

1. Introduction
Stock preparation process is classified into two systems including a thick stock system and a thin stock system. The thick stock system is where the papermaking process starts. This system of 3-5% stock consistency carries out several functions such as repulping, deflaking, refining, blending of raw materials, control of consistency and basis weight, reclaim of fibers and fillers from white water, and addition of some additives. The thin stock system below 1% stock consistency is responsible for supplying clean and dilute stock without pressure pulsation to the headbox of a paper machine. White water is used for the dilution of a thick stock for cleaning, screening, deaeration, and delivery to the headbox.
All steps in the stock preparation process is very important to fit end-product quality. Above all, there is a more significant process to determine runnability and paper properties during papermaking. It is refining that promotes increased contact area between neighboring fibers, and to fibrillate the surface of the fibers to further improve the formation of inter-hydrogen bonds.1-3)
The conventional refining concept to develop fiber properties has been found to give rough estimate of refining conditions but is not sufficient to fully explain the refining results. The major parameter to characterize the refining effects is the amount of energy that is applied to the pulp fibers. This is called the specific refining energy, kWh/t. Another important factor is refining intensity which is directly related to fiber deformation and paper quality improvement. Refining intensity is typically expressed in specific edge load (SEL), Ws/m.
Refining intensity affects pulp fibers in many ways and must be differently applied to softwood pulp and hardwood pulp. Softwood pulp fibers have long fiber length and strong fiber walls, thus leading to more intensive refining. That is, long-fibered softwood kraft pulps (SwKP) are refined by a coarser plate filling or decreased bar clearance. On the other hand, hardwood pulp fibers have short fiber length and weak fiber walls, which requires more gentle refining. That is, hardwood kraft pulps (HwKP) is refined by a finer plate filling. HwKP is refined at the refining intensity in the range of 0.6-1.5 Ws/m due to the limitations of manufacturing technology. If new plate fillings are developed with a new concept of metallurgy, it can be expected to lower the refining intensity for HwKP up to below 0.2 Ws/m.
It is interesting to note that, in recent years, paper mills have continually demanded more pulp quality improvement and energy saving, and longer plate life, high production capacity for refining of HwKP. For meeting their demands, a new technology must be developed differently from a traditional iron casting in manufacturing refiner plates. Unfortunately, there are no casting companies capable of manufacturing refiner plates for largescale paper mills in Korea.
On this study, a refining behavior of short-fibered hardwood bleached kraft pulp was investigated for acquiring a preliminary data to develop a new design of plate fillings for disk and conical refiners. The plates used for this study were designed and made by this research team.
2. Materials and Methods
2.1 Raw materials
Hardwood bleached kraft pulp (HwBKP) was supplied from Moorim P&P mill in Ulsan, Korea. HwBKP was torn in small pieces and soaked in distilled water over 4 hours.
2.2 Refining
Before refining, soaked paper specimens was disintegrated by Valley beater with no load at a consistency of 1.57±0.04% for at least 3 minutes. When pulp was properly disintegrated, extra water in the pulp stock was removed to adjust its consistency to around 4-5%. Refining was conducted with the laboratory single disk refiner (KOSWON Co., Korea) with two different plate fillings, shown in Table 1 and Fig. 1. The plates were designed by this research team and made by casting in Korea. The plate patterns have taper allowance for removing it from the sand mold without tearing away the sides of the molds. The pulp stock was refined to achieve a Canadian freeness of 190 mL at a rotation speed of 1,218 rpm. The refining amount (specific refining energy) was calculated by the following equation [1]:4)
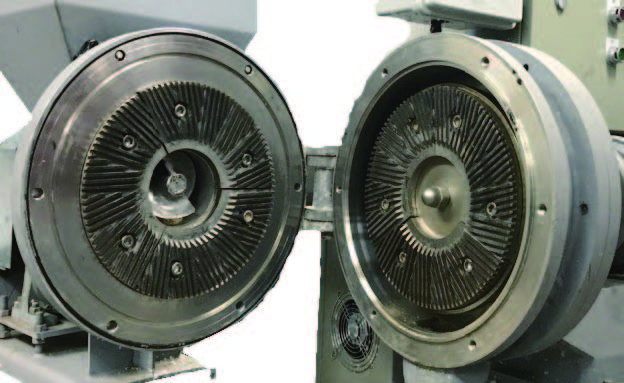
Table 1.
Fiber dimension of hardwood bleached kraft pulp used for the refining experiment
| Arithmetic mean fiber length (mm) | Length-weighted mean fiber length (mm) | Fiber width (μm) | Coarseness (mg/100 m) | |
|---|---|---|---|---|
| HwBKP | 0.53 | 0.73 | 13.6 | 5.8 |
Table 2.
Different plate fillings used for refining HwBKP
| Refiner plate for harsh refining | Refiner plate for gentle refining | |
|---|---|---|
| Plate segment |  |  |
| Bar dimension (mm) |  |  |
| Bar number | 108 | 186 |
| Cutting edge length (m/rev) | 354.5 | 1,466.8 |
| Bar angle (°) | 22 | 28 |
where SRE = Specific refining energy (kWh/t),
Ptot = Total refining power (kW),
P0 = Idling power (kW),
f = volumetric flow rate (L/h),
c = stock consistency (t/L) (based on ovendried pulp weight).
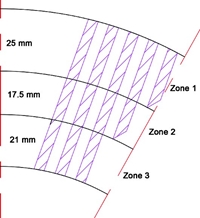
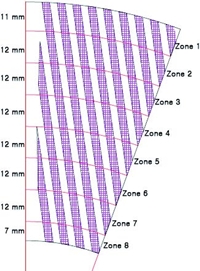
For calculating cutting edge length (CEL) of two different refiner plates, the bar segments were divided into several zones, and the number and the length of bars on each zone was counted. CEL was finally calculated by the following equation [2]:4)
where CELzone x = cutting edge length at a zone x (m/rev),
Nrotor x = total bar number of a rotator at one revolution of a zone x (no./rev),
Nstator x = total bar number of a stator at one revolution of a zone x (no./rev),
Lx = bar length at a region x (m).
Table 3 refers to the practical example of CEL calculation for coarse and fine plate filling. Coarse filling for harsh refining has CEL of 354.5 m/rev, and fine filling for gentle refining has CEL of 1,466.8 m/rev.
The most widely accepted criteria to predict refining results are CEL and specific edge load theory (SEL), which were introduced by Wultsch and Flucher and later supplemented by Brecht and Siewer.4-6) SEL is calculated according to the following formula:
Table 3.
Calculation of cutting edge length of two different refiner plate fillings
where SEL = Specific edge load (Ws/m, J/m),
Ptot = Total refining power (kW),
P0 = Idling power (kW),
CEL = Cutting edge load (m/rev).
In practice, lowering SEL requires refiner fillings that exhibit high CEL because the effective refining power of the refiner of the refiner must remain constant. Wet beating or low intensity refining is available with lowering SEL, leading to more fibrillation instead of fiber shortening or cutting.
2.3 Measurement of pulp and paper properties
Mean fiber length, fines contents (≤0.2 mm), fiber width and coarseness (mg/100 m) were determined by FQA-360 (Optest Equipment Inc., Candada). Handsheets for measuring physical properties of paper were made, conditioned and tested according to TAPPI Standard Test Method T 205. Their physical properties including tensile and tear strength were measured based on TAPPI Standard Test Method T 220. Paper bulk was calculated using basis weight of each sheet and thickness measured by L&W caliper test (Micrometer, Sweden). Water retention value (WRV, g/g) was measured based on ISO 23714:2014.
3. Results and Discussion
3.1 Freeness and fiber length
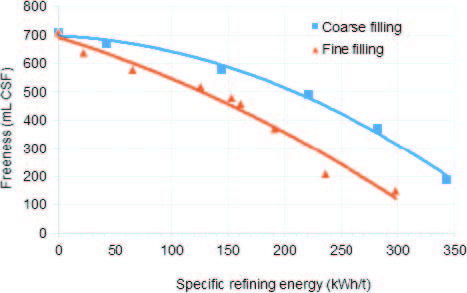
The benefits of gentle refining for hardwood pulps are quite widely acknowledged by papermakers. 7,8)Fig. 2 shows one of the key advantages of gentle refining for short-fiber pulp. Low intensity or gentle refining clearly shows a trend of increased freeness drop per net energy input. In other words, less refining energy was needed to achieve a given freeness by gentle refining with fine fillings than harsh refining with coarse fillings. It saved 0-40% more energy to the same freeness. This could be taken as an operating cost reduction, or as an increase in refining amount available for quality enhancement or to accommodate a higher throughput.
During refining, fiber shortening or cutting takes places because of a greater contact fiber-to-bar contact. The cutting of fibers contributes to the improvement of paper formation, but in most cases, when high paper strength is desirable, the fiber cutting is not wanted.
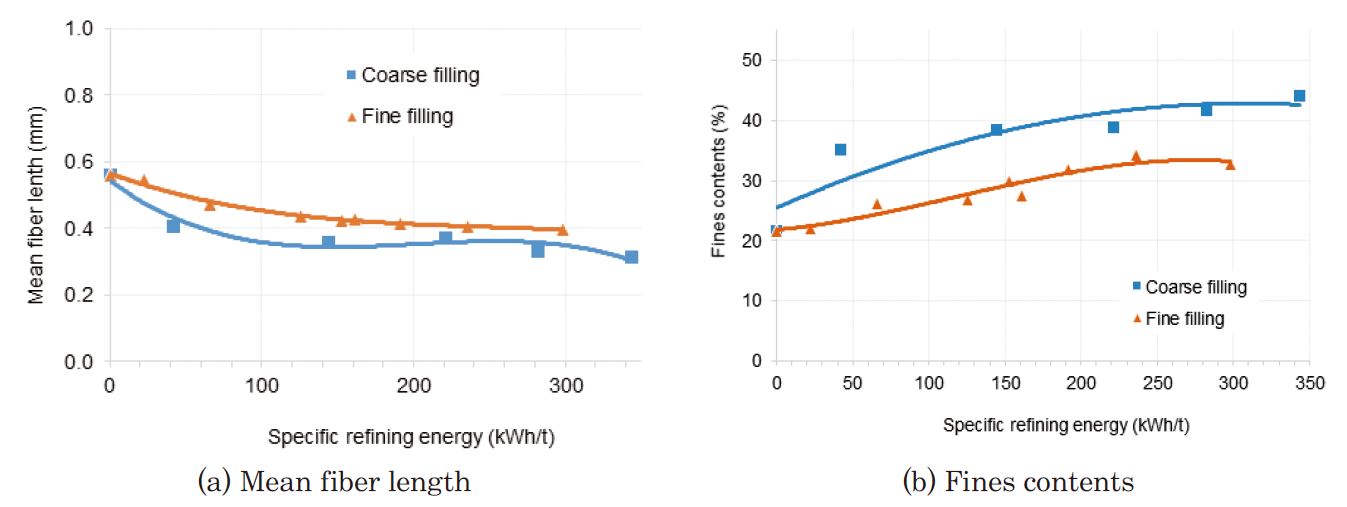
As refining amount increased, fiber length was reduced and fines contents increased (refer to Fig. 3 (a)). However, at a given amount of refining, fine fillings could preserve fiber length better than could coarse fillings. There is a bigger chance of capturing short fibers on bar edge from fine fillings. This causes fiber flocs to make a thicker fiber mat between the plates between a stator and a rotor. Each impact on the fiber mats is lowered as the applied refining energy is distributed over a high number of bar edges. This gentle action helps the outer surfaces of the fibers be fibrillated instead of being shortened.
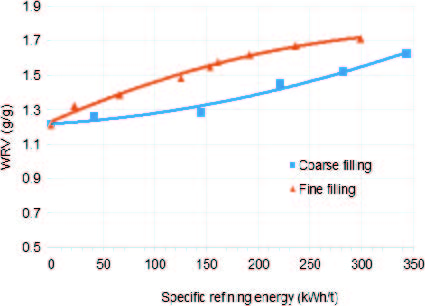
The influence of water retention value (WRV) on refiner plate fillings was investigated, as shown in Fig. 4. WRV is a measure of the amount of the water contained in the fiber wall of the pulp fibers. The measurement value is the remaining water content of the pulp after it has been subjected to centrifugation at 3,000 G for 15 minutes to remove the inter-fiber moisture, but not the intra-fiber moisture of the water-swollen fibers. The short-fiber pulp refined by the fine fillings has much higher WRV than that by the coarse fillings. As displayed in Fig. 3 (b), even though the hardwood pulp refined by the coarse pattern contained even more fine contents than that by the fine pattern, the fine fillings generated more inter-lamella structure in which the fibers could retain more moisture. This confirmed that the fine fillings contributed to more hydration of pulp fibers by internal fibrillation.
3.2 Bulk and physical properties of paper
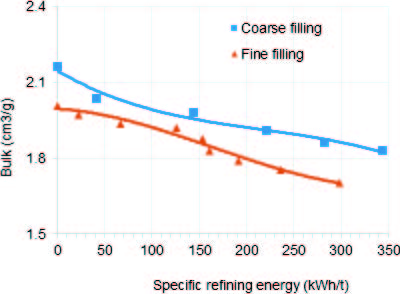
Short and thin fibers like hardwood pulp fibers were treated by low intensity refining, which leds to preservation of fiber length and minimization of fiber damage. As shown in Fig. 5, gentle refining by fine fillings against HwBKP had lower bulk than did harsh refining by coarse fillings. However, preserved fiber length during refining made less amount of bulk loss at a given amount of refining.
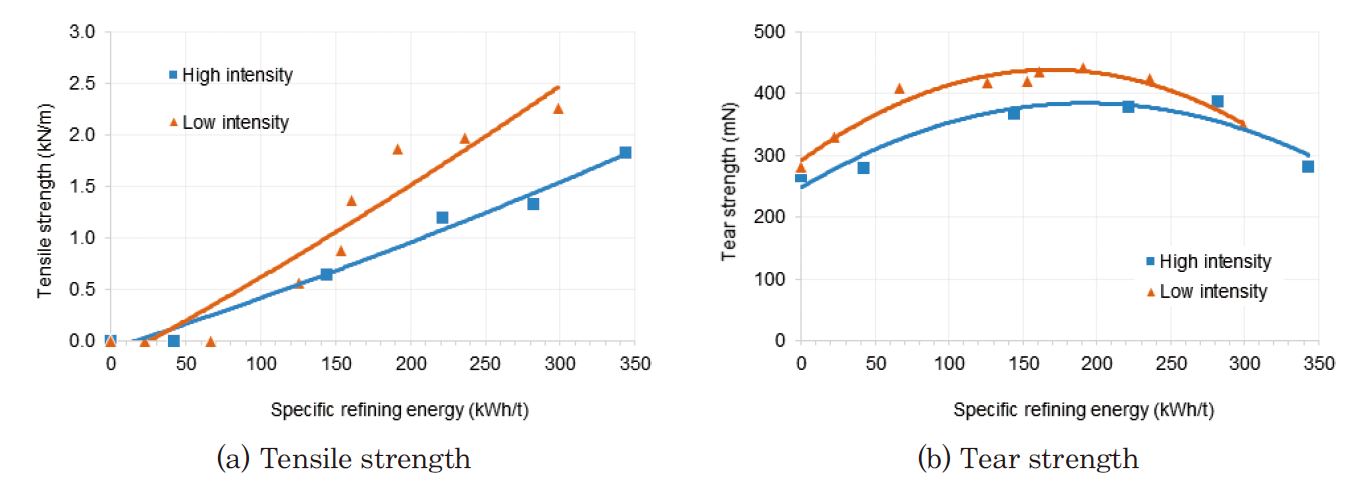
Recently, usages of hardwood fibers and recycled fibers have been increased due to price rise, so paper industries are forced to adopt gentle refining for them. Hardwood and secondary fibers have shorter and thinner fibers than softwood fibers, and it means that they have lower flocculation ability. Finally, their resistance against refining could not help being much lower. Fig. 6 demonstrates the benefits on strength properties of paper that gentle refining with fine fillings have provided for HwBKP applications. Tensile strength and tear strength of short- and thin-fiber pulp were greater in fine fillings than in coarse fillings. This is closely related to refining behavior at fine fillings which have a strong tendency to generate fibrillation of the outer and inner fiber walls. Such properties resulted in better development of strength properties. It could be also ascertained that fine fillings reduced refining energy to achieve targeted tensile and tear strength.
It became clear that more dense fillings had outstanding benefits in improving properties of shorter and thiner fibers. Fiber morphology is the key parameter for selecting pattern designs of the refiner plates. Unfortunately, their narrow grooves restrict hydraulic capacity in a stock flow, which must be necessarily overcome in designing filling designs. Another key point is a wear rate of the plate. When short- and thin-fiber pulps are refined by finer fillings, a longer plate life must be assured. The plate with finer fillings will be made with a superalloy to improve wear resistance.
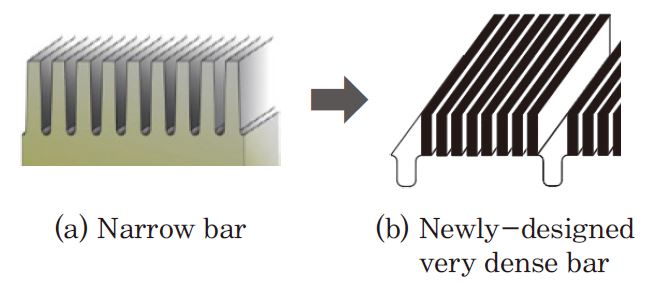
Fig. 7 demonstrates a fresh concept of finer filling for hardwood pulp fibers and recycled fibers (see Fig. 7 (b)). It may optimize feeding grooves for hydraulic capacity and high CEL with very dense patterns which are made not by conventional casting (see Fig. 7 (a)) but by the fabrication technology of light-weight superalloy such as aluminum or stainless steel. The experimental results from the domestic casting plates were introduced to the previous papers.9,10) The casted plates included coarse and narrow bar patterns for long-fiber pulps and short-fibers pulp respectively. The newly-designed fine bar (more dense bar) will be tested on the future work.
4. Conclusions
Hardwood kraft pulp with short fibers and thin fiber walls was refined by the plates of coarser fillings and finer fillings representatively. Compared to coarse fillings, the finer fillings consumed 0-40% less energy to the same freeness levels. However, the finer fillings sacrificed paper bulk more than did the coarser fillings, and bulk loss must be minimized by the novel pattern design. Tensile strength and tear strength were more rapidly developed by the finer fillings. It was ascertained that more dense fillings were better for hardwood fibers and recycled fibers with optimal hydraulic capacity. Such patterns can not be achieved by a conventional casting technology, and a novel fabrication technology might be applied.
