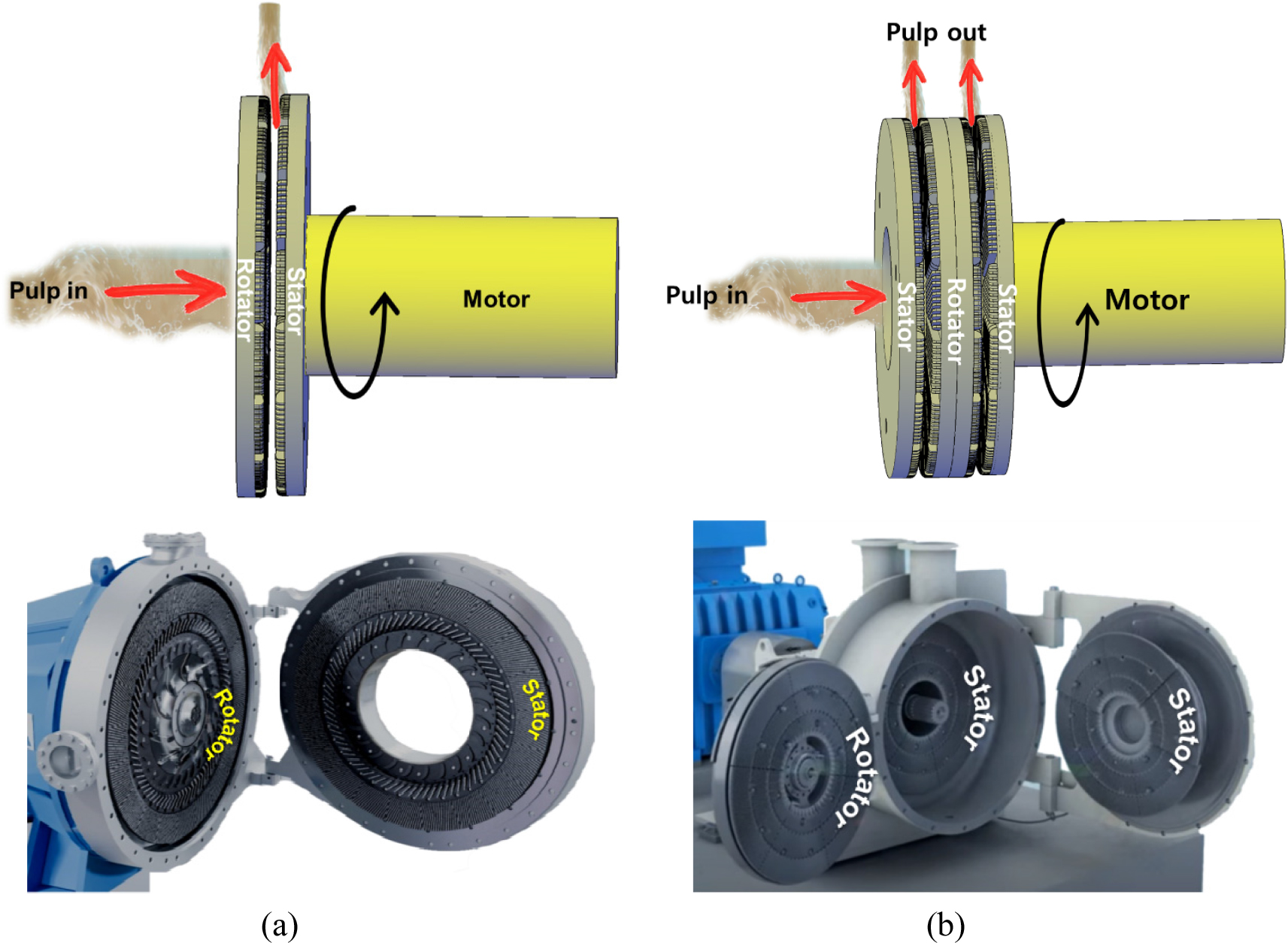
• Double Disc Refiner: A central rotor flanked by two stators, creating two consecutive refining zones. This design provides a larger contact area and a higher bar-crossing frequency, making it ideal for large-scale production and ensuring consistent quality. Double-disc refiners enable independent control of refining intensity and total work, balancing fibrillation while minimizing fines generation (Fig. 14b) [1,2,5,6,21]. Operational variables—plate gap, rotational speed, and bar geometry—determine refining intensity. Industrial practice manages SEL and net refining energy to optimize fiber properties for products such as high-strength printing papers or bulky board grades [6,14,21].
3.3 Comparative analysis of disc and conical refiners
Low-consistency (LC) refining is crucial for controlling the fiber structure to achieve the desired properties, such as bonding strength, drainability, and bulk. Refiners are generally classified into disc and conical types, each offering unique advantages based on flow patterns, bar crossing frequency, and wear behavior [1,5,6,16,19]. A detailed comparison of their operational characteristics is summarized in Table 1.
Table 1.
Comparison of characteristics between disc and conical refiners
| Item | Disc refiner | Latest conical refiner | Conventional conical refiner |
|
Main Applications |
Low-consistency (LC) refining for a wide range of fiber types and grades [1,6] |
LC refining for virgin and recycled fibers, high-grade applications, and upgrade projects [23,24,25] |
Long-fiber grades, recycling systems, and conventional stock-preparation lines [1,6,22] |
|
Energy Efficiency |
Very high efficiency with low no-load power designs and optimized filling geometry [1,6,21] |
Up to 30% reduction in specific energy consumption and improved refining efficiency compared with conventional designs [24,25] |
Higher specific energy demand due to older drive and rotor concepts [1,6] |
| Fiber Quality |
Excellent internal fibrillation and fiber development; risk of fiber cutting and plate clash if not optimized [7,12] |
Uniform treatment with advanced rotor design; latest low-wear, self-cleaning fillings provide stable fiber quality [24,25] |
Limited control of fiber quality and length distribution due to outdated plate and machine design [1,6,22] |
| Throughput |
High throughput with large-diameter machinery; first-pass refining capacity can be increased by up-sizing the refiner [6,21] |
Throughput and loadability improved by roughly 30%; often replaces two traditional units with one modern conical refiner [24,25] |
Additional installed capacity usually required to increase throughput [1,6] |
| Plate Change |
Fast and simple plate change; minimal downtime [21] |
Cartridge-type plate assemblies shorten shutdown time and improve maintenance efficiency [24,25] |
Plate change typically requires 8–24 h and extensive disassembly [1,6,23] |
|
Installation Space |
Compact footprint; easy integration into existing stock-preparation lines [1,6,21] |
Modular design allows flexible layout and easier optimization of installation space [24,25] |
Larger footprint and less efficient use of available space [1,6] |
| Maintenance |
Self-correcting wear pattern of refiner fillings provides long service life and stable operating performance [1,6] |
New alloy materials and plate designs reduce uneven wear; partial plate change possible in some concepts [26,27,28] |
Limited possibilities for in-situ adjustment; plate wear compensation relies mainly on manual correction [1,6] |
|
Latest Developments |
Application of Finebar® fillings enables low-intensity refining with reduced energy and improved fiber development [5,12,29,30,31,32] |
Multi-pass capability in a single machine; reduced number of refiners in line, easier plate replacement, lower overall maintenance costs [24,25] |
Plate upgrades and capacity increases are difficult within the existing mechanical design [1,6] |
Traditional conical refiners (e.g., Jordan, Claflin) were limited by low energy efficiency and long plate replacement times (up to 24 h) [1,6,18,19]. Modern designs introduced since the 1980s feature low-angle cones and hydraulic balancing, which improve throughput by 20–40% and reduce energy consumption [22,23]. However, conical geometry inherently limits self-correcting wear patterns compared to disc refiners [1,22].
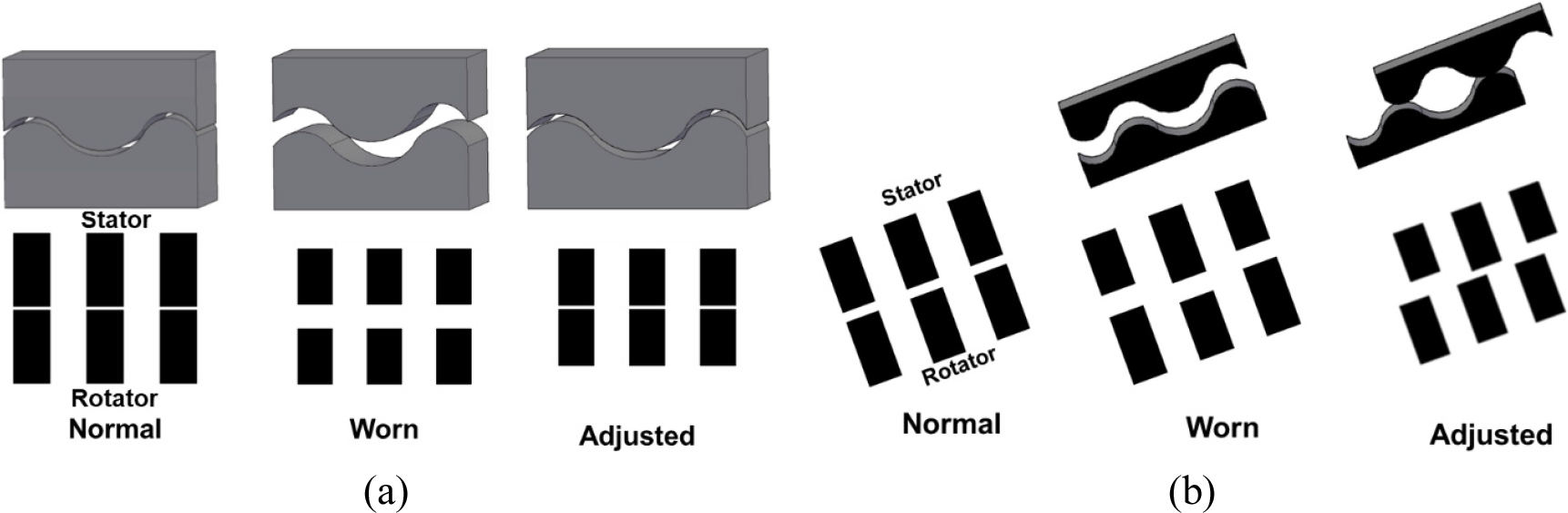
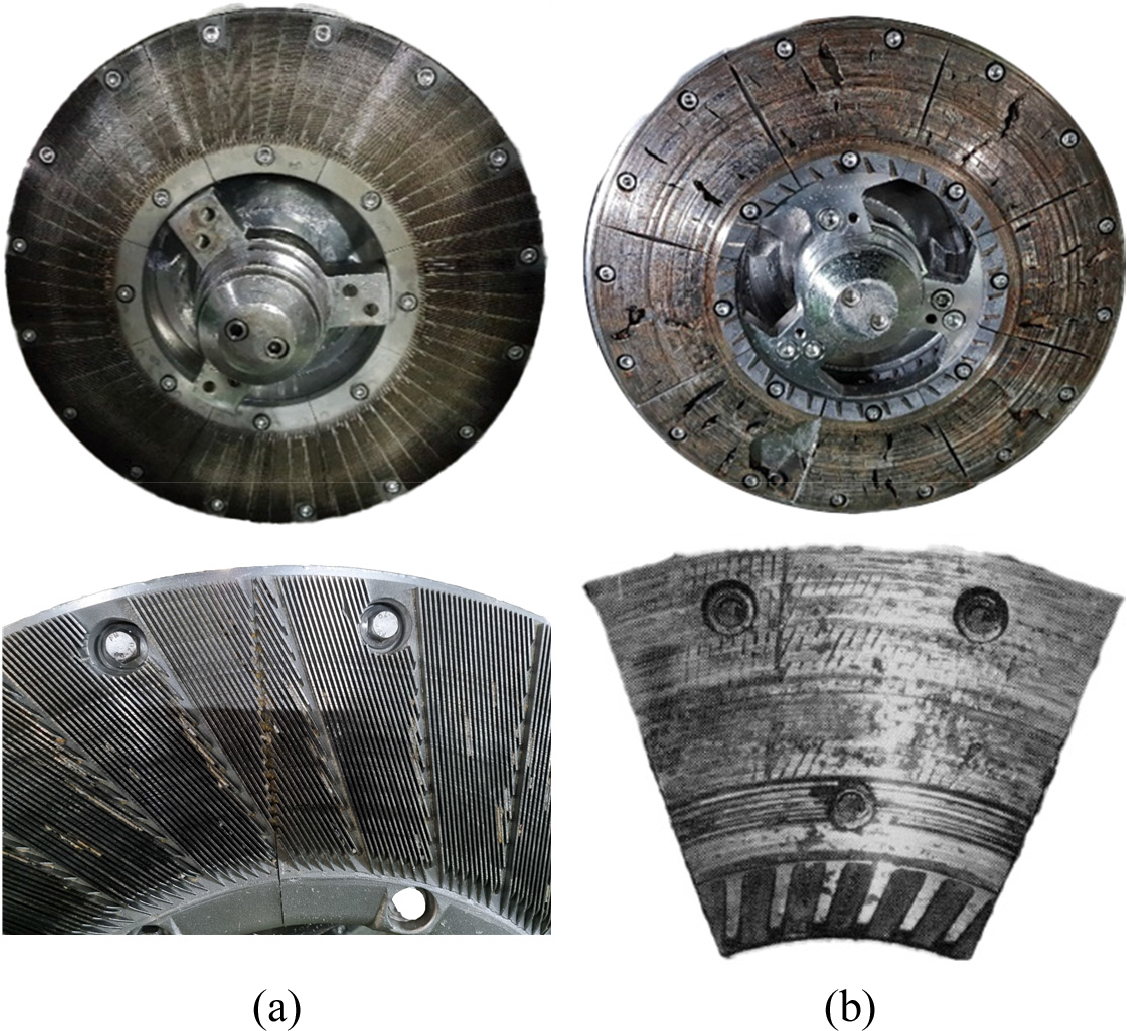
Disc refiners offer a high bar-crossing frequency at lower intensities, enabling uniform fiber treatment and high throughput [1,6,19]. Their compact design and floating rotor system allow self-correcting wear patterns, maintaining consistent refining performance [1,6,12]. At very high speeds, however, centrifugal forces may cause fiber bypass, reducing first-pass efficiency [17,18]. The differences in wear behavior and bar pattern correction between disc and conical plates are illustrated in Fig. 15.
4. Refiner Plates
Refiner plates are key components that control fiber cutting, fibrillation, and energy efficiency. Bar geometry and pattern design determine refining performance and are tailored to furnish type and paper grade, requiring high precision and durability.
4.1 Manufacturing process of refiner plates
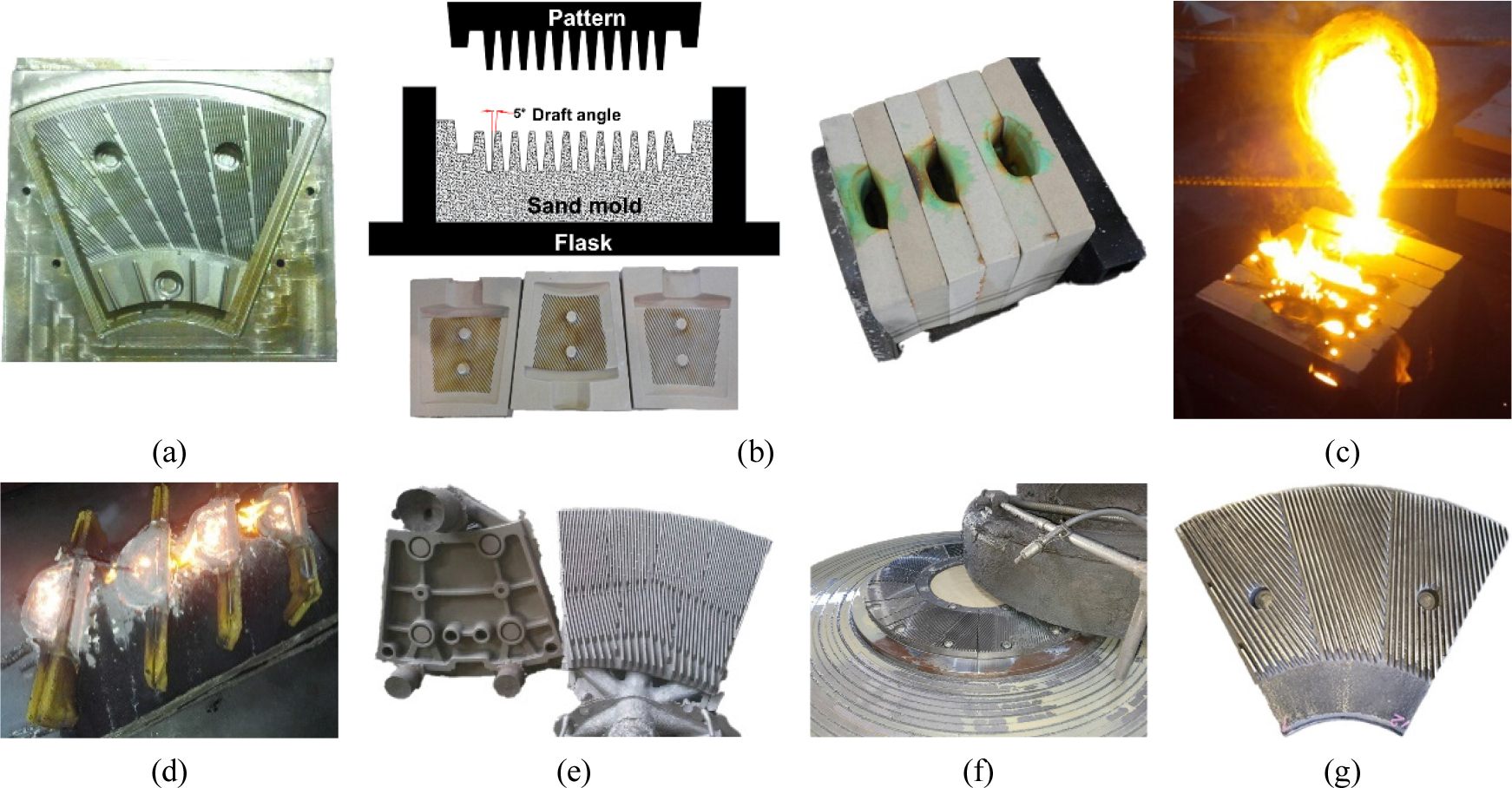
Refiner plates are generally manufactured by sand-casting processes, in which both geometric accuracy and metallurgical integrity are critical. The sequence typically begins with mold and pattern fabrication, during which plate geometries and bar patterns are designed using CAD/CAM tools to ensure compliance with pulp-refining requirements. These designs are transferred to pattern assemblies, which serve as the basis for the subsequent molding steps [29,30].
In the sand-molding stage, resin-coated sand is packed around the patterns and thermally cured to produce rigid molds capable of maintaining fine bar details. Once the molds are prepared, molten alloy—commonly high-carbon cast iron or Cr-Ni-Mo alloyed steels—is poured under controlled conditions to minimize turbulence and prevent casting defects. After pouring, the assemblies undergo controlled cooling, followed by shakeout, during which the solidified plates are extracted, and residual sand is removed.
Subsequent finishing operations include grinding to achieve uniform bar height and surface quality, as well as optional heat treatment designed to enhance wear resistance and relieve internal stresses generated during solidification. Finally, comprehensive quality inspections are conducted to detect cracks, pinholes, dimensional deviations, and other surface imperfections, ensuring the structural integrity and operational reliability of the finished plates.
4.2 Limitations of conventional cast refiner plates
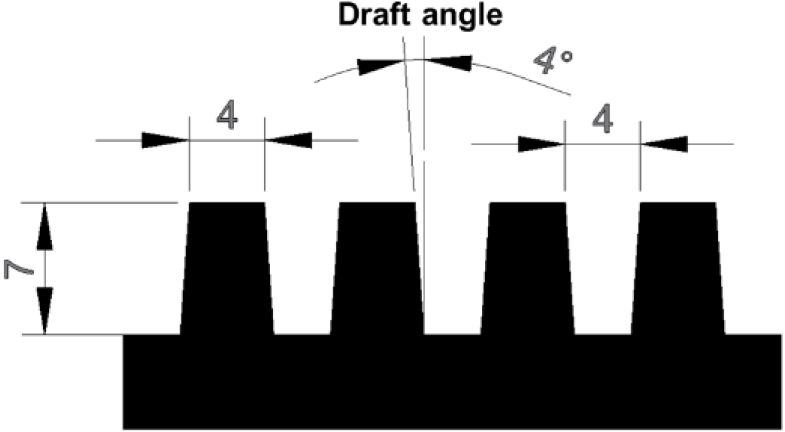
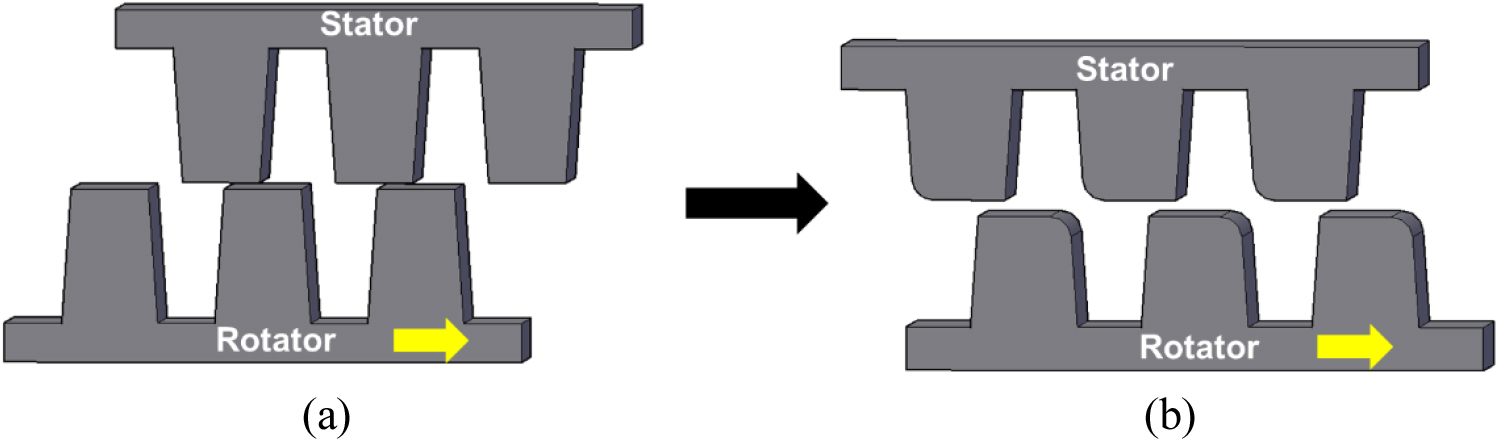
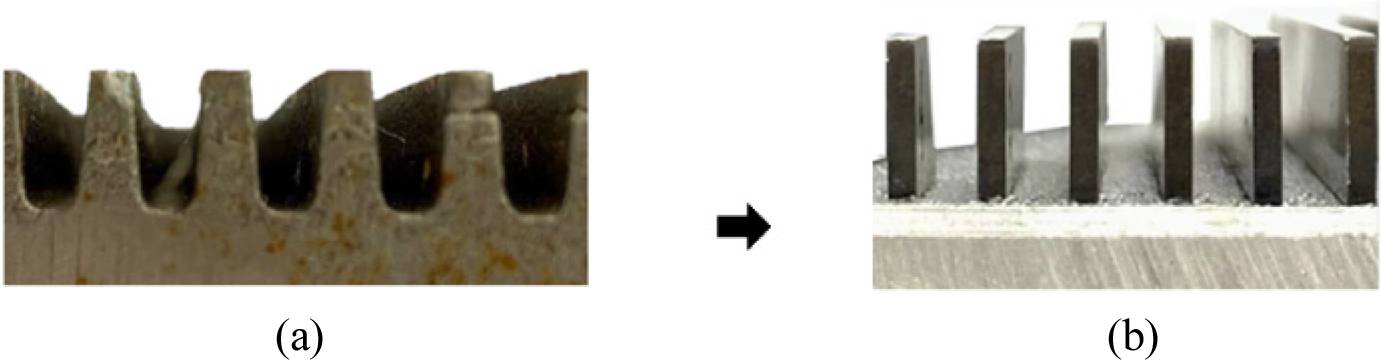
Traditional cast plates require a draft angle of 4–6° to allow mold release (Fig. 17). While necessary for manufacturing, this tapered geometry causes bar edges to become blunt as wear progresses (Fig. 18). Loss of sharpness reduces fiber engagement, leading to lower refining efficiency, decreased throughput, and shorter plate life, ultimately affecting paper quality [28,29,33].
4.3 Advanced technology: Vertical bar plates
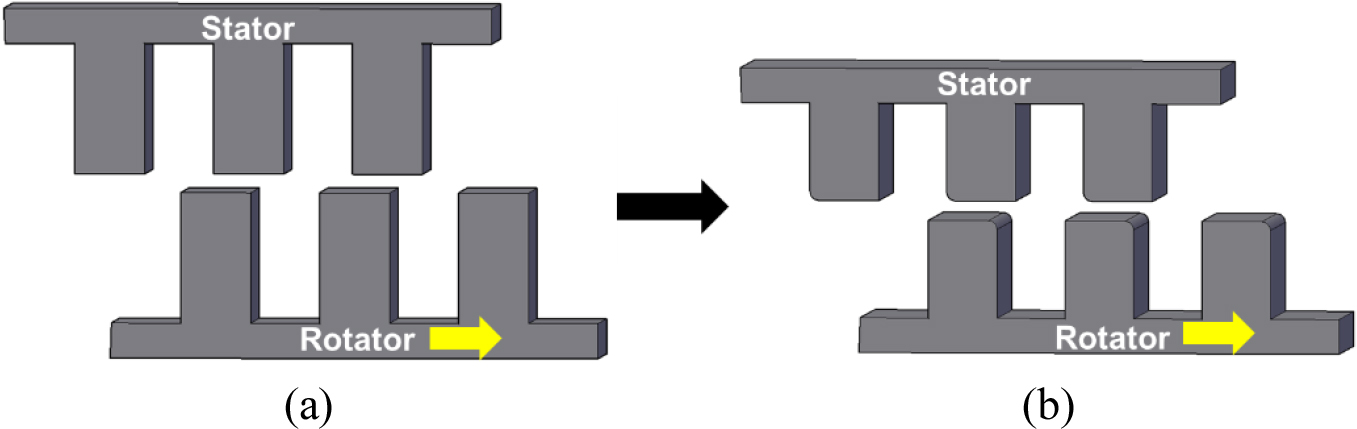
Modern plate designs overcome the limitations of traditional casting by adopting precision-machined vertical bars with no draft angle (Fig. 19). Unlike tapered cast bars, this vertical geometry ensures that bar width and groove volume remain constant as the plate wears, maintaining consistent SEL and hydraulic capacity throughout the plate’s lifespan [28,29,33]. Manufacturing these high-precision components requires advanced joining techniques, such as diffusion bonding (e.g., Durabond™) or specialized brazing to integrate high-performance, wear-resistant bar inserts into a base plate [26,27,34].
Technologies such as AFT Finebar® leverage computer numerical control (CNC) machining and laser cutting to achieve ultra-fine patterns—with bar widths as narrow as 1.0 mm and groove depths reaching 9.6 mm—impossible with conventional casting [29]. Furthermore, recent developments by the South Korean company KOS1 Co. have introduced lightweight vertical bar plates that utilize alternative alloy-joining technologies. This innovation significantly reduces plate changeover time while improving bar durability, effectively extending the overall service life of the refining equipment and minimizing mechanical stress on the drive assembly [26,27,29,30,31,32].
As shown in Fig. 20, vertical bars retain an acute edge angle even after wear, promoting efficient energy transfer and uniform fibrillation. This approach minimizes fiber cutting, improves strength and surface properties, and is particularly effective for hardwood and recycled pulps. Operational benefits include extended plate life (30–50%), reduced energy consumption, and lower maintenance costs [29,30,31,32,34].
4.4 Material composition and metallurgy of refiner plates
The performance of refiner plates depends heavily on the metallurgical balance between wear resistance and fracture toughness [1]. While high wear resistance extends service life, it often increases brittleness, making the bars susceptible to breakage upon impact with foreign objects. Conversely, high toughness prevents catastrophic failure but may lead to rapid rounding of the bar edges, reducing refining efficiency.
In a typical refining environment, consistent wear is expected; however, contaminants in the stock can accelerate abrasive wear. As bar sharpness degrades or breakage occurs, fiber treatment becomes non-uniform, leading to increased maintenance costs and downtime [29,33]. Fig. 21 compares the wear states of different alloys after identical operating periods: alloys with superior wear resistance maintain uniform bar profiles, whereas lower-grade alloys exhibit rapid blunting and damage to the plate base.
Historically, Ni-hard white cast iron and Grade 440 stainless steel have been the industry standards. Ni-hard offers excellent abrasion resistance but is prone to brittle fractures and corrosion under acidic conditions. While 440 stainless steel provides better corrosion resistance, its wear resistance is relatively limited [1,6].
To overcome these trade-offs, specialized alloys have been developed, such as the C-series and MX-series (e.g., Valmet/J&L Fiber Services). These advancements focus on [26]:
• Self-Sharpening (C90): Utilizing surface hardening treatments to maintain edge sharpness through controlled wear.
• High Durability (C91/C96): Optimizing hardened particle distribution to withstand high-wear environments and allow for higher bar height-to-width ratios without breakage.
• Extreme Conditions (MX-Series): Implementing aerospace-grade metallurgy to simultaneously enhance strength, corrosion resistance, and fracture toughness.
Effective alloy design involves the precise combination of elements: chromium and carbon for hardness; nickel and molybdenum for toughness and corrosion resistance; and vanadium for grain refinement. For specialized applications requiring high corrosion resistance, increasing copper and nickel content is effective. Modern premium alloys (like C96) are engineered to provide a synergistic balance of all three critical properties—corrosion resistance, abrasion resistance, and high fracture toughness—ensuring stable performance throughout the plate’s lifecycle [26].
5. Conclusions
This review establishes a fundamental understanding of refining mechanisms, equipment types, and plate technologies essential for modern, sustainable papermaking. The analysis demonstrates how mechanical forces transform rigid wood fibers into flexible materials through complex morphological changes, including fibrillation and controlled fiber shortening. The technological evolution from batch-type Hollander beaters to advanced continuous disc and conical refiners, such as the OptiFiner Pro and TrueFlow® systems, highlights a significant industry shift toward precision engineering that balances energy efficiency with superior fiber quality. Furthermore, the introduction of vertical bar plate technology and aerospace-grade metallurgy has been shown to extend plate service life by 30–50% while maintaining consistent refining performance. Given that refining accounts for approximately 71% of the energy used in stock preparation in wood-free paper production, its optimization is vital for reducing costs and improving environmental sustainability. This foundation serves as the precursor for Part II, which will explore refining theories, digital smart control systems, and grade-specific strategies to resolve the energy-quality paradox.
