

1. 서 론
백판지는 천연펄프와 재생펄프로 제조된 여러 층의 종이로 합지된 형태로 제조되는데 표면은 천연펄프와 피그먼트 코팅층으로 구성되어 있으며 나머지 층들은 주로 재생펄프로 구성된다.1) 백판지 제조 시 중간층으로 사용되는 원료로 주로 저급 펄프를 사용하게 되는데 이때 건조에너지 향상과 펄프원가 절감을 위해 국내 백판지 산업에서 백판지 제조 시 목분(wood powder) 등 분말상 첨가제가 널리 활용되고 있다.2) 목분은 제재소 및 목재 가공공정에서 발생하는 목질계 폐잔재로부터 산업용지 및 인쇄용지에 적용 가능한 크기로 제조하여 제지용 충전제로서 사용되고 있는 유기충전제로 탄산칼슘, 클레이, 탈크에 비해 펄프에 적용이 용이하고 벌크 향상에 효과적이기 때문에 적은 양의 원료로 원하는 수준의 두께로 유지하거나 증가시킬 수 있고, 건조에너지를 줄일 수 있다.3)
하지만 백판지 제조 시 목분이 적용됨에 따라 탄산칼슘과 같이 섬유와 섬유사이 목분이 위치하게 되면서 섬유 간 결합력을 약화시켜 백판지의 강도를 저하시키기 때문에4-6) 이를 보완할 수 있는 대책 마련이 시급하다. 강도 저하 현상을 해결하기 위한 방안으로 전분이나 지력 증강제 등을 사용할 수 있으나7) 생산원가가 상승하게 된다.
따라서 본 연구에서는 강도 저하를 방지하고 섬유간 결합력을 상승시켜주기 위한 방안으로 타피오카 제조 시 발생하는 부산물을 유기충전제로 제조하여 목분과 타피오카 부산물의 투입 비율을 각각 달리하여 수초지를 제조한 후 물리적 강도를 측정하였다. 또한 목분 및 타피오카 부산물의 혼합 비율을 달리하여 제조한 수초지의 강도 측정을 통해 타피오카 부산물의 강도 보완 효과를 분석하여 백판지 산업에의 적용 가능성을 평가하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서 타피오카 전분 제조공정에서 발생하는 부산물을 D사에서 공급받아 사용하였다. 타피오카 유기충전제의 대조군으로 H사의 상업용 목분(commercial wood powder)을 사용하였다. 분말상 유기충전제를 함유한 수초지 제조를 위해 지료조성 펄프로는 국산 폐골판지(Korean old corrugated container, KOCC)를 원료로 사용하였다.
2.2 실험방법
2.2.1 타피오카 유기충전제 제조 방법
타피오카 부산물(tapioca powder)을 105±3℃조건에서 일주일 동안 전건시킨 후 실험실용 분쇄기인 블랜더(Wonder Blender, WB-01, Sanplatec, Japan)를 이용하여 25,000 rpm의 속도로 분쇄를 실시하여 분말로 제조하였다. 타피오카 분말을 제지용 유기충전제로 적용시키기 적합한 사이즈로 분급하기 위하여 60 mesh 표준체를 사용하여 분급을 실시하여 최종적으로 타피오카 유기충전제(tapioca organic filler)를 제조하였다.
2.2.2 유기충전제 기능성 평가를 위한 지료조성 및 수초지 제조방법
목분과 타피오카 유기충전제 적용을 위한 지료조성 펄프로는 KOCC를 사용하였다. KOCC를 18시간 동안 물에 침전시켜 적절히 팽윤시킨 후 실험실용 고속해리기를 이용하여 농도 2%, 8000 rpm 조건으로 해리하여 미해리된 섬유의 존재유무를 확인한 후 지료로 사용하였다. 해리된 지료를 0.5% 농도로 희석하여 사용하였으며, 실험실용 사각수초지기를 이용하여 평량 100±4 g/m2 의 수초지를 제작하였다. 목분과 타피오카 유기충전제의 투입량은 각각 전건섬유대비 5, 10, 15 %로 선정하였으며, 목분과 타피오카 유기충전제의 혼합비율은 6:4, 4:6의 비율로 선정하여 각 유기충전제를 펄프슬러리에 투입한 후 600 rpm 조건으로 2분 30초 동안 교반을 실시하여 수초지를 제조하였다. 제조된 습지필은 실험실용 프레스기를 이용하여 345 kPa의 압력조건에서 5분간 압착한 후 실험실용 실린더 건조기로 건조시켰다.
2.2.3 유기충전제를 함유하고 있는 수초지의 물리적 특성 평가
항온항습실에서 23℃, 50% RH에서 24시간 조습처리된 수초지의 두께를 측정한 후 TAPPI standard method에 의거하여 평량, 벌크(TAPPI T 411), 회분함량(TAPPI T 211)을 측정하였으며, 인장압축강도 시험기(Tensile & Compression Tester, FRANK-PTI, Germany)와 파열강도시험기(Mullen type bursting tester, Daeill Machinery, Korea)를 사용하여 인장강도(TAPPI T 494), 압축강도(TAPPI T 818) 및 파열강도(TAPPI T 403)를 측정하였다. 또한 유기충전제인 목분과 타피오카 유기충전제의 회분함량도 동일한 방법으로 측정하였다.
3. 결과 및 고찰
3.1 타피오카 유기충전제 적용에 따른 수초지의 물성 변화
타피오카 유기충전제와 목분의 투입에 따른 수초지의 벌크와 회분함량을 Figs. 1과 2에 도시하였다. 타피오카 유기충전제의 투입량이 증가함에 따라 수초지의 벌크가 증가하였고 목분의 경우에도 동일한 경향을 보여주었다. 그러나 타피오카 유기충전제와 목분을 비교해 보면 목분의 벌크 상승효과가 상대적으로 큰 것으로 판단된다. 타피오카 유기충전제와 목분의 투입량이 증가함에 따라 회분함량이 감소하였으며 타피오카 유기충전제가 목분에 비해 더 낮은 회분함량을 나타냈다. 유기충전제가 투입됨에 따라 유기충전제 입자는 섬유와 섬유사이에 존재함으로써 종이의 벌크를 향상시키는 것으로 판단되고8)Table 1과 같이 회분함량이 KOCC에 비해 상대적으로 낮은 유기충전제의 투입량이 증가함에 따라 수초지의 평량을 일정하기 유지하기 위해 KOCC 함량이 감소하게 되기 때문에 회분함량은 감소하는 것으로 판단된다.
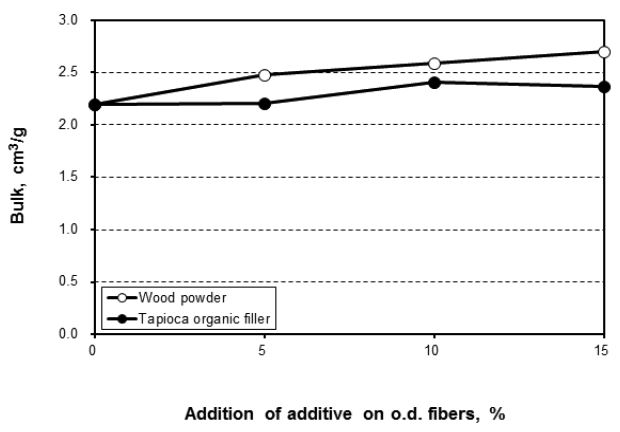
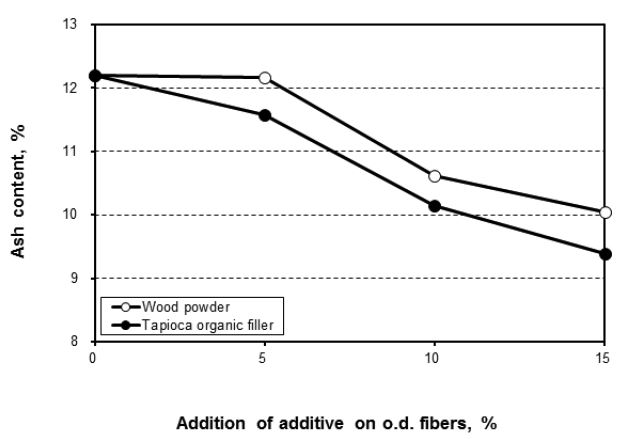
Fig. 2.
Ash content of handsheets as a function of the addition of tapioca organic filler and wood powder.
Table 1.
Ash content of organic fillers and KOCC
| Wood powder | Tapioca organic filler | KOCC | |
|---|---|---|---|
| Ash content (%) | 2.2 | 1.2 | 12.2 |
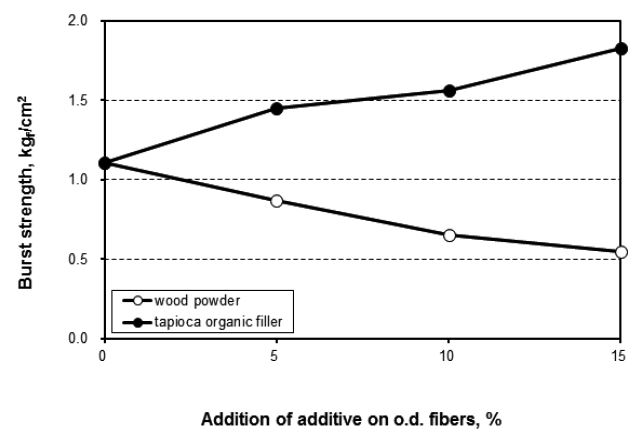
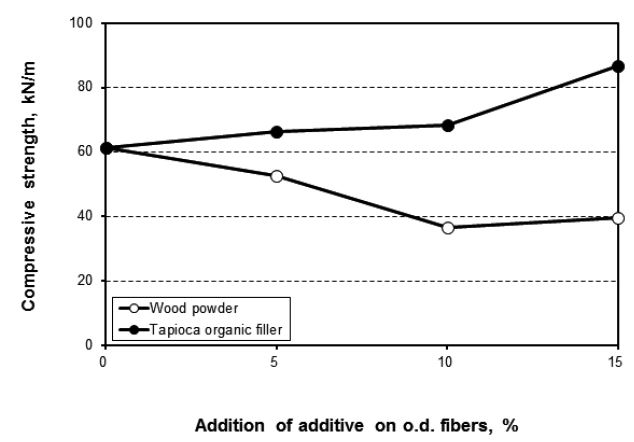
타피오카 유기충전제와 목분의 투입에 따른 수초지의 물리적 강도 변화를 확인하기 위하여 인장강도, 압축강도, 파열강도를 측정하였고 Figs. 3-5에 도시하였다. 목분을 적용한 수초지의 경우 투입량이 증가에 반비례하여 물리적 강도가 저하하였으며, 타피오카 유기충전제를 적용한 수초지는 이와는 반대로 투입량 증가에 비례하여 물리적 강도가 모두 증가하는 것을 확인할 수 있었다. 목분의 경우 수초지에 투입됨에 따라 섬유와 섬유사이 목분이 위치하게 되면서 섬유 간 결합을 방해하기 때문에 수초지의 강도 저하를 유발시키는 것으로 보이며,7) 타피오카 유기충전제의 경우 타피오카 부산물에 잔류된 전분이 섬유 간 결합력을 높여줌에 따라 투입량 증가에 따라 물리적 강도를 증가시키는 것으로 판단된다. 따라서 타피오카 부산물로 제조된 유기충전제는 벌크를 높임과 동시에 강도도 증가함을 확인하였다.
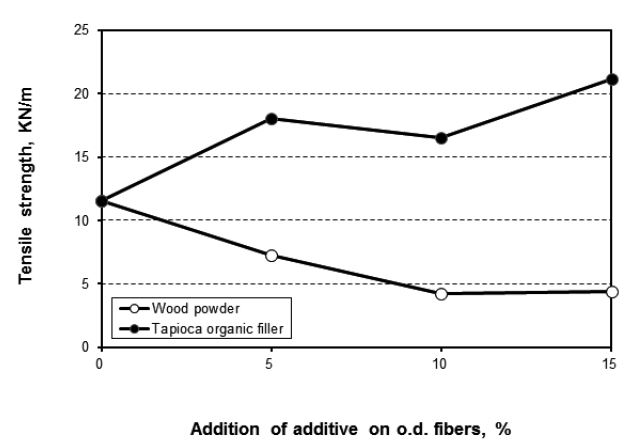
Fig. 3.
Tensile strength of handsheets as a function of the addition of tapioca organic filler and wood powder.
3.2 타피오카 유기충전제와 목분의 혼합 적용에 따른 수초지의 물성 평가
타피오카 유기충전제는 목분에 비해 벌크 향상효과는 낮으나 벌크와 강도를 동시에 향상시키는 장점이 있는 것으로 파악하였다. 따라서 이러한 장점을 바탕으로 목분과 혼합 적용 가능성을 파악하기 위해 두 유기충전제의 투입비율을 조절하여 수초지를 제조하였고 물성을 평가하였다. 전체적으로 유기충전제의 투입량을 10%로 고정한 후 목분과 타피오카 유기충전제의 비율을 6:4, 4:6으로 조절하였다. 혼합적용에 따른 수초지의 벌크와 회분함량을 Fig. 6에 나타냈다. 목분 10%에 타피오카 유기충전제가 투입됨에 따라 벌크는 다소 감소하였으나 타피오카 유기충전제만 10% 적용한 경우보다 목분과 혼합한 경우 더 높은 벌크를 나타냄을 확인하였고 회분함량의 경우에도 혼합사용할 경우 더 낮은 회분함량을 나타냈다.
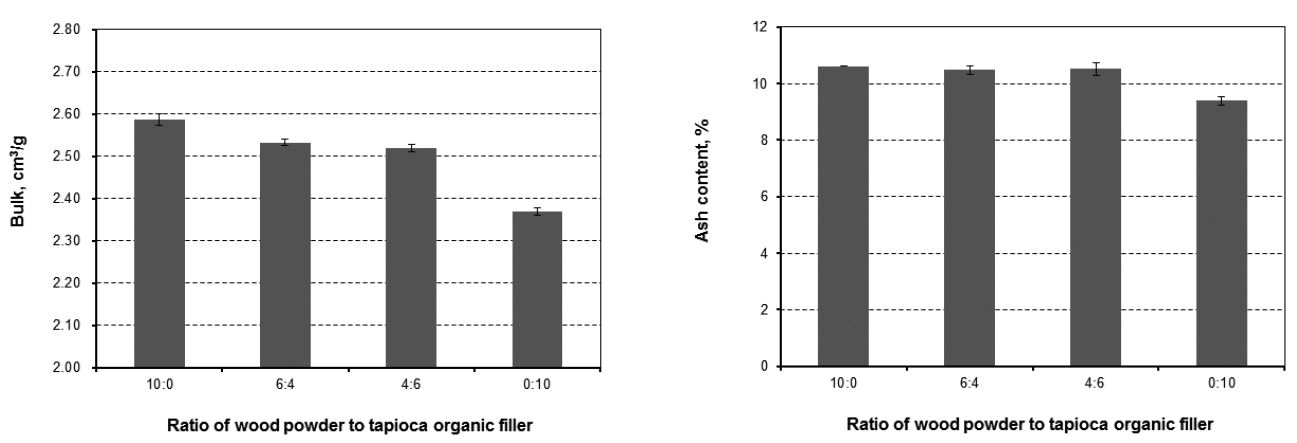
Fig. 6.
Effect of the ratio of wood powder to tapioca organic filler on bulk (left) and ash content (right) at the addition of 10%.
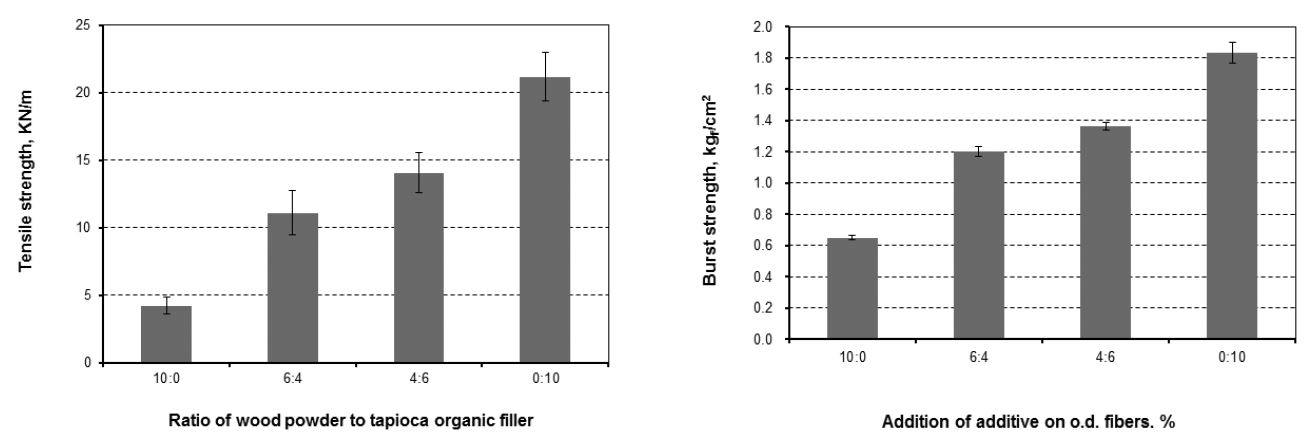
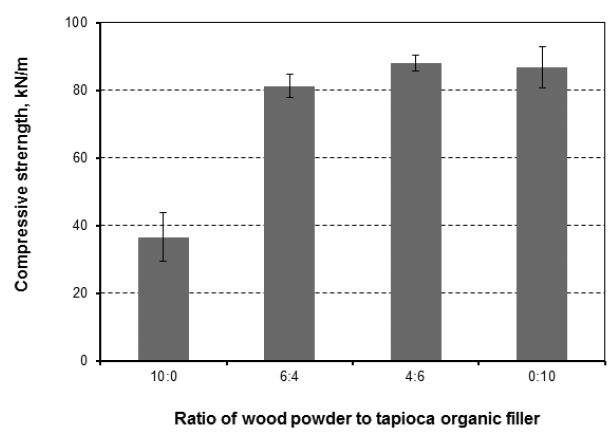
혼합사용에 따른 수초지의 인장강도, 파열강도, 압축강도 측정결과를 Figs. 7과 8에 도시하였다. 인장강도의 경우 타피오카 투입비율이 높아짐에 따라 강도 측정 결과가 상승함을 확인 할 수 있었다. 목분만 10% 적용시킨 수초지의 인장강도는 타피오카 유기충전제를 10% 적용시킨 수초지와 비교했을 때 20% 수준에 미치지 못하며, 목분과 타피오카 유기충전제를 혼합한 경우 목분만 투입한 경우보다 강도적 특성이 크게 향상되었다. 압축강도는 타피오카 유기충전제를 목분을 혼합한 경우와 타피오카 유기충전제만을 적용한 수초지의 강도 값은 큰 차이가 없었으나 목분만 투입한 수초지에 비해 훨씬 높은 강도를 나타냈다. 파열강도 또한 인장강도 측정 결과와 유사한 경향을 나타냈으며, 이러한 결과는 타피오카 유기충전제가 함유하고 있는 전분이 섬유와 섬유 사이 가교역할을 하여 섬유 간 결합력을 높여주기 때문이라고 판단된다.
따라서 목분 적용시 타피오카 유기충전제를 혼합하여 사용한다면 벌크 향상뿐만 아니라 강도저하를 방지할 수 있을 것으로 사료된다.
4. 결 론
본 연구에서는 목분 투입에 따라 벌크는 향상되나 종이의 물리적 강도가 저하되는 문제를 보완하기 위한 방안으로 타피오카 전분 제조 후 발생하는 부산물을 제지용 유기충전제로 적용하여 벌크 및 강도변화를 파악하고자 하였다. 목분만 사용할 경우 벌크 향상에는 효과가 탁월하나 투입 비율에 따른 강도 저하문제가 발생하는데 타피오카 유기충전제를 사용할 경우 벌크향상 효과는 목분에 비해 다소 떨어지나 투입량에 따른 종이의 강도 향상 효과가 탁월하였다. 이에 따라 목분 첨가 시 타피오카 유기충전제를 혼합하여 적용한다면 목분만을 사용할 경우와 대비했을 때 강도를 크게 보완할 수 있으므로 백판지 제조 시 목분과 타피오카 유기충전제를 혼합하여 투입량을 증가시키면 목분만 적용할 때에 비해 더 높은 벌크뿐만 아니라 더 높은 강도를 기대할 수 있을 것으로 판단된다. 또한 신규 유기충전제가 지력증강제의 역할을 하여 지력증강제를 따로 사용하지 않아도 되기 때문에 초지공정의 부하를 낮출 수 있을 뿐만 아니라 추가적인 생산원가절감을 기대할 수 있을 것으로 판단된다.
이러한 결과들로 볼 때 타피오카 전분 제조공정에서 발생되는 부산물은 판지 강도 보완 능력이 탁월한 유기충전제로 활용될 수 있을 것으로 판단된다.
