1. 서 론
일회용 기저귀는 기저귀의 안에서 밖으로 소변이 새어나가지 못하도록 막아주면서 허리와 다리를 탄력적으로 감싸 아기들이 자유롭게 움직일 수 있도록 해주는 일회용 직물이다. 현대 생활 패턴이 빠르게 변화하고 맞벌이 부부의 비율이 증가함에 따라 전 세계적으로 일회용 기저귀의 사용량이 증가하고 있다. 현재, 사용된 일회용 기저귀는 전량 매립과 소각으로 폐기하고 있다. 그러나 향후, 우리나라의 좁은 영토와 높은 인구밀도로 인하여 더 이상 폐 기저귀를 매립과 소각 방법으로 처리하기에는 한계가 있다. Choi 등1)에 따르면 아기 한 명이 유아기 동안 사용하는 기저귀 총량의 환경부하가 천기저귀에 비하여 이산화탄소 배출량은 약 3배, 폐기물 발생량은 약 10배 가까이 높다는 연구결과를 보고한 바 있다. 도쿄 의정서 발효로 인하여 환경보존이 산업의 주요 정책적 이슈로 부각되고 있는 상황을 고려할 때, 환경오염원으로 분류되는 일회용 기저귀를 재활용할 수 있는 방안에 대한 연구가 시급하다.
일반적으로 유아용 일회용 기저귀는 크게 두 가지 부분으로 구성된다. 유아의 대소변을 흡수할 수 있는 흡수층은 펄프와 폴리아크릴계 고흡수성 폴리머(Super absorbent polymer, SAP)로 구성되며 지지체 역할을 하는 외부는 폴리프로필렌 성분의 부직포와 접착테이프, 밴드로 구성되어 있다. 일회용 기저귀를 구성하고 있는 물질은 재활용 가치가 높아 이를 원료로 활용하여 주차블록 등의 플라스틱 제품과 펄프 몰드와 같은 지제품을 제조할 수 있다. 일회용 기저귀의 지지층을 구성하고 있는 주요 성분은 폴리프로필렌이다. 폴리프로필렌은 석유에서 얻어진 프로필렌 단량체를 지글러-나타 촉매로 중합시킨 화합물로서 화학적으로 탄화수소 사슬에 규칙적으로 메틸기가 존재하는 형태이다. 비중은 0.9-0.93으로 플라스틱 중 가장 가벼우며 융해온도도 135-160℃로 응용범위가 넓다. 흡수층을 구성하는 SAP은 아크릴산을 가교결합하여 합성한 물질로서 SAP 무게 대비 약 500배 이상 흡수할 수 있는 고흡수성 폴리머이며 섬유는 주로 표백 침엽수 크라프트 펄프를 이용하여 제조한다. 일회용 기저귀 유용성분을 분급하기 위한 공정은 제지공정과 마찬가지로 다량의 물을 사용하게 되는데 플라스틱은 크기와 비중에 의하여 분급이 가능하다. 그러나 중량비율로 일회용 기저귀의 약 30%를 차지하고 있는 SAP은 물에 의한 팽윤성이 매우 크기 때문에 제어가 어려우며 다량의 물을 사용하는 일회용 폐 기저귀 유용 성분 분급 공정을 고려하였을 경우 SAP의 제어가 일회용 기저귀 유용성분의 분급 효율을 결정하는 핵심 요인이라 할 수 있다. 본 연구팀에서는 이미 일회용 기저귀의 유용 성분회수를 위한 실험실적 최적 해리 조건을 구명하였다.2) 본 연구에서는 이를 바탕으로 파일럿 규모의 펄퍼와 드럼 스크린, 스크린, 클리너로 일회용 기저귀 유용성분 분급을 위한 공정을 구성하고 공정 조건에 따른 섬유와 플라스틱의 회수율을 실험실의 경우와 비교 분석함으로써 일회용 기저귀 유용성분 최적 분급 공정을 실제 현장에 구현하기 위한 기초자료를 수집하고자 하였다.
2. 재료 및 방법
2.1 공시재료
기저귀는 국내 최대 일회용 기저귀 생산업체인 Y사로부터 분양받은 유아용 기저귀에 fake urine(0.9% NaCl 수용액)을 첨가하여 구성하였다. 고순도 플라스틱을 분급하기 위하여 700 EGU/g 활성의 셀룰라아제(Celluclast, Novozyme)로 분급된 플라스틱의 잔존 섬유 성분을 분리하였다.
2.2 폐 일회용 기저귀 유용 성분 분급을 위한 파일럿 설비
2.2.1 펄퍼
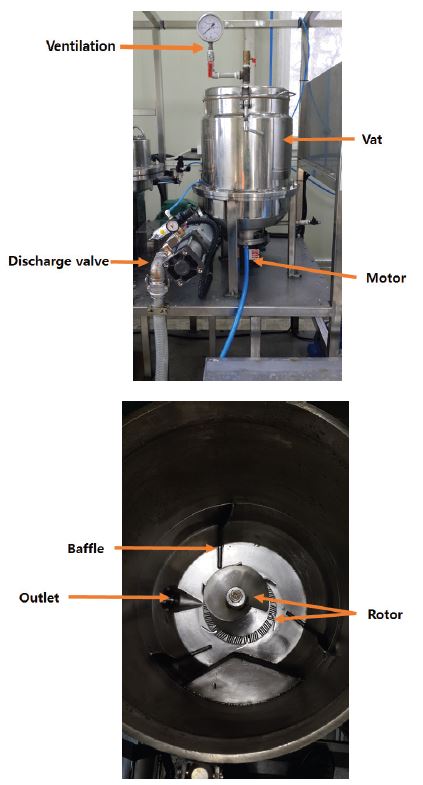
일정 크기로 재단된 폐 일회용 기저귀 시료를 해리하기 위하여 Fig. 1의 저농도 펄퍼(Lamort Lam’deinkit, France)를 사용하였다. 펄퍼 하부의 로터가 회전하면서 폐 일회용 기저귀 시료를 해리하고 해리 과정 중 내부에 발생하는 압력을 제어하기 위하여 펄퍼 상부에 압력 배출구를 설치하였다. 펄퍼 vat은 스테인리스 재질이며 해리 시 지료의 흐름을 원활하게 하기 위하여 내부에 baffles를 설치하였다. Table 1에 자세한 펄퍼의 성상을 나타냈다.3)
2.2.2 드럼 스크린
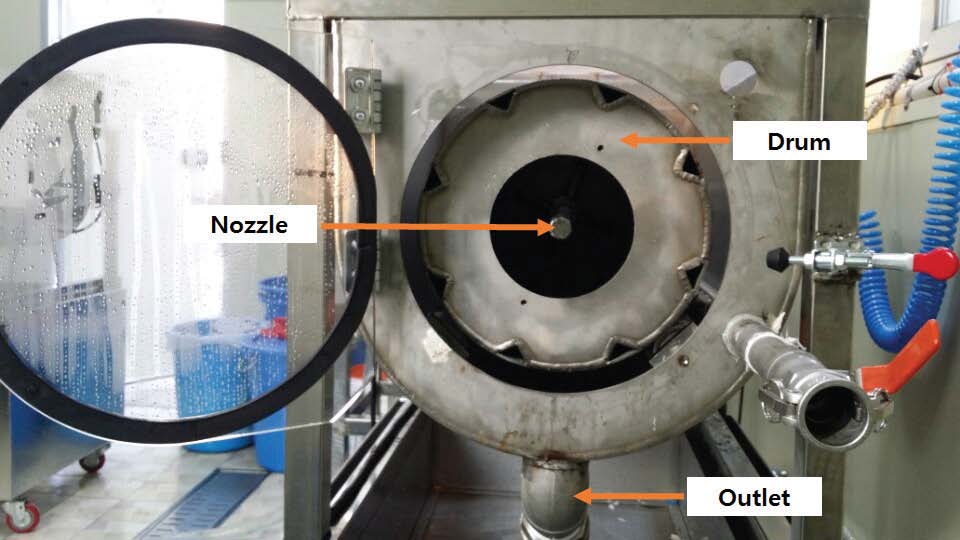
해리 후 플라스틱에 결속되어 있는 섬유와 SAP을 분리하기 위하여 Fig. 2의 드럼 스크린을 이용하였다. Fig. 2에 나타난 바와 같이 드럼 내부에 시료를 투입하고 회전시키면서 중앙 노즐에서 고압으로 분사되는 세척수를 이용하여 플라스틱에 결속된 SAP과 섬유를 분리하도록 고안하였다. 대부분의 플라스틱 성분이 본 공정에서 분급되며 지름 6 mm의 드럼 스크린 hole을 통과한 섬유와 SAP은 스크린 처리하였다. Table 2에 드럼 스크린의 자세한 성상을 나타냈다.
2.2.3 스크린
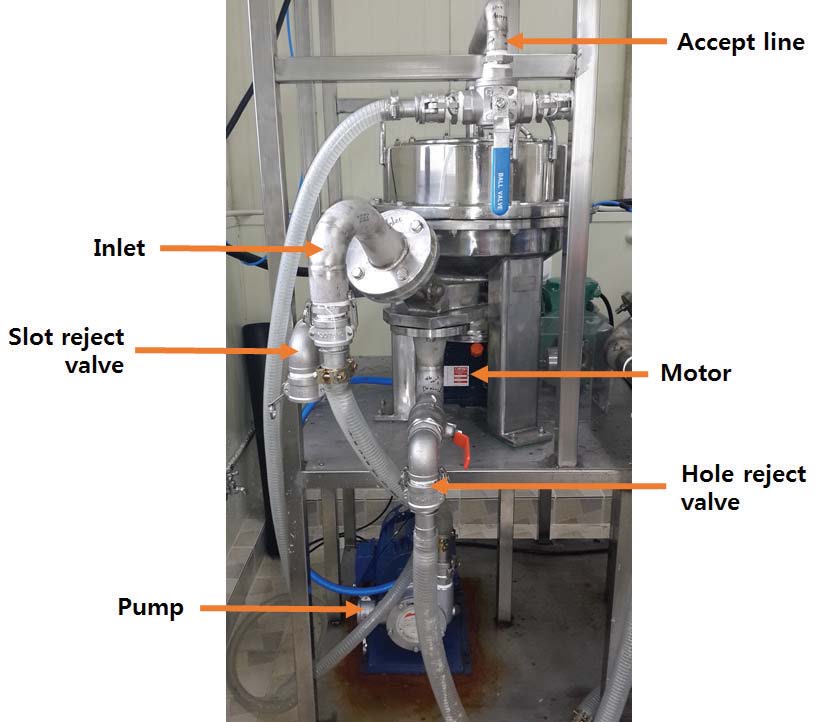
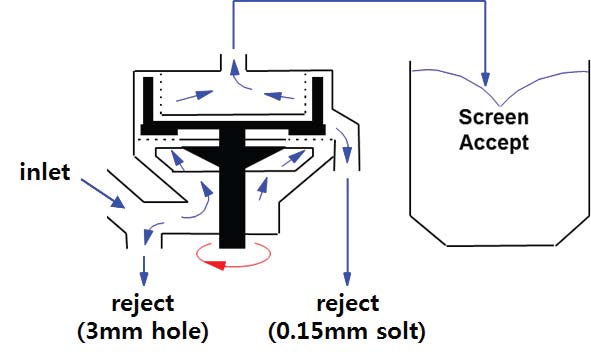
스크린은 크기에 따라 지료 성분을 분급하는 공정으로서 드럼 스크린 후 얻은 섬유와 SAP의 분리에 사용하였다. 대부분의 SAP이 스크린에서 분급되므로 일회용 폐 기저귀 유용성분 분급공정의 효율을 결정하는 중요한 단계이다. 본 연구에 사용한 Fig. 3의 스크린은 hole과 slot을 모두 보유하고 있어 시료를 크기에 따라 단계적으로 분급할 수 있다. Fig. 4에 나타난 바와 같이 펌프의 구동력에 의하여 시료가 스크린으로 유입되면 스크린 하부의 직경 3 mm hole을 거쳐 스크린 내부로 이동하게 된다. 이 때 hole의 직경 보다 큰 물질은 통과하지 못하고 reject로 배출된다. 스크린 내부로 유입된 시료는 포일의 회전력에 의해 발생된 구심력에 의하여 섬유가 슬롯을 통과하게 되고 통과하지 못한 물질은 slot reject valve를 통하여 분급된다. 스크린의 자세한 성상을 Table 3에 나타냈다.3)
2.2.4 클리너
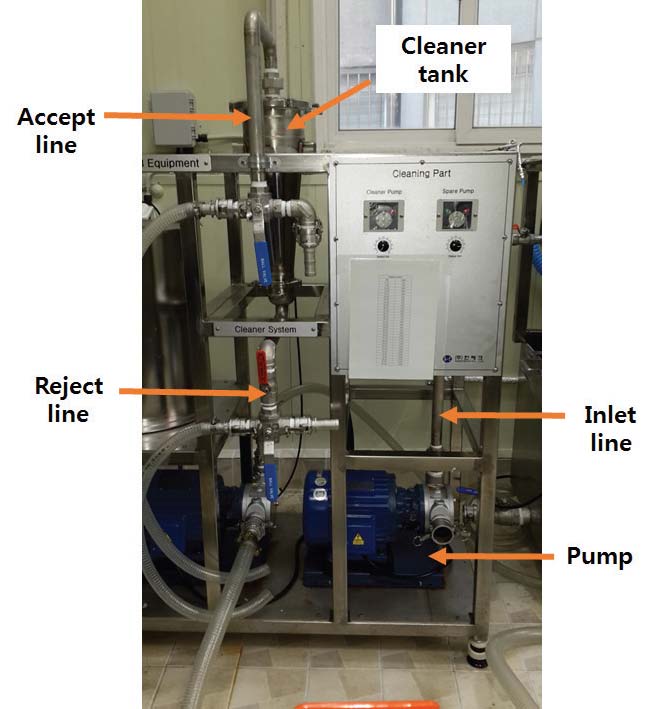
클리너는 비중차이에 의하여 물질을 분급하는 설비로 스크린 accept에 잔존하는 SAP을 분리할 수 있다. Fig. 5에 나타난 바와 같이 reject의 유량은 볼 밸브를 이용하여 조절하였으며 펌프에 의하여 유입된 시료는 클리너 내에서 와류를 형성하고 하부로 내려가게 되며 이 때 클리너로 유입된 물질 중 비중이 높은 SAP은 원심력에 의하여 바깥쪽으로, 비중이 낮은 섬유는 안쪽으로 위치한다. 클리너 탱크의 하부로 갈수록 직경이 감소하여 속도가 급격히 증가하므로 비중에 차이에 의한 물질 분급 효율이 증가하게 된다. 클리너 탱크 하부의 배출구는 직경이 작기 때문에 투입된 원료가 모두 배출될 수 없어 클리너 내에서 상승흐름이 발생하고 상대적으로 가벼운 섬유는 이 상승흐름을 따라 이동하여 상부의 accept 라인을 통하여 분급된다. Table 4에 클리너의 자세한 성상을 나타냈다.
2.3 파일럿 설비를 이용한 일회용 폐 기저귀 유용 성분 분급 공정 구성
Figs. 1-5의 파일럿 설비를 이용하여 구성한 일회용 폐 기저귀 유용 성분 분급 sequence를 Fig. 6에 나타냈다. 펄프와 SAP으로 구성된 일회용 폐 기저귀 흡수층에 fake urine(0.9% NaCl 수용액)을 부어 1시간 동안 반응하여 준비한 일회용 기저귀를 일정한 크기로 재단한 후 NaCl 4%, CaCl2 10%로 구성된 펄핑수로 해리하였다. 해리는 선행연구를 통해 결정된 바와 같이 온도 50℃, 교반속도 500 rpm 조건에서 1시간 동안 실시되었다.2) SAP은 물이 존재하는 조건에서 입자 체적의 100배 이상 팽윤되며 쉽게 부서지는 문제점이 있으므로 이를 제어하는 것이 물질 분급 효율을 좌우하는 중요한 인자이다. SAP의 팽윤성은 무기 이온과의 이온교환반응에 의하여 SAP 입자의 팽윤성을 제어할 수 있다. Zhao 등4)은 여러 무기 이온 중 칼슘이온이 SAP의 팽윤성 제어에 가장 뛰어난 효과가 있음을 보고하였다. 이에 본 연구에서는 폐 기저귀 해리 시 CaCl2를 투입하여 SAP의 팽윤성을 제어하고자 하였다. 해리가 완료된 시료는 드럼 스크린 처리하여 플라스틱을 reject로 구분하고 섬유와 SAP은 accept로 분급하였다. 섬유와 SAP이 혼합되어 있는 드럼 스크린 accept를 스크린 처리하여 SAP과 섬유를 분급하였으며, 이 후 스크린 accept인 섬유분에 잔존하는 SAP을 제거하기 위하여 클리너 처리하였다. 클리너 처리 후 얻어진 섬유의 무게를 측정하여 섬유 회수율을 산출하였으며 드럼 스크린 공정에서 reject로 분급된 플라스틱은 플라스틱 중량 대비 5% 비율로 셀룰라아제를 투입하고 45℃ 조건에서 24시간 동안 반응하여 잔존 섬유를 제거한 후의 플라스틱 무게를 측정하여 회수율을 산출하였다. 회수율 및 물질 수지 분석은 공정 조건 별로 각각 3회 반복 실시하였다.

2.4 일회용 폐 기저귀 유용성분 최적 분급 조건 탐색
2.4.1 드럼 스크린
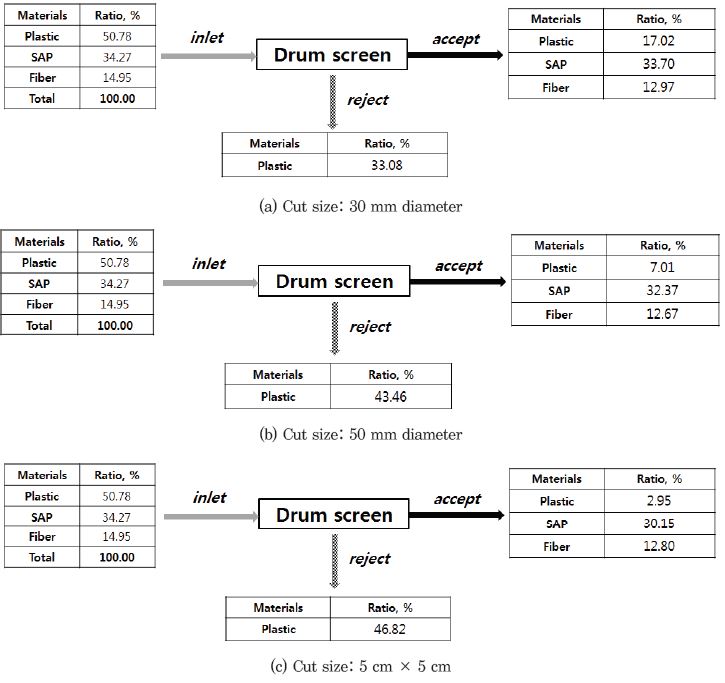
Fig. 7의 세절 설비를 이용하여 스크린 바스켓 직경 30 및 50 mm로 분쇄한 폐 기저귀 시료와 5 cm × 5 cm로 재단한 시료를 이용하여 2.3항의 유용성분 회수처리를 실시한 다음, 폐기저귀의 재단 상태에 다른 유용성분 회수 물질 수지를 분석하였다.

3. 결과 및 고찰
3.1 폐 기저귀 재단 크기에 따른 드럼 스크린의 분급 효율
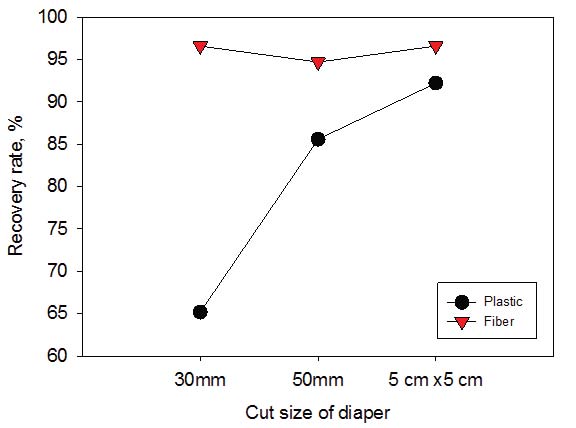
Fig. 7의 세절기는 찢어내는 방식으로 폐 기저귀를 재단하는 설비로서 직경 30 mm 혹은 50 mm의 mesh를 장착함에 따라 이를 통과하는 크기의 잘려진 시료가 준비된다. 이렇게 분쇄된 시료와 5 cm × 5 cm 크기로 재단한 시료를 대상으로 드럼 스크린 처리 후 물질수지를 분석하고 그에 따른 섬유와 플라스틱의 분급 효율을 각각 분석하였다. 플라스틱의 경우 2.3항에서와 언급한 바와 같이 셀룰라아제를 이용한 효소처리를 실시하였으며 이 때 손실된 섬유의 양은 전체 섬유 무게 대비 약 1.5-2% 수준이다. Figs. 9-10에 나타낸 바와 같이 기저귀 시료의 크기가 증가할수록 플라스틱의 분급 효율이 증가하였다. 이는 Fig. 7의 설비를 이용하여 분쇄된 30 mm, 50 mm 크기의 mesh를 통과한 폐 기저귀 시료의 경우 분쇄 시 잘게 조각난 부직포와 밴드 등이 드럼의 중앙에서 바깥쪽으로 분사되는 세척수에 의해 hole을 통과하여 accept로 분급됨에 따라 accept에 존재하는 플라스틱의 함량이 높게 나타난 것으로 판단된다. Table 2에 나타낸 바와 같이 본 연구에 사용된 드럼 스크린의 hole 크기는 6 mm이다. 5 cm × 5 cm 크기로 시료를 재단할 경우 대부분의 플라스틱은 6 mm hole을 통과하지 못하여 드럼 스크린 reject로 분급되므로 드럼 스크린으로 유입되는 폐 기저귀 시료의 크기에 따라 분급 효율이 좌우됨을 알 수 있다.
3.2 스크린 슬롯 크기에 따른 섬유 분급 효율
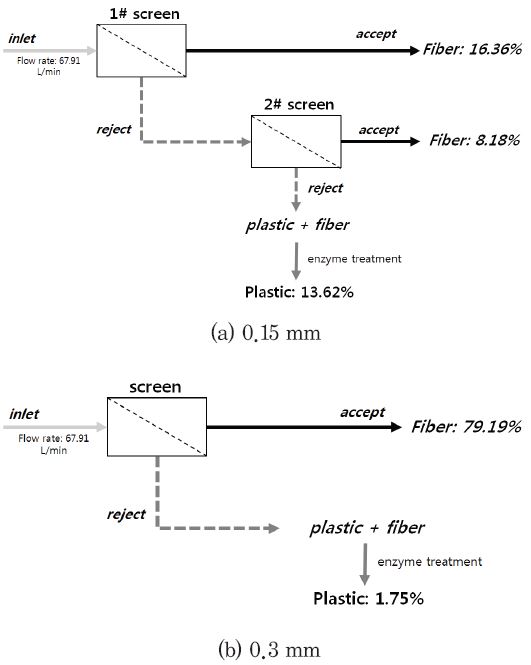
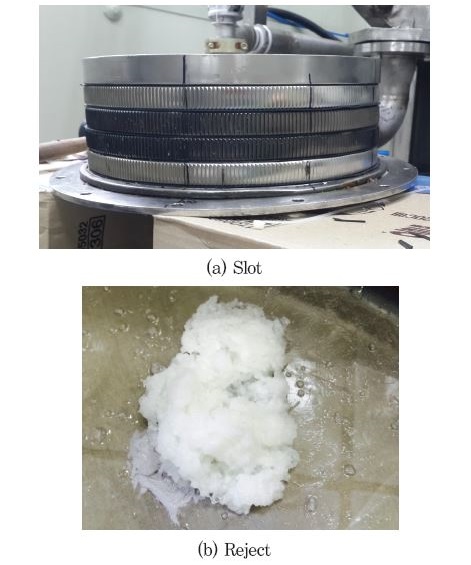
3.1의 결과에 따라 5 cm × 5 cm 크기로 재단한 폐 기저귀 시료를 해리하고 드럼 스크린 처리 후 분급된 accept의 섬유와 SAP을 분리하기 위하여 Fig. 3의 스크린을 사용하였다. Fig. 11은 스크린 슬롯 폭에 따른 물질 분급 결과이며 이 때 스크린의 유량은 67.91 L/min, 스크린 포일의 회전속도는 850 rpm으로 조절하였다. Fig. 11에 나타난 바와 같이 0.15 mm 슬롯의 경우 1차 스크린 reject를 다시 처리하였음에도 불구하고 약 24.4%의 섬유밖에 회수되지 않았으나 스크린 슬롯을 0.3 mm로 조절하였을 경우 79.19%의 섬유가 분급되었다. 이는 0.15 mm 슬롯을 이용하여 스크린 처리할 경우 Fig. 12와 같이 스크린으로 유입되는 시료 내 존재하는 부직포 성분이 슬롯을 막아서 나타난 결과이다. 일회용 기저귀 시료를 재단하여 해리, 드럼 스크린 공정을 거치면서 기저귀를 구성하고 있는 부직포가 전단력에 의하여 풀리게 되고 스크린 내에서 생성되는 회전력에 의하여 서로 엉키게 되어 0.15 mm 슬롯이 막히는 현상이 발생한 것으로 추정된다. 반면 Fig. 13(a)에 나타난 바와 같이 0.3 mm 슬롯 스크린 처리 시 슬롯의 막힘 현상은 나타나지 않았으며, Fig. 13(b)에 나타냈듯이 드럼 스크린 accept에 존재하는 부직포 성분은 효과적으로 분리되었다.
3.3 스크린 유량에 따른 물질 분급 효율
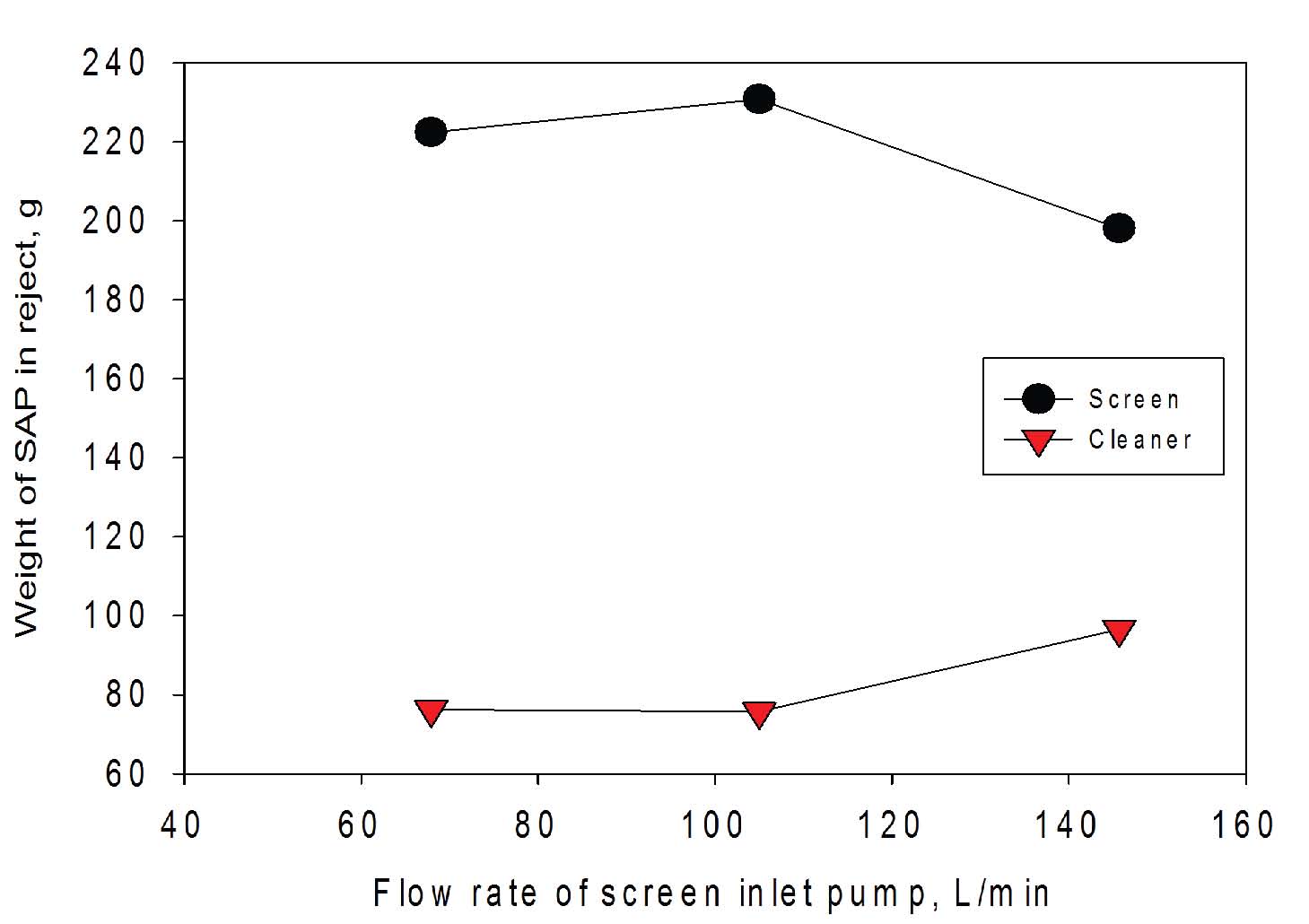
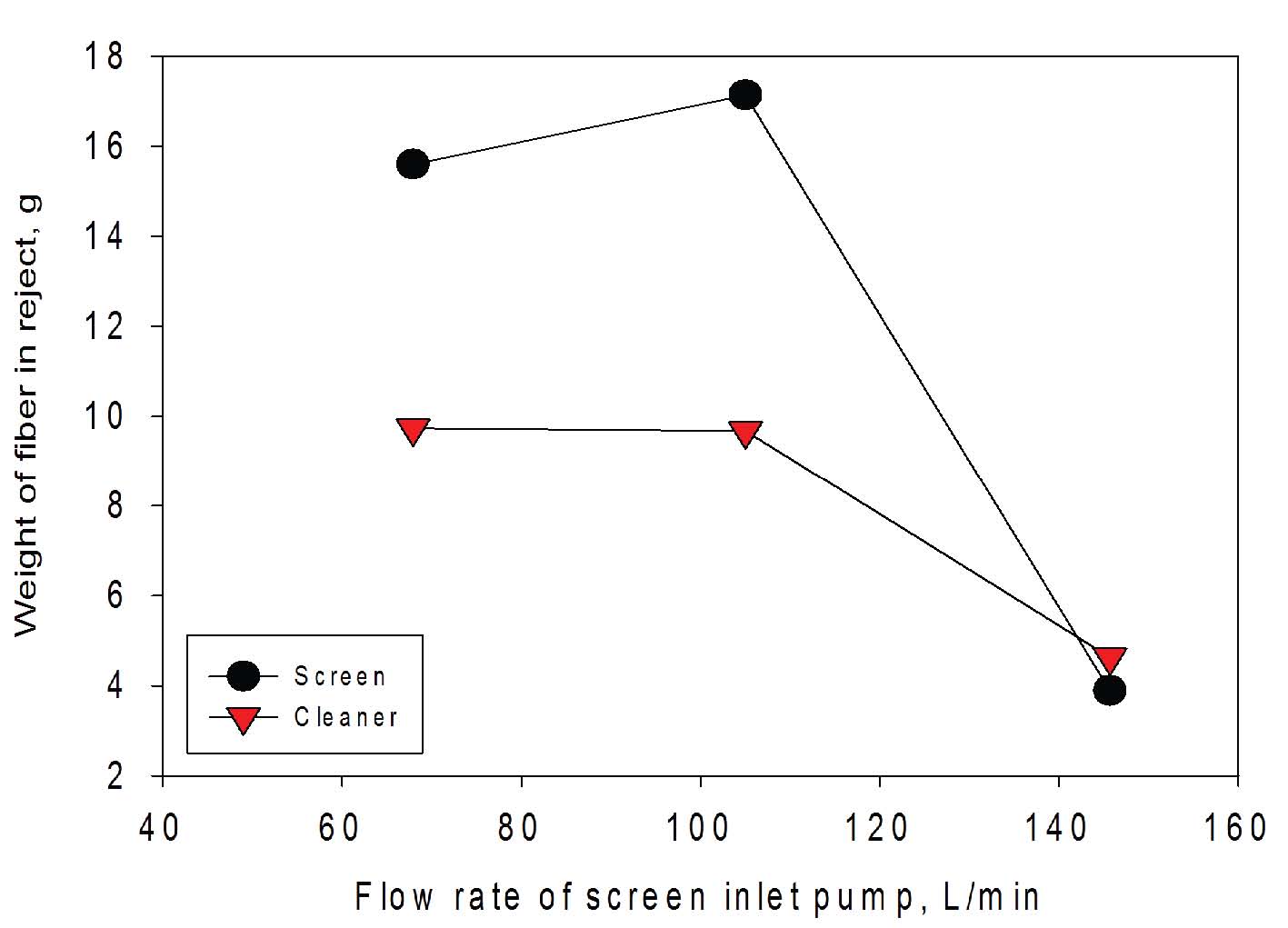
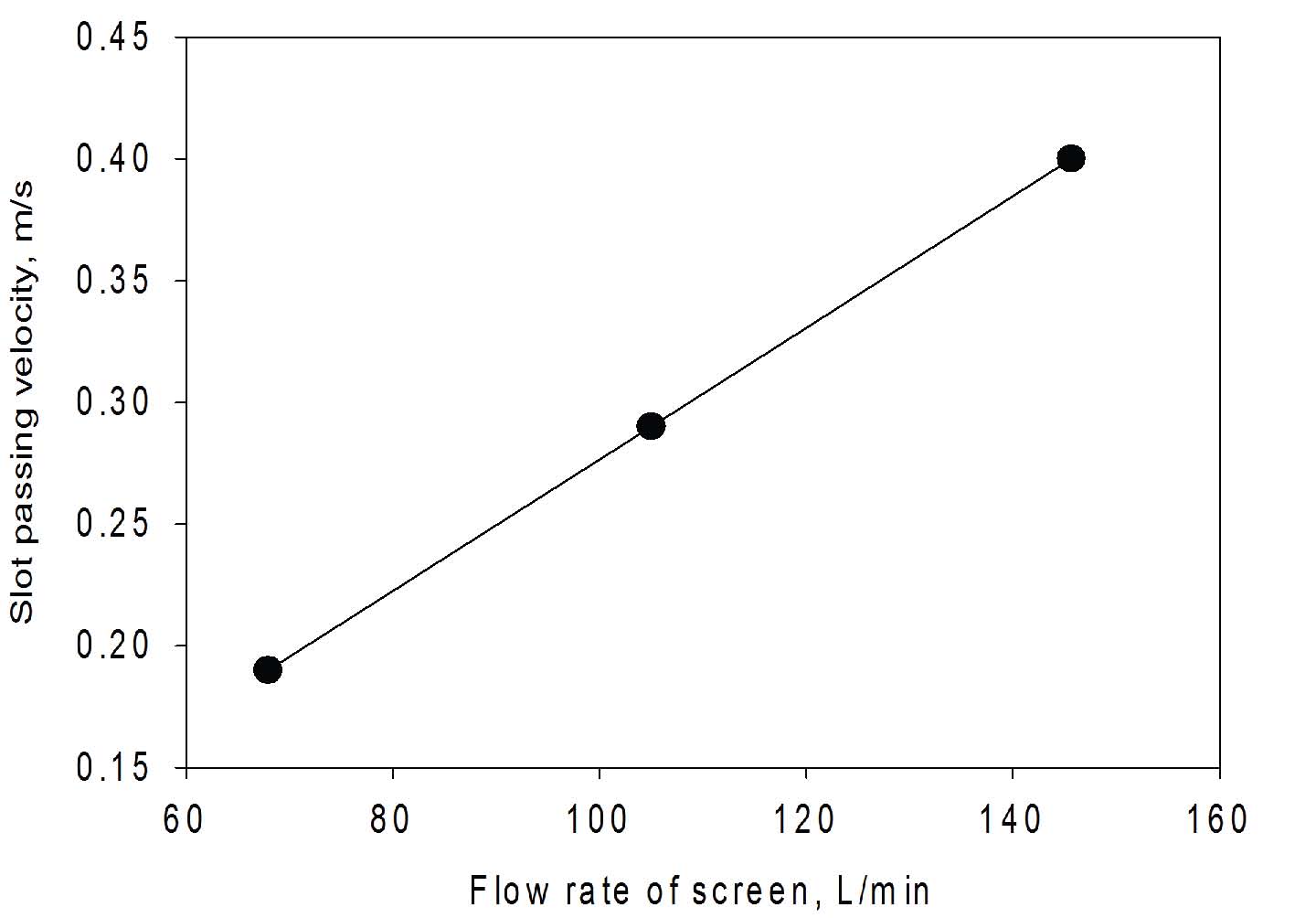
3.2의 결과를 바탕으로 스크린 슬롯을 0.3 mm로 조절하고 스크린 유량에 따른 섬유 회수율을 분석하였다. Figs. 14와 15는 Fig. 3의 스크린 펌프의 유량을 67.91~145.67 L/min로 조절함에 따라 분급된 SAP과 섬유의 무게 분석 결과이다. Fig. 14에 나타난 바와 같이 스크린 유량이 증가함에 따라 분급되는 섬유양은 증가하였으나, Fig. 15에 나타난 바와 같이 유량이 증가함에 따라 reject로 분급된 SAP의 양은 감소하였다. Slot passing velocity는 스크린 슬롯을 통과하는 지료의 속도를 의미하며 스크린 내 형성되는 hydraulic action에 많은 영향을 받게 된다. 일반적으로 slot passing velocity가 증가할 경우 섬유와 이물질의 분급효율이 저하된다.4) 본 연구에서 사용한 스크린은 슬롯 외부를 회전하는 포일에 의하여 형성된 원심 및 구심력으로 인해 슬롯의 막힘이 제어된다. 본 연구에서는 포일의 회전속도를 850 rpm으로 일정하게 유지한 상태에서 스크린 펌프의 유량을 증가시켰으므로 Fig. 16에 나타난 바와 같이 slot passing velocity는 유량에 영향을 받는다. 따라서 유량이 높은 조건에서 스크린 처리 시 slot passing velocity가 증가함에 따라 SAP이 accept로 분급되어 물질 분급 효율이 저하된 것으로 판단된다. Figs. 14와 15에 나타난 바와 같이 스크린 펌프의 유량이 68.71 L/min 조건에서는 145.67 L/min 조건에 비하여 섬유와 SAP을 효율적으로 분급할 수 있었다. 그러나 단속식으로 운전되는 본 스크린의 특성 상 시료가 스크린으로 지속적으로 유입됨에 따라 슬롯 주위에 통과하지 못하는 SAP이 농축됨에 따라 섬유의 분급효율이 저하될 것으로 추정된다.

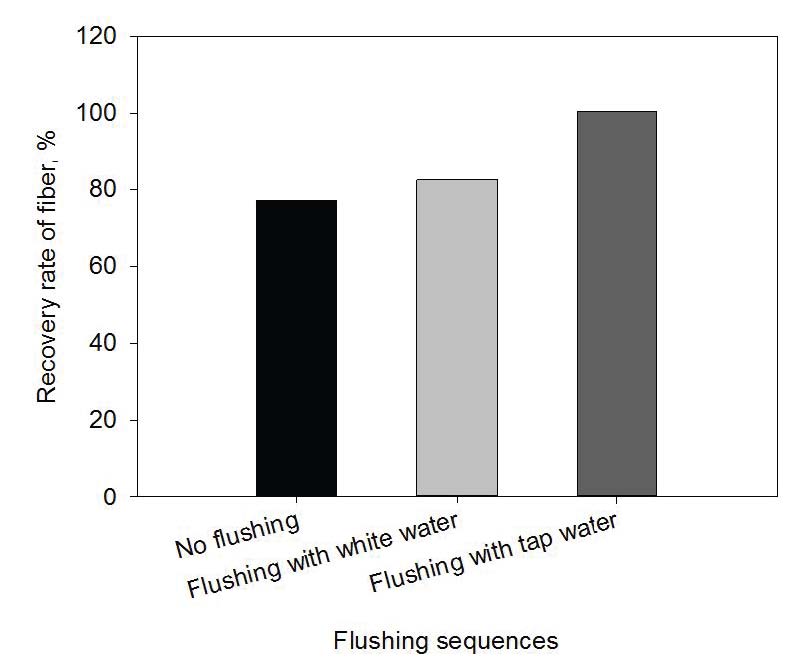
3.4 Flushing에 따른 스크린 물질 분급 효율
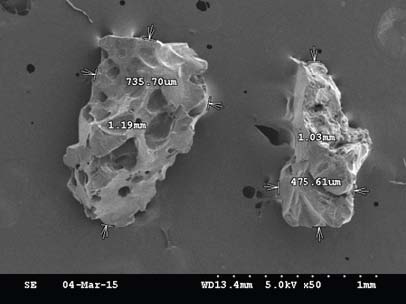
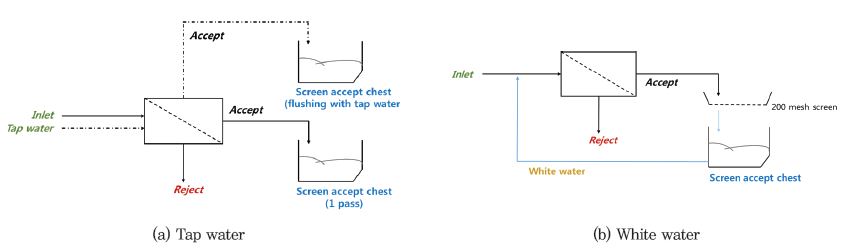
3.3에 언급하였듯이 저 유량 조건에서는 SAP의 분급효율을 향상시킬 수 있지만 스크린 공정이 진행됨에 따라 지속적으로 유입되는 시료 중 슬롯을 통과하지 못하는 SAP이 슬롯 주변에 농축되어 섬유 분급 효율을 저하시킬 우려가 있다고 판단된다. 따라서 Fig. 8과 같이 스크린 처리 시 청수와 백수를 이용한 flushing을 실시하고 그에 따른 섬유 회수율을 분석하여 Fig. 17에 나타냈다. Flushing을 실시하지 않았을 경우 77%의 회수율을 나타냈으나 백수와 청수를 이용하여 flushing을 실시하였을 경우 섬유의 회수율이 각각 80%, 100% 이상 측정되었다. SAP은 Fig. 18에 나타낸 바와 같이 입자의 크기가 0.3 mm 슬롯보다 크기 때문에 스크린을 이용하여 분급될 수 있다. 그러나 Fig. 8(a)에 나타낸 바와 같이 청수를 이용한 flushing을 실시하였을 경우 SAP의 팽윤성을 제어하기 위하여 펄퍼에 투입한 칼슘이온이 flushing에 의하여 씻겨나가 SAP이 재 팽윤되어 deformability가 증가하고 쉽게 부서져 슬롯을 통과하게 되므로 섬유와 함께 accept로 분급되었기 때문에 100% 이상의 회수율이 측정된 것으로 판단된다. 따라서 스크린 공정에서 SAP의 팽윤성을 제어하고 섬유 회수율을 향상시키기 위해서는 일정 수준의 칼슘경도가 있는 백수를 이용하여 flushing을 실시해야 할 것으로 판단된다.
4. 결 론
현재 국내에서 매립 및 소각으로 전량 폐기되는 폐 일회용 기저귀를 대상으로 유용성분 분급 기술을 개발하기 위하여 파일럿 규모의 펄퍼, 드럼 스크린, 스크린 및 클리너를 이용하여 물질 분급 공정을 구성하고 기저귀 시료의 재단 크기 및 스크린 공정의 운전 조건에 따른 섬유와 플라스틱 회수율을 각각 비교 분석 하였다. 폐 일회용 기저귀 시료를 5 cm x 5 cm 크기로 재단 할 경우 90% 이상의 플라스틱을 드럼 스크린에서 회수할 수 있으며, 스크린 처리 시 비교적 유량이 낮은 조건에서 기저귀를 구성하고 있는 부직포 성분으로 인하여 슬롯이 막히는 현상을 제어할 수 있는 0.3 mm 크기로 스크린 슬롯을 조절하고 백수를 이용한 flushing을 실시할 경우 SAP의 팽윤성을 제어하면서 80% 이상의 섬유를 회수할 수 있었다.