

1. Introduction
2. Materials and methods
2.1 Raw materials
2.2 Manufacturing refiner plates with different patterns
2.3 Calculating cutting edge length of refiner plates
2.4 Pretreatment of wood chip
2.5 Refining
2.6 Measurement of shive contents
2.7 Handsheet preparation for quality evaluation of TMP and CTMP
3. Results and Discussion
3.1 Comparison of CELs of the refiner plates with different patterns
3.2 Fiber properties for TMP and CTMP prepared by refiner plates with different patterns
3.3 Specific refining energy of refiner plates with different patterns
3.4 Shive contents of TMP and CTMP prepared by refiner plates with different patterns
3.5 Physical properties of TMP and CTMP prepared by refiner plates with different patterns
4. Conclusions
1. Introduction
The process of producing pulp from wood involves breaking down the wood fibers using mechanical means or alkaline chemicals to create a fibrous material that can be used in the production of paper and other products. There are two primary methods for pulp production: chemical pulping and mechanical pulping. Kraft pulp, produced by dissolving lignin solely through alkaline chemicals, is the most prevalent type of chemical pulp, resulting in high strength pulp suitable for a wide range of paper products. On the other hand, for mechanical pulp, wood chips are subjected to mechanical forces, such as grinding or refining, to soften and break down the lignin, the substance that binds cellulose fibers together. This mechanical process produces a pulp with shorter fibers, resulting in weaker but more absorbent paper.1)
The most common mechanical pulping process is thermomechanical pulping (TMP). In TMP process, wood chips are first softened by steam and then mechanically treated to separate the fibers. The combination of heat and mechanical action reduces the energy required to break down the wood fibers compared to traditional mechanical pulping methods like groundwood pulping Process. TMP produces a higher yield of pulp compared to other mechanical methods, and the resulting pulp has better strength properties.2)
While TMP is considered more energy-efficient than certain other mechanical pulping processes, it still demands a significant amount of energy. This is mainly attributed to the need for steam during the initial softening of wood chips and electrical energy during the subsequent refining process for defibration. The most energy-intensive step in the TMP (thermomechanical pulping) manufacturing process is the refining stage. Approximately 70-80% of the total energy consumed in a TMP plant is attributed to the refining stage.3,4)
This is because the refining process involves subjecting wood chips to intense mechanical forces to break down the lignin and separate the cellulose fibers. This energy-intensive process is essential for producing the desired pulp properties, including fiber length, strength, and flexibility.
TMP is a cost-effective and efficient method for producing mechanical pulp, but its energy-intensive refining process contributes significantly to the environmental impact of TMP production. To tackle this issue, several efforts are being made to enhance the energy efficiency of TMP.5) These efforts include optimizing refining parameters, utilizing advanced refining technologies, implementing pre-treatment processes, and optimizing chip preparation. By adopting these strategies, TMP manufacturers can reduce energy consumption, lower production costs, and minimize their environmental footprint.
Various attempts have been made to reduce energy during refining in the TMP manufacturing process. Through mechanical pretreatment of wood chips by applying shear and compression forces to create weak points in the fibre walls, defibration was facilitate in subsequent refining.6,7) An adjustable-speed drive (ASD) was used to control the refining speed and optimize the energy efficiency and pulp quality.8) These methods have shown potential benefits in terms of energy savings, pulp properties, and process performance. However, they may also have some challenges or limitations, such as equipment costs, process conditions, fiber morphology, and pulp uniformity. Some studies showed that refiner plate patterns could affect consumption of the refining energy as well as pulp quality in the TMP manufacturing process by influencing the chip-to-plate contact, the compression and elongation of the fibers, and the stock throughput.9,10,11) However, due to the diverse raw materials and varying final product qualities required for each TMP mills, the implementation of uniform plate patterns is challenging.
A thorough evaluation of refiner plate patterns' influence on energy consumption and pulp quality in thermomechanical pulp (TMP) production is essential. This assessment will empower TMP mills to select plate patterns that align with their specific production requirements, ensuring the production of high-quality pulp that meets desired specifications. Blindly adopting plate patterns recommended by suppliers without prior evaluation risks perpetuating suboptimal outcomes that fail to meet quality standards.
To investigate the influence of refiner plate patterns on TMP mill operations, two types of TMP plates with distinct patterns were manufactured and their effects on energy consumption and pulp quality were evaluated. The results of this study provide valuable insights into the relationship between plate pattern and TMP production, empowering TMP mills to make informed decisions regarding plate selection.
2. Materials and methods
2.1 Raw materials
For preparing TMP and CTMP, domestic pine (Pinus densiflora) chips supplied from Jeonju Paper Co., in Jeonju, South Korea, served as the raw materials. The physicochemical characteristics of these domestically pine chips are shown in Table 1. Sodium hydroxide (NaOH) and sodium sulfite (Na2SO3) manufactured by Daejung Chemicals & Metals Co. Ltd. were used for preparing CTMP.
Table 1.
The physicochemical characteristics of domestically pine chips from South Korea (Unit: %)
| α-cellulose | Hemicellulose | Lignin | Extractives | Ash |
| 39.35±0.21 | 27.4±0.42 | 30.9±0.85 | 2.45±0.49 | 0.8±0.14 |
2.2 Manufacturing refiner plates with different patterns
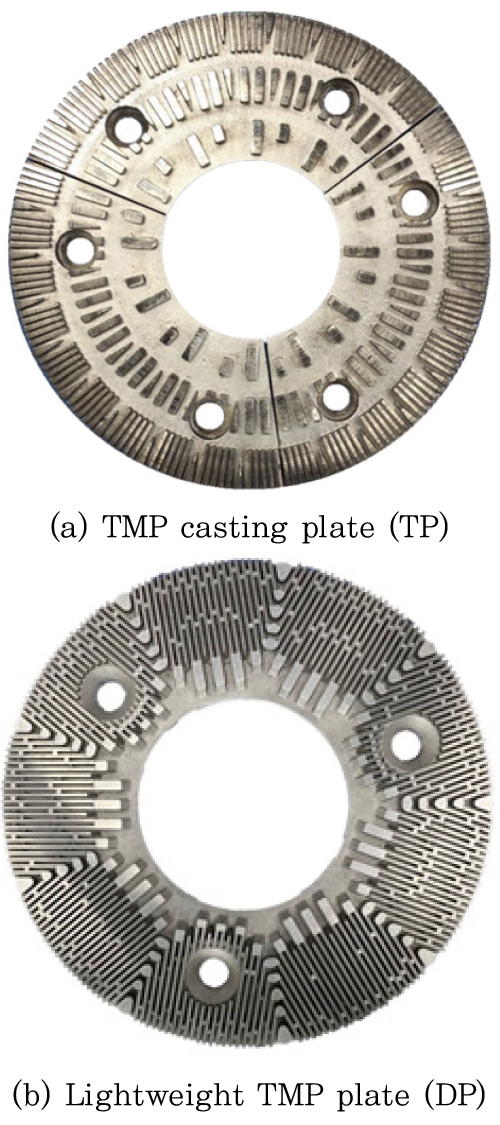
TMP plates with different cutting edge lengths (CEL) were designed using Autocad 2014. The casting plate (TP) was designed to be divided into a chip breaking zone, an intermediate zone where the crushed chips are broken into smaller pieces and transferred, and a defiberating zone where they are fiberized. Lightweight TMP plate (DP) consists of only a breaking zone and a defiberating zone. The bar length of the DP's defiberating zone was made longer than that of the TP, and dams was placed between the bars to lengthen the residence time of the raw materials during refining. The bar width, the bar height, and the groove width between the bars for each plate were also designed to be different, as shown in Fig. 1.
The TP is composed of commonly used elements such as C, Fe, Ni, Mn, Cr, and Si, with their respective composition ratios shown in Table 2. Wear resistance, corrosion resistance, heat resistance, toughness, and other properties for the refiner plate depend on the mixing ratio of each element.
Table 2.
Mixing ratio of elements that make up the casting plate
| Elements | C | Si | Mn | P | S | Ni | Cr | V | Mo |
| % | 1.06 | 1.12 | 0.92 | 0.028 | 0.012 | 1.61 | 17.4 | 0.41 | 0.75 |
Most commercial refiner plates are manufactured using a metal casting process with resin-coated sand as the mold material. However, sand casting is not suitable for a bar shape that are perpendicular to the direction of ejection from the mold. This can cause the cast to stick to the mold, and forceful ejection can damage both the cast and the mold (refer to Fig. 2(a)). Therefore, most casting refiner plates generally have inclined surfaces with a small tapered angle (3–5°), as shown in Fig. 2(b). Unfortunately, these bars with trapezoidal shape shortened the service life with rapid reduction of both bar sharpness and stock throughput in the grooves between adjacent bars during refining.12,13)

An innovative approach to fabricating lightweight fine bar plates is developed by employing aluminum alloy, AC1B, for the plate base and stainless steel, 420J2, for the bars.14) The joining of these dissimilar metals for DP was achieved using a specialized technique, as illustrated in Fig. 3.

To enhance the wear resistance of the fabricated plate, nitriding heat treatment was implemented. Additionally, polishing was conducted to achieve consistent bar height and a smooth base surface.
2.3 Calculating cutting edge length of refiner plates
The specific edge load (SEL) of a refiner is a measure of the intensity of refining. A higher SEL will result in more intense refining, which will break down the fibers more and produce a pulp with lower freeness and higher strength. A lower SEL will result in less intense refining, which will break down the fibers less and produce a pulp with higher freeness and lower strength. It is defined as the net power applied to the fibers per cutting length factor (CLF) and per revolution of the refiner rotor. The CEL can be simply calculated by multiplying the CLF by the rotation speed of the refiner. By adjusting the CEL, refiners can control the extent of fiber breakdown and achieve the desired pulp characteristics. The SEL is typically expressed in units of W.s per meter (Ws/m). The SEL can be adjusted by changing the CEL and the power consumption of the refiner. The SEL should be chosen carefully based on the desired properties of the finished pulp.
Fig. 4 shows the method to calculate the CEL of two TMP refiner plates. The CEL was calculated by classifying zones according to the bar length of the refiner plate, multiplying the total number of rotor and stator bars in each zone to calculate the CFL, and then multiplying that by the rotation speed of the refiner.

2.4 Pretreatment of wood chip
The preparation of domestic pine chips for TMP and CTMP treatments involved a crucial pretreatment process encompassing washing, soaking, and high-temperature steam treatment. Initial washing with water served to eliminate surface contaminants and foreign substances from the pine chips, followed by dewatering using a 20-mesh sieve. Subsequently, the cleaned chips underwent a 24-hour soak in tap water at room temperature to achieve an average moisture content of 50-55%. During the pretreatment stage, a laboratory experimental digester (Duko, Korea) operating at approximately 10 kgf/cm2 was employed to subject the chips to high-temperature steam under pressure, effectively softening and impregnating them. The specific presteaming and liquor impregnation conditions for TMP and CTMP can be found in Table 3, while images of the pretreated domestic pine chips are provided in Fig. 5.
Table 3.
Steam pretreatment conditions for TMP and CTMP
| TMP | CTMP | ||||
| Control | Case 1 | Case 2 | Case 3 | ||
| Wood chip (g)* | 600 | ||||
| Liquor-to-wood ratio | 4:1 | 4:1 | |||
| Temperature (℃) | 100 | 120 | 100 | 120 | |
| NaOH (%)* | - | - | 3 | 3 | |
| Na2SO3 (%)* | - | - | 3 | 3 | |
| Presteaming time (min) | 15 | 60 | |||

2.5 Refining
The pretreated domestic pine chips were refined using an laboratory single-disc refiner (KOS1, Korea) with a stator-rotor gap set at around 0.6-0.8 mm (see Fig. 6). Three refining passes were performed at 1,500 rpm. After each pass, the discharged fibers were steam-treated at 120℃ for 10 minutes using an Autoclave (DS-PAC40, Dongseo Science, Korea) before proceeding to the next pass. Images of the refined fibers are presented in Fig. 7. To evaluate and compare the energy consumption and operational efficiency of two refiner plates during refining, specific refining energy (SRE, kWh/t) and stock throughput were measured at each stage of the three-stage refining process. Following the refining process, TMP and CTMP fibers underwent further beating in a Valley beater at 1.57% stock consistency until reaching approximately 150 mL CSF. The yields of TMP and CTMP were approximately 95% and 91%, respectively, regardless of the plate patterns.


2.6 Measurement of shive contents
The shive contents of the prepared TMP and CTMP were determined using a Somerville screen (Daeil Machinery Co., Korea) with a slot width of 0.15 mm, following the guidelines of TAPPI T 275.
Fiber Quality Analyzer (FQA-360, OpTest Equipment Inc., Canada) was used to measure the mean fiber length and fines content of the prepared TMP and CTMP after removing shives.
2.7 Handsheet preparation for quality evaluation of TMP and CTMP
The physical and optical properties of TMP and CTMP were evaluated using handsheets of 60 g/m2 prepared using a laboratory handsheet former (Daeil Machinery Co., Korea) according to ISO 5269-1. The handsheets were then subjected to various tests to measure their tensile strength (ISO 1924-2), tear strength (ISO 1974), and bulk (ISO 534). These properties were compared and analyzed to assess the refining effects of refiner plates with different patterns.
3. Results and Discussion
3.1 Comparison of CELs of the refiner plates with different patterns
In TMP production, the CEL of refiner plates plays a crucial role in determining the extent of fiber shortening and the resulting pulp properties. The CEL represents the total distance traveled by a fiber along the cutting edges of the refiner plates per unit time. The refiner plate, TP, with a higher CEL will generally lead to lower intensity refining and less fiber cutting. This is because the fibers have more time to travel along the cutting edges, which reduces the shearing force and the likelihood of fiber breakage. In TMP production, lower intensity refining typically results in a pulp with longer fibers and higher freeness.15) This type of pulp is more suitable for applications where fiber strength and tear resistance are important, such as in the production of tissue or specialty papers. On the other hand, higher intensity refining, which is achieved by DP with a lower CEL refiner plate, leads to shorter fibers and lower pulp freeness. This type of pulp is more suitable for applications where a high degree of fiber bonding and opacity is required, such as in the production of newsprint or packaging paper.
Table 4 compares the CLF and CEL for TP and DP. TP showed approximately three times higher in CLF and CEL than DP. Therefore, if refining with TP, the preservation of long fibers and the fibrillation of fibers are expected to result in superior tear strength, allowing for the production of strong paper.
Table 4.
CLF and CEL for TP and DP with different patterns
| TP | DP | |
| CLF (km/rev) | 0.91 | 0.29 |
| CEL (km/s) | 22.67 | 7.14 |
The choice of refiner plate pattern and the corresponding CEL value is a critical decision in TMP production, as it directly influences the characteristics of the resulting pulp.16,17)Understanding the relationship between CEL and pulp properties is essential for optimizing the TMP process and producing pulp tailored to specific end-use applications.
3.2 Fiber properties for TMP and CTMP prepared by refiner plates with different patterns
The lower CEL indicates coarser bar pattern. The coarser bar plate tend to cut the fibers more aggressively, resulting in shorter fiber length and more fines (refer to Table 5). This is why DP with low CEL exhibited shorter fiber length and more fines contents than TP with high CEL, regardless of pulp types and presteaming temperature. The CEL of the refiner bars had a pronounced effect on the fiber wall thickness and fiber coarseness of the resulting pulp, as showin in Table 5. TP with low CEL generate intense shear and compression forces due to low intensity refining. These shear forces act on the outer layers of the fiber wall, causing them to peel off or delaminate, resulting in thinner fiber walls and lower fiber coarseness. On the other hand, DP with high CEL tend to cut the fibers more aggressively, leading to shorter fiber length and more fines. However, the higher CEL may not be as effective at removing outer fiber layers as the intense shear forces generated by TP refiners with low CEL. This is because the stronger shear forces in TP refiners are more effective at delaminating the outer layers without causing excessive fiber cutting.
Table 5.
The fiber property evaluation results for TMP and CTMP produced from TP and DP
3.3 Specific refining energy of refiner plates with different patterns
Fig. 8 illustrates the SRE (kWh/ton) for both DP and TP under varying presteaming temperature and different bar patterns after 4 pass refining. DP with lower CEL consumed more refining energy than TP with higher CEL for both TMP and CTMP across all conditions. The observed disparity in SRE stems from the divergent refining mechanisms employed by gentle refining and harsh refining. DP primarily relies on fiber cutting to achieve the desired fiber characteristics, while TP utilizes a combination of shear forces, bending, and compression to modify fiber properties. Therefore, it was assumed that the lower CEL of DP necessitated more intensive fiber cutting, leading to higher energy consumption.

Furthermore, the rise of the presteaming temperature or impregnation of wood chips into chemicals reduced refining energy consumption, regardless of the bar pattern.18) This can be explained by the softening effect of heat on lignin, a major component of the fiber wall. Softer lignin facilitates easier fiber separation during refining, reducing the energy required to achieve the desired fiber properties.19) Treating wood chips with chemicals, known as impregnation, also contributed to reduced refining energy consumption.20,21) Chemicals can further soften lignin and promote fiber swelling, making the fibers more susceptible to mechanical action during refining. This reduced the energy required to achieve the desired fiber properties.
3.4 Shive contents of TMP and CTMP prepared by refiner plates with different patterns
Fig. 9 provides a comparative analysis of shive content in both TMP and CTMP, highlighting variations resulting from refiner plates with different CELs across different presteaming temperatures. Shives, defined as particles larger than individual fibers, possess the potential to detrimentally impact paper quality22,23) by inducing issues such as print quality deterioration, coating scrape-off, ink pick-out, and other defects. As shown in Table 5, harsh refining of wood chips by DP tended to yield shorter fiber lengths and increased fines content, leading to noticeable alterations in fiber characteristics. This means that high intensity refining of DP is generally more effective in reducing shives during TMP refining than low intensity refining of TP. This is because DP applies more energy to wood chips, which causes them to break down and defiberate more. This defiberating process helps to detach shives from the fiber bundles and break them up into smaller pieces. Consequently, the expectation was that DP could yield TMP with a lower shive content compared to TP. However, DP also exhibits a tendency to reduce fiber length and strength, making it crucial to assess its suitability when high-intensity refining is essential for the intended application.

In addition, it was confirmed that the shive content decreased more as the presteaming temperature of the wood chips increased, and when the wood chips were impregnated in alkaline chemicals, regardless of the difference in plate patterns. Elevated temperatures and alkaline chemicals promote the softening and degradation of lignin, the glue-like substance that binds wood fibers together.24) This softening and degradation weaken the bonds between fibers and shives, making them more prone to separation during refining.
3.5 Physical properties of TMP and CTMP prepared by refiner plates with different patterns
Fig. 10 compares the bulk and tensile strength of TMP and CTMP prepared with refiner plates with different patterns. As shown in Table 5, DP generated shorter fiber lengths and more fines in both TMP and CTMP than TP due to high intensity refining, which led to higher bulk and lower tensile strength. The higher bulk and lower tensile strength observed in DP with low CEL compared to TP with high CEL are directly related to the increased fines content and shorter fiber lengths. Fines act as fillers in the pulp, increasing the bulk25) and porosity of the paper sheet. However, they also disrupt the fiber network and reduce the interfiber bonding, leading to a decrease in tensile strength. Additionally, they tended to impede dewatering.

Regardless of refiner plate patterns, the elevated presteaming temperature and the alkaline chemical treatment of wood chips also contributed to the improvement of tensile strength. As mentioned before, elevated temperature and chemical impregnation soften and degrade lignin, the glue-like substance, that binds wood fibers together. This softening weakens the bonds between fibers, making them more flexible and easier to separate during refining. As a result of these changes, the fibers become more entangled and form a stronger network, leading to improved tensile strength of mechanical pulp. This improvement in tensile strength was observed regardless of the refiner plate patterns because the fundamental mechanisms of fiber modification and bonding were not affected by the specific plate design.
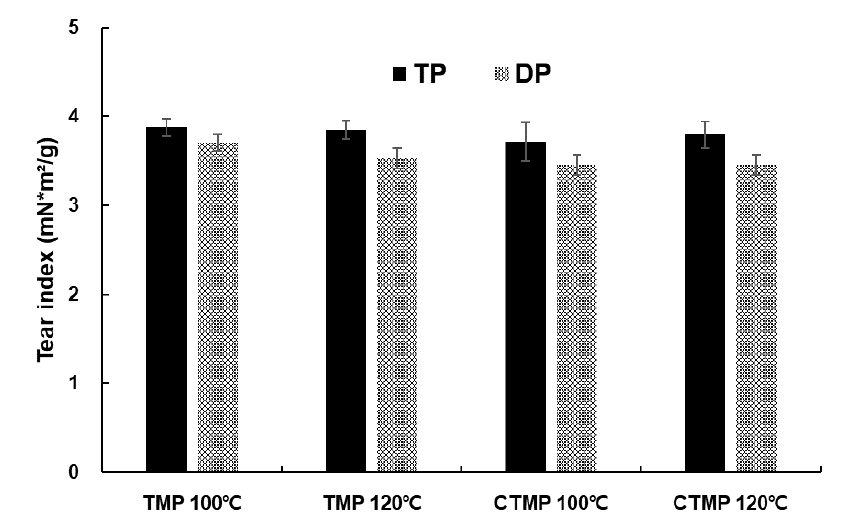
In both TMP and CTMP, DP with low CEL exhibited lower tear strength than TP with high CEL, as evident in Fig. 11. The DP yielded shorter fiber lengths, diminished fiber entanglement, and elevated fines content, all of which collectively contributed to the reduced tear strength compared to TP with high CEL. Fiber length is a critical factor in determining the tear strength of paper. Longer fibers have a greater ability to interlock and form a strong network, which contributes to higher tear resistance.26) The refining action by DP tends to break down fibers into shorter lengths. This reduction in fiber length is more pronounced in DP with low CEL, as the lower CEL results in less protection for the fibers during refining. In summary, the combination of shorter fiber lengths, reduced fiber entanglement, and elevated fines content in DP with low CEL contributes to its lower tear strength compared to TP with high CEL. These factors collectively weaken the paper structure, making it more susceptible to tearing.
4. Conclusions
Two TMP refiner plates with different CELs were manufactured using conventional casting and dissimilar metal joining methods. The TP, which was made by sand casting, had a very large CEL. The lightweight DP, which had a base plate of aluminum alloy and bars of SUS material, had a small CEL. The TP with a large CEL quickly caused defibration of wood chips, contributing to refining energy savings. The DP had a higher fiber length loss and more fines generation due to high intensity refining, differently from the TP. However, the DP was more favorable for less shive contents due to its ability to perform harsh refining. The TMP and CTMP prepared with TP had higher tensile strength and tear strength through gentle refining. In conclusion, it is worthwhile to consider a change in refiner plate pattern when manufacturing TMP and CTMP using the same raw materials, especially if the desired outcomes include refining energy savings and improved pulp quality.
