

1. Introduction
2. Materials and Methods
2.1 Materials
2.2 Refining
2.3 Preparation of hand-sheet paper for liquid packaging
2.4 Measurement
3. Results and Discussion
3.1 Pulp fiber quality analysis
3.2 Influence of the fiber ratios of unbleached hardwood kraft pulp on the properties of hand-sheet paper
3.3 Influence of different fibers ratios of softwood and hardwood chemi-mechanical pulps on the properties of hand-sheet paper
3.4 Influence of fibers ratios of five types pulps on the properties of hand-sheet paper
3.5 Influence of the beating degree of unbleached hardwood KP and chemi-mechanical pulp on the properties of hand-sheet paper
3.6 SEM morphological analysis of the paper
4. Conclusions
1. Introduction
The un-biodegradability and pollution of petroleum-based plastic materials, as well as the un-renewability and the increasing depletion of fossil resources, have led to a global urgent demand for sustainable alternatives to plastics. Therefore, the strategy of “replacing plastic with renewable and biodegradable paper-based packaging materials” has been proposed and gradually implemented worldwide, which can enhance the high-value utilization of biomass fiber resource [1], and is beneficial for some countries to implement “Plastic Restriction Order” [2]. Hence, the investigation and development of renewable and biodegradable paper-based packaging materials have become a hot topic [3].
Paper-based packaging materials have the advantages of abundant sources of raw material, high safety and biodegradability [4], thus having broad application prospects. The paperboard for liquid packaging usually needs to have excellent properties such as stiffness, bulkiness, and hydrophobicity, which can ensure outstanding and consistent performance in the printing, sterilisation, filling, and sealing stages process. There are many literatures investigation on the papermaking process involving the mixture of binary pulps [5]. While the influence of fiber ratios from various types of pulps and beating/refining treatment on the balance between the strength and water resistance of paper-based materials in multi-component systems are still needed for the further detailed exploration.
Different types of pulps have distinct characteristics. Bleached softwood chemical pulp has better fiber length and paper strength, while which has limited hydrophobicity due to its lower lignin content. Unbleached hardwood kraft pulp can enhance the water resistance of paper-based packaging materials due to its high lignin content, while its higher fiber ratio can decrease the paper strength during the papermaking process although its cost is low. Chemi-mechanical pulp (CMP) can increase the bulk and stiffness of paper-based materials with a low cost, while its high rigidity, high fines content and high lignin content usually reduces the inter-fiber bonding/interweaving strength of paper-based materials.
For the paper-based materials for liquid packaging, the aim is to explore different types of pulp fibers and preparation technology that can meet the requirements of strength and water resistance. In this work, unbleached hardwood kraft pulp (including un-oxygen-delignified pulp and oxygen-delignified pulp), chemical-mechanical pulp and commercial bleached softwood kraft pulp are mixed to prepare hand-sheet paper for liquid packaging. Based on the chemical composition and characteristics of pulp fibers, the fiber ratio of different pulp and degree of beating/refining treatment will be optimized by analyzing the mechanical strength (tensile, tear, burst, and ring crush) and water resistance (Cobb value) of hand-sheet paper for improving the performance of paper for liquid packaging. The performance of paper for liquid packaging will be improved by analyzing the relationship between the characteristic components in multi-component pulp systems and the paper properties, thus making paper an ideal alternative to plastic packaging.
2. Materials and Methods
2.1 Materials
The un-oxygen-delignified hardwood kraft pulp (un-oxygen-delignified hardwood KP), oxygen-delignified hardwood kraft pulp (oxygen-delignified hardwood KP), softwood and hardwood chemi-mechanical pulp, and commercial bleached softwood kraft pulp were all taken from a paper mill in eastern China.
2.2 Refining
The pulp concentration was adjusted to 10%. The pulp was refined in the PFI refiner (SK 90S/4 TF, Norway), and the commercial bleached softwood pulp was refined to 45 °SR. The un-oxygen-delignified pulp and the oxygen-delignified hardwood pulp were refined to 35 °SR.
2.3 Preparation of hand-sheet paper for liquid packaging
Liquid packaging paper were prepared in a hand-sheet paper forming machine (PTI model 2DA, Sweden). The paper grammage was 100 g/m2. The ratio of different pulp fibers used in the papermaking process are shown in Table 1.
Table 1.
Preparation of hand-sheet paper using 45 °SR and 35 °SR pulps in different pulp fiber ratio percentage
The bulk of hand-sheet papers prepared in different fiber ratios percentage (as listed in Table 1) are presented in Table 2.
Table 2.
Bulk values of hand-sheet papers prepared in different pulp fiber ratio percentage (45 °SR pulp)
2.4 Measurement
2.4.1 Pulp
Fiber length and width are measured using a fiber tester (L&W Fiber Tester, type L912-5134, Sweden).
Cellulose content of pulp (expressed as nitric acid–ethanol cellulose) is determined by the following procedure: The absolutely dry pulp sample is refluxed in a nitric acid-ethanol mixture (nitric acid: ethanol = 20:80, v/v) in a boiling water bath for 1 h to dissolve and remove lignin and most of the hemicelluloses. The insoluble residues were washed, dried, and weighed. The percentage of the obtained mass of insoluble residue to the absolutely dry original pulp sample is the nitric acid–ethanol cellulose content of pulp, which is used as a representation of cellulose content of pulp [6].
Klason lignin content (acid-insoluble residue) was determined gravimetrically according to ISO 21436:2020. Acid-soluble lignin content was determined by ultraviolet spectrophotometry following the same standard. Total lignin content was calculated as the sum of Klason lignin and acid-soluble lignin.
Polymerization degree of the sample pulp was determined in accordance with ISO 5351:2010.
2.4.2 Hand-sheet paper
Bulk was measured using a thickness tester accordance with ISO 534:2011.
Tensile index was measured by horizontal tensile strength tester according to the international standard ISO 1924.
Tear index was determined according to the international standard ISO2758.
Burst index was measured according to international standard ISO1974.
Ring crush was determined accordance with international standard ISO 12192:201.
Cobb value was measured by paper surface absorption weight tester according to the international standard ISO 5637:2024.
3. Results and Discussion
3.1 Pulp fiber quality analysis
The fiber quality of different pulps was analyzed and the results are shown in Table 3.
Table 3.
Analysis of different pulp fibers
As can be seen in Table 3, the fiber length and width of softwood chemi-mechanical pulp are better than that of the hardwood chemi-mechanical pulp due to the original fiber cells of softwood being longer and wider than hardwood [7,8]. The fiber length of hardwood kraft pulp is shorter than that of hardwood chemi-mechanical pulp. During the chemical pulping process of hardwood, high temperature and strong alkali are conducive to the removal of lignin, which also cause damage to the fiber structure, resulting in a reduction in the length and width of the fibers. During the chemi-mechanical pulping process of hardwood, the chemical pretreatment stage can soften the lignin to reduce the inter-fiber bond, and then the fibers were separated by mechanical refining, the process of the mechanical force and chemical action to fiber is relatively mild, thus fiber damage degree is minor. The length and width of the oxygen-delignified KP fiber are shorter than that of the un-oxygen-delignified KP fiber. The reason is that part of the lignin in the KP is degraded and removed by oxygen, and the cellulose and hemicellulose in the pulp fibers are degraded, resulting in the destruction of the pulp structure [9], thus the length and width of oxygen-delignified pulp fibers are slightly decreased, which was consistent with the changes in lignin content shown in Table 3, indicating that lignin content of the unbleached hardwood pulp decreases from 5.7 to 3.4% during the oxygen-delignification process, while cellulose content increases relatively from 67.3 to 73.8%. The higher cellulose content provides more accessible hydroxyl groups, thereby increasing the formation of more hydrogen bonds between the fibers during the paper formation process.
3.2 Influence of the fiber ratios of unbleached hardwood kraft pulp on the properties of hand-sheet paper
Influence of the fiber ratios of un-oxygen-delignified KP and oxygen-delignified KP on the strength of hand-sheet paper are shown in Fig. 1. The strength properties of hand-sheet paper mainly depend on the strength of fibers and the bonding force between fibers [10]. As can be seen from Fig. 1, with the increase of after oxygen delignification pulp fiber ratio, the tensile index, tear index, burst index and ring crush showed a trend of first increase and then decrease. The strength properties of the hand-sheet paper were optimal when the fiber ratios were 25% of un-oxygen-delignified hardwood KP, 25% of oxygen-delignified hardwood KP and 50% of softwood bleached chemical pulp, with a tensile index of 66.7 N·m/g, a tear index of 2.10 mN·m2/g, a burst index of 6.48 kPa·m2/g, and a ring crush of 132.2 KN/m. The reason is the increase of fiber ratios of the oxygen-delignified KP, which has a higher cellulose content (73.89%) and a lower lignin content (3.4%) compared with the un-oxygen-delignified KP (a cellulose content of 67.25% and a lignin content of 5.7%). The lignin content in the pulp was low [11], the fine fibers component relatively increased, and thus more hydrogen bonds between the fibers increased, which improving the strength properties of the hand-sheet paper [12]. But the too higher fiber ratio of hardwood oxygen-delignified KP can decrease the strength performance of the hand-sheet paper, which mainly due to hardwood with a shorter fiber length, as a result the strength of the hand-sheet paper decreased [13]. With the increase of oxygen-delignified Pulp fiber proportion from 0 to 25%, the ring crush of the hand-sheet paper increased continuously, and reaching the maximum of 146.2 KN/m at the ratio of 20%: 30% of oxygen-delignified KP/un-oxygen-delignified KP, and the bulk density of the hand-sheet paper increased from 2.10 to 1.95 cm3/g. This phenomenon indicated that the partial removal of rigid lignin from the pulp oxygen-delignified treatment is beneficial for enhancing the flexibility of the pulp fibers, exposing more hydroxyl groups on the pulp fiber surface, and thereby increasing the hydrogen bond binding ability between the fibers.

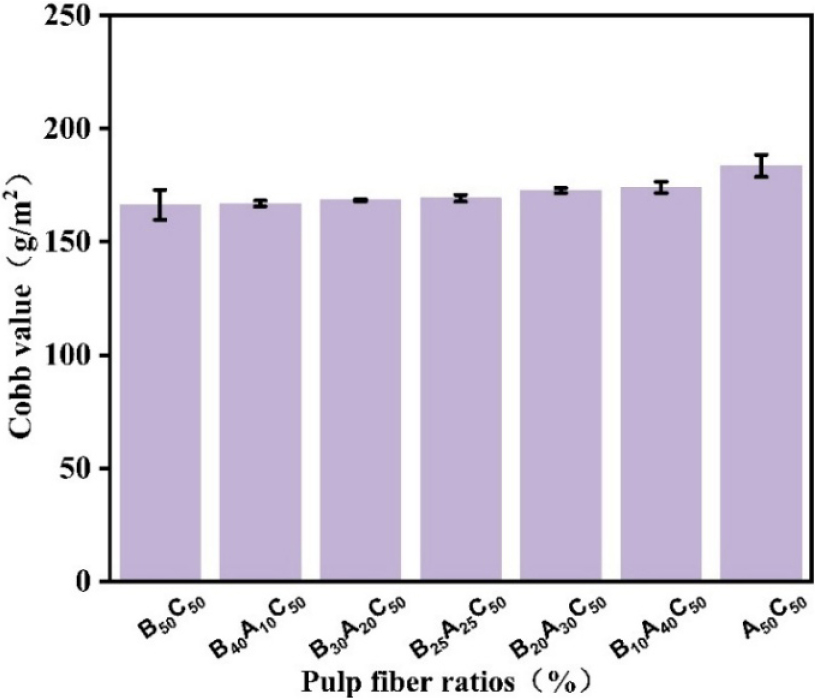
Influence of hardwood fiber ratios of un-oxygen-delignified KP and oxygen-delignified KP on the water absorption property of hand-sheet paper are shown in Fig. 2. When the fiber ratio of oxygen-delignified KP gradually increased, the water absorption of the hand-sheet paper also increased. The paper prepared at the fiber ratio of 50% un-oxygen-delignified hardwood KP and 50% softwood chemical pulp obtained the lowest water absorption value of 166.4 g/m2, while the paper prepared at the fiber ratio of 50% oxygen-delignified hardwood KP and 50% softwood chemical pulp presented the highest water absorption value of 183.6 g/m2, which is 9.35% higher than the lowest water absorption value. It is well known that lignin is a hydrophobic substance [14], lignin content in the oxygen-delignified pulp decreased, while the cellulose content in the pulp relatively increased and the hydrophilicity of the fibers was enhanced, resulting the higher water absorption performance of hand-sheet paper. Furthermore, the specific surface area of KP fiber increased after oxygen-delignified [15], which is easy to absorb water and the occurrence of wetting and expansion [16], causing an increase in water absorption value.
3.3 Influence of different fibers ratios of softwood and hardwood chemi-mechanical pulps on the properties of hand-sheet paper
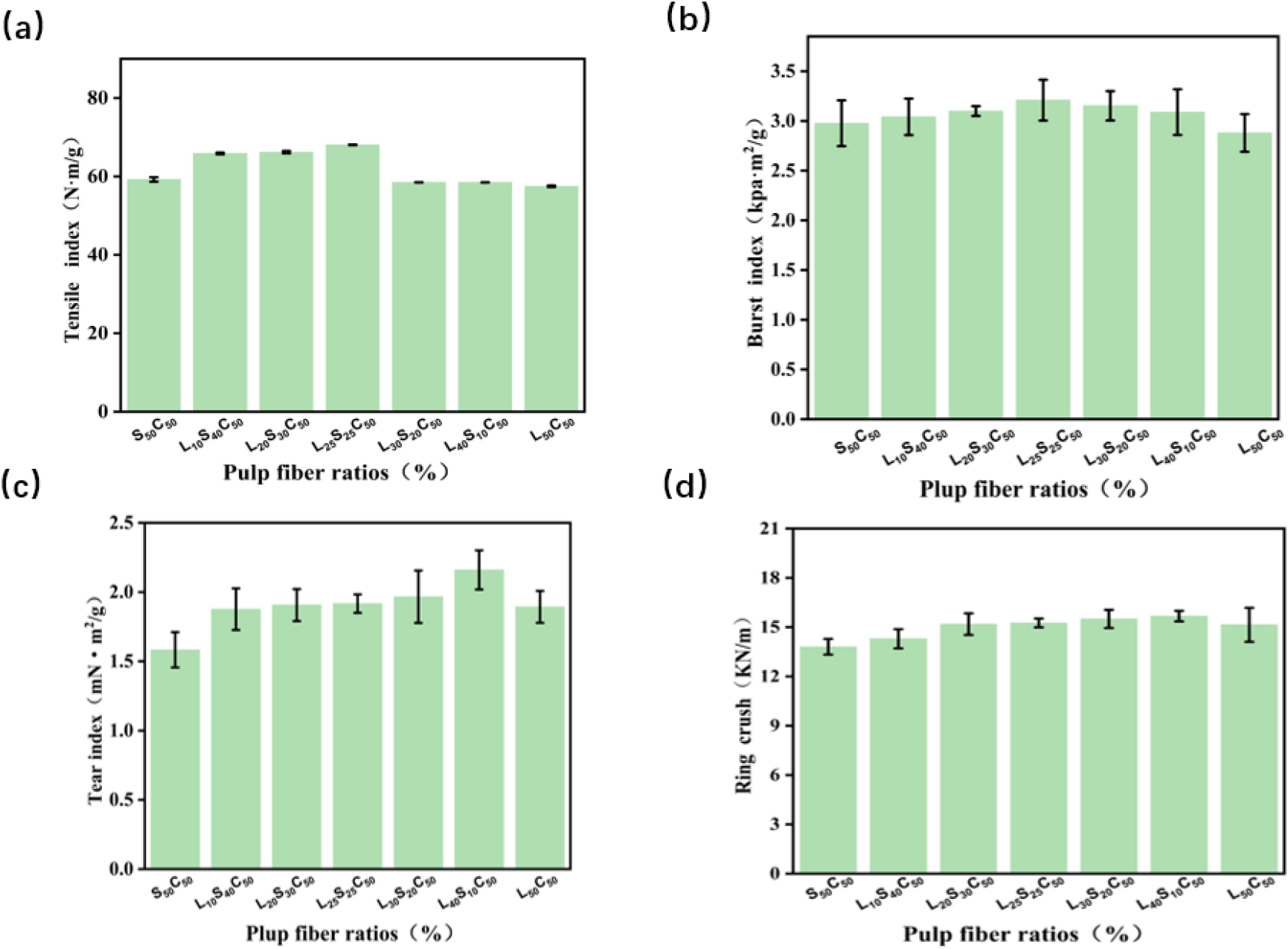
The influence of fiber ratios of softwood chemi-mechanical pulp (L-pulp) and hardwood chemi-mechanical pulp (S-pulp) on the strength properties of the paper are shown in Fig. 3. As the proportion of softwood chemi-mechanical pulp increased, the tensile index, tear index, burst index, and ring crush of the paper showed a trend of first increased and then decreased. Considering the use of paper for liquid packaging and the cost of paper preparation, the optimal performance of paper were obtained when the fiber ratio were 40% of softwood chemi-mechanical pulp, 10% of hardwood chemi-mechanical pulp, and 50% of commercial bleached softwood pulp, with 216 mN·m2/g of tear index, 3.20 kPa·m2/g of burst index, and 156.3 KN/m of ring crush, respectively, which were 26.6%, 10.3%, and 11.9% higher than that of their respective minimums. However, the tensile index at this fiber ratio was 58.5 N·m/g, which was 14.1% lower than that of the optimal tensile index. The reason might be softwood chemi-mechanical pulp can decrease the hydrogen bond binding ability between the fibers due to the higher content of lignin in softwood chemi-mechanical pulp, while tensile strength of paper was mainly attributed to the hydrogen bond binding ability, and tear strength mainly depends on the fiber length [17]. It is well known that the fiber of softwood chemi-mechanical pulp is longer than that of hardwood chemi-mechanical pulp [18]. An increase of fiber ratio of softwood chemi-mechanical pulp can effectively enhance the mechanical interlocking and skeletal support of the fiber network, which directly improved tearing strength, and enhanced ring crush strength (correlated with paper bulk and stiffness). When the fiber ratio of L-pulp is higher than 40%, the relative content of S-pulp becomes insufficient, which fail to adequately fill the gaps between the long fiber skeleton as a “binder”, resulting in a decrease of the network uniformity. The strength of the hand-sheet paper prepared at the fiber ratio of 50% commercial softwood bleached pulp and 50% softwood chemi-mechanical pulp decreased due to lower fiber interweaving ability. However, the chemi-mechanical pulp of hardwood with relatively shorter fiber length can fill in the interspaces between the relatively longer softwood fibers to enhance the fiber interweaving, thereby increasing the strength of the paper. It can be seen that the preparation of the paper requires an appropriate ratio of long and short fibers. Moreover, the chemi-mechanical pulp fibers have higher inherent rigidity [19], which can lead to looser fiber intertwining and compromises the material’s homogeneity and strength.
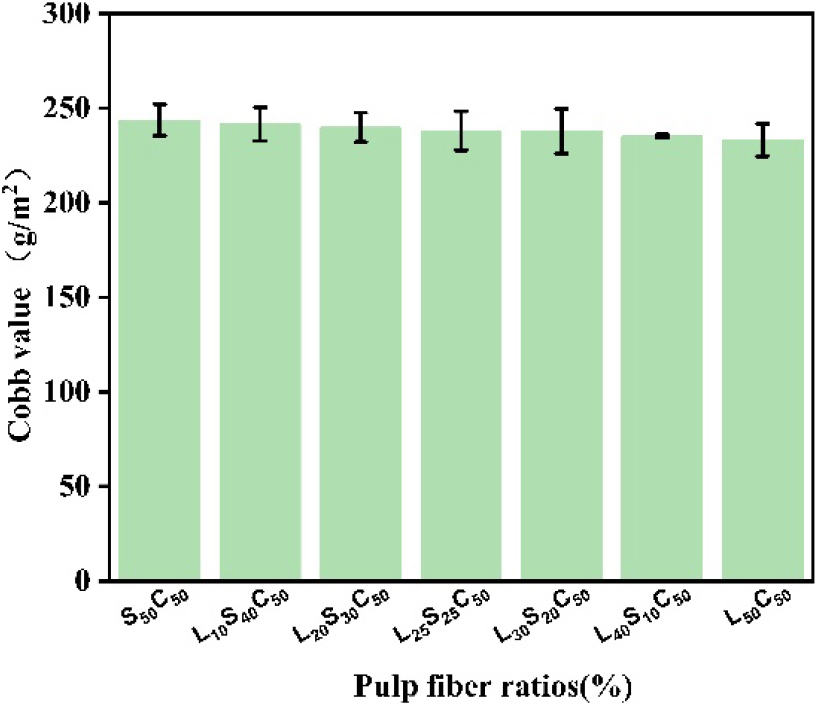
Influence of the fiber ratios of softwood and hardwood chemi-mechanical pulp on the water absorption value of the hand-sheet paper is shown in Fig. 4. With the increase of fiber ratios of softwood bleached chemical pulp, the water absorption value of the paper decreased. The Cobb value of water absorption for the paper reached the minimum of 233.3 g/m2 when the fiber ratio was 50% of softwood chemi-mechanical pulp and 50% of softwood bleached chemical pulp. While the water absorption value reached the maximum of 243.8 g/m2 at the fiber ratio of 50% hardwood chemi-mechanical pulp and 50% softwood bleached chemical pulp, with an increase of 4.30% compared to the minimum of 233.3 g/m2 Cobb value. An increase of fiber ratio of softwood chemi-mechanical pulp in the hand-sheet paper can decrease water absorption of paper due to its higher content of lignin with waterproof ability/hydrophobicity. Softwood chemi-mechanical pulp fibers can form three-dimensional network skeleton during papermaking process, which exhibiting superior self-supporting properties, and offering stronger resistance to compression during wet pressing and drying, and facilitating the formation of a paper with a more uniform pore structure, smaller average pore size, and stronger capillary resistance, thereby inhibiting water penetration.
3.4 Influence of fibers ratios of five types pulps on the properties of hand-sheet paper
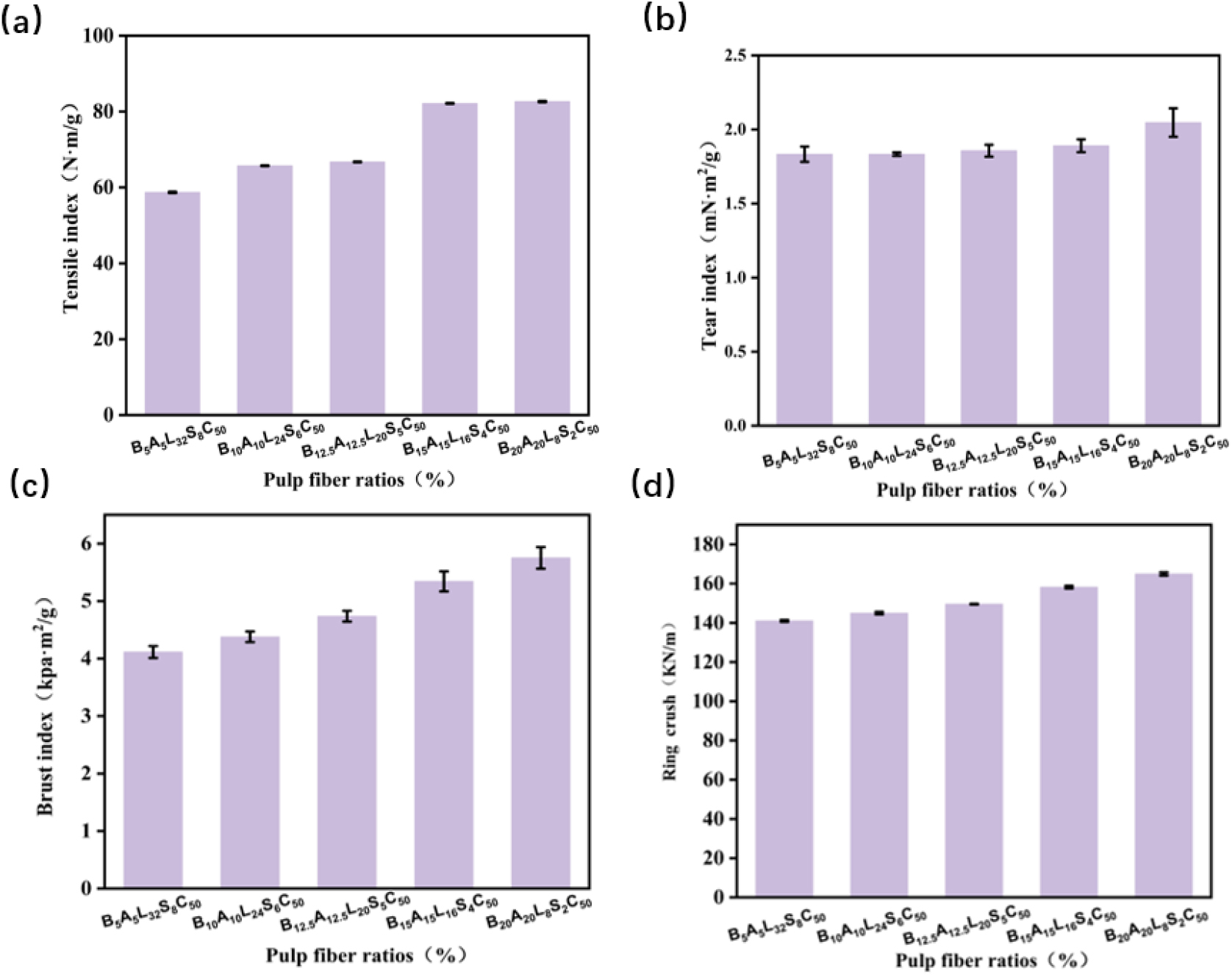
Influence of fiber ratios of un-oxygen-delignified hardwood KP, oxygen-delignified hardwood KP, softwood chemi-mechanical pulp, hardwood chemi-mechanical pulp and softwood bleached chemical pulp on the strength properties of hand-sheet paper are shown in Fig. 5. As can be seen from Fig. 5, the strength properties increased with the increasing fiber ratios of un-oxygen-delignified KP and oxygen-delignified KP. The hand-sheet paper prepared at the fiber ratio of 5%: 5%: 32%: 8%: 50% (B-pulp: A-pulp: L-pulp: S-pulp: C-pulp) showed the lowest mechanical strength property performance. When the fiber ratio were 20% : 20% : 8% : 2% : 50%, the paper obtained optimal performance with 82.6 N·m/g of tensile index, 2.04 mN·m2/g of tear index, 5.75 kPa·m2/g of burst index, and 165.2 KN/m of ring crush, increasing of 28.9%, 11.9%, 28.5%, and 14.5% compared to the -paper with the fiber ratio of 5%: 5% : 32% : 8% : 50%, which means the higher proportion of oxygen-delignified KP was beneficial to the strength property. A high proportion of oxygen-delignified pulp (20%) provides more cellulose (73.89%) for hydrogen bonding, while the decrease of chemi-mechanical pulp fiber ratio (10%) reduced their negative influence on the strength due to their high fines content (>77%). Thereby the hand-sheet paper prepared at the fiber ratio of 5%: 5%: 32%: 8%: 50% obtained weaker bonding efficiency and lower compromise strength performance due to high fiber ratio of chemi-mechanical pulp. Lignin was removed during the oxygen-delignification process, increasing the relative content of cellulose and exposing more hydroxyl groups, which enhances hydrogen bonding and inter-fiber bonding force. While the hand-sheet paper at the fiber ratio of 5%: 5%: 32%: 8%: 50% had more chemi-mechanical pulp, which has higher lignin content and less free hydroxyl groups, resulting in lower fiber intertwining and less bonding formation.
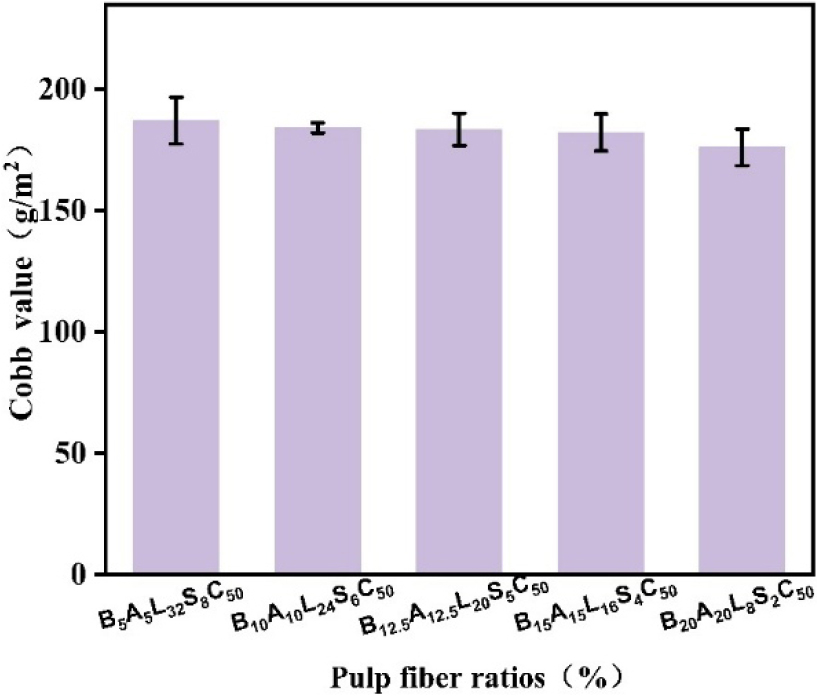
Influence of the fiber ratios of un-oxygen-delignified hardwood KP, oxygen-delignified hardwood KP, softwood chemi-mechanical pulp, hardwood chemi-mechanical pulp and softwood bleached chemical pulp on the water absorption of the hand-sheet paper are shown in Fig. 6. Fig. 6 showed that the water absorption value decreased as the fiber ratio of kraft pulps increased. The maximum water absorption value of 187.1 g/m2 was obtained at the fiber ratio of 5%: 5%: 32%: 8%: 50%, while the minimum water absorption value of 176.1 g/m2 was presented at the fiber ratio of 20%: 20%: 8%: 2%: 50%. A decrease of 5.87% obtained due to the higher lignin content of KP pulps, which can enhance the hydrophobicity of the hand-sheet paper [20].
3.5 Influence of the beating degree of unbleached hardwood KP and chemi-mechanical pulp on the properties of hand-sheet paper
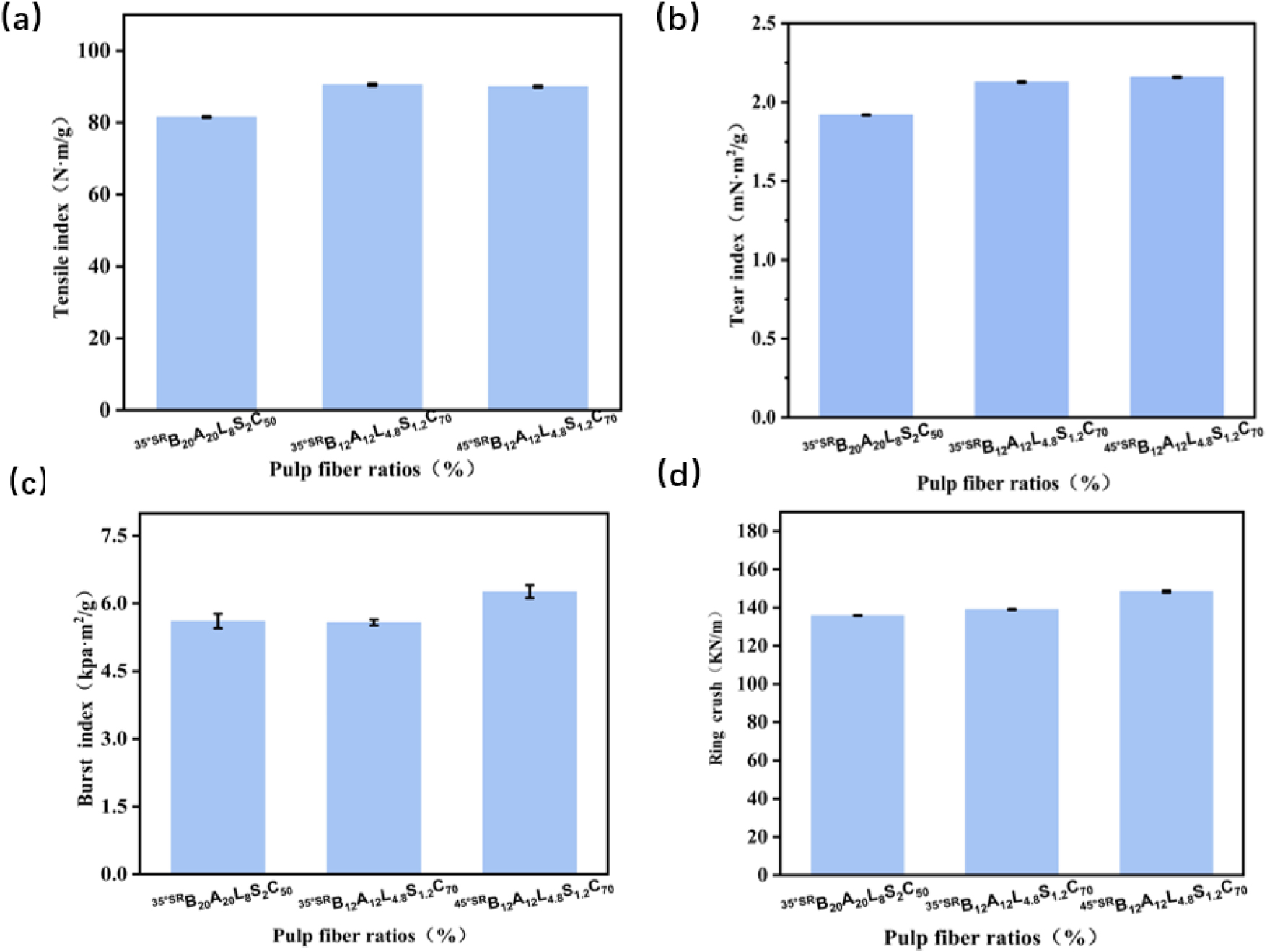
Influence of the beating degree of un-oxygen-delignified and oxygen-delignified hardwood KP on the properties of hand-sheet paper are shown in Fig. 7. The beating degree of pulp fibers is a critical parameter affecting the properties of hand-sheet paper. Influence of beating degrees (35 °SR and 45 °SR) of un-oxygen-delignified and oxygen-delignified hardwood KP on the performance of hand-sheet paper were investigated, using the optimal fiber ratio of 20%: 20%: 8%: 2%: 50% in section 3.4. As shown in Fig. 7, the beating degree significantly influenced the mechanical strength of the paper. The sample prepared with a beating degree of 35 °SR showed lower strength properties, with tensile index of 81.6 N·m/g, tear index of 1.91 mN·m2/g, burst index of 5.60 kPa·m2/g, and ring crush of 135.4 KN/m. Increasing the beating degree to 45 °SR resulted in optimal performance, with tensile index of 82.6 N·m/g, tear index of 2.04 mN·m2/g, burst index of 5.75 kPa·m2/g, and ring crush of 165.2 KN/m. The reason is that the pulp with beating degree 45 °SR has a higher filamentation degree of pulp fibers [21], the degree of fine fibrillation was enhanced, more hydroxyl groups were exposed, and more hydrogen bonds were formed between the fibers resulting in increased inter-fiber bonding. It can be seen that an increase in beating degree of the pulp is beneficial to the improvement of the strength properties of the hand-sheet paper.
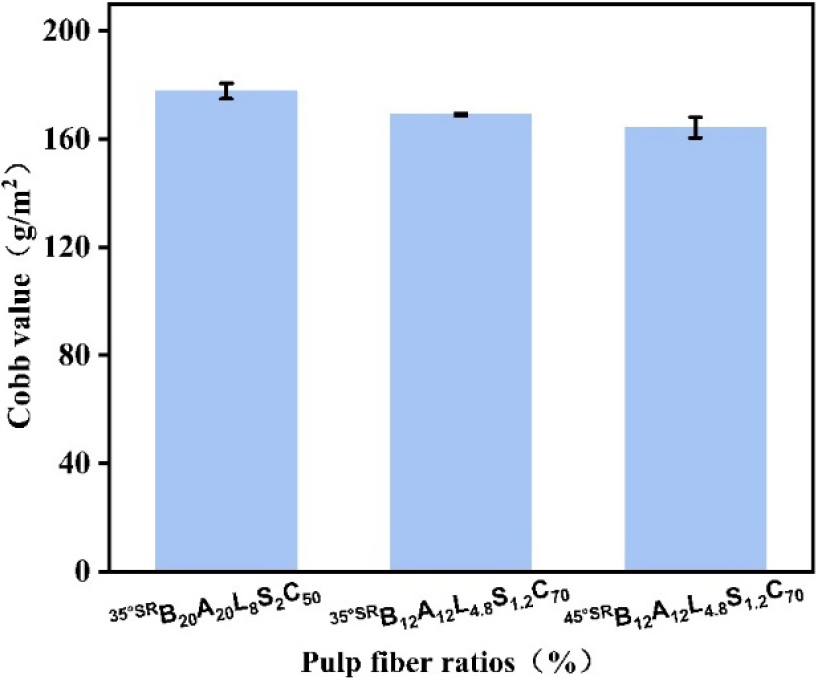
Influence of the beating degrees of un-oxygen-delignified KP, oxygen-delignified KP and chemi-mechanical pulp on the water absorption property of paper were shown in Fig. 8. Contrary to the change in strength performance, as the pulp beating degree increased from 35 to 45 °SR, the water absorption value slightly decreased from 177.7 to 176.1 g/m2 (a reduction of 0.9%), indicating that beating has no obviously influence on the water absorption of the paper.
3.6 SEM morphological analysis of the paper
SEM morphological analysis of the hand-sheet paper are shown in Fig. 9a and c respectively showed the morphology of the hand-sheet paper in optimal fiber ration at ×500 and ×2,000 magnification under the optimal fiber ratio. Fig. 9a and c respectively illustrate the morphologies of the paper at different definition under the condition of a fixed fiber ratio. Fig. 9a shows a more uniform fiber distribution without obvious agglomeration compared to Fig. 9b, this verifies and is consistent with the conclusion that the paper has better strength performance under the optimal fiber ratio. In high-definition images of Fig. 9c and d, microfibillation, holes and gaps on the surface of hand-sheet paper can be observed. It can be seen from Fig. 9c that microfibillation were more obviously than Fig. 9d, which enhanced the inter-fiber hydrogen bonding, and the tensile index was significantly improved compared to Fig. 9d. At the 20 µm observation scale (as shown in Fig. 9c, the pores were finer and more uniform, which was beneficial to balancing the water absorption value and mechanical strength properties of the hand-sheet paper.
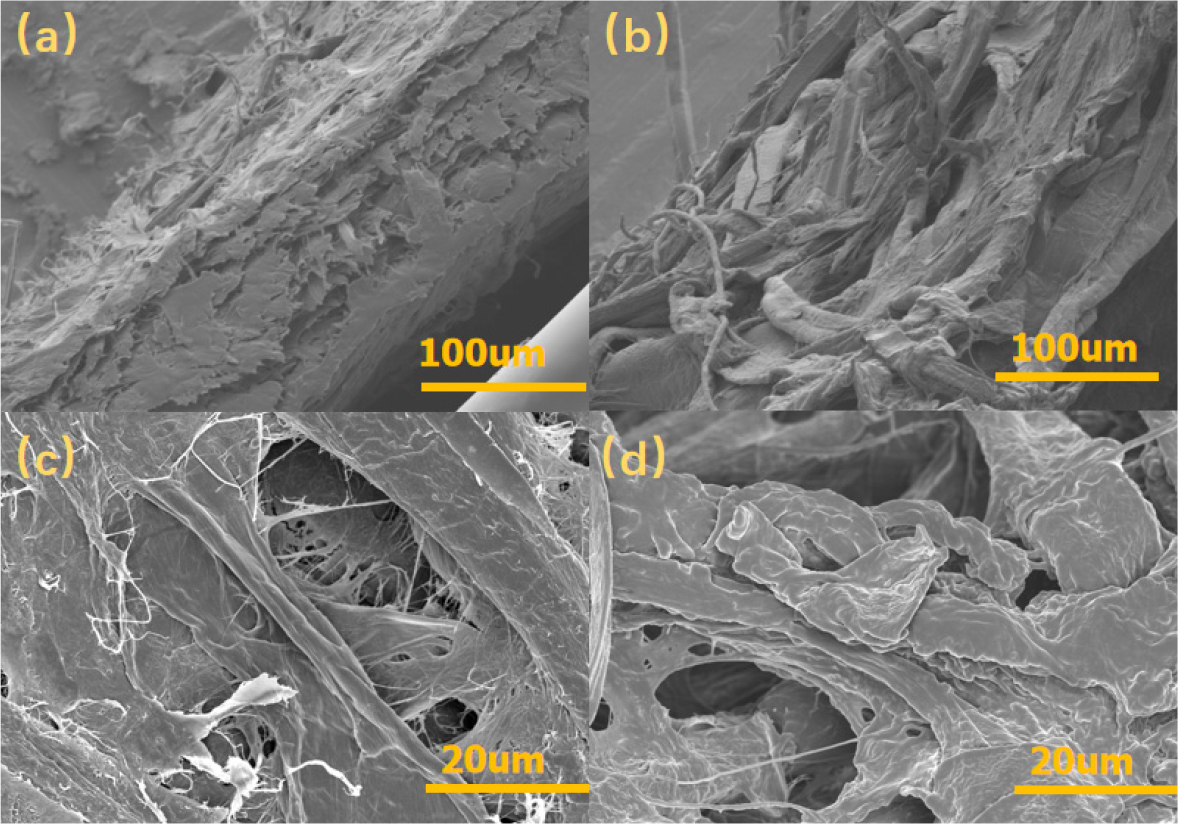
Fig. 9.
SEM images of hand-sheet paper at different fiber ratios on the B20A20L8S2C50 (×500) (a), B5A5L32S8C50 (×500) (b), B20A20L8S2C50 (×2,000) (c) and B5A5L32S8C50 (×2,000) (d). (a) and (b) images were the cross-sectional images of hand-sheet paper, and (c) and (d) images were hand-sheet paper surface.
Fig. 9c and d (high magnification, ×2,000) provide details of the fiber bonding interfaces. In the B20A20L8S2C50 sample (Fig. 9c), pronounced fibrillation was evident, with numerous microfibrils forming on the fiber surfaces. These microfibrils bridge between fibers, significantly increasing the effective bonding area. Simultaneously, the fibers exhibit thorough collapse and close contact. In contrast, the B5A5L32S8C50 sample (Fig. 9d) showed relatively smooth fiber surfaces with low fibrillation. Inter-fiber contact was predominantly rigid “edge-to-edge” contact, lacking flexible microfilament bridging, and clear interfacial gaps were present.
These microstructural differences directly correlate with macroscopic properties: the extensive fibrillation and tight contact in the B20A20L8S2C50 sample form the structural basis for its high tensile index and ring crush; conversely, the greater porosity and weak bonding interfaces in the B5A5L32S8C50 sample explain its higher water absorption (Cobb value) and lower mechanical strength.
4. Conclusions
In this work, the fiber ratios of unbleached hardwood kraft pulp, chemi-mechanical pulp, and softwood bleached chemical pulp during preparing hand-sheet paper process significangtly influenced the properties of the paper for liquid packaging. Increase of fiber ratio of hard wood kraft pulp can improve the strength property of the hand-sheet paper, especially, increase of tensile index and tear index, while the water absorption decreased. Increase of pulp beating degree of the unbleached hardwood kraft pulp are beneficial to the improvement of the strength properties and hydrophobic performance of the paper. Increase of fiber ratio of softwood bleached chemical pulp can increase the strength performance of the paper. The optimal preparation conditions of the hand-sheet paper were pulp beating degree of 45 °SR, un-oxygen-delignified hardwood kraft pulp fiber ratio of 20%, oxygen-delignified hardwood kraft pulp fiber ratio of 20%, softwood chemi-mechanical pulp fiber ratio of 8%, hardwood chemi-mechanical pulp ratio of 2%, and softwood bleached chemical pulp fiber ratio of 50%, in which the prepared hand-sheet paper showed better performance with a tensile index of 82.6 N·m/g, a tear index of 1.91 mN·m2/g, a burst index of 5.60 kPa·m2/g, a ring crush of 135.4 KN/m, and a water absorption value of 176.1 g/m2.
