

1. Introduction
At present, the packaging regulations emphasize the eco-friendly aspects of packaging materials.1,2) Sustained vailability of wood-based raw materials is the major challenge faced by paper producers worldwide. It is expected that the demand for paper will be around 24 million tonnes by 2025, which will result in a 12-million-tonne wood shortfall.3,4) The usage of recycled paperboards leads to a reduction in waste disposal, an increase in the economic value of paper waste, a clean environment, job creation, and empowering community economies. Most developed countries such as South Korea encourage waste paper recycling by developing recycling systems and technology.5,6)
Cartons for high-quality packaging are made from coated paperboards.7) The coating on ecofriendly packaging materials is gaining importance to improve the strength, printability, and barrier properties of packaging materials.8-11) As recycling is easier, monolayer materials with better barrier properties are preferred to multilayer packaging materials. China clay is used extensively in paper coatings to improve surface and mechanical properties.12) Increase in the solid content enhances the viscosity of China clay (kaolin) suspensions.13-16) Addition of Calcium carbonate enhances the flow property of a coating solution and reduces a binder’s quantity, resulting in a lower production cost. An increase in the particle size of the coating tends to increase the opacity of the coated paper and decreases the color richness of the printed images.17) Narrower particle size distribution in coating formulation shows better opacity in coated paper.18) Addition of nanomaterials increases the viscosity of paper coatings.19) The inclusion of rheological modifiers leads to larger pore size distribution, which increases the plastic viscosity and light scattering efficiency of coated paper.20) Properties of the pigment, such as surface area, particle size, and distribution, influence the strength of the coating. The interaction between nanoparticles coatings and paper surface enhances the mechanical strength of paper.21,22) The larger flakes of kaolin in the coating formulations have decreased the water absorption and porosity of coated paper.23) The higher viscosity of kaolin suspensions is mainly due to the electrostatic interaction between its particles containing positively charged edges and negatively charged basal surfaces.24) Binders help to improve the adhesion of the pigment particles to the paper fibers.25) The bursting strength of the paper coated with kaolin-based formulation increases with an increase in the particle size of the pigment.26) The presence of montmorillonite clay (MMT) in the coating formulation reduces its porosity by filling surface pores. However, the Cobb values of the paperboards increase with coating thickness due to the clay particles’ hydrophilic nature.27) Starch, kaolin, and latex as a coating material on the paperboards for food packaging enhances their barrier properties against environmental factors in a cost-effective manner.28) The pore fluid with higher electrical conductivity increases the total electrical conductivity of the clay-based formulations.29) The wettability and water absorptiveness of paperboards are substrate-dependent and can be improved significantly by the application of eco-friendly coatings.30,31) The dispersion coating containing styrene-butadiene copolymers enhances the printability and surface characteristics of paperboard products.32) The scanning electron microscopy (SEM) images of paperboards coated with clay based coating formulations have shown improvement in surface structure.33) Coating formulations which contain precipitated calcium carbonate and modified starch improve the optical properties of coated paperboards.34) Coating formulations with a high Zeta Potential have better stability.35)
The impact of the eco-friendly clay-based coating on the strength and physical properties of recycled paperboards for packaging applications has received relatively little attention. This research aims to investigate the applicability of eco-friendly clay-based coating formulation on recycled paperboards. The coating formulations were prepared and applied on four recycled paper boards to analyze the influence of the coating on their strength and physical properties. SEM and atomic force microscopy (AFM) are used to analyze the surface morphology of coated recycled paperboards. The experimental results have been validated by testing the hypothesis using paired t-test in IBM SPSS 20 software.
2. Materials and Methods
2.1 Disclosure materials
Four types of imported recycled paperboards were purchased from Padmavati Fine papers, Bengaluru, India. China clay (Indian Clays Ltd, India), Montmorillonite clay (Ultrananotech, India), Acronal (BASF, USA), Sorbitol (Gulshan Polyols Limited, India), and Ammonia (Merck, India) were used.
2.2 Experiment method
2.2.1 Measurement of optical properties of recycled paperboards
The brightness and colorimetric properties (L*, a*, and b*) of selected recycled paperboards were measured using spectrodensitometer D530 (Xrite, USA). The color difference (ΔE) between uncoated and coated recycled paperboards was calculated using the formula:
ΔL, Δa, and Δb are the differences in the recycled paperboards’ colorimetric coordinates before and after coating, respectively.36,37)
2.2.2 Measurement of the strength and physical properties of recycled paperboards
Bursting strength as described in TAPPI T 403 (Model PBD–400, Presto Instrument, India), RCT as described in T 822 (Pack test crush tester, India),38) porosity as described in ISO5636 –3 (UEC-1013, Universal Engineering Corporation, USA), and Cobb as described in TAPPI T 441 (Gurley 4180N, USA) were measured and recorded.
2.2.3 Formulation and characterization of coating solutions
Two different types of coating formulations were prepared. The first coating formulation (F1) was prepared by mixing 50% (wt) of China clay, 30% acronal, 17% sorbitol, and 3% ammonia. The second coating formulation (F2) was prepared by mixing 50% (wt) of montmorillonite clay, 30% acronal, 17% sorbitol, and 3% ammonia. The weight percentages of coating pigments (China clay and Montmorillonite clay) are in oven-dry weight ratios.
The formulated mixtures were stirred for an hour using a magnetic stirrer to get the uniform coating formulation. The particle size, conductivity, and zeta potential of these coating formulations were measured using Mastersizer (Malvern Instruments Ltd, UK). The viscosity was measured using a viscometer (Brookfield CAP1000, USA). The spindle LV04 No. 64 was used to measure the viscosity of coating solution at 60 RPM, five times for each sample. The surface tension of coating formulations was measured using a surface tensiometer (Jencon Model 276, India) five times for each sample. The coating formulations’ pH was measured using a digital pH meter (PH-035, Phoenix, Germany).
2.2.4 Coating of the recycled paperboards
The recycled paperboards were coated using K Bar Coater (RK Print Coat Instruments, UK). The coating formulations were applied on recycled paperboards and drawn down using a standard K bar coater for a coating thickness of 4, 10, and 15 μm.
2.2.5 Measurement of the optical, strength, and physical properties of coated recycled paper boards
The brightness, colorimetric properties, bursting strength, RCT, porosity, and cobb of coated recycled paperboard samples were measured as described earlier.
2.2.6 Surface morphological study
SEM images of the uncoated and coated (with formulations F1 and F2) Hammer white recycled paper boards were taken using SEM (EVO 18, Zeiss, Oberkochen, Germany). In addition, AFM was used to analyze the surface roughness of recycled paperboards that were coated with formulation F1 at three different coating thicknesses (Innova SPM Bruker, USA).
2.2.7 Statistical analysis
The influence of the coating on the strength properties of selected recycled paperboards was evaluated by testing the hypothesis. The experimental results were used to test the stated hypothesis by using paired t-test. IBM SPSS 20 software is used to perform statistical analysis.39)
3. Results and Discussion
3.1 Properties of coating formulations
China clay and montmorillonite clay have been selected as the primary coating component due to their eco-friendly characteristics and broader acceptance in the paperboard packaging industry. Acronal, an aqueous dispersion consisting of acrylic esters and styrene with a solid content of 50%, was used as a binder. The sorbitol and ammonia were used to impart flexibility and control the coated film’s pH (around 7), respectively.23) The solid content of coating formulations was maintained approximately at 65%.12) The properties of coating formulations F1 and F2 are shown in Table 1. Viscosity, surface tension, particle size, and zeta potential (Table 1) of coating formulation F1 is significantly higher than that of F2. The electrostatic attraction, dispersion, and adsorption of aqueous binder (Acronal) on China clay surfaces in formulation F1 have resulted in an intensely oriented structure with an increase in its viscosity.24,40) The higher viscosity of the coating solution offers uniform coating coverage and a smoother coated surface.41-43) The particle size of F2 is found to be smaller than F1. More uniform-sized particles in F2 will result in a narrow particle size distribution (open structure) on the surface of coated recycled paperboards. The more significant size differences between the particles of F1 can lead to the broad particle size distribution (close-packed network). This type of arrangement in particle size distribution will decrease the porosity of coated recycled paperboards.26,42) The higher Zeta potential of F1 indicates its better stability compared to that of F2.35)
Table 1.
Properties of coating formulations F1 and F2
(n=5)
3.2 Analysis of optical and strength properties of uncoated and coated recycled paperboards
All the recycled paperboards were coated separately with coating formulations F1 and F2 for three coating thicknesses (4, 10, and 15 μm). The coating weight for 4, 10, and 15 μm thicknesses are in the range of 5–8, 8–11, 11–15 gm-2/ side, respectively.
Table 2 shows brightness values for coated recycled paperboards at three different thicknesses. The L*, a*, b*, and ΔE values for uncoated (color deviation from ISO 12647-2:2013) and coated (color deviation from uncoated) recycled paperboards at three different thicknesses are presented in Table 3 (formulation F1) and Table 4 (formulation F2), respectively.37)
Table 2.
Brightness values of recycled paperboards before and after coating
(n=5)
Table 3.
The L*, a*, b* and ΔE of recycled paperboards before and after coating (with formulation F1)
(n=5)
Table 4.
The L*, a*, b* and ΔE of recycled paperboards before and after coating (with formulation F2)
(n=5)
Table 2 shows that the brightness of uncoated and coated recycled paperboards with formulation F1 is higher than those coated with formulation F2. A few cases have shown a decrease in the brightness of coated recycled paperboards because of the color of the coating clay pigments. However, the brightness of the coated recycled paperboards is closer to the brightness values defined in the ISO 12647-2 (2013) standard.37)Table 3 shows that colorimetric (L*, a*, b*, and ΔE) values for recycled paperboards coated with formulation F1 (Table 3) are within the ISO 12647–2:2013 standard tolerance limit when compared to those coated with formulation F2 (Table 4).37 However, the influence of coating thicknesses on the colorimetric values is negligible for both coating formulations. The bursting strength and RCT of uncoated and coated recycled paperboards are recorded in Tables 5 and 6, respectively. The porosity and Cobb values are given in Tables 7 and 8, respectively.
Table 5.
Bursting strength of recycled paperboards before and after coating
(n=5)
Table 6.
RCT of recycled paperboards before and after coating
(n=5)
Table 7.
The porosity of recycled paperboards before and after coating
(n=5)
Table 8.
Cobb of recycled paperboards before and after coating
(n=5)
It can be observed from Tables 5 and 6 that the bursting strength and RCT of the recycled boards have increased after their coating. The porosity and Cobb values have decreased after coating (Tables 7 and 8). When comparing recycled paperboard coated with formulation F1 to formulation F2, the increase in strength properties (bursting strength and RCT) and decreased physical properties (porosity and Cobb) are more significant in F1. The broad particle size distribution on the surface of recycled paperboards coated with formulation F1 might have resulted in a close-packed surface structure improving their performance.41 However, an increase in coating thickness above 4 μm has not improved strength properties. The recycled paperboards coated with 4 μm thickness showed the most negligible absorption of water and porosity compared to 10 and 15 μm coating thickness. Hence, 4 μm is considered to be the optimal coating thickness for selected recycled paperboards.
As the coating thickness increases, the absorption of the water-based binder by the coating clay and paperboard fibers reduces the strength of the coated recycled paperboards.27)
3.3 Microstructural surface analysis
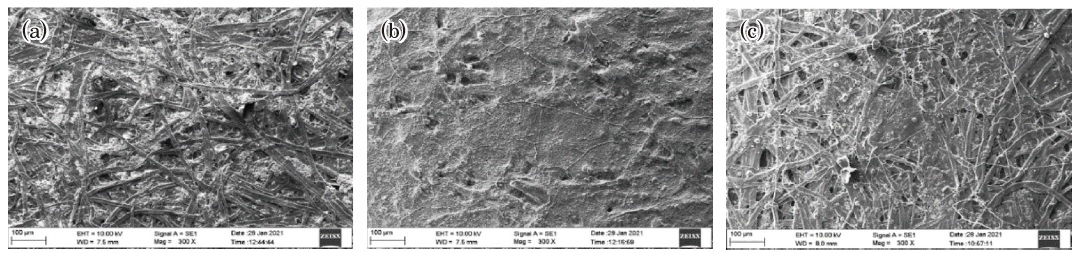
Fig. 1a,b,c shows the scanning electron micrographs of uncoated and coated (with formulation F1 and F2) Hammer white recycled paperboard, respectively. The surface of the uncoated recycled paper board is very porous and uneven (Fig. 1a). The recycled paper board’s surface unevenness has reduced significantly after its coating with formulation F1 (Fig. 1b). The larger differences in the particle size in F1 resulted in broad particle size distribution leading to a more close-packed structure.42) When compared to F1, the surface unevenness is more on the recycled paperboard coated with F2 (Fig. 1c). The surface unevenness in formulation F2 may be due to its narrow particle size distribution, leading to a more open structure. Hence, the strength properties of recycled paperboards coated with formulation F1 are higher.
3.4 AFM analysis
AFM study is performed to analyze the surface roughness of hammer white recycled paper board coated with formulation F1 for a coating thickness of 4, 10, and 15 μm. The Fig. 2a, b, c, d shows the AFM images of uncoated and coated (using formulation F1) Hammer white recycled paperboard for three coating thicknesses. The roughness of the coated recycled paperboard surface affects its strength and physical properties. Table 9 shows the Ra (average surface roughness) and Rq (root mean square roughness) values of uncoated and coated (using formulation F1) Hammer white recycled paperboard.
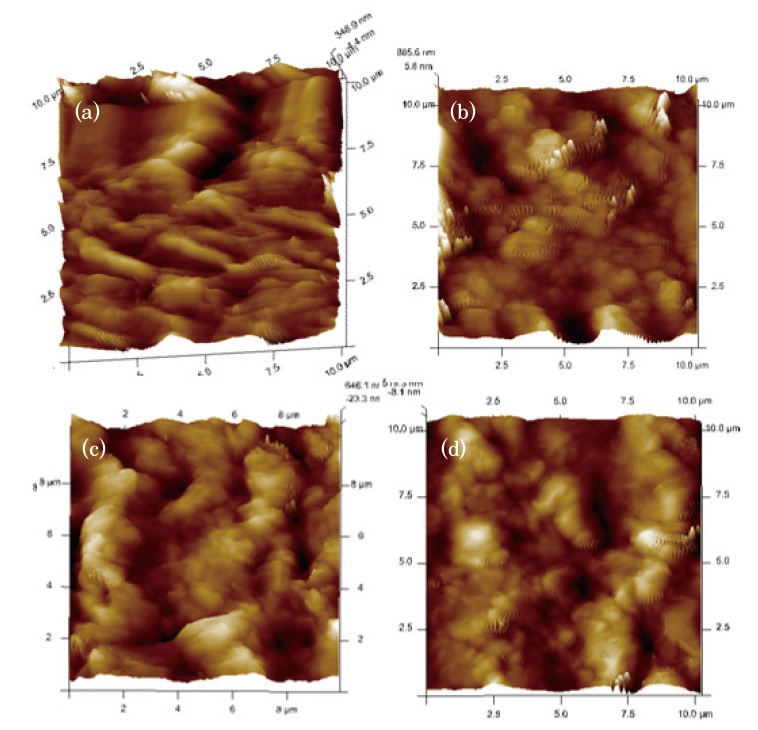
Fig. 2.
AFM images of Hammer white recycled paper board (a) Uncoated, Coated with (b) 4 μm (c) 10 μm, and (d) 15 μm.
Table 9.
Comparison of Ra and Rq, values for Hammer white recycled paperboards
| Hammer White (IV) Recycled paperboard | Ra (nm) | Rq (nm) |
|---|---|---|
| Uncoated | 101 | 130 |
| Coated with 4 μm | 84.7 | 113 |
| Coated with 10 μm | 159 | 197 |
| Coated with 15 μm | 225 | 295 |
It is observed from Table 9 that the surface roughness values (Ra and Rq) of Hammer white recycled board are minimum when coated with a thickness of 4 μm. Hence, recycled paperboard coated with 4 μm showed a smoother surface (Fig. 2b). However, increasing the coating thickness beyond 4 μm has resulted in the roughening of the recycled paperboard surface (Fig. 2c, d).
3.5 Hypothesis testing
The influence of the coating on the strength and physical properties of recycled paper boards have been statistically evaluated by subjecting the experimental results to hypothesis testing at a 5% significance level. Five values for each property of recycled paperboards close to the mean values have been used to perform the paired t-test.39 The following hypothesis is stated and tested by using paired t-test.
Ha: There is a significant difference in recycled paper boards’ strength and physical properties after their coating with two formulations F1 and F2.
Ho: There is no significant difference in recycled paper boards’ strength and physical properties after their coating with two formulations F1 and F2. Tables 10 and 11 show the significance value (p) evaluated using paired t-test for coating formulation F1 and F2, respectively, in IBM SPSS 20.
Table 10.
Statistical significance of coating on the strength properties of recycled paperboards for formulation F1
Table 11.
Statistical significance of coating on the strength properties of recycled paperboards for formulation F2
The significance value (p) calculated for bursting strength, porosity, RCT, and Cobb are less than 0.05 for recycled paperboards coated with formulation F1 for 4 μm thickness (Table 10). Hence, Ha is accepted for bursting strength, porosity, RCT, and cobb properties of recycled paperboards coated with formulation F1 for 4 μm thickness. Thus, we can infer that the strength properties of recycled paperboards have significantly increased, and the physical properties (porosity and cobb) have decreased after coating with formulation F1 for 4 μm thickness.39,44) The significance value for Cobb on recycled paperboards coated with formulation F1 for 10 and 15 μm is more than 0.05. Hence, the Cobb values have not significantly decreased after the recycled paperboards are coated with formulation F1 for 10 and 15 μm. The bursting strength and Cobb of the recycled paperboards coated with formulations F2 have not significantly improved for all coating thicknesses (Table 11). However, the RCT of recycled paperboards coated with formulation F2 has improved considerably after coating with a thickness of only 4 μm. The porosity of recycled paperboards coated with formulation F2 has decreased for all coating thicknesses.
4. Conclusions
Two types of eco-friendly clay-based coating formulations, F1 and F2, were prepared and applied on four kinds of recycled paper boards. The strength, optical and physical properties of uncoated and coated recycled paperboards were measured using standard methods for three different coating thicknesses (4, 10, and 15 μm). The recycled paperboards coated with 4 μm thickness using formulations F1 showed increased strength and decreased physical properties (porosity and cobb) than those coated with formulation F2. SEM analysis showed the maximum reduction in pores and unevenness on the surface of recycled paperboard coated with formulation F1 compared to that coated with F2 for 4 μm thickness. The AFM images of the recycled paperboard coated with formulation F1 revealed improved surface smoothness for a coating thickness of 4 μm. However, an increase in the coating thickness has resulted in the roughening of the coated surface. The hypothesis test results indicated that coating recycled paperboards with formulation F1 significantly increased strength and decreased physical properties (porosity and cobb).
