

1. Introduction
Hemicelluloses, comprising the non-cellulose cell-wall polysaccharides of vegetative and storage tissues of annual and perennial plants, represent an immense renewable resource of biopolymers. It is known that high molar mass hemicelluloses can be used in novel industrial applications such as biopolymers and barrier films, and could also, after hydrolysis, serve as a source of sugars for fermentation to biofuels or specialty chemicals. In addition, hemicelluloses can be alternatively applied as a wet end additive in papermaking.1)
Hemicellulose pre-extraction prior to Kraft pulping is anticipated to improve pulp mill operations by reducing Kraft cooking times and increasing production capacity for pulp mills, which are limited by the recovery-furnace throughput.2) However, during kraft pulping process, hemicelluloses are degraded into low-value hydroxyl acids in black liquor with degraded lignin, and thus cannot be utilized directly in the polymeric form.3) Furthermore, minimal interference is required with the subsequent pulping process since the production of high-quality papermaking fibers at high yield remain the main concern for pulp and paper mills.4) Many studies have been devoted to the development of relevant technologies on the hemicelluloses extraction. Hemicelluloses can be extracted from hardwoods via various methods, such as dilute acid, hot water, and alkaline extraction. 5-9) Extraction of hemicelluloses will affect the pulp products in different ways, for example, the severe conditions in hot water and dilute acid extraction can give a negative impact on the fibers. Cvt et al.6) found that acid-hydrolysis processes promoted a decrease of 15% in the overall pulp yield. And Vila et al.7) found that the cellulosic fibers could be damaged, resulted in a reduction in the degree of polymerization (DP) of cellulose and strength properties of paper with dilute acid extraction.
On the other hand, it was confirmed that treatment with alkali at moderate temperatures is a well established laboratory method for extracting hemicelluloses from plant cell walls, and is the basis for at least one approach for hemicellulose extraction from wood prior to pulping.8) Al-Dajani et al.8) found that alkaline extraction of hemicelluloses from aspen hardwood chips by using 1-2 M sodium hydroxide (NaOH) at 50°C-90°C could afford about 20%-25% of hemicelluloses while the pulp yield was maintained, although the reduction in pulp viscosity was observed. Helmerius et al.10) found that it was possible to use white liquor to extract xylan from birch wood chips prior to kraft pulping without losses in the pulp yield and paper strength properties. Cho et al.11) pre-extracted hemicelluloses from Korean mixed hardwoods chips using hot water and sodium hydroxide solution at various temperature and time conditions. The results showed that, through the hot water pre-extraction, the wood components of 22% was extracted and the 35% of the hemicelluloses which were contained in the original wood chips were dissolved into the pre-extractives. The yield of the pre-extractives was more significantly influenced by the pre-extraction temperature than the time.
After biorefinery approach, the second step is to pulp the extracted wood chips. A low hemicelluloses content is one of the important quality parameters for the well-commercialized dissolving pulps.12) So the ideal pre-extraction is to get high amounts of hemicelluloses while the yield and quality of the pulp can be maintained at industrially acceptable levels. Although alkali extraction of hemicelluloses from wood chips can be considered as well-integrated with an existing alkaline process such as Kraft pulping, since it will lower the alkali charge when cooking,13) but the effectiveness of hemicellulose extraction and recovery is not well-documented for combining pulp production with bioconversion of hemicellulose.
In this work, poplar chips were used as raw materials to extract the hemicelluloses. The objective of this study was to evaluate the efficiency of pre-extraction under different temperature, time and alkaline conditions. In order to analyze the characteristics of extraction liquor and the effect of hemicellulose pre-extraction on Kraft pulping, chemical compositions of extraction liquor, and the overall pulp yield, kappa number and viscosity of the kraft pulps were measured in this experiment.
2. Materials and Methods
2.1 Materials
Poplar chips were supplied by one pulp mill in Shandong Province, China. The wood chips were 1.5-2.5 cm in length, 1.5-2.0 cm in width with a thickness of 0.5 cm. The wood chips were screened and conditioned in the refrigerator before use.
Sodium hydroxide (96%) and Sodium sulfide (98%) for pulping were purchased from Tianjin Damao Chemical Reagent Co., Ltd. Potassium permanganate (99.5%), potassium iodide (99%) and phosphoric acid (85%) for testing of pulp kappa was purchased from Tianjin Kermel Chemical Reagent Co., Ltd. Cupri-ethylene-diamine solution was provided from China National Pulp and Paper Research Institute. Sodium thiosulfate pentahydrate (99%) which was used as the eluent was purchased from Tianjin FuYu Fine Chemical Co., Ltd and other chemicals were all chemical pure reagents.
2.2 Methods
2.2.1 Pre-extraction of hemicellulose and kraft pulping
Based on the method described by Al-Dajani et al.,8) the pre-extraction of hemicellulose from poplar was carried out with some modifications. 150 g of dry chips were mixed with NaOH solution in a 15 L batch-type digester, and the extraction conditions were kept at the desired temperatures and reaction times (Table 1). The liquor-to-wood ratio was 6:1. After the reaction completed, the digesters were cooled with room-temperature water. The extracted wood chips were collected and washed with 70°C water, then they were washed with room-temperature water and air dried.
Table 1.
Pre-extraction conditions of poplar woodchips
| Temperature (°C) | Time (min) | NaOH (%) |
|---|---|---|
| 140, 150, 160, 170 | 30, 60, 90, 120 | 0, 1, 2, 3 |
80 g of dry poplar wood chips after pre-extraction were used for kraft pulping. Pulping was carried out with 25% sodium sulfide and 20% active alkali in a 15 L batch-type digester. And cooking was performed at a maximum temperature of 165°C with a liquor-to-wood ratio of 4:1, and the total cooking time was 60 min. Non-extracted poplar chips were also pulped under the same conditions for comparison as the control samples. After cooking, pulps were separated from the black liquor and washed, then they were screened and air-dried.
2.2.2 Analytical methods
The hemicellulose-rich filtrates were concentrated in a weighing bottle at 105°C to constant weight. The solid content of the extraction liquor was estimated according to the following equation:
The total sugar content of the hydrolyzate was measured through 2-Hydroxy-3,5-dinitrobenzoic acid (DNS) colorimetric method after two-stage sulfuric acid total hydrolysis with 71% and 4% sulfuric acid, respectively.14) Acid soluble lignin (ASL) were determined according to TAPPI UM 250. The lignin concentration in extraction was estimated similar to that of ASL from the UV/Vis spectra, which was recorded using an absorption coefficient of 110 L (g cm)-1 at 205 nm according to TAPPI 1991 μm 250. The hydrolysate was filtered through 0.22 μm membranes, then the acetic acid and furfural was measured by HPLC (HPLC Spectra System P2000) on a SHIM-PACK VP-ODS (250 mm×4.6 mm) column with with SPD-20A detection using 0.1% H3PO4 as eluent at a temperature of 30°C.15,16)
Kappa number of pulp was determined according to TAPPI T236 cm-85. Screened pulp yield was calculated according to the following equation:
Pulp viscosity was determined by dissolving the pulp sample into a cupric-ethylene-diamine solution prepared according to TAPPI T230 om-94. The pulp solution was agitated at 300 rpm using a HS 260 basic and transferred to a DP-02 AUTO viscometer. The temperature in the sample holder was maintained at 25±1°C with the aid of thermostatic circulator. The pulp viscosity was measured in intrinsic viscosity.
3. Results and Discussion
3.1 Effects of hemicellulose pre-extraction conditions on the extraction liquor properties
Hemicellulose pre-extraction was carried out under alkaline solutions prior to poplar kraft pulping. The adequate alkaline extraction conditions were varied to extract high hemicellulose in extraction liquor and preserving high content of cellulose (glucan) in pulps. Mild alkaline conditions may dissolve some wood components, mainly hemicelluloses. And a certain content of cellulose and lignin remained in the extraction liquor under mild alkaline conditions.17)
3.1.1 Effect of pre-extraction temperature on extraction liquor properties
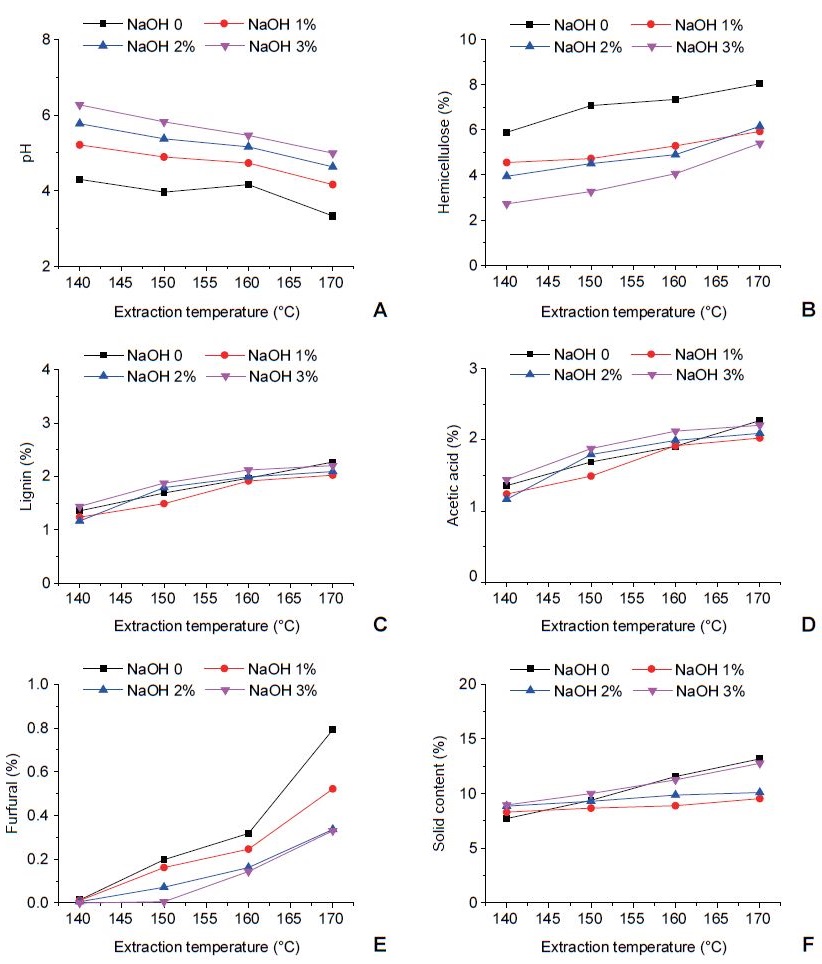
Effect of temperature on the hemicelluloses depolymerization were shown in Fig. 1A-1B. It can be seen that the temperature was the important parameter that determines the sugar composition in the extraction liquor. The pH of the extraction liquor decreased with increase of extraction temperature (Fig. 1A). The reason was due to that acetic acid depolymerized from hemicelluloses. The pH in the extraction liquor increased with increasing the NaOH concentration, and the final pH was between 3.0 and 6.5. Fig. 1C showed that temperature had a larger influence on lignin dissolution, while NaOH concentration had a minor effect. The amount of lignin increased with extraction temperature. The content of acetic acid in autohydrolysis process increased with increasing temperature (Fig. 1D). And this might be due to the decomposition of six carbon sugars to levulinic acid or hydroxymethyl furfural (HMF) and their further degradation into acetic acid.18) When the temperature increased, a significant amount of furfural was produced in the pre-hydrolysis liquor (Fig. 1E). The mass balance indicated that the amount of furfural generated, and other chemicals including furfural-based polymers, could be formed during the course of reactions.19) The amount of the solid content in the extraction liquor increased with increasing extraction temperature. Increasing the NaOH concentration, the solid content increased, which could be due to the degradation of the monomers (Fig. 1F).
3.1.2 Effects of pre-extraction time on the extraction liquor properties
Besides pre-extraction temperature, pre-extraction time is also an important factor which affects the dissolution of wood components.20) In order to evaluate the effect of extraction time on the extraction liquor properties, the experiments were operated at 170°C with a liquor-to-wood ratio of 6:1. As shown in Fig. 2A, pH decreased when the extraction time increased. And this was due to that hemicelluloses converted into acetic acid. The amount of sugars increased with the extension of the pre-extraction time (Fig. 2B). The hemicellulose content in the extraction liquor decreased by increasing the NaOH dosages. The highest hemicellulose yield was obtained when no NaOH was added. As can be seen from Fig. 2C, the longer the hydrolysis time, the more lignin dissolved under various NaOH dosages.
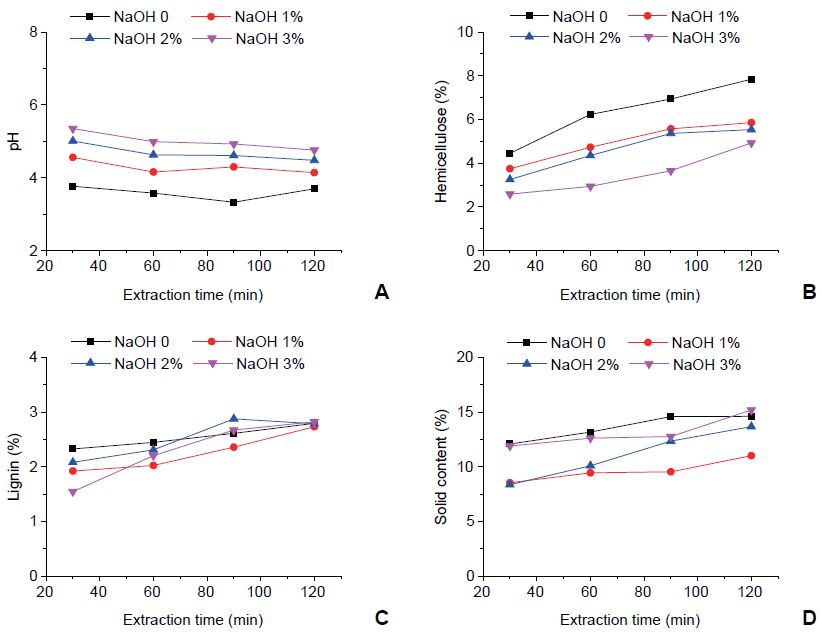
At a given temperature, the mass loss increased with the pre-extraction time (Fig. 2D). As the wood and water were heated, an increasing portion of hemicellulose, some lignin/aromatic materials, and a majority of the volatile extractives were dissolved in the water. However, in the absence of NaOH, when the extraction time increased from 90 min to 120 min, the content of solid in the hydrolysate was not changed. And this might be duo to that the sugar degradation to furfural also occurred in the extraction liquor.
3.2 Effects of hemicellulose pre-extraction on kraft pulping
Typically, almost half of the xylan and mannan polymers are lost during Kraft pulping.17) It is the objective here to recover these polymers as component sugars while maintaining the composition of the pulp similar to that obtained during conventional Kraft pulping with equal pulp yield and physical properties.2) Kraft pulping of extracted wood chips is affected by many variables. The dissolution of components and content change of lignin in the extraction process will affect the subsequent pulping process and the properties of the pulp. And the effects of hemicellulose pre-extraction on pulp properties were shown in Fig. 3 and Fig. 4. The cooking experiments were carried out at 165°C for 60 min with 20% effective alkali, 25% sulfidity and a liquor-to-wood ratio of 4:1. Non-extracted wood chips were cooked at the same cooking conditions, resulted in a yield of 46.4% with kappa number of 23.2.
3.2.1 Effect of pre-extraction temperature on kraft pulping
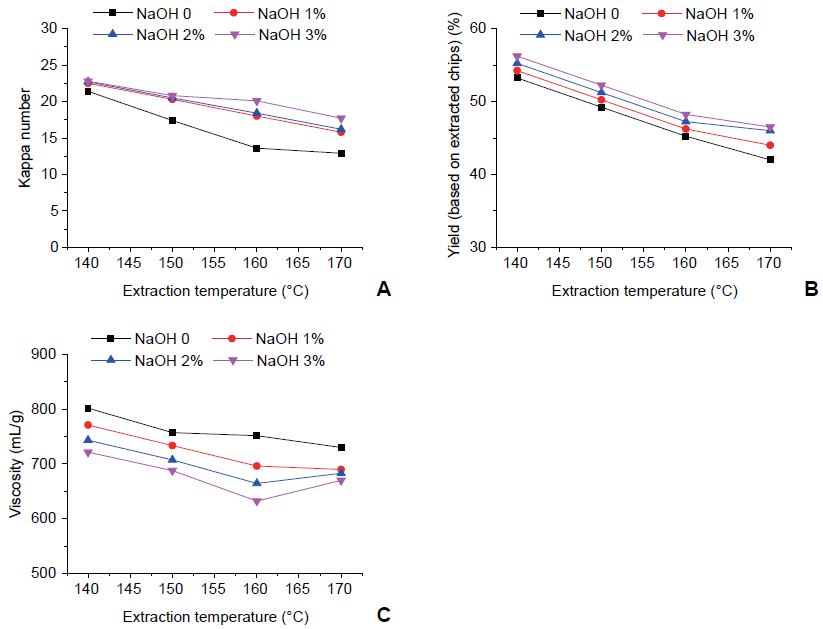
The Kappa number estimates the amount of chemicals required during bleaching of wood pulp to obtain a pulp with a given degree of brightness. Since the amount of bleach needed is related to the lignin content of the pulp, the Kappa number can be used to monitor the effectiveness of the lignin-extraction phase of the pulping process. It is approximately proportional to the residual lignin content of the pulp.21) As shown in Fig. 3A, Kappa number decreased with increasing extraction temperature. And the Kappa number slightly changed after cooking when NaOH dosage ranged from 0% to 3%.
For extracted samples, the pulp yield decreases with an increase of extraction temperature, and this may reduce the production capacity of pulp mill. Fig. 3B showed that pulp yield of the cooked poplar chips increased while the dosage of NaOH increased and the highest yield was observed when the extraction temperature was 140°C. This was due to the fact that NaOH extraction partially dissolved hemicellulose and lignin, and destroyed microstructure of poplar chips, which boosted defibration in kraft pulping. The pre-extraction of hot water destroyed the acetyl group and the furfural acid substitute on the hemicellulose, and produced acetic acid and other organic acids. The formation of organic acids, such as acetic acid, can be used to destroy the ether bond on the cell wall of the fibrous material, which can catalyze the formation and removal of oligosaccharides. However, the addition of NaOH had a negative impact on the extraction process.
The curve of the pulp viscosity with the extraction temperature was shown in Fig. 3C. When the temperature of hot water pre-extraction was low, some hemicellulose in wood was degraded, but the loss of cellulose is less, and the degree of damage to the fiber was lighter. Low temperature might prevent the degradation of the fibers while high temperature could solubilize hemicellulose between cellulose and lignin. Hemicellulose is the main composition of interstitial gel between cellulose fibrils in the cell walls, and it is also the main component in the primary wall. With the increasing amounts of extracted hemicelluloses, the cellulose became more prone to hydrolysis, and the viscosity of pulp slurry decreased in different degrees.
After the pre-extraction of wood chips, the yield of the pulp was corresponding to the kappa number of the pulp. When the kappa value was low, the yield of pulp was low. And the yield of pulp decreased with increasing the extraction temperature. In the case that NaOH was added, the yield of pulp increased slightly while the viscosity decreased with increasing the extraction temperature. It is known that the higher viscosity means that the fibers have good strength properties, and this is good for the subsequent papermaking process. So pre-extraction without NaOH addition were recommended as the optimum pre-extraction condition.
3.2.2 Effect of pre-extraction time on kraft pulping
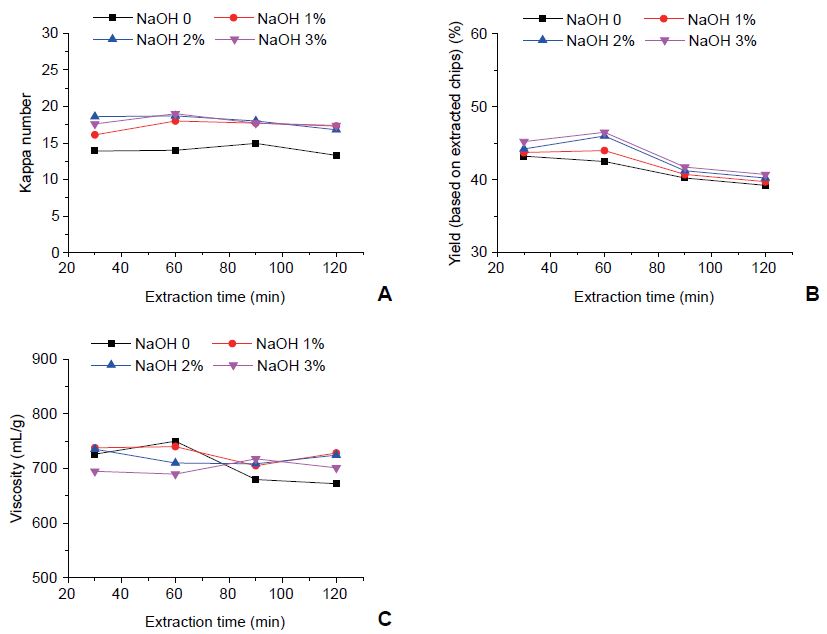
Fig. 4 showed the effect of pre-extraction time on kraft pulping at a certain temperature of 170°C. As can be seen from Fig. 4A, the extraction time had little effect on the kappa number of pulp with NaOH addition. As shown in Fig. 4B, the pulp yield decreased with increasing the pre-extraction time. The reason is that the extraction components increased with increasing the pre-extraction time. And the highest yield could be observed when the pre-extraction time was 60 min. As is vividly illustrated in the Fig. 4B above, the yield decreased with increasing the pre-extraction time without NaOH addition. And the same results were obtained except when the extraction time was 60 min. As shown in Fig. 4C, the viscosity of pulp was low when extraction time was more than 60 min without NaOH addition. And the viscosity of the pulp did not increase significantly when NaOH was added.
4. Conclusions
This study investigated the effect of hemicelluloses pre-extraction of poplar chips under various reaction temperature and time prior to kraft pulping. The results showed that portion of the hemicellulose could be pre-extracted prior to pulping and the extracted chips could be used to produce pulps under suitable conditions. The dissolution amount of sugars increased with increasing the pre-extraction temperature and time, but the total content of sugars in the extraction liquor decreased significantly when the dosage of NaOH increased. This proved that NaOH was not favourable for the extraction of sugar. Moreover, the viscosity and yield of pulp decreased with increasing the pre-extraction temperature, and the viscosity decreased with increasing the dosage of NaOH. Moreover, adding NaOH was adverse to the pre-extraction of hemicelluloses, the removal of lignin and the protection of carbohydrates in pulping process. During the pre-extraction process, mass removal increased with increasing pre-extraction time. And it was observed that the mass loss was 15.20% at 170°C for 120 min with 3% NaOH dosage. Considering the needs for bioconversion of hemicellulose and the resulting pulp properties, a temperature of 140°C and a pre-extraction time of 60 min without NaOH addition were recommended as the feasible pre-extraction conditions in this experiment.
