

1. 서 론
유가가 불과 1년 전만 하더라도 배럴당 $110 이상으로 치솟는 때와 비교하면 지금은 배럴당 $50 이하까지 떨어지고 향후 더 하락할 것으로 전망되고 있다. 세계적인 석유 수요의 감소, 미국을 중심으로 한 셰일 가스의 양산, 그리고 기타 여러 요인들에 의해 유가는 더 감소할 것으로 예상된다.1) 이러한 시점에 유가와 탄소 배출 사이에는 복잡한 관계가 형성된다.
유가 하락은 당장은 아니겠지만 석유 소비의 증가를 촉발하고 탄소 배출에 악영향을 미쳐 지구 온난화를 더욱 가속화시킬 잠재적인 위험 요인을 항상 내재하고 있다.2) 따라서 유가 하락과 별도로 지구 온난화 문제에 능동적으로 대처하기 위해서는 신재생에너지의 외연 확대에 지속적인 관심을 기울일 필요가 있다. 국내 신재생에너지의 비중은 2011년 기준 2.8%에 불과한 상황에서 정부는 2030년까지 11%까지 확대하고자 하는 목표를 설정해 놓고 있다.3) 따라서 2012년부터 신재생에너지 의무 할당제 (Renewable Portfolio Standards, RPS)가 시행되면서 정부는 일정 규모(50만 kW) 이상의 발전 설비를 보유한 발전사업자들을 대상으로 총 발전량의 일정 비율 이상을 신재생에너지를 의무적으로 이용하게끔 하고, 이를 어길 시 공급인증서 (Renewable Energy Certificates, REC) 평균거래가격의 150% 이내에서 과징금을 내도록 강제하고 한다.
산업통상자원부는 최근 RPS 이행실적에 따른 과징금을 확정 발표하면서 2013년 13개 신재생에너지 공급의무사 가운데 절반이 넘는 7개 발전사업자가 이행량을 채우지 못해 498억 원 상당의 과징금을 부과하였고, 이는 2012년의 약 2배에 해당하는 규모이다. 신재생에너지 공급의무 사업자들은 전년 대비 더 많은 RPS 의무이행 실적을 냈지만 의무 공급량을 채우기에는 턱 없이 부족한 양이었다. RSP 이행 의무량이 2012년에 비해 늘어났음에도 불구하고 2013년에 부과된 과징금 규모가 커진 것은 공급 의무량 증가와 함께 REC 평균거래가격이 상승한 것에서 그 이유를 찾을 수 있다.
신재생에너지의 의무사용량을 확대하기 위해 태양광이나 풍력의 의존도를 높이면 좋을 것 같지만, 태양광 발전의 경우 에너지 밀도가 낮아 태양전지 패널 설치를 위한 광활한 면적을 필요로 하는데 국토가 좁은 국내에서는 한계가 있을 수밖에 없다. 풍력 발전의 경우 바람의 세기가 큰 입지를 선정해야 하는 한계가 있고, 소음과 자연경관을 해친다는 이유로 환경단체, 지역 주민 등의 반대가 심하다.4) 태양광이나 풍력과는 달리 (아)역청탄에 목재펠릿을 섞어 쓰는 혼소 발전은 현재의 유연탄 발전 설비를 그대로 이용할 수 있기 때문에 발전사업자들이 선호하고 있다. 현재 남동발전과 남부발전을 시작으로 혼소 발전을 도입하면서 현재 3%까지 목재펠릿을 혼소시키고 있다. 발전사업자들의 입장에서 보면 목재펠릿 수입 가격이 RPS 불이행에 따른 과징금과 비교해서 더 유리하기 때문에 외국에서 많은 양의 목재펠릿을 수입하고 있다. 2014년의 경우 남동발전의 경우 62만 톤, 남부발전이 36만 톤, 중부발전과 서부발전이 20만 톤 등 총 144만 톤 수준의 목재펠릿이 수입된 것으로 추정되고, 목재펠릿의 가격이 톤당 250달러라고 가정하면 3억 달러 이상을 지불하고 있다. 참고로 2013년 한 해에만 약 48만 5천 톤의 펠릿이 베트남, 중국, 말레이시아, 태국 등지에서 수입되었다.
우리나라에는 전국적으로 21곳의 목재펠릿 제조공장이 있고, 이곳에서 생산되는 목재펠릿의 양은 매년 증가하고 있다. 한국펠릿협회의 자료에 따르면 2011년 34,335톤, 2012년 51,343톤, 그리고 2013년에는 65,603톤이 생산되었다. 각 단위공장별로 제조할 수 있는 생산규모가 1만 톤에서 2만 톤 정도에 이른다고 가정할 때 한 해 21만 톤에서 42만 톤 수준의 목재펠릿 생산이 가능하지만 실제 생산된 목재펠릿의 양은 제조공장의 생산규모와 비교했을 때 턱 없이 적은 양의 목재펠릿이 생산되고 있고, 국내에서 생산되고 있는 목재펠릿만으로 발전사업자들의 수요를 충당하기에는 턱 없이 부족한 실정이다. 이러한 생산규모와 공급의 불균형은 원료 수급의 부족에서 비롯된다. 국내의 목재자급률은 2013년 기준 약 17%에 불과하고 국내에서 생산된 목재를 펠릿 제조에만 모두 사용할 수도 없는 노릇이다. 국내에서 생산되는 목재는 제재목, 합․단판용, 펄프용, 보드용, 바이오매스용 등 다양한 용도로 사용되어야 함에도 불구하고 목재펠릿 제조용으로 2014년 기준 국내산 원목을 37.6%까지 공급하고 있다. 참고로 국내 펄프 자급률은 약 12% 내외이고, ㈜전주페이퍼에서는 열기계펄프 생산을 위해 소나무 칩을 매년 약 7만 톤 정도, 그리고 무림P&P(주)에서는 표백크라프트펄프 생산을 위해 참나무를 주로 한 활엽수 잡목 칩을 약 21만 톤 정도 사용하고 있고, 나머지 베트남과 인도네시아산 아까시나무 칩, 태국산 유칼립투스 칩 등을 연간 약 50만 톤 정도 수입하고 있다. 이와 같이 국내에서 생산되는 목재를 필요로 하는 수요처는 많이 있지만 그 수요를 모두 감당할 수 없는 상황이고, 이러한 상황에서 펠릿 제조에 사용되는 원료의 종류를 다변화시킬 필요가 있다.
펠릿 제조에 있어서 목재를 대신할 수 있는 바이오매스로는 팜유를 생산할 때 발생하는 부산물인 PKS (Palm Kernel Shell)와 EFB (Empty Fruit Bunch)이다. 전보에서 밝힌 바와 같이 오일팜 바이오매스 중에서 PKC와 중과피 섬유를 제외한 EFP와 PKS는 활용할 가치가 있는 경제적 자원이 될 수 있다. 말레이시아에서는 2007년 기준 팜유 생산 과정에서 EFB는 약 18백만 톤, 그리고 PKS는 4.5백만 톤이 발생하였다.5,6) 인도네시아에서는 2008년 기준 EFB는 16.7백만 톤, PKS는 약 5.1백만 톤이 발생하였다.7) 이러한 오일팜 바이오매스는 발생된 형상 그대로 사용하기 보다는 반탄화 기술을 적용하여 bio-coal 형태로 변화시켜 펠릿으로 제조한다면 발전사업자들에게 보다 더 유리한 환경을 조성할 수 있다. 즉, 현재 유연탄과 목재펠릿을 혼소시킬 수 있는 비율은 3% 수준에 불과하지만 bio-coal과 혼소한다면 유연탄과의 성상이 유사해 지기 때문에 혼소 비율을 30%까지 높일 수 있게 되고 이로 인해 RPS 이행 목표를 상향 조정 할 수 있다.8)
그래서 전보에서는 PKS와 EFB로 제조한 펠릿의 성형 특성, 연료 특성, 그리고 반탄화 전후의 에너지 수율의 변화 등을 연구하여 PKS와 EFB가 목재를 대체할 수 있는 연료로서의 가치를 확인하였다.8-10) 본 연구에서는 인도네시아와 말레이시아를 중심으로 대량 발생하고 있는 오일팜 바이오매스인 EFB와 PKS의 활용도를 높이고, 발전사업자들의 RPS제도 추가 이행에 도움이 될 수 있도록 반탄화시킨 EFP와 PKS의 성형 특성을 향상시키기 위하여 전분, 톱밥 등과 같은 부원료의 이용 가능성을 탐색하고자 하였다. 특히 톱밥의 사용을 통하여 다량의 회분 함량을 갖는 PKS와 EFB의 회분 함량을 감소시키고 연료로서의 특성을 향상시킬 수 있는 방안을 강구하고자 하였다.
2. 재료 및 방법
2.1 공시재료
반탄화 실험을 위해 인도네시아 팜유 추출 및 정제 공정에서 부산물로 발생하는 EFB와 PKS를 사용하였다. EFB는 변패로 인하여 고함수율 상태(약 60% 이상)로 국내로 반입될 수 없기 때문에 함수율 약 10% 수준으로 자연 건조시켜 들여온 것을 사용하였다.
그리고 반탄화된 목재펠릿 제조를 위해 국내산 육송 (Pinus densiflora) 칩을 사용하였다.
2.2 반탄화
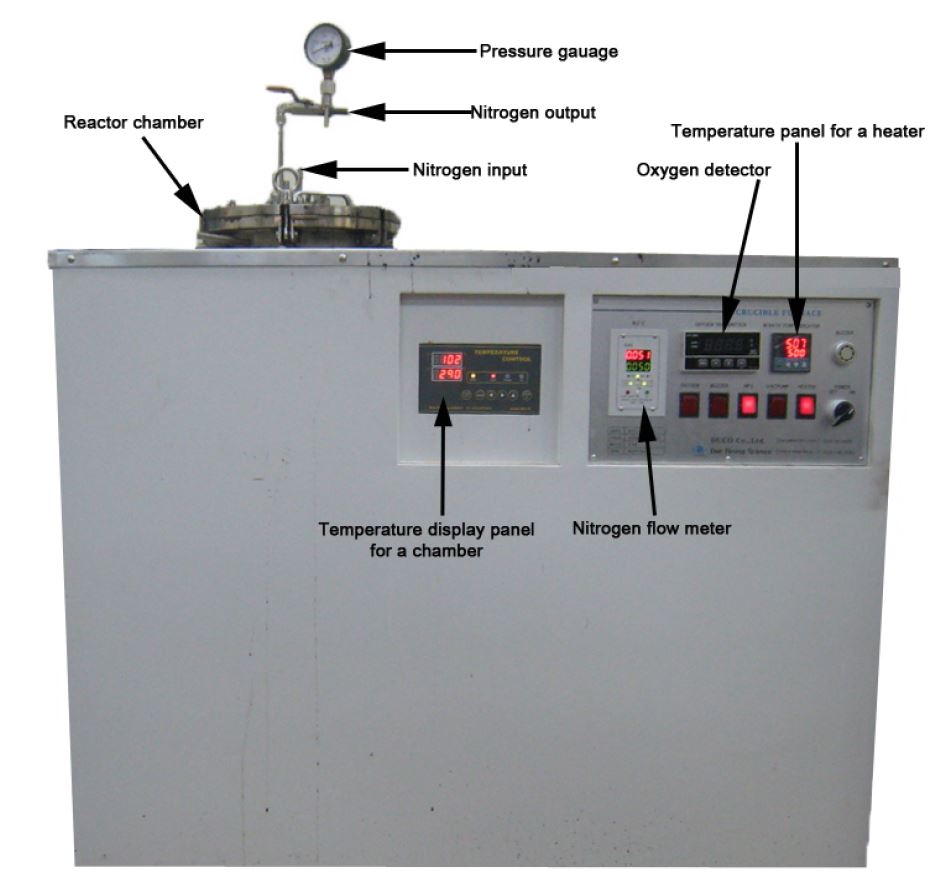
경상대학교 펄프종이신소재연구실에서 제조한 반탄화 장치(DUCO, Korea)를 이용하여 준비된 시료들을 반탄화 시키는데 이용하였다(Fig. 1 참조). 반탄화 장치의 반응조 내부를 무산소 및 대기압 상태로 만들기 위해 사용된 불활성 가스는 질소를 사용하였고, 질소 가스가 반응조 내부로 통과 시 유량은 0.05 L/min되게 조절하였다. 반응조 내부의 승온 속도는 10℃/min이고, 반탄화 온도는 EFB의 경우 200℃, 그리고 PKS와 육송 칩의 경우 250℃까지 승온시킨 후 그 온도에서 각각 30분 동안 반탄화 시켰다.
2.3 펠릿 품질 특성 분석
2.3.1 펠릿 성형 특성 분석
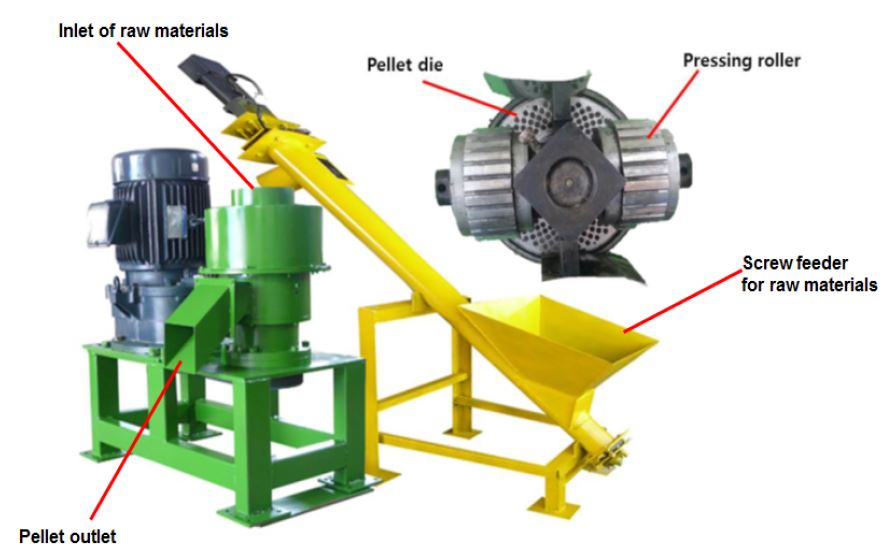
반탄화된 육송 칩, EFB, 그리고 PKS를 이용하여 Fig. 2의 펠릿성형장치(DUCO, Korea)를 이용하여 펠릿을 제조하였다. 펠릿성형장치는 본 연구팀의 설계에 근거하여 제작된 평다이 (flat die) 방식이다.
반탄화된 바이오매스를 이용하여 펠릿을 제조할 때 반탄화 전보다 펠릿 성형 능력이 매우 떨어질 수 있다. 따라서 보조 바인더의 첨가를 통하여 펠릿 성형성을 개선하고자 하였고, 바인더로서 전분과 같은 천연 고분자 대신에 국내산 낙엽송 톱밥을 사용하였다. 낙엽송 톱밥은 반탄화된 바이오매스에 대하여 30%, 50%, 그리고 70% 첨가하였고, 반탄화된 바이오매스의 함수율은 12-14% 범위로 조정하였다.
2.3.2 연소 특성
육송 칩, EFB, 그리고 PKS를 반탄화시킨 후 반탄화 전후 연소 특성을 알아보기 위하여 열중량분석 (Thermal Gravimetric Analysis, TGA)을 하였다. 열중량분석기 (SDT Q600, TA, USA)는 반응기 내부 직경이 20 mm이다. 저울의 정확도는 1 ㎍이며 모든 조건에서 사용된 가스는 질소를 사용하였고, 그 유량은 100 mL/min으로 연소반응 시 확산저항 영역을 벗어날 수 있도록 충분히 공급하였다. 열중량 분석 시 승온 속도가 미치는 영향을 파악하기 위해 승온 속도 5℃/min 하에서 실험을 수행하였으며, 각 실험을 통해 온도에 따른 시료 무게 감량값 및 DSC (Differential Scanning Calorimetry, DSC) 값을 구하였다.
2.3.3 발열량 분석
육송 칩, EFB, 그리고 PKS를 반탄화시킨 후 반탄화 전후의 발열량 측정은 자동 열량계 (Parr 6400, Germany)로 시료를 연소시키는 동안의 온도 상승을 측정하고, 시료 1 g에 대한 cal나 J (at 20℃) 값을 구하여 발열량을 측정하였다. 시료는 1 mm 금속망 체를 통과하는 크기로 조정한 후 발열량을 측정하였다.
저위 및 고위 발열량은 발열량, 수소 중량(%), 그리고 수분 중량(%)을 각각 측정한 후 아래의 식으로 계산하였다.
2.3.4 회분 분석
육송 칩, EFB, 그리고 PKS를 반탄화시킨 후 반탄화 전후의 회분 분석은 국립산림과학원의 “목재펠릿 품질 규격”에 근거하여 분석하였다. 분석용 도가니에 0.1 mg까지 무게를 측정한 원료를 넣고 회화로에서 575±25℃에서 2시간 동안 연소시킨 후 감량을 기록한 후 아래의 식 (3)에 근거하여 회분 함량을 계산하였다.
2.3.5 원소분석
반탄화 처리된 시료의 원소분석은 원소분석기(Model CHNS-932, Leco company, USA)를 사용하였다. 시료를 1 mm 금속망 체를 통과하는 크기로 잘게 부순 후 100 mg을 취하여 원소분석기를 이용하여 탄소(C), 수소(H), 질소(N), 그리고 황(S) 함량을 측정하였다. 산소 함량은 아래의 식 (4)를 사용하여 계산하였다.
3. 결과 및 고찰
3.1 원료별 반탄화 전후 성상 변화
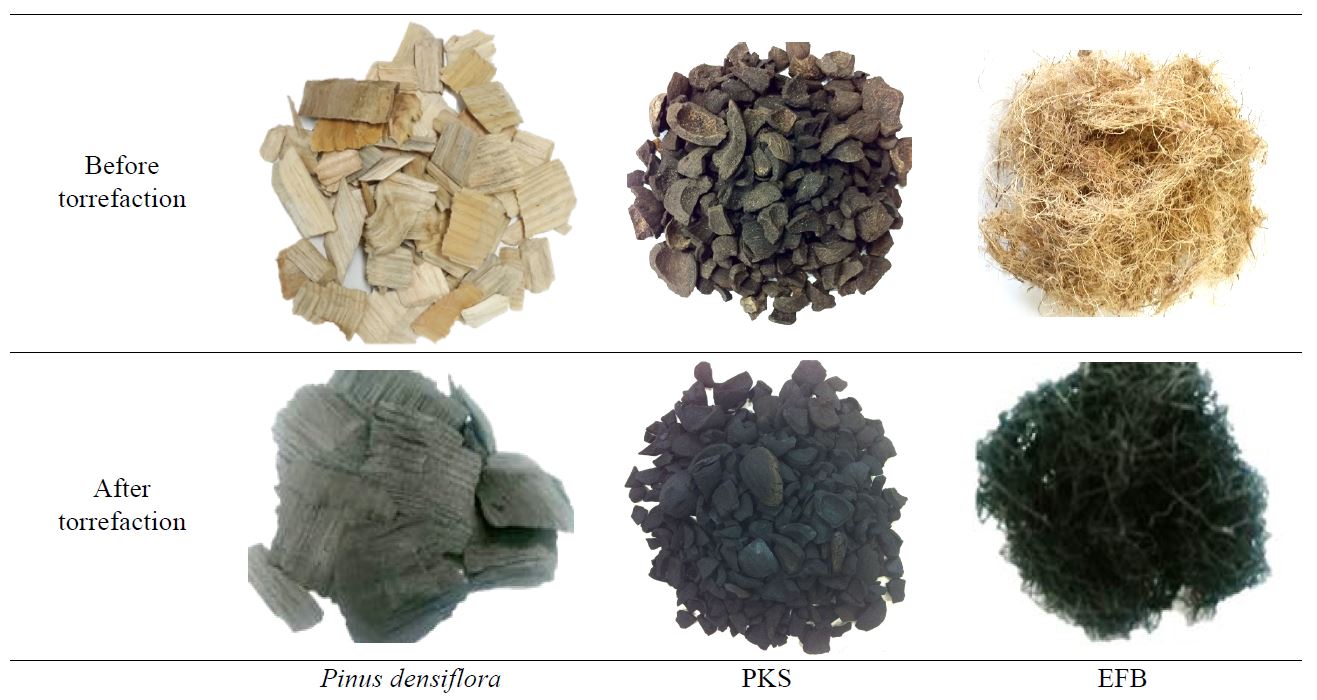
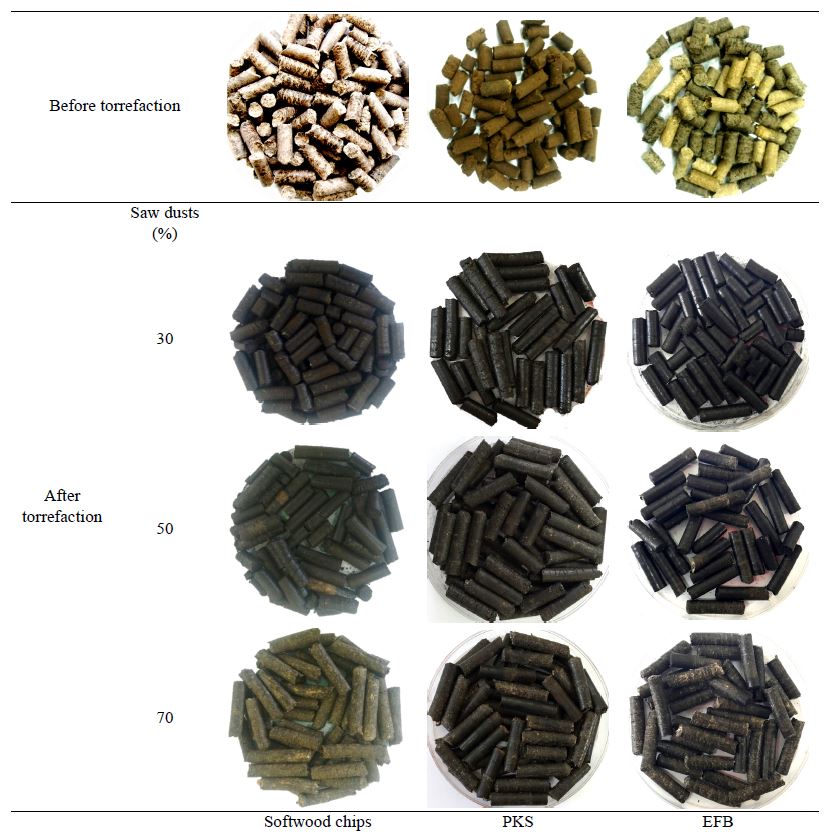
EFB와 PKS와 같은 오일팜 바이오매스리는 반탄화 과정을 겪으면서 휘발성 물질이 제거되고 친수성 기를 갖는 헤미셀룰로오스 분자는 파괴되고, 결과적으로 셀룰로오스와 리그닌 성분이 남게 되면서 bio-coal 성상으로 변화된다.11)Fig. 3은 200℃에서 반탄화된 EFB, 그리고 250℃에서 반탄화된 PKS와 육송 칩의 외부 형상 변화를 보여주고 있다. 반탄화 전후의 색상을 비교해 보면 PKS와 육송 칩은 반탄화와 함께 흑갈색으로 변화되었다. 하지만 EFB는 고밀화된 바이오매스 형태가 아니기 때문에 200℃의 온도에서도 쉽게 탄화되어 PKS와 육송 칩에 비해 보다 더 검은 색을 띠고 있어 펠릿 성형 시 문제가 될 수 있음을 짐작할 수 있다. 펠릿 성형을 할 때에는 리그노셀룰로오스계 바이오매스에 잔류하는 리그닌 성분이 접착제의 역할을 하기 때문에 반탄화 과정에서 셀룰로오스와 헤미셀룰로오스의 분해에 이어 리그닌 성분도 분해되기 때문에 리그닌이 탄소화되는 것을 방지하여야만 펠릿 성형 상의 문제를 최소화시킬 수 있다.9-12)
3.2 반탄화 펠릿의 원소 및 회분 분석
반탄화 전후 육송 칩, EFB, 그리고 PKS의 원소분석 결과를 Table 1에 요약하였다. 반탄화된 육송 칩과 함께 반탄화된 EFB와 PKS에 톱밥의 첨가량을 30%로 증가시키면 탄소 함량이 증가하다가 톱밥 첨가량이 그 이상 증가하면 감소하기 시작하였고, 수소와 산소 함량은 톱밥 첨가량 30%에서 감소다가 그 이상 첨가하였을 때 증가하기 시작하였다. 즉, 톱밥 첨가량이 증가할수록 반탄화 과정 동안 증가한 리그노셀룰로오스계 바이오매스를 구성하는 탄소의 함량이 감소하면서 반탄화 이전의 물리화학적 성상으로 되돌아가는 것을 의미한다.8) 결과적으로 톱밥 첨가량의 변화와 함께 탄소, 수소, 그리고 산소의 성분비에도 변화를 초래하기 때문에 결국 H/C와 O/C와 같은 원소비(atomic ratio)에도 영향을 미칠 수밖에 없다. 질소 함량은 톱밥 첨가 유무에 관계없이 큰 변화를 보이지 않았다.
Table 1.
Elemental analysis of softwood chip and oil palm wastes before and after torrefaction for 30 minutes under different temperature
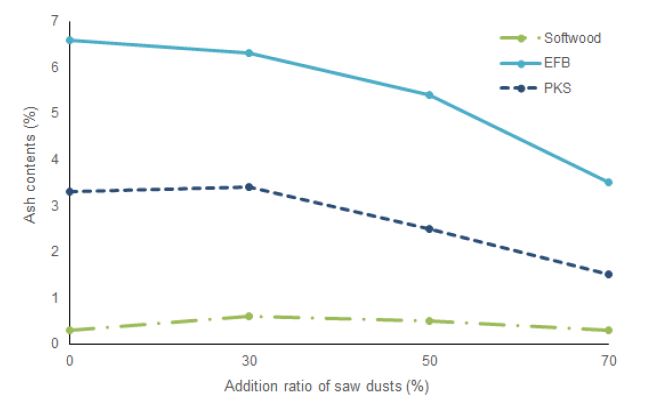
반탄화된 육송 칩과 오일팜 바이오매스에 톱밥을 혼합하여 제조한 펠릿의 회분 함량 변화를 Fig. 4에 나타내었다. 보통 반탄화와 함께 회분 함량이 미세하게 증가하는 경향을 보인다. 하지만 반탄화되지 않은 톱밥이 첨가되면서펠릿의 갖는 회분의 양이 감소하는 경향을 보인다. 특히 반탄화된 EFB의 경우 회분 함량이 6.6%였지만 톱밥의 혼입량이 70%까지 증가함에 따라 회분 함량이 약 1/2 수준까지 감소하였다. 반탄화된 PKS의 경우에도 회분 함량이 3.3%였지만 톱밥 혼입량을 70% 수준까지 증가시켰을 때 1.5% 수준까지 감소하였다. 오일팜 바이오매스를 이용하여 펠릿을 제조할 때 EFB와 PKS가 갖는 단점 중의 하나가 목재펠릿에 비하여 회분 함량이 높다는 것이었다. 하지만 반탄화된 오일팜 바이오매스의 펠릿 성형 특성을 개선하기 위하여 첨가하는 톱밥이 반탄화된 EFB와 PKS로 제조된 펠릿의 회분 함량을 3, 4등급 수준까지 감소시키는데 큰 기여를 할 수 있음을 보여주었다. 한편 반탄화된 육송 칩의 경우 톱밥의 첨가와 관계없이 1등급 수준의 회분 함량을 나타내었다.
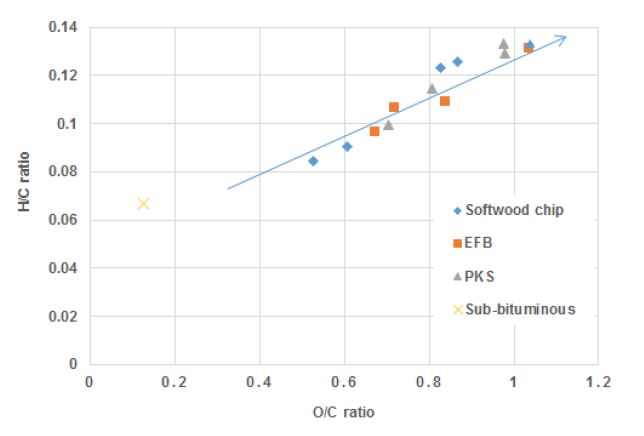
Van Krevelen diagram 상의 탄소, 수소, 그리고 산소의 분자비 곡선인 Fig. 5는 반탄화된 바이오매스와 톱밥이 혼합된 펠릿의 원소 조성 변화를 보여준다. 톱밥의 혼합량이 증가할수록 반탄화된 바이오매스로 제조된 펠릿의 원소 조성이 아역청탄(sub-bituminous coal)으로부터 멀어지는 것을 확인할 수 있다. 보통 화력발전소에서 사용하는 미분탄 보일러에서 유연탄과 펠릿을 혼소할 경우 펠릿의 화학적 성상이 석탄과 달라지면 혼소량에 있어서 한계가 있기 때문에 반탄화된 바이오매스에 혼합되는 톱밥의 양이 많아지면 보일러 표면에 클링커(clinker)나 슬래그(slag) 발생을 야기하여 보일러의 수명을 단축시키는 원인이 될 수 있다. 따라서 이러한 한계를 극복하기 위해서는 발열량, 회분 등을 고려하여 반탄화된 오일팜 바이오매스에 혼합되는 톱밥의 양을 적정 수준으로 제한할 필요가 있다.
3.3 반탄화 펠릿의 성상 비교
Fig. 6에서 반탄화 전, 그리고 반탄화된 육송 칩, EFB, 그리고 PKS로 제조된 펠릿의 성상을 비교하였다. 반탄화된 리그노셀를로오스계 바이오매스는 펠릿 성형 능력이 매우 불량하기 때문에 바인더의 역할을 할 수 있도록 리그노셀룰로오스와 낙엽송 톱밥을 30:70, 50:50, 그리고 70:30 비율로 혼합하여 성형 특성을 비교하였다.
전보에서 언급한 바와 같이 반탄화시키지 않은 육송, PKS, 그리고 EFB의 경우 리그닌 성분이 그대로 남아 있는 상태이기 때문에 펠릿 성형에 있어서 큰 문제점은 발견되지 않았다(Fig. 6 참조).10) 보통 PKS의 리그닌 함량은 약 54%, EFB는 약 25%, 육송은 약 26%를 함유하고 있다.13,14) 하지만 반탄화가 진행되면 리그노셀룰로오스계 바이오매스가 소수성으로 변하고, 셀룰로오스와 리그닌도 헤미셀룰로오스보다 열적으로 안정하긴 하지만 일부 열화가 진행되어 펠릿의 성형성이 급격히 떨어지기 시작한다.15) 즉, 펠릿성형장치를 통과하면서 원료 발열이 전혀 되지 않아 성형이 전혀 이루어지지 않기 때문에 분말 형태로 나오게 되고 이로 인해 작업 환경이 매우 불량해 진다. 따라서 성형 불량 문제를 해결하기 위해서는 전분과 같은 바인더의 첨가가 필요하지만 본 연구에서는 바인더를 대신하여 낙엽송 톱밥을 첨가하여 펠릿 성형성을 개선하고자 하였다.
반탄화된 리그노셀룰로오스계 바이오매스에 낙엽송 톱밥을 10-20% 첨가하였을 때 성형성 개선을 크게 기대하기가 어려웠기 때문에 30% 이상 혼합하여 펠릿을 제조하였다. Fig. 6에서 보는 바와 같이 낙엽송 톱밥이 30% 정도 혼합되기 시작하면서 펠릿 성형이 정상적으로 진행되기 시작하였고, 특히 반탄화된 PKS와 EFB의 경우 펠릿 성형성이 크게 개선되어 톱밥이 30%이 첨가된 펠릿의 외관이 광택이 나기 시작하였다. 펠릿에 광택이 난다는 것은 원료가 펠릿성형장치를 통과하면서 매우 고밀화된다는 것을 의미한다. 국내 목재펠릿 품질기준에서 1등급 펠릿의 밀도는 640 kg/m3 이상이 되어야 하는데 톱밥 30% 첨가 수준에서는 Table 2에서 보는 바와 같이 모두 2등급 수준의 밀도를 나타내었다. 하지만 톱밥이 50% 첨가되면 EFB를 제외하고는 모두 1등급 수준의 밀도까지 증가하였다. 하지만 톱밥이 70% 첨가되었을 때 모든 바이오매스가 1등급 수준의 밀도를 나타내었다. 결론적으로 반탄화된 리그노셀룰로오스계 바이오매스의 종류에 관계없이 톱밥 첨가와 함께 펠릿 성형성은 크게 개선되어 작업성이 매우 향상되었다.
3.4 반탄화 펠릿의 발열량 변화
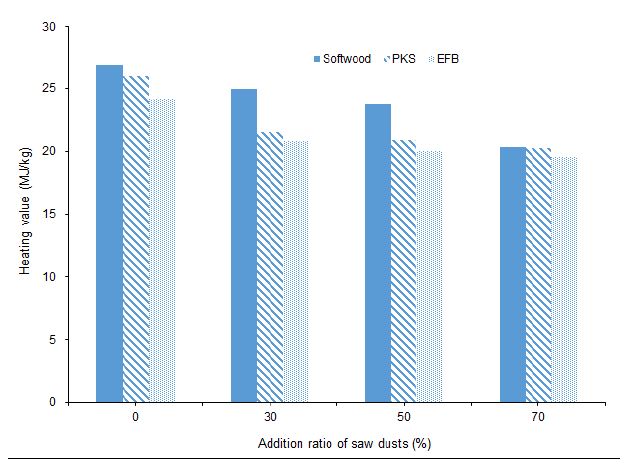
반탄화된 육송 칩, EFB, 그리고 PKS로 제조된 펠릿의 발열량을 Fig. 7에 나타내었다. 육송 칩, PKS, 그리고 EFB를 반탄화시키기 전 발열량을 비교해 보면 육송 칩은 19.4 MJ/kg, PKS는 17.8 MJ/kg, 그리고 EFB는 17.0 MJ/kg이었다. 반탄화시키기 전에는 목재로 제조한 펠릿의 발열량이 가장 높게 나왔고, 다음으로 PKS와 EFB의 순서로 나왔다. 그러나 반탄화를 시키면 각 바이오매스의 발열량은 육송 칩 26.9 MJ/kg, PKS 26 MJ/kg, 그리고 EFB 24.2 MJ/kg로 크게 상승하였고, 특히 PKS는 육송의 발열량에 근접하였다. 즉, 반탄화 처리가 리그노셀룰로오스계 바이오매스의 발열량 개선에 매우 큰 역할을 하는 것으로 나타났다.
하지만 반탄화시킨 리그노셀룰로오스계 바이오매스는 펠릿 성형 단계에서 성형이 쉽게 되지 않기 때문에 전분과 같은 바인더의 첨가가 필요하다. 본 연구에서는 바인더 역할을 할 수 있는 낙엽송 톱밥을 첨가하여 펠릿을 제조한 후 펠릿의 발열량을 비교하였다.
Fig. 7에서 보는 바와 같이 육송 칩, PKS, 그리고 EFB를 반탄화시킨 후 톱밥을 첨가하여 펠릿을 제조한 후 발열량을 측정한 결과를 보여준다. 리그노셀룰로오스계 바이오매스의 종류에 관계없이 톱밥 첨가량이 증가하면서 발열량이 감소하는 것을 확인할 수 있고, 톱밥 함량이 70% 수준으로 증가하면 리그노셀룰로오스계 바이오매스의 종류에 관계없이 모두 약 20 MJ/kg 수준의 발열량을 나타내었다. 하지만 톱밥 첨가량이 30%와 50% 수준일 때에는 PKS와 EFB의 발열량이 거의 유사한 21-22 MJ/kg 수준으로 감소하였고, 육송의 경우 24-25 MJ/kg으로 오일팜 바이오매스보다 높은 발열량을 유지하였다. 톱밥 첨가로 인한 발열량의 감소에도 불구하고 반탄화 전 발열량에 비하여 적게는 5%, 많게는 46%까지 발열량 향상 효과를 유지할 수 있을 뿐만 아니라 펠릿 성형성 개선에도 기여하였다.
3.5 반탄화 바이오매스의 펠릿의 열분해 특성
전분이 첨가되지 않은 반탄화 펠릿과 전분이 첨가된 반탄화 펠릿의 TGA 곡선을 Fig. 8에 나타내었다. 리그노셀룰오스계 바이오매스는 열분해되기 전 수분이 제거되고, 그 이후에는 휘발성 물질의 제거와 함께 셀룰로오스, 헤미셀룰로오스, 그리고 리그닌 성분이 분해된다. 전분이 첨가되지 않은 반탄화 목재는 약 380℃에서 초기 열분해가 시작되지만 전분이 투입된 반탄화 목재는 약 250℃ 근처에서 열분해가 시작되었다. 최종적인 열분해 온도의 경우 전분이 첨가되지 않은 반탄화 목재는 450-500℃ 영역에서 일어났고, 전분이 첨가된 반탄화 목재는 약 350℃에서 일어났다. 일반적으로 대부분의 리그노셀룰로오스계 바이오매스에서 관찰되는 바와 같이 200-500℃ 영역에서는 대부분의 셀룰로오스와 헤미셀룰로오스의 분해가 일어나는 동안 리그닌은 소량 분해된다. 또 한 가지 흥미로운 사실은 전분이 첨가되지 않은 반탄화 목재는 800℃에 도달할 때까지 중량 비율이 약 60%로 중량 손실이 가장 작게 일어났고, 전분이 첨가된 반탄화 목재의 중량 비율은 30-40% 수준으로 중량 손실이 빠르게 일어났다는 것이다. 결론적으로 전분이 첨가될수록 반응성이 더 높아지면서 보다 빠르게 열분해가 일어나면서 중량 손실이 빠르게 일어나고, 전분이 첨가되지 않은 반탄화 목재는 반응성이 떨어지면서 중량 손실이 느리게 일어나는 것으로 확인되었다. 이는 반탄화된 목재가 반탄화시키기 전보다 고정 탄소의 비율이 많아지고 휘발성 성분의 비율이 적어지기 때문에 느리게 연소되는 것과 밀접한 관련이 있다. 또한 Van Krevelen diagram에서 살펴 본 바와 같이 반탄화와 함께 고정 탄소의 비율이 높아지게 되고 이로 인해 O/C의 비율이 감소하게 되면 열분해에 대한 저항성이 커지게 된다. 결론적으로 반탄화된 리그노셀룰로오스계 바이오매스의 펠릿 성형성을 향상시키기 위하여 바인더를 첨가하게 되면 펠릿의 열적 안정성이 감소하여 연료로서의 품질을 떨어지게 하는 원인이 될 수 있다.
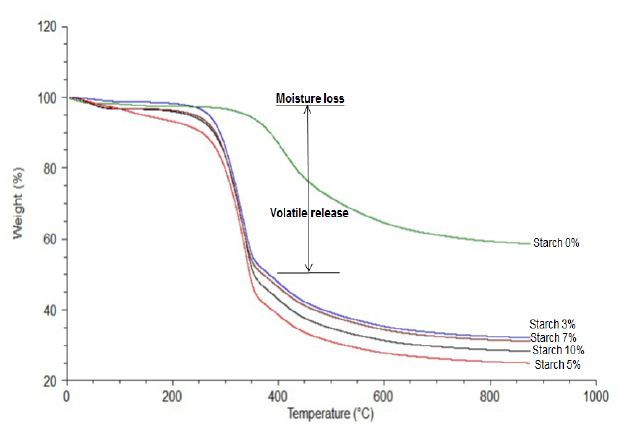
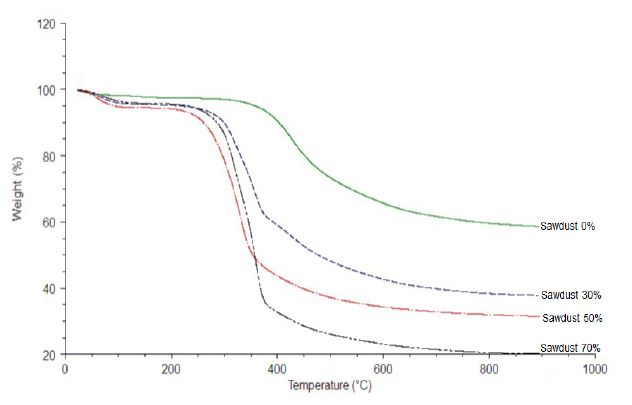
Fig. 9는 리그노셀룰로오스계 바이오매스를 반탄화시킨 후 펠릿 성형 단계에서 바인더로 사용되는 전분대신 톱밥을 첨가하였을 때 열분해 거동이 어떻게 변하는 지를 보여주는 TGA 곡선이다. 전분 첨가 때와 마찬가지로 톱밥이 첨가되면서 초기 열분해가 약 250-300℃ 부근에서 일어나고, 톱밥이 첨가되지 않은 것은 약 400℃에서 일어난다. 반탄화된 목재로 제조된 펠릿의 중량 손실율은 톱밥 첨가량이 많아질수록 빠르게 일어났고, 톱밥이 첨가되지 않은 반탄화 목재로 만든 펠릿은 가장 높은 열적 안정성, 곧 열분해에 대한 높은 저항성을 나타내었다. 한 가지 주목할 점은 바인더 대용으로 사용된 톱밥은 50%이하 수준으로 사용된다면 전분과 같은 천연 바인더를 사용한 것에 비하여 열적 안정성이 더 우수한 것으로 나타났다. 톱밥을 50% 이하 첨가하여 펠릿을 제조하였을 때 펠릿의 중량 손실은 전분을 사용한 것에 비하여 더 적게 일어나는 것을 확인할 수 있었다.
4. 결 론
국내 발전사업자들은 신재생에너지의 의무 사용량을 연차적으로 늘려야 하고, 의무 할당량을 채우지 못할 시에는 과징금을 부담하여야 한다. 미분탄 보일러를 사용하는 발전사업자들은 재생에너지 사용량을 늘리기 위해 목재펠릿을 유연탄과 3%까지 혼소시켜 사용하고 있지만 신재생에너지의 의무사용량을 충족시키기에는 턱 없이 부족한 실정이다. 이는 목재펠릿과 유연탄과의 물리화학적 성상 차이로 인하여 혼소량을 늘리는데 한계가 있기 때문이다. 이를 해결하기 위한 방안 중 하나로 유연탄과 유사한 성상을 갖도록 오일팜 바이오매스와 같은 리그노셀룰로오스계 바이오매스를 반탄화시켜 bio-coal 형태로 전환시킨 후 유연탄과의 혼소량을 30%까지 증가시키는 것이다. 하지만 반탄화된 리그노셀룰로오스계 바이오매스는 펠릿 성형 단계에서 성형성이 매우 불량하기 때문에 바인더의 첨가가 필요하다. 본 연구에서는 바인더로서 낙엽송 톱밥을 첨가하여 펠릿을 제조하였고, 제조된 펠릿의 발열량은 톱밥 혼합량을 증가시킴에 따라 감소하였다. 반탄화된 육송 펠릿은 톱밥 첨가량 50%까지 24 MJ/kg (=5,678 kcal/kg), 그리고 반탄화된 EFB와 PKS로 제조된 펠릿은 20-21 MJ/kg (≒5,000 kcal/kg) 수준으로 매우 높은 발열량을 유지하였다. 톱밥 첨가량이 70%를 넘어서면 반탄화된 육송, PKS, 그리고 EFB로 제조된 펠릿의 발열량은 19.5-20.3 MJ/kg (4,700-4900 kcal/kg)로 감소하였다. 반탄화된 오일팜 바이오매스에 첨가된 톱밥은 펠릿의 회분 함량을 감소시킴으로써 3등급, 4등급 수준의 펠릿품질을 갖도록 하였다. 반탄화된 바이오매스에 톱밥과 옥수수 전분을 첨가하여 제조한 펠릿의 열분해 특성을 분석해 보면 바인더로 사용되는 톱밥이나 전분의 첨가량이 많아질수록 중량 손실이 빠르게 일어나기 때문에 적정 수준의 톱밥 혹은 전분이 첨가될 수 있도록 하여야 한다.
결론적으로 톱밥 첨가로 반탄화된 오일팜 바이오매스의 펠릿 성형성이 개선되면서 PKS와 EFB가 목재 원료를 대체할 수 있는 가치 있는 자원으로 이용될 수 있는 가능성을 확인하였다.
