

1. 서 론
제지 공장이나 인쇄소에서의 지절 발생은 지절 후 공정이 정상화되기까지 소비되는 시간 때문에 커다란 손실을 야기하며, 고속화된 초지기의 경우 생산효율에 더욱 큰 피해를 초래한다. 면 린터 펄프(cotton linter pulp)를 이용하여 특수지를 제조하는 생산현장에서도 마찬가지이다. 우리나라의 경우 목재펄프와 마찬가지로 면 린터 펄프를 대부분 수입에 의존하고 있으며 그 사용량은 매년 증가하고 있는 추세이다.1) 지절은 여러 가지 원인이 복합적으로 작용하여 나타나지만 종이 내에 존재하는 결점(flaw) 또는 구멍이나 결속 섬유 등이 주된 원인이다.2) 종이에 있어서 결점 부근에서 일어나는 항복(yield)과 파괴(fracture)현상을 파괴 역학적 관점에서 연구한 바 있다.3) 파괴 역학은 결점 부위의 응력집중 현상에 따른 독특한 파괴 거동으로 섬유 간의 실제적인 결합에 직접적으로 의존한다고 할 수 있다.
면섬유는목재섬유와달리헤미셀룰로오스(hemicellulose)가 거의 존재하지 않는 매우 순수한 알파셀룰로오스(α-cellulose)로 구성되어 면 린터 섬유 자체만으로 종이를 제조할 경우 섬유간의 결합력이 낮아 인장강도를 비롯한 제반 강도가 낮은 종이를 생산할 수밖에 없다. 그러나 면섬유의 장점이라고 볼 수 있는 용이한 약품 침투성을 이용하면 강도가 매우 높은 종이를 생산할 수도 있다.4) 하지만 면 린터 펄프는 가격이 비싸고, 동일한 조건에서 목재펄프에 비해 고해동력이 많이 필요로 하는 단점이 있다. 따라서 이러한 단점을 보완하기 위해 목재 펄프와 혼합하여 보안용지와 같은 특수한 용도로 원료를 제한적으로 사용하여 왔기 때문에 종이의 일반적인 원료 측면에서 발표된 연구보고는 매우 부족한 상태이다. 고해는 일반적으로 분리하여 실시하지만 혼합고해를 실시하여 고해 특성과 종이의 특성을 분석하였다. 그 이유는 분리고해의 장점과 비교하고, 면 린터 펄프 섬유가 고해 속도를 향상시킬 수 있는 가능성을 분석하기 위하여 혼합고해를 실시하였다. 본 연구에서는 특수한 용도로 사용되는 종이의 파괴인성을 향상시키기 위해 펄프의 배합비를 변화시켜 종이의 물리적인 특성변화와 함께 분석하고자 한다.
2. 재료 및 방법
2.2 실험방법
2.2.1 고해 및 초지
SwBKP, HwBKP, CLP를 해리한 후 실험용 Valley beater를 이용하여 특수지 특성 발현을 위해 여수도 150 ml C.S.F. 까지 1.4%농도로 Table 2와 같이 혼합고해 하였고, 실험실용 사각 수초지기를 이용하여 평량 80 g/m2 으로 초지하였다.
2.2.2 섬유특성 분석
Lorentzen & Wettre사의 섬유분석기를 이용하여 섬유장, 섬유폭, curl, 미세분함량을 분석하였고, 섬유의 팽윤성을 알아보기 위하여 고해 전 섬유와 여수도 500 ml C.S.F. 와 200 ml C.S.F. 의 섬유를 일정량 취하여 TAPPI UM 256에 따라 WRV를 계산하였다.
2.2.3 수초지 물성 측정
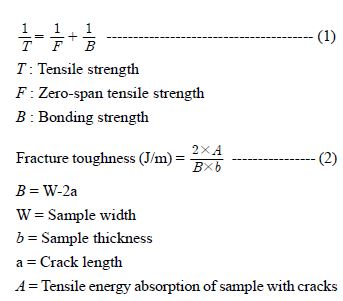
제조한 수초지는 TAPPI standard T402 om-83에 의거하여 조습처리를 실시한 후 종이의 구조적 특성을 보기 위해 TAPPI standard T200 hm-83에 의거하여 밀도를 계산하였고, Gurley densometer를 이용하여 투기도를 측정하였다. 또한 지합지수, SEM 촬영을 실시하였다. 강도적 특성을 알아보기 위해 Hounsfild tensile tester를 이용하여 인장지수와 신장률을 측정하였고, Pulmac사의 zero-span tester를 이용하여 zero-span tensile strength를 측정하였다. Page 식을 이용하여 결합강도를 계산하였고, 파괴인성을 계산하기 위하여 파괴시험을 수행하였다.2) 파괴 시험에 사용한 시편은 가로 5 cm, 세로 14 cm, 결점은 시편의 중앙의 양 끝 부분에 5 mm씩 주어 사용하였고, 파괴인성 계산은 J-integral을 이용하였다. 광학적 특성은 불투명도를 측정하였고 광산란계수는 TAPPI T1214 sp-98에 따라 측정하였다. 측정에 이용한 Page식과 파괴인성식은 아래와 같다.
응력집중지수(Stress concentration index)는 지합지수를 인장지수로 나누어 계산하였다.
3. 결과 및 고찰
3.1 섬유특성
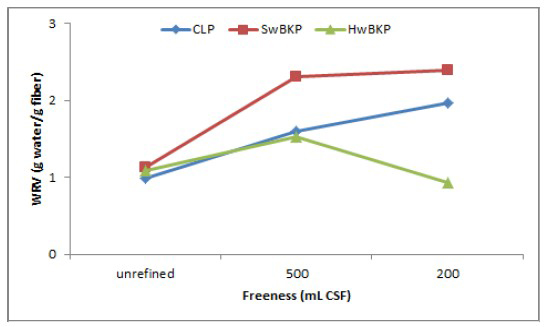
Fig. 1은 실험에 사용한 섬유의 WRV 변화를 나타낸 것으로 침엽수 섬유가 린터 섬유와 활엽수 섬유에 비해 고해의 영향을 가장 많이 받았고 활엽수 섬유의 경우 여수도 500 ml C.S.F. 까지 올라갔다가 이후에 떨어지는 경향을 보였다. 이는 고해로 인하여 활엽수 섬유의 피브릴화가 팽윤보다 섬유의 절단을 일으켜 다량의 미세분이 발생하여 오히려 떨어지는 것으로 판단되었다.
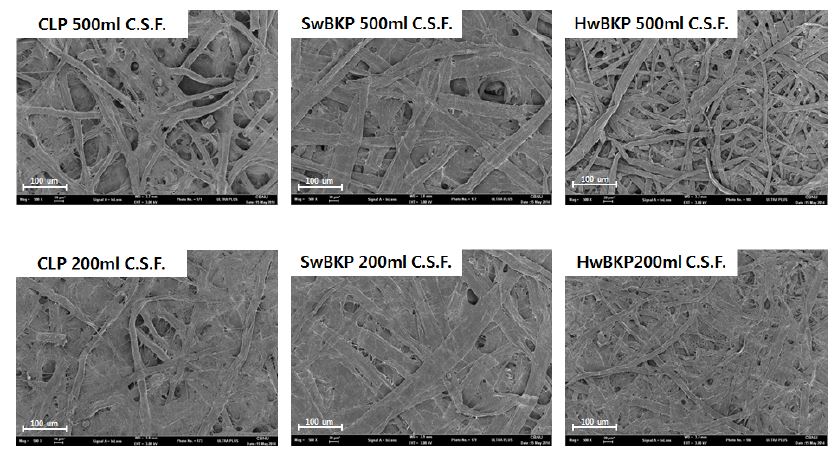
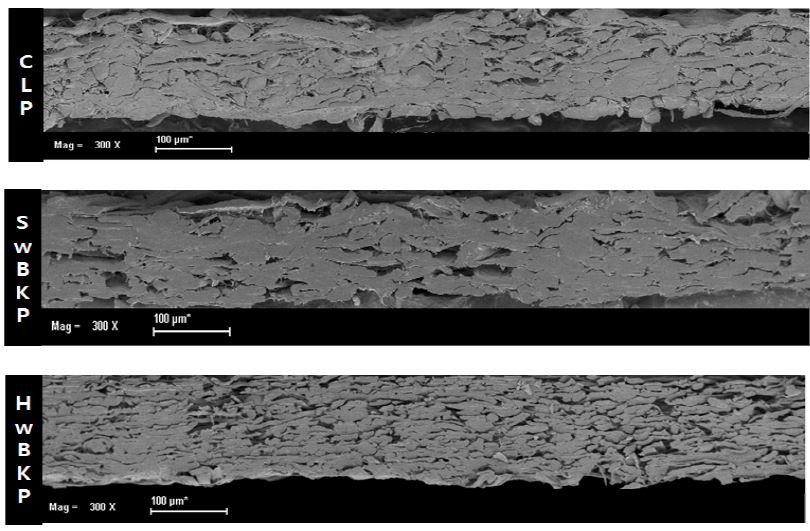
Figs. 2-3은 SwBKP, HwBKP, CLP의 섬유의 결합 및 종이의 구조를 관찰하기 위해 수초지로 제조한 후 SEM촬영한 것이다. 500 ml C.S.F. 와 200 ml C.S.F. 여수도의 SwBKP섬유 특성을 비교해 보았을 때 섬유 폭이 늘어나 있는 것을 볼 수 있는데 이는 섬유의 찌그러짐(collapse)이 일어났기 때문으로 판단되었다. HwBKP, CLP의 경우 500 ml C.S.F. 와 200 ml C.S.F. 를 비교해 보았을 때 섬유폭의 변화는 변하지 않고 그대로 있는 것을 볼 수 있는데 이를 통해 섬유가 강직하다고 판단되었다. 종이의 횡단면 사진을 통해서도 알 수 있듯이 침엽수 섬유가 대부분 찌그러지면서 인접섬유들을 둘러싸서 결합하고 있는 반면 활엽수 섬유와 면 린터 섬유는 일부 섬유가 원형을 그대로 유지하고 있는 것을 확인할 수 있었다. 따라서 고해를 할 경우 침엽수 섬유는 활엽수와 린터 섬유보다 섬유가 유연하면서 피브릴화가 잘 일어나는 것으로 판단되었다.
3.2 펄프 혼합비에 따른 고해 후 섬유특성 변화
목재펄프를 면 린터펄프와 각각 혼합하여 고해하였을 때 혼합비율에 따른 섬유장, 섬유폭, 컬, 미세분함량을 분석하여 Table 3에 나타냈다. SwBKP의 혼합비율이 증가할수록 섬유장과 섬유폭은 증가하는 경향을 나타내는데, 이는 혼합 고해 시 침엽수 섬유가 고해의 영향을 받아 섬유의 절단보다 피브릴화가 일어나는 것으로 판단되었다. 반면, HwBKP의 혼합비율이 증가할수록 섬유장과 섬유폭은 감소하였고 미세분의 함량은 증가하였다. 이는 강직한 활엽수 섬유와 면 린터 섬유가 동시에 고해의 영향을 받아 섬유의 절단이 일어난 것으로 판단되었다.
Table 3.
Fiber properties after simultaneous refining depending on mixing ratio
3.3 펄프 혼합비에 따른 수초지의 물성
Figs. 4-7은 SwBKP, HwBKP, CLP를 각각 혼합 고해하여 수초지를 제조하였을 때 물성을 나타낸 그래프이다. SwBKP보다 HwBKP를 혼합했을 때 더 높은 밀도를 나타내었다. 이는 HwBKP의 섬유장이 짧고 vessel과 미세분들이 밀도를 높게 만든 것으로 판단되었다. 신장률의 경우 목재펄프의 혼합비가 증가할수록 신장률이 증가하였다. 이는 CLP보다 피브릴화가 더 잘되는 목재펄프를 첨가함에 따라 섬유간 결합강도가 상승하여 이에 따라 인장강도 및 신장률이 증가하는 것으로 판단되었다. 투기도의 경우 SwBKP의 혼합비가 증가할수록 투기시간은 대폭 증가하는 경향을 보였다. 내절도의 경우 종이의 강도가 높을수록 섬유의 유연성이 클수록 증가하고 따라서 섬유의 강도와 길이에 영향을 받는데,5) SwBKP의 혼합비가 증가할수록 대폭 증가하는 경향을 보였다. 이는 혼합고해 시 침엽수 섬유가 린터 섬유보다 고해의 영향을 더 많이 받아 린터 섬유의 길이는 유지하면서 침엽수 섬유가 유연해짐으로 인해 내절도가 증가하는 것으로 판단되었다. 인열강도의 경우 SwBKP의 혼합량을 50%까지 늘렸을 때 증가하다가 70%부터 감소하는 경향을 보였다. HwBKP는 혼합비가 증가할수록 감소하는 경향을 보였는데 이는 섬유의 절단으로 인한 것으로 판단되었다.
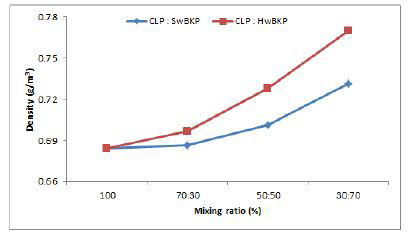
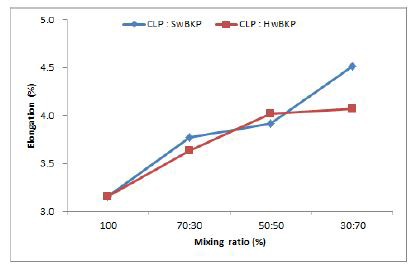
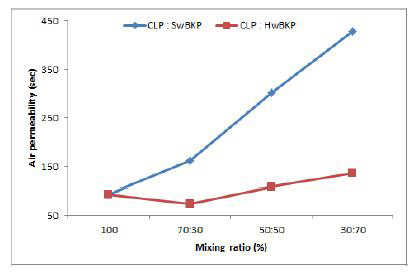
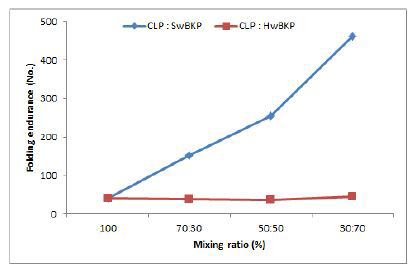
Fig. 8은 산란계수와 불투명도를 나타낸 그래프이다. 종이에 투과된 빛은 섬유 간 결합의 정도에 의해서 산란정도가 달라지게 되는데 섬유간의 접촉이 잘되면 그만큼 섬유사이의 공간이 작아져 산란이 감소하게 되고, 섬유간의 접촉이 잘 안되면 산란되는 공간이 많아져 산란의 정도가 크게 증가되는6) 것으로 알려져 있다. SwBKP의 혼합량이 증가할수록 불투명도와 산란계수는 감소하였고, HwBKP의 혼합량이 증가할수록 불투명도와 산란계수는 증가하는 것으로 나타났다.
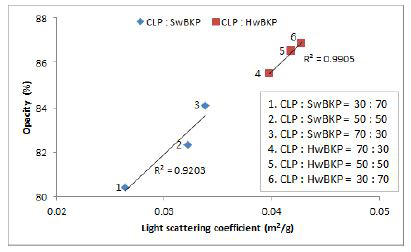
Fig. 8.
Relationship between opacity and light scattering coefficient of handsheet after simultaneous refining.
Fig. 9는 결합강도와 산란계수를 나타낸 그래프이다. 결합강도는 (1)식을 사용하여 계산하였다. SwBKP의 혼합비가 증가할수록 결합강도는 증가하지만 산란계수는 감소하는 일반적인 현상을 나타내었다. 반면 HwBKP의 함량이 늘어날수록 결합강도가 증가하고 산란계수 또한 증가하는 경향을 나타났다. 이는 고해를 150 ml C.S.F까지 고해하였을 때 HwBKP의 함량이 늘어날수록 결합되지 않은 도관요소와 같은 미세분들이 많아지면서 빛을 산란시켜 산란계수가 증가하는 것으로 판단되었다.
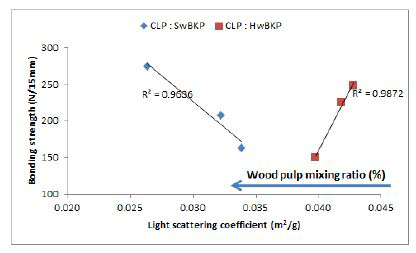
Fig. 9.
Relationship between bonding strength and light scattering coefficient of handsheet after simultaneous refining.
Fig. 10은 파괴시편에 대한 열단장 결과를 정상시편과 비교한 그래프이다. 파괴인성은 종이에 결점이 주어진 상태의 강도 측정법으로, 섬유의 결합특성, 종이의 구조, 응력집중현상 등에 따라 결점에 저항하는 정도가 달라져 파괴인성이 달라진다.7) 파괴 시편의 열단장이 정상시편의 열단장보다 낮은 값을 나타내는 것은 응력집중현상에 의한 것이다. 응력집중이란 결점을 가진 재료에 하중이 부가될 때, 이 재료는 자체강도보다 훨씬 낮은 강도에서 파괴가 일어나는데 이는 결점부분에 응력이 집중되기 때문이다.1) 정상시편의 경우 목재 펄프의 혼합비가 증가할수록 열단장은 모두 증가하는 경향을 보였고 파괴시편의 경우 또한 목재 펄프의 혼합비가 증가할수록 열단장은 소폭 증가하였다.
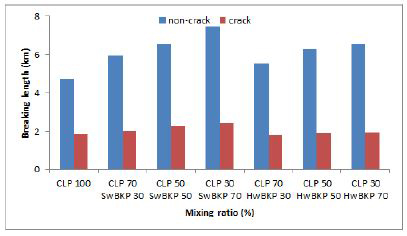
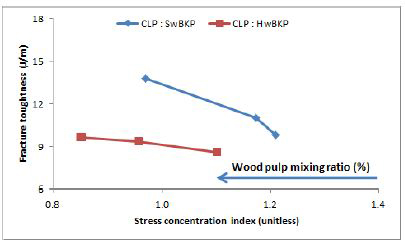
Fig. 11은 파괴인성과 응력집중현상을 나타낸 그래프이다. 파괴인성은 (2)식을 사용하여 계산하였다. 목재펄프의 혼합비가 증가할수록 응력집중지수가 감소하고 파괴인성이 증가하는 경향을 보였다. 종이의 구조에서 지합이 향상되면 일반적으로 응력집중지수가 감소하여 파괴인성도 증가하는 것으로 판단되었다. 또한 SwBKP, HwBKP의 배합비가 증가하였을 때 파괴인성은 증가하였다. 특히 SwBKP의 배합비를 증가시켰을 때 파괴인성이 급격히 증가하는 것을 볼 수 있었는데 이는 피브릴화와 유연성이 증가하면서 인접섬유간의 결합을 증가시켜 효율적으로 파괴에 저항하는 것으로 판단되었다.
4. 결 론
침엽수, 활엽수 표백크라프트 펄프와 면 린터 펄프의 혼합비를 달리하여 혼합고해 했을 때 SwBKP가 HwBKP, CLP보다 고해의 영향을 더 많이 받는 것으로 판단된었다. 따라서 면 린터, 활엽수 섬유보다 피브릴화와 유연성이 높은 침엽수 섬유가 종이의 구조를 치밀하게 만들어 줌으로써 SwBKP의 혼합비율이 증가할수록 밀도는 증가하였고, 투기도와 산란계수는 감소하는 경향을 보였다. 또한 침엽수 섬유가 섬유 간 결합력을 높여줘 열단장, 내절도, 인열강도, 파괴인성이 증가하는 경향을 보였다. HwBKP, CLP를 혼합고해 했을 때 둘 다 섬유가 강직하기 때문에 고해의 영향을 동시에 받아 섬유의 절단이 일어나는 것으로 판단었된다. 따라서 HwBKP의 혼합비율이 증가할수록 섬유장의 길이가 짧아지는 경향을 보였다. 정상시편과 파괴시편의 열단장은 목재펄프의 혼합비가 증가할수록 높아지는 경향을 보였고, 정상시편에 비해 파괴시편의 열단장 값이 크게 저하됨을 알 수 있었다. 목재펄프의 혼합비를 증가시킬수록 응력집중지수는 감소하고 파괴인성은 증가하는 것을 알 수 있었다.
