

1. Introduction
Increasing solid content at the wet pressing process will lower the drying energy. It was known that a 1% increase of solid content at wet pressing may reduce 4% steam consumption.1,2) Energy savings in papermaking can provide large benefits for both profitability and reduction of greenhouse gas (GHG) emission. The removal of water after wet pressing needs heat evaporation and becomes extremely expensive. Increasing the solid contents at the wet pressing stage is possible by applying high wet pressing pressure3) or by adding more fillers.4) High wet pressing pressure may cause damage to the paper structure,4) and cause to produce under-spec products in strength properties.
Raising 1-2% increase of inorganic filler content in printing paper without lowering essential properties should be a great challenge in paper mill at present. To produce highly filled paper, lumen loading of fillers,5-7) pre-flocculation of fillers,8-12) and agglomeration of fillers13) were studied. Those methods decreased the surface area of the fillers by making flocs, and allowed more hydrogen bonding area between wood fibers to increase strength properties of the paper. However, those filler modification methods did not keep the bulk and stiffness of paper sheet, which are the ones needed most in high filler-loaded paper. ‘Superfill,’ which was made by in-situ CaCO3 formation on the fractionated fines,14) and co-flocculation of fibrous fines and fillers15) improved paper strength and smoothness, but not bulk. The combined mixture of cellulose-nanofibrils and fillers also had gained attention as modified fillers for high-loading paper due to its bonding ability.16-18) High strength properties were obtained by cooking of starch in the presence of fillers, and by drying and grinding.19,20)
Hybrid calcium carbonate (HCC) was introduced recently, and it increased tensile strength while raising bulk and stiffness.21-24) It was prepared by producing pre-flocculated flocs with ground calcium carbonate (GCC) and calcium oxide and then by injecting carbon dioxide to the flocs to make semi-rigid agglomerates of the GCC and newly formed PCC from the calcium oxide. It was demonstrated that the paper containing 40% HCC had equivalent physical properties to the paper containing 30% GCC with the help of 3 wt% cationic starch addition.21)
In this study, we compared the properties of large size GCC (10 μm dia.) and HCC containing paper at different wet pressing conditions to those of the conventional fillers containing paper such as GCC with 2 μm dia. Higher wet pressing pressure to the large size GCC and HCC containing papers that already had very high bulk, may increase solid content at the expense of bulk decrease. The bulk decrease should be controlled not to be lower than the value of the conventional filler (GCC, 2 μm dia.) containing paper.
2. Experimental
2.1 Materials and Methods
The GCCs were donated by Omya Korea Inc. located in South Korea, and their mean sizes were reported as 2.0 (GCC2) and 10.0 μm (GCC10), respectively. Calcium oxide was purchased from Korea Showa Chemicals Co. As a retention aid for papermaking, cationic PAM (C-PAM. MW 5-7 million g/mol. +5 meq/g) from CIBA Specialty Chemical Korea was used at 0.1% based on the dry weight of the papermaking furnish. For fiber furnish, we used a mixture (20:80) of commercial softwood bleached Kraft pulp (SwBKP; a mixture of hemlock, Douglas fir, and cedar) and hardwood bleached Kraft pulp (HwBKP; a mixture of aspen and poplar), both of which came from Canada. These wood pulps were refined together in a valley beater until their freeness reached to 500 mL CSF. After mixing fibers and fillers to make handsheets of 30 and 40 wt% target filler contents, we prepared handsheets of 60 g/m2 basis weight (TAPPI T205 sp-95). The ash content (TAPPI 413 om-93), bulk (TAPPI T411 om-97), tensile strength (ISO 1924), Bekk smoothness (TAPPI T479 cm-99), and Gurley stiffness (TAPPI T543 om-00) of the handsheets were measured according to the standard methods.
2.2 Handsheet preparation
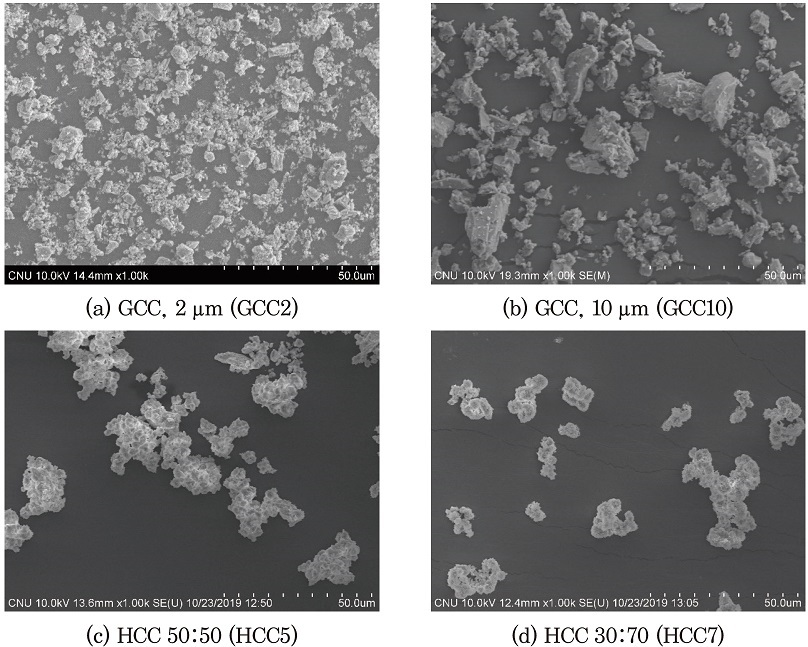
To prepare HCC, 28.1 and 39.3 g of calcium oxide were mixed with 50 and 30 g of 2.0 μm GCC in 1 L water, respectively, to produce 100 g of two type HCCs. Initially, GCC2 and calcium oxide were mixed together, and pre-flocculated by adding sequentially 0.03% cationic PAM and 0.04% anionic polymer based on the dry weight of the solid while stirring at 1000 rpm. After the pre-flocculation of two components, carbon dioxide was injected into the pre-flocculated flocs at 30°C and at 350 rpm until a neutral pH was reached. The final composition of HCCs consisted of 50 and 30 wt% of GCC2 and 50 (HCC5) and 70 (HCC7) wt% of the newly formed PCC, respectively. The sizes and shapes of the GCC2, GCC10, HCC5, and HCC7 were determined by a scanning electron microscope (S-4800 model. Hitachi, Japan). A few drops of the filler suspension from four types of fillers were dried on the sample holders for micrographic study.
2.3 Wet pressing
The HCC containing paper has much higher bulk than the GCC2 containing paper while keeping high tensile strength and high stiffness.21-24) We tried to make use of the high bulk of HCC containing paper for developing the high solid content paper. We applied the lab wet press (Daeil Paper Machine Co., Korea) that had capability to apply controlled compressive pressure of 500–3,000 N/cm to the wet web. We used the wet pressing pressure of 1,000 (low, L), 1,500 (medium, M), and 2,000 (high, H) N/cm for the wet handsheets. The density of the paper containing 30 wt% GCC came out as 0.67 g/cm3 at 1,000 N/cm pressure, the density of which was in the range of commercial copy paper. Blotting papers used at wet pressing process were conditioned at 50% RH and 23°C before use for close monitoring of wet web solid content variations. The solid content was calculated for every handsheet by comparing wet web weight after wet pressing to the dry weight of it.
3. Results and Discussions
3.1 Morphology of the fillers and their papers
The micrographs of the filler samples were shown in Fig. 1. As noticed in Fig. 1(a), many small particles that were small size GCCs from GCC2 (mean dia. 2 μm), were all over the picture, and they will disrupt the inter-fiber hydrogen bonding inside the paper to result in low tensile strength. The large size GCCs (mean dia. 10 μm) were shown in Fig. 1(b) and they will make less disruption of hydrogen bonding than the small size GCCs due to their small surface area per unit weight. The HCC flocs in Fig. 1(c) and (d) have clean background due to lack of small inorganic particles, and are expected to have more hydrogen bonding than the GCC2. The HCC flocs should be resistant to some degree to the compressive pressure in wet pressing stage because they were formed by in-situ calcium carbonate forming process just like precipitated calcium carbonate (PCC) forming process around GCC2 particles. The deformation properties of the HCC under compressive pressure were shown in the literature.24) The size of the HCC5 in Fig. 1(c) seemed to be a little larger than the HCC7 in Fig. 1(d) because more PCCs were attached to the HCC7 and newly formed PCCs make them more rigid structure as discussed in the literature.24)
3.2 Wet pressing effect
Wet webs containing four different fillers were pressed in roll type wet press under 1,000, 1,500, and 2,000 N/cm pressure, respectively. To investigate the effect of high wet pressing pressure on the wet webs containing HCCs, the solid content of the GCC of 2 μm dia. (GCC2) pressed at 1,000 N/cm was compared to those of the HCCs with different wet pressing pressure as in Fig. 2. It was found that at 1,000 N/cm wet pressing pressure (suffix as ‘L’), solid contents of HCCs gave lower values than the GCC2. At 1,500 and 2,000 N/cm (suffixes as ‘M’ and ‘H’, respectively) wet pressing pressure, however, HCCs gave higher solid contents. The GCC of 10 μm dia. (GCC10) gave higher solid contents than GCC2 at the same low wet pressing pressure.
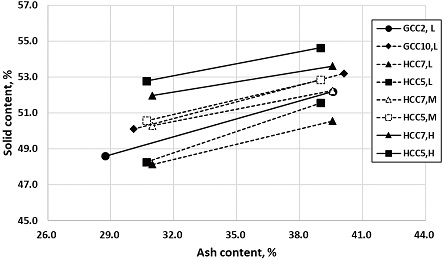
What we have to consider now is how much the HCCs can still develop superior physical and mechanical properties over those of the GCC2 when higher wet pressing pressures were applied to HCCs. As long as the HCC containing paper keeps superior properties over the GCC2 containing paper and causes no troubles at the wet pressing process, application of higher wet pressing pressure to the HCC containing paper could be acceptable. GCC10 gave higher solid content than GCC2, but it contains large size fillers that may produce unacceptably rough surface or extremely low smoothness.
3.3 Physical properties
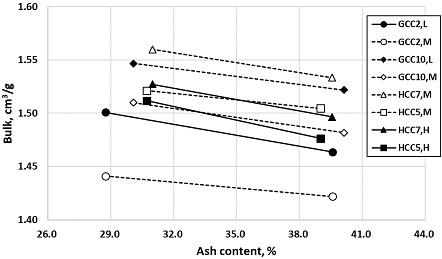
At high wet pressing pressure, the bulk of paper should be affected greatly. Fig. 3 showed the results. As we expected, the GCC10 containing paper always gave higher bulk than the GCC2 even at higher wet pressing pressure (GCC10, M). The HCCs pressed at 1,500 and 2,000 N/cm (‘M’ and ‘H’, respectively) wet pressing pressure, their bulks were still higher than those of the GCC2 pressed at lower pressure (1,000 N/cm). For GCC10, it cannot be used for printing paper due to its low smoothness even though it may develop high solid content and high bulk than the GCC2. The paper containing GCC that were pressed at 1,500 N/cm (GCC2, M) gave extremely low bulk. Low bulk of paper leads to low stiffness, which is one of the essential properties in printing paper. Therefore, we no longer discuss about the GCC2 prepared at higher wet pressing pressure (GCC2, M and GCC2, H).
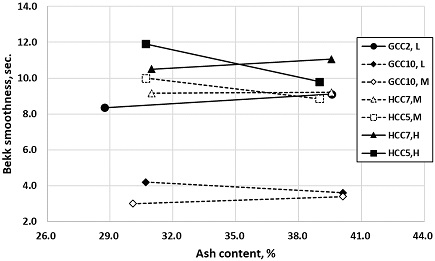
The Bekk smoothness of the papers were presented in Fig. 4 where the papers containing HCCs were as smooth as the papers containing GCC2. The papers containing GCC10 gave incomparably low smoothness. The HCCs seemed to have rigidity to resist against the compressive pressure for developing high bulk during wet pressing, and also had deformable nature. Choi et al. demonstrated the deformability of the HCCs by using cylinder test.24) If the HCCs were deformable under the compressive pressure, they may improve smoothness in paper in proportion to the compressive pressure during the wet pressing process.
3.4 Mechanical properties
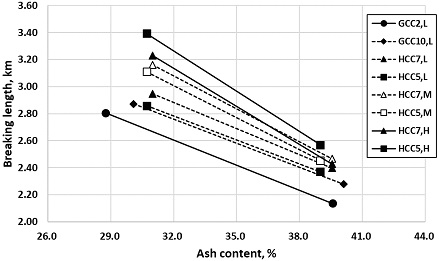
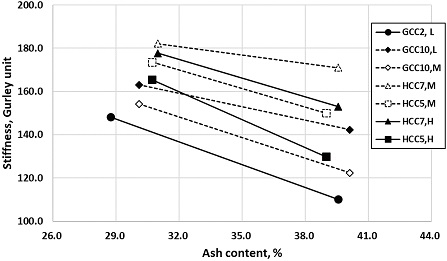
The breaking length, which is a measure of tensile strength after compensating basis weight differences, was presented in Fig. 5. We found the breaking lengths of the papers containing HCCs and GCC10 gave higher values than the ones containing GCC2 prepared at low wet pressing pressure. The higher the wet pressing pressure for the papers containing HCCs, the higher the breaking lengths. The GCC10 improved breaking lengths of the papers as the wet pressing pressure increased, but not more than the HCC5 did. Only GCC10, L was shown in Fig. 5 due to the complexity of the figure. There were large differences in the stiffness of the papers (Fig. 6), where the HCC containing papers pressed at higher pressures still gave much higher values. Normally stiffness is proportional to the cube of bulk. In short, during the application of higher wet pressing pressure to the papers containing HCCs, they gave decrease of paper bulk and stiffness, but increase of breaking length and solid content. The decreased values of the bulk and the stiffness for the papers containing HCCs from the high wet pressing pressure (1,500 and 2,000 N/cm) were not lower than those of the GCC2 pressed at low pressure (1,000 N/cm). In fact, their bulk and stiffness were higher than the one containing GCC2. Therefore, we may claim that for the HCC containing paper, there may be a chance to increase solid contents without lowering other essential properties in printing paper by wet pressing control with high pressure. The amount of the benefits from the application of HCCs could vary according to the HCC quality, its compositions, the amount of compressive pressure applied in wet pressing, and the amount of ash in the paper as long as there were no disastrous events such as crushing or delamination during the wet pressing process. In this study, the HCCs raised the solid contents of around 2.5% (or 10% of drying energy1)) from the GCC2 without lowering essential properties. The mill trials will verify these benefits of the HCCs.
4. Conclusions
The application of HCC (hybrid calcium carbonate) for drying energy reduction was studied. Drying energy could be reduced by increasing the solid content of the HCC containing paper. Actually, we achieved high solid content without lowering all the essential properties in printing paper by applying high wet pressing pressure to the HCC containing paper at the wet pressing stage. Very high bulk of the HCC containing paper in comparison with GCC containing paper was compromisingly reduced to obtain high solid content by applying higher wet pressing pressure to the HCC containing paper. Application of higher wet pressing pressure to the HCC did not lower the bulk, the stiffness, the Bekk smoothness, and the tensile strength of the resultant paper at equivalent amount of fillers when compared to the GCC. Application of both HCC technology and high wet pressing pressure to the paper simultaneously will lead to the drying energy reduction without lowering paper essential properties and cause drying energy reduction that can be translated into the GHG emission reduction for better environment and for the cost savings in paper mill.
