

1. 서 론
종이는 원료로 사용하는 섬유 및 충전제 등이 매우 불규칙하게 배열되어 있고, 그들 사이에 수많은 공극들이 존재하는 불연속적이고 불균일한 물질이다. 비교적 싼 원가로 다양한 용도 및 형태로 생산하고 가공할 수 있어서 널리 사용되고 있다. 종이를 생산하기 위해서는 물을 매개체로 하여 원료를 매우 묽게 희석하여 균일하게 넓게 분포시킨 후, 물을 제거하기 위해 압착 및 건조공정을 통해 만드는 종이는 얇고 가벼운 판상물질이다. 필요에 따라 표면을 가공하거나 형태를 가공할 수도 있으며, 필요한 특성을 사용하는 종이의 원료, 생산 공정 조건 및 가공 공정 조건 등에 따라 조절할 수도 있는 장점이 있다. 종이의 특성은 물리적, 기계적 및 광학적 특성 등으로 구분할 수 있는데, 인쇄·필기, 포장 및 위생 등의 용도에 맞추어 조절해야 한다. 아무리 좋은 특성을 가진 종이를 생산한다 하더라도 생산, 가공 및 인쇄 공정 중에 찢어지지 않아야 한다. Page 등1)에 의하면 1980년대 전후에 평균적으로 100롤당 약 2-4회, 길이로 환산하면 약 105-106 m 정도 길이마다 지절(paper break)이 발생하는 것으로 보고하였다. 최근 초지기가 크게 발전하여 지절이 많이 감소할 수 있지만, 한편 초지속도가 매우 빨라졌으므로 그와 유사한 정도인 1-4회 정도의 지절이 발생할 것이라고 추측해 볼 수 있다.
생산 원가 절감과 생산성 향상을 위해 종이를 생산하는 과정에서 찢어지는 지절을 최대한 방지해야 하며, 인쇄와 가공 공정 중에서도 역시 지절을 최소화해야 한다. 예를 들어 초지기에서 지절이 발생하면 1000억 원 전후 정도의 초지기를 정지시키고, 문제를 해결한 다음, 습지를 연결해서 정상적인 제품이 생산될 때까지 많은 파지가 발생하므로 큰 비용이 발생하기 때문이다. 따라서 모든 초지기 생산 현장에서 지절률을 자세히 기록하고 관리하고 있다. 인쇄공정에서도 지절이 발생하면 여러 측면에서 비용이 발생하고 다시 인쇄를 시작하기 위해 많은 노력이 필요하다. 또한 포장용지를 사용하는 중에 외부의 하중에 견디지 못하고 찢어지면 소비자에게 피해가 발생할 수도 있다. 이처럼 생산 공정 중 지절을 감소시키는 것은 매우 중요한 문제인데, 지절이 발생하는 이유는 여러 가지가 있다. 종이 구조 자체가 많은 공극을 갖고 있고, 여러 가지 원료를 사용해서, 복잡한 생산과 가공 공정을 거치기 때문이다. 특히 우리나라는 다양한 지류제품을 다양한 규격으로 생산하는 다품종 소량 생산의 특성을 가지고 있어 지종교체가 자주 일어나고, 재활용 펄프 배합비가 높고, 재활용 횟수도 높은 우리나라에서는 지절 현상의 이해와 대책 강구가 특히 중요하다. 지절에 관련된 사항은 크게 두 가지로 종이의 관점에서 내부적인 것과 외부적인 것으로 나누어 생각할 수 있다. 즉, 종이의 내부적 관점에서는 (1) 종이가 지절되지 않도록 저항하는 능력과, 종이의 외부적 관점에서는 (2) 종이에 가하는 힘의 크기와 가해지는 상태(force geometry)로 나눌 수 있다. (1)에 대해서는 종이의 강도와 파괴인성(fracture toughness)에 대한 이해가 필요하고 (2)에 대해서는 파괴역학(fracture mechanics)의 이해가 필요하다. 파괴인성과 파괴역학에 대해서는 본론에서 자세히 기술하고자 한다.
종이의 강도에 대한 그동안의 연구 노력은 매우 다양하게 진행되었고, 그 결과도 널리 알려져 있다. 종이의 강도 향상을 위하여 섬유의 형태, 섬유 자체의 강도, 섬유간의 결합, 섬유 네트워크와 구조의 영향 등에 대해 다양하게 깊이 있게 이해하게 되었다. 또한 파괴역학과 파괴인성에 대한 연구가 공업용 구조재료와 금속 분야에서 주로 연구되어 왔는데, 역사적으로 보면 예기치 못한 선박, 철도, 구조물 등의 사고를 경험하면서 1800년대부터 중요성을 인식하기 시작했고, 1920년에 Griffith2)가 이론적으로 해석하기 시작했고, 최근 들어 획기적으로 발전하였다. 종이의 파괴역학 응용은 1962년 Nissan3)이 처음 시작한 것으로 보인다. 최근 들어서는 종이에 대한 연구가 본격화되었고, 필요한 실제적인 측면에서 종이의 용도에 따라 지절 방지와 파괴인성에 대해 관심이 높아지고 있다. 파괴역학에 관한 기본적인 이론을 이해하는데 도움이 되는 교과서들4-9)이 있고, 종이에 관련된 파괴역학, 파괴인성에 대한 방대한 자료를 요약한 리뷰 논문을 Niskanen10)과 Mäkelä11)가 발표하였다. 우리나라 종이와 관련된 파괴인성 연구 결과의 발표도 있었다.12-23) 그렇지만 지절과 관련된 파괴역학과 파괴인성에 대한 종합적인 이해와 지절에 대한 영향인자 및 지절을 감소시킬 수 있는 방안에 대한 제시가 필요하다.
2. 본 론
왜 기존에 널리 이해하고 측정하던 인장강도, 인열강도 및 파열강도 등을 지절을 분석할 때 우선적으로 적용하지 않고, 파괴역학과 파괴인성을 적용하는지 알아보고자 한다. 그리고 파괴역학과 파괴인성에 대한 이론적 이해와 측정 방법을 알아보고, 지절에 관련된 영향인자를 분석하여, 지절을 줄일 수 있는 방안을 제시하고자 한다.
2.1 지절 현상을 이해하기 위해 일반적인 강도 대신 파괴역학의 적용이 필요한 이유
여러 연구자들이 연구한 결과를 보면, 기존에 널리 알려진 인장강도, 인열강도 및 파열강도 등은 지절에 대하여 어느 정도 설명을 할 수 있지만 직접적인 관계는 없다. 그 이유는 지절이 종이의 결점 또는 약한 부위(weak point)와 관련이 깊기 때문이라고 했다.1,24-26)
인장강도, 인장에너지 흡수도, 인열강도, 파열강도와 지절 현상의 관계를 살펴보자. 인장강도는 종이를 잡아 당겼을 때 최대로 파괴에 저항하는 강도인데, 운전율(runnability)과 크게 관계가 없다고 알려져 있다.10) 인장강도가 종이가 견딜 수 있는 최대의 잡아당기는 응력을 나타내지만 종이의 운전율 즉 고속인쇄 공정에서의 지절 등에 대해서는 거의 연관성이 없다고 하였다. 그렇지만 Seth 등27)은 인장강도와 파괴인성이 어느 정도의 관계는 있다고 분석하였는데, 파괴인성이 파괴변형률과 파괴 응력의 곱셈에 밀접하게 영향을 받는다고 하였다.
따라서 Wanigaratne 등28)은 널리 사용되는 인장강도 또는 인장에너지 흡수도(TEA)와 파괴인성의 관계가 매우 밀접하다면, 비교적 까다로운 파괴인성을 측정하는 대신에, 잘 이해하고 있는 인장강도 또는 TEA를 측정하면 될 것이라는 가정을 세우고 실험하였다. 기계지 6종류와 수초지 6종류의 시료로 실험한 결과 인장지수와 파괴인성의 결정계수 R2이 0.72였고, 인장지수×(TEA)½과 파괴인성의 R2이 0.84로 상호관계가 뚜렷하지 않았다. 따라서 인장강도와 TEA가 파괴인성과 어느 정도 비례적인 관계를 가지고 있지만 파괴인성을 예측하는 데에는 불충분하다고 하였다.
Seth 등29)은 연속 지필의 운전율은 동일 평면(in-plane) 상에서 0°에서 측정한 인열강도로 분석할 수 있는데, 어느 정도의 관계가 있지만 지절과 상관관계가 높지 않다고 하였다. Adams 등30)도 인장강도, 인열강도 및 파열강도 같은 일반적인 강도로는 지절 횟수에 대한 현상과 직접적인 관련이 없다고 하였다.
TEA 곡선 밑의 면적을 살펴 볼 때, 인장강도 측정에서는 시료 전체에서 직선적인 응력 변형률 관계에 의한 에너지 흡수가 일어난 직후에 비선형적인 응력 변형률 관계로 전환되면서 파괴된다. 여기에서 직선적인 응력 변형률 관계가 거의 대부분을 차지한다. 그와 달리, 파괴인성 측정에서는 시료 중 결점(crack) 끝에 응력이 집중되면서 비선형적인 응력 변형률 관계가 주도적으로 일어나면서 에너지가 흡수되는 과정을 거쳐 파괴된다. 결점이라는 용어가 나오는데, 종이에서는 결점이라는 말을 자주 사용하지만 종류가 다양하기 때문에, 좀 더 구체적으로 파괴역학에서는 크랙이라는 말을 자주 사용한다. 파괴역학과 파괴인성에 언급되는 결점은 찢어진 금과 같은 크랙의 의미로 이해하는 것이 좋다고 생각한다.
여러 제지회사의 종이를 측정한 결과 파괴인성이 증가하면 지절 횟수(회/100 roll)가 감소하는 결과를 보여주었다.1) 위와 같은 여러 결과들을 보면 지절과 파괴인성이 깊은 직접적인 관계성을 가지는 것으로 판단할 수 있었다. 따라서, 지절현상을 이해하기 위해서는 물질의 파괴를 연구하는 파괴역학을 이해할 필요가 있고, 파괴인성을 인장강도, TEA, 인열강도와 별도로 측정할 필요가 있다고 판단하였다.
2.2 파괴역학 이론
강도가 강한 물질이 낮은 응력 조건에서도 파괴되는 상황을 이해하기 위해 파괴역학이 개발되기 시작되었다. 결점이 존재하는 물질의 하중에 따른 변형과 파괴를 과학적 이론으로 연구하는 학문을 파괴역학이라고 한다.
파괴역학에 의하면 (1) 결점의 크기에 따른 물질의 강도, (2) 외부에서 가하는 하중 조건에 따른 견딜 수 있는 한계 결점 크기(critical crack size), (3) 최초 결점 크기에서 한계 결점 크기로 커질 때 걸리는 시간, (4) 사용할 수 있는 물질에 허용되는 결점의 크기, (5) 사용하는 구조물의 결점을 얼마나 자주 검사해야 하나? 등의 질문에 답을 줄 수가 있다고 하였다.6)
외부에서 작용하는 힘은 mode I (opening mode), mode II (sliding mode) 및 mode III (tearing mode)로 구분할 수 있다. 종이의 경우에는 80-90%가 mode I이고 나머지가 mode II이며, mode III의 경우는 인위적으로 종이를 파괴시키려는 경우로 극히 한정적이다. 또한 파괴역학을 적용할 물질의 힘에 대한 변형의 특성이 선형적 탄성인지, 비선형적 탄성인지, 탄성-소성인지에 따라 적용하는 이론을 크게 세 가지로 구분할 수 있는데, (1) 선형 탄성 파괴역학, (2) 비선형 파괴역학, (3) 탄성-소성 파괴역학이다.
2.2.1 선형 탄성 파괴역학 (LEFM, linear elastic fracture mechanics)
완전한 탄성적 특성을 가진 물질의 결점 부근의 응력은 다음 식(1)로 표현한다.11)
여기서, σij= 힘과 동일한 평면에서의 응력(in-plane stress)
KI=응력 집중 계수(stress intensity factor)
r=결점 끝에서 떨어진 거리
θ= 결점 끝에서 떨어진 각도
fij(θ)=θ로 표시하는 함수
위의 식(1)에서 물질상수로 알려진 KI가 중요한데, 그 이유는 KI를 알면 결점 부근의 모든 위치에 작용하는 응력의 크기를 알 수 있기 때문이다. KI를 “응력확대계수”라고도 부른다.4)
위의 식(2)에서 f함수는 물질의 기하학(geometry) 즉 형태와 응력을 가하는 방향과 배치를 알면 참고문헌6) 또는 관련 문헌을 찾아 쉽게 구할 수 있는 함수이다.
결점의 크기가 증가하기 시작할 때의 한계(critical)에서의 KI 값을 파괴인성이라고 하고 KIC로 표시한다. 따라서 KI=KIC, 즉 KI값이 KIC와 같아지면 결점의 크기가 증가하게 되고 파괴된다. 즉 KI는 외부에서 힘을 가했을 때 물질 내부에 존재하던 “날카로운(sharp) 결점이 갑자기 멈추지 않고 끝까지 커질 때의 한계 응력 집중 계수(KIC, critical stress intensity factor)”31)라고 이해할 수 있다. 물질의 종류에 따라 가장 강한 경우와 가장 약한 경우는 약 10,000배 정도의 차이가 있는데, 금속이 가장 높고, 세라믹, 고분자, composite가 가장 낮은 편이라고 하였다. 금속 중에 KIC가 가장 높은 것은 Maraging steel (200 Grade)로 175 MPa·m½ 정도로 알려져 있다.31)
LEFM은 간단명료하여 가장 널리 사용되는 파괴역학 이론이다. 그러나 거의 대부분 물질의 응력-변형률 거동이 직선적인 탄성에서 많이 벗어나는데, 이러한 경우이거나, 결점 끝 부근에서 크게 비가역적(large-scale irreversible) 거동을 나타내는 경우에는 적용할 수 없다는 한계점이 있다. Park 등32)은 종이의 파괴인성에 있어서 결점 전방에서 상당히 멀리 떨어진 거리에서도 소성변형이 일어나기 때문에 LEFM(linear elastic fracture mechanics)을 적용하지 않는 것이 적합하다고 판단했다.10,32)
2.2.2 비선형 파괴역학(NLFM, non-linear fracture mechanics)
일반적으로 하중을 가할 때(loading) 파괴가 일어나며, 하중을 제거할 때(unloading)는 파괴가 발생하지 않는다. 따라서 탄성-소성 물질에 대한 파괴 현상을 분석하는 경우에도, 비선형 탄성 물질에 대한 파괴역학을 적용해도 적절하다고 하였다.11) 따라서 종이에 대한 적용의 경우에는 탄성-소성 물질에 대한 파괴역학(EPFM, elastic-plastic fracture mechanics) 대신 비선형 파괴역학을 적용하면 된다고 판단했다.11)
NLFM에서는 비선형 탄성 물질의 파괴역학을 J-적분(J-integral)으로 이해하며, 소성 특성이 큰 물질에도 J-적분값을 적용할 수 있다고 알려져 있다. 어떤 조건하에서 측정한 J-적분값이 그 물질의 한계값 즉 JC-적분값과 같거나 크면, 즉 J-적분값≧JC-적분값이면 결점의 길이가 증가하여 종이가 파괴된다.
J-적분은 Rice33)가 에너지 보존의 법칙을 이용하여 결점 부근에서 경로에 무관하게, 결점 크기가 증가할 때의 포텐셜에너지의 변화(potential energy release rate)로 정의하여 다음 식(3)으로 표현하였다. 좀 더 이해하기 쉽게 말한다면 J-적분값을 탄성-소성을 갖는 물질의 파괴인성값이라고 이해하면 되는데, 좀 더 범위를 넓혀 비선형 탄성을 갖는 물질에도 적용할 수 있다.
여기서 V는 포텐셜에너지, a는 결점의 크기이다.
파괴인성을 판단할 때, 선형 탄성 물질에서는 KI를, 비선형 탄성 또는 탄성-소성 물질에서는 J-적분값을 사용해야 한다. 종이에 적용할 때에는, 다른 지종에 비해 특히 신장률이 낮고 부숴지기 쉬운(brittle) 특성을 가진 신문용지의 경우에도 결점 끝에 소성변형이 일어나므로, 대부분의 지종에서는 소성변형이 상당히 일어나는 것으로 분석되었으며, 따라서 KI보다는 J-적분값을 파괴인성값으로 평가해야 한다고 판단하였다.11,32)
2.3 파괴인성의 측정
파괴인성이란 결점이 있는 종이에 외부에서 힘을 가할 때 결점의 크기가 더욱 크게 증가하는 것에 저항하는 정도를 말한다. 금속 등에 대한 측정 방법에는 여러 가지 방법이 있는데4-9,34) 여기에서는 지절에 관련된 파괴인성 즉 J-적분값을 측정하는 방법에 대해 알아보고자 한다.
2.3.1 KS M ISO 17958 방법35)
KS M ISO 17958 방법은 1.7 mm/s의 일정한 속도로 잡아당기면서 종이, 판지의 파괴인성을 측정하는 표준방법이다. 이 방법은 비선형 파괴역학인 J-적분 이론을 적용한 방법이다. 종이의 크기, 형태, 결점의 크기와 배치 등이 영향을 끼치므로, Fig. 1과 같이 시편의 제작방법도 제시하였다. 시편은 두 가지 형태가 필요한데, 일반적인 인장강도 측정용으로 노치가 없는 시편과 시편 중앙에 노치를 가진 시편이 필요하다. 지폭 15 mm이며 100 mm의 길이를 가진 일반적인 인장강도 시편과 지폭 50 mm이며 20 mm 크기의 중심 노치(center-notch)를 가진 100 mm 길이의 시편으로 인장강도 측정기를 사용해 측정한다. 실제 스팬 간의 거리는 100 mm이지만 그립의 양쪽에서 시편을 잡을 수 있는 여유를 갖기 위해 130 mm 내외의 길이를 추천한다. 두 가지 시편으로 측정한 결과를 이용하여 J-적분값 즉 파괴인성을 측정한다.
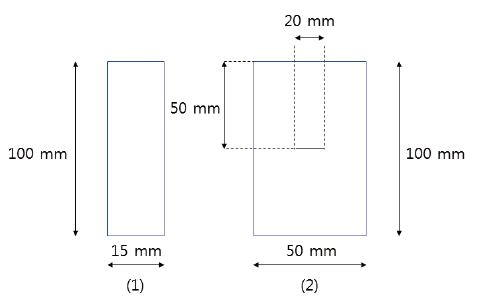
Fig. 1.
Specimen for (1) no-notched tensile strength, and (2) center-notched fracture toughness measurement.
(1) 노치가 없는 시험편에서 인장강도, 파괴 신장률, 인장 에너지 흡수 및 인장 스티프니스(tensile stiffness)를 측정하고, (2) 노치 시험편에서 ‘겉보기(apparent)’ 인장강도와 ‘겉보기’ 파괴 신장률을 측정한다. 이때 ‘겉보기’ 인장강도라는 표현을 사용한 이유는 노치가 없는 즉 정상적인 시험편의 인장강도가 아니라, 내부에 노치 즉 결점이 있는 시험편의 인장강도이기 때문에 ‘겉보기’ 인장강도라는 말을 사용한 것이다.
위의 Fig. 1에 나타낸 두 종류의 시편으로 인장강도 측정기를 사용하여 얻은 데이터를 제시된 J-적분값을 구하는 식에 대입하면, 파괴인성인 J-적분값(Joules/m)을 구할 수 있다. 최근 들어 인장강도 측정기와 별도로, 파괴인성 측정기가 시중에 개발 및 출시되어 이 측정기로도 J-적분값을 측정할 수 있다.
2.4 지절 영향인자와 종이의 파괴인성
지절은 결점을 가진 종이가 최대로 견딜 수 있는 힘 또는 강도보다 외부에서 가해지는 힘 또는 응력이 클 때 발생한다. 이러한 지절에 대해 이해하고 파괴인성에 영향을 끼치는 인자들을 살펴보면 종이의 생산, 가공, 인쇄 현장에서 지절을 최소화하는 각 회사 사정에 적합한 방안을 찾아내는 데 도움이 될 것이다. 그렇다면 지절에 영향하는 인자들인 종이의 생산 공정 조건, 종이 특성과 종이에 대한 외부의 조건들에 대해 알아보고자 한다.
2.4.1 종이의 특성과 관련된 영향인자
고해가 증가하면, 일반적으로 파괴인성이 증가하지만, 고해 정도가 어느 정도를 지나면 종이구조가 치밀해지면서 크랙 끝에 응력이 집중되어 파괴인성이 떨어지기 시작한다. 재활용 펄프의 사용 비율이 증가하면 종이 자체가 부서지기 쉬운(brittle) 특성이 증가하므로 파괴인성이 떨어진다.15) 충전제 함량이 증가하면 재활용 펄프 사용비율이 증가하는 것과 같은 효과로 파괴인성이 떨어진다. 종이의 강도가 섬유의 자체 강도와 섬유 간의 결합강도에 영향을 받는데, 일반적으로 결점 끝 앞에 섬유가 존재하고 파괴 시에 섬유가 뽑히는 경우보다 섬유가 절단되는 비율이 높기 때문에, 인장강도보다도 파괴인성에서 섬유 자체의 강도가 매우 중요해진다.17) 따라서 파괴인성에서는 섬유간의 결합강도보다 섬유 자체의 강도가 더욱 중요해진다.
종이의 함수율이 낮으면 종이가 부서지기 쉽고 지절이 증가하기 때문에 여름보다 겨울에 지절이 증가한다. 온도가 증가하면 종이의 연성(ductile)이 증가하고 결점 끝이 무디어지기 쉽고, 소성변형이 증가하여 크랙 끝이 무디어지고, 소성 변형 지역의 증가 등으로 파괴인성이 증가한다. 상대습도가 높아지면 신장률이 증가하고 외부에서 힘을 가할 때 응력완화 현상이 증가하여 파괴인성이 증가한다. 종이의 고형분 함량이 80% 이하일 때는 응력완화 속도에 의한 영향이 거의 없으나, 80% 이상의 고형분 함량에서는 크게 영향을 받는다고 Jantunen이 보고했다.37) 그는 건조부 내부의 종이의 고형분 함량이 80% 이상일 때, 종이의 신장률이 높거나 응력완화 속도가 빠르면 지절이 감소한다고 하였다. 종이를 건조할 때 상황이 지절에 영향을 끼치는데, 억제 건조(restrained drying)보다 자유건조(free drying)를 하면 파괴인성 증가하는 것으로 알려져 있다.27)
종이에 존재하는 결점은 다양한 종류와 형태로 존재할 수 있는데, 결점의 크기, 위치 혹은 빈도 등에 따라 지절 발생에 큰 영향을 끼친다. 지절이 일어날 때의 변형률이 일반적인 인장강도 측정 시의 파괴 변형률의 20-30%에 불과하며, 그렇게 낮은 변형률에서 지절이 일어나는 이유는 미해리 섬유다발(shives) 등의 결점이 존재하기 때문이다. 신문용지에서는 미해리 섬유다발 및 칼렌더 딱지(scabs)가 지절의 주요 원인이고, 종이 생산 원료의 screening처리를 잘 하면 지절을 크게 줄일 수 있다고 알려져 있다.38) 신문용지에 있어서 지절이 발생한 경로 중에 98.5%에서 미해리 섬유다발이 발견되었다고 한다.38) 크랙을 야기하는 미해리 섬유다발을 관찰한 결과 통상적으로 세포벽이 두꺼운 추재 섬유였다.39) 세포벽이 두꺼운 추재 섬유는 세포벽의 두께가 얇은 춘재 섬유보다 칼렌더링 처리 시에 섬유 주변이 잘라지거나 손상을 입을 확률이 높아져서, 그 결과로 지절이 발생하게 된다고 하였다.39) 지절은 미해리 섬유다발의 존재, 위치, 배열방향 혹은 크기 등에 크게 좌우된다. 결점의 형태가 날카로운가 무딘가의(blunting) 정도는 결점 끝의 응력집중 정도를 좌우하므로, 지절 감소를 위해 무딘 결점이 크게 유리하다. 이와 같은 맥락에서 지합이 양호해야 지절 횟수가 감소할 것으로 쉽게 예측된다.
지절이 일어나는 현상을 분석해 본 결과 지폭의 전체 폭 범위에 있어서 가장 바깥쪽 즉 전측 또는 후측에서 가장 빈번하게 길이가 큰 미해리 섬유다발이 가장 많이 발견되었고, 가해지는 가장 큰 응력이 가장 바깥쪽에서 가장 높은 확률로 발생했다고 하였다.40) 따라서 지폭에 있어서 가장 바깥쪽 즉 전측 및 후측의 테두리에 존재하는 종이의 구조와 파괴인성이 지절 방지에 매우 중요하다는 것을 알 수 있었다.
MD, CD 방향에 따라 섬유의 배열 방향이 다르므로 응력이 집중되는 정도와 변형이 달라지면서 파괴인성 값이 변한다. 또한 섬유배향성이 MD 방향에서 일정한 각도로 좌우로 치우칠 경우 파괴인성에 크게 영향을 끼친다. MD 방향의 강도가 강하지만, 오히려 CD 방향의 파괴인성이 MD 방향의 파괴인성보다 큰 경우가 많은데 그 이유는 결점의 앞에 소성변형이 CD방향일 경우에 커지기 때문이다.32)
칼렌더링 압력은 파괴인성에 큰 영향을 끼치는데, 신문용지에 있어서 칼렌더링 닙 압력을 증가시키면 종이의 지절횟수가 크게 증가한다고 보고하였다.30) 또한 칼렌더링 압력이 증가하면 미해리 섬유다발 바로 곁에 크게 벌어진 크랙(gaping cracks)의 발생 횟수가 증가한다고 하였다.41)
파괴인성은 지종에 따라 다른데, Seth 등42)은 LEFM에서 파괴인성 값은 신문용지의 경우 약 10 J·m/kg이고, 화학펄프의 경우 10-30 J·m/kg이라고 보고하였다. 또한 파괴인성을 필수 파괴에너지(essential work of fracture)와 비필수(non-essential) 파괴에너지로 구분하였는데, 필수 파괴에너지 we가 복사용지에서 20-25 J·m/kg, 크라프트 펄프 수초지에서 10-33 J·m/kg이라고 하였다. Liebowitz43)는 크라프트 펄프 수초지가 이보다 약간 작은 값인 2-15 J·m/kg이라고 하였다.
파괴인성에서 종이의 두께도 매우 중요하다. 일반적으로 볼 때 종이는 금속보다 훨씬 두께가 얇으므로 두께 효과를 생략할 수 있지만, 비교하고자 하는 종이들 간에 두께가 많이 다르면 두께의 영향을 고려해야 한다. 그 이유는 날카로운 결점 끝이 무디어지면서(blunting) 응력과 변형률의 변화가 매우 커지기 때문이다. 종이의 두께가 증가하면 결점 끝이 무디어지고 탄성적인 변형을 지나 소성적인 변형이 커지고 에너지를 흡수하기 때문에 J-적분값이 증가하게 된다.
2.4.2 종이에 대한 외부조건의 영향인자
지절을 줄이기 위해서는 종이에 가해지는 외부에서 작용하는 하중의 안정성이 필요하다. 초지기 또는 인쇄기에서 종이에 가하는 외부의 하중이 순간적으로 매우 높아지거나, 순간적으로 종이 자체의 강도가 낮으면 지절이 발생한다. 따라서 습부(wet-end)의 교란을 최소화해야 하고, 강도의 MD 프로파일이 균일해서 외부 하중 크기의 최소화는 물론 종이 강도의 변이가 최소화되어야 지절발생이 줄어든다. 건조기 안에서 펄럭임(fluttering)이 최소화되어야 하고, 지필에 잡아당기는 힘의 프로파일의 균일성 또는 힘의 크기가 최소화되어야 지절이 감소한다.
외부에서 가하는 응력을 안정화하고 최소화하기 위해서는 롤(roll)의 배열을 서로 간에 평행으로 완벽하게 정렬하고 유지해야 한다. 회전하는 롤에 습지필(wet web)이 붙어 있으려는 힘과 외부에서 힘을 가해 습지필을 분리시키려는 힘이 서로 작용하여 롤 표면으로부터 습지필이 분리되는 이륙각도(take-off angle)44)가 형성되는데 이를 최대한 균일하게 유지해야 한다. 이륙각도는 롤 표면 물질의 선택45)에 의해 영향을 받는데, 이를 통해 이륙각도를 조절하여 종이에 가해지는 인장력을 감소시킬 수 있다고 보고하였다. 모든 물체는 외부에서 힘을 가하면 변형이 증가하면서 변형률이 증가한다. 외부 하중 증가에 의한 변형률의 증가가 지절에 어떠한 영향을 끼치는지 분석을 하였는데, Sears 등은 변형률이 증가하면서 지절 횟수가 지수적으로 증가하였다고 보고하였다.38)
2.5 지절 감소를 위한 방안
지절을 감소시키기 위해서는 종이가 견딜 수 있는 강도를 향상시키거나 외부에서 가해지는 응력을 최소화하거나 일정하게 유지하며 가하는 것이 중요하다. 종이의 생산공정, 가공공정 및 인쇄공정을 최대한 안정적으로 운전함으로써 순간적인 급격한 하중의 증가가 생기지 않도록 최대한 노력해야 하며, 최대한 종이에 결점이 없도록 생산해야 지절을 줄일 수 있다. 그러나 종이 자체는 여러 원료가 불규칙하게 얽혀 만들어진 불균일한 물질이다. 따라서 종이는 결점이 없는 완전한 물질이 아니므로, 작은 결점이 존재하는 조건에서 파괴에 저항하는 능력 즉 파괴인성을 증가시켜야 한다. 파괴인성을 높이는 방법46)은 파괴응력과 파괴 변형률을 증가시키되 이들의 TEA를 증가시키는 것이 유리하다고 하였다.
지나치지 않은 정도에서 고해도 증가, 섬유 자체 강도 향상, 지합 향상, 충전제 감소, TEA 증가, 결점 존재 확률의 감소와 결점 크기 감소, 습부 화학의 안정적인 운전, 롤의 평행 정렬의 유지, 롤과 습지의 이륙각도의 최소화와 안정화가 지절 감소에 유리하며, 온도 증가, 수분 증가 등이 파괴인성 향상에 도움이 된다. 두께 증가, 재활용 펄프 배합비 감소, 칼렌더 압력 감소, 과건조 감소 등도 지절 감소에 유리하다.
파괴역학 또는 파괴인성에 대한 이해와 종이에 대한 적용에 대하여 이론과 영향인자들을 다각도로 분석해 보았는데, 지절 현상을 해석하는 데 있어서 아직까지도 부족한 점이 있고, 제한적인 부분이 있는 것이 사실이다. 그 이유는 종이의 지절에 관련된 여러 영향인자들이 복합적으로 얽혀 있고, 특히 지절 현상이 정적이지 않고 동적(dynamic) 현상을 포함하고 있기 때문이다. 따라서 지절의 동적 영향인자까지 포함하여 더욱 자세한 연구가 추가적으로 필요하다.
3. 결 론
종이가 생산, 가공, 인쇄 등의 공정 중에 찢어지는 현상을 지절이라고 하는데, 지절은 종이의 인장강도, 인열강도 및 파열강도와 직접적 관계가 적은 것으로 여러 연구자들이 밝혔다. 지절은 종이 중에 가장 약한 부분부터 응력이 집중되면서 일어나기 때문이며, 지절이 일어날 때 변형률이 일반적으로 알려진 파괴 시 변형률의 20-30% 정도로 매우 낮으므로, 지절에 직접적인 관계가 있는 파괴역학과 파괴인성의 이해가 필요하다.
파괴역학은 물질에 대한 힘과 변형의 특성에 따라 크게 세 가지로 구분하여, 선형 탄성 파괴역학(LEFM), 비선형 파괴역학(NLFM), 탄성-소성 파괴역학(EPFM)으로 나눈다. 종이의 경우 결점 부근에 소성적 변형이 일어나므로 간단명료한 LEFM을 적용할 수 없고, 굳이 복잡한 EPFM을 적용하지 않고, NLFM을 적용하여 종이가 찢어지는 것에 대해 저항하는 파괴인성을 물질의 고유 특성인 J-적분값으로 구할 수 있다. 파괴인성을 측정하는 방법은 여러 가지가 있으나, 금속에 대하여 오랜 기간 다듬어져 정립되고 사용되어 오던 ASTM 방법 등이 있는데, 최근 들어 종이의 파괴인성의 중요성이 부각되어 국제적으로 공인된 ISO 표준방법과 KS 표준방법이 제정되었다.
지절은 종이의 특성과 외부의 조건에 영향을 받는다. 지절을 최소화하기 위해서는 종이의 파괴인성을 높이고, 종이에 대해 가해지는 힘의 크기가 안정화되어야 한다. 종이의 특성 측면에서 보면 파괴인성 증가를 위해서는, 고해 증가, 섬유 자체 강도의 증가, 함수율의 증가, 미해리 섬유다발 등의 결점의 감소, 칼렌더링 닙압의 감소, 전체 지폭에 있어서 전측과 후측 부위의 강도 향상, 지합 향상, 두께의 증가 등이 유리하다. 외부조건으로는 습부의 안정화, 지필을 이송시키는 모든 롤의 정렬을 평행으로 유지하고, 종이의 펄럭임을 최소화하는 것이 지절 감소에 유리하다. 지절을 최소화하기 위해서는 위와 같은 정적인 영향인자들에 대한 이해뿐만 아니라, 추가로 동적인 영향인자들에 대한 연구가 필요하다.
