

1. Introduction
Due to climate change and global warming, the trend of eco-friendliness continues around the world. In Korea, several guidelines have been prepared for the dissemination and utilization of renewable energy since 2012, and the Korean government introduced the Renewable Portfolio Standard (RPS) to expand the supply of new and renewable energy. The Renewable Energy Certificate (REC) REC is a certificate proving that energy is supplied using renewable energy, and one REC is received per 1 MW. These RECs can be sold to large power plants and private power plants with a capacity of 500 MW or more.
The Ministry of Trade, Industry and Energy Notice No. 2021-207 provides guidelines for the mandatory supply of new and renewable energy, which also includes guidelines on unused forest biomass.[1] In September 2020, SGC Energy, Hanwha Energy, OCI SE, and the Korea Energy Agency (KEA) signed a business agreement to agree on the REC sunset of imported wood pellets. Through this agreement, it is expected to lead to the revitalization of the domestic biomass industry along with the effect of replacing 1.6 million tons of imported wood pellets worth 240 billion won annually used by the three private companies. According to the Korea Forest Service, as of 2020, the annual potential amount of unused forest biomass in Korea is 4.3 million m³, which is expected to supply 498,000 tons. The REC credit of unused forest biomass in Korea is 2.0, which is higher than that of the imported wood pellets with 0.5.
The proportion of bio and waste energy sources generated in Korea is 43% (8,746 GWh) of forest products, 7% (1,444 GWh) of organic biomass, and 49% (9,965 GWh) of combustible biomass and waste (9,965 GWh).[2,3] Pellets are one of the most representative fuel types of utilizing woody biomass. They are compressed and processed at a high density, so they can be loaded, transported, and stored three times more than raw wood.
In Korea, there are 21 wood pellet manufacturing plants nationwide, and the amount of wood pellets produced there is increasing every year.[4] According to the Korea Biomass Energy Association, wood pellet production is rapidly increasing from 52,572 tons produced in 2016, 67,446 tons in 2017, and 331,202 tons in 2020. However, it is insufficient to meet the demand for wood pellets required by domestic power generation companies.
In order to maximize the utilization of unused lignocellulosic biomass, Kim et al. selected three types of biomasses generated in the Gyeongnam region, manufactured pellets, and analyzed fuel characteristics.[3] However, it is not economically feasible to use each type when manufacturing pellets using the unused woody biomass because the representative amount of collection for each biomass is not sufficient. In the end, it is preferable to mix the unused biomass to prepare the biopellets. In this study, quality characteristics were analyzed when pellets were prepared by mixing the unused biomass. At this time, sawdust or chip rejects generated in the process of yarding or screening hardwood chips in the domestic pulp mill were used together as raw materials for pellet production. In addition, in order to find the optimal mixing ratio, the pellets were prepared by setting the ratios of 3:7, 5:5, and 7:3.
The types of unused lignocellulosic biomass used in this study were seed oil cake of Camellia japonica, toothache tree (Sapium japonicum), mulberry (Morus alba) twigs, and hardwood chip rejects including sawdust. About 80% of the camelia seeds that grow wild in the southern coast are collected at the Korea Camellia Research Institute in Tongyeong, Gyeongsang province. The research center produces 12 to 15 tons of camellia oil per year. After oil extraction from camellia seeds, about 25% of the seeds remain in the form of an oil cake.[3] The toothache tree is evenly distributed in the forest of Korea, and its stems, leaves, and seeds are used as medicines. It has been reported that some farms produce about 270 liters of oil from 680 kg of the seeds of the toothache tree, with the remainder remaining as a byproduct. Toothache trees older than 10 years are known to lose economic efficiency. As interest in the anti-aging industry increases, the growing area of toothache trees is expanding, and the number of old trees that have reached the renewal period is also increasing.[3] Therefore, it is necessary to use these old trees more valuable than cutting them down and leaving them in the forest. The cultivated area and the fruit production of mulberry trees have been continuously increasing. According to the statistics from the Ministry of Agriculture, Food and Rural Affairs in 2013, the cultivated area and production volume of the mulberry fruit in 2007 increased from 744 ha and 2,050 metric tons to 1,751 ha, 6,810 metric tons in 2013, and the production amount of the fruit reached 63.5 billion won, and production and demand are expected to increase in the future.[5]
In a pulp mill that produces hardwood bleached kraft pulp in Korea, a mixture of Vietnamese Acacia nilotica and domestic oak is used. During storage in the chip yard and during the chip screening process, hardwood chip rejects and sawdust are generated about 15,000 tons per year, and thhe pulp company is struggling with economical ways to use these biomass.
In this study, fuel biopellets were prepared by mixing camellia seed oil cake, toothache tree, and mulberry tree as unutilized lignocellulosic biomass with hardwood chip residues, and the quality characteristics of these pellets were analyzed. Through the data obtained through this study, it was expected that the unused lignocellulosic biomass could be effectively used as a renewable energy source to replace imported wood pellets.
2. Materials and methods
2.1 Raw materials
Hardwood chip residues (HR) supplied from Moorim P&P Co., Ltd. in Korea were used, and the chip residues are tiny fragments that were rejected during the wood chip screening process and during storage in chip yards. They consist of Acacia nilotica and domestic mixed oak species. Camellia (Camellia japonica) seed oil cake (CO) was provided by the Korea Camellia Research Institute Co., Ltd. Toothache trees (Zanthoxylum schinifolium) (TA) were used by logging trees of 5-10 years in age in the research forest of Gyeongsang National University in Jinju. Mulberry trees (Morus alba) (MT) were collected through pruning at the mulberry plantation area in Hadong-gun, Gyeongnam province (refer to Table 1). Since the TA by-products are very small, both the xylem and leaves were used together with the fruit.




2.2 Pretreatment
The most important task for biopellet production is to adjust the size of the raw material particles. This is because, depending on the particle size of the raw materials, the required forming pressure of the pelletizer should be changed, and the diameter of the pellet die should be varied. In addition, particle size is a major factor in determining the density of pellets, and in order to manufacture high-quality pellets, pre-treatment must be performed in consideration of the specifications of the pelletizer.[3] The HR was less than 4 mm in size, so no additional treatment was required for grinding. The CO was ground once to 0.1-0.5 mm using a laboratory grinder, and in the case of the MT and TA, they were first crushed using a wood shredder, and then crushed to 1-5 mm using a laboratory grinder (see Table 2).






2.3 Pelletization
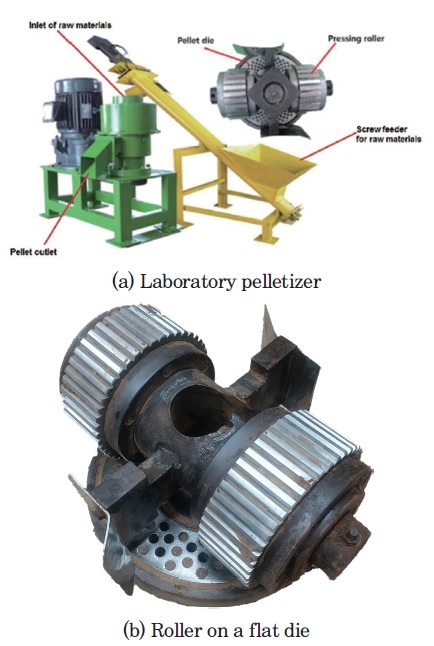
The laboratory pelletizer (Duco, Daejeon, Korea) shown in Fig. 1 was used for biopellet production. To produce biopellets, the moisture content of the lignocellulosic biomass was adjusted to 12-15%, and the pellets were prepared through a laboratory-scale custom-made pelletizer equipped with a flat die with a hole diameter of 8 mm. The pelletizer machine can produce up to 100 kg per hour. When the biopellets were prepared, the pelletizing temperature was about 85℃.
Biopellets with a diameter of 8 mm and a length of 32-35 mm were prepared by mixing the CO, the MT, the TA by-products and the HR at a ratio of 7:3, 5:5, and 3:7, respectively (see Table 3-5). The moisture content of the raw materials was adjusted to 10-15%, and the pellet-forming machine was manufactured at an internal temperature of 80°C. After pellet production, it was stored at 20°C and 55% RH for conditioning.













As shown in Table 3-5, the prepared biopellets were well pelletized and had excellent surface gloss.
2.4 Proximate analysis and ultimate analysis
Proximate analysis and ultimate analysis were carried out based on “National Institute of Forest Sciences Notice No. 2020-2” using the ground biomass samples prior to biopellet manufacturing. By conducting proximate analysis (moisture, ash, volatile matter, fixed carbon) and ultimate analysis on biopellets, the quality characteristics of pellets were compared. The moisture content of the biopellets was expressed by measuring the moisture removed until it reached a constant weight at a temperature of 103±2°C using an automatic moisture content analyzer (Moisture Analyzer, Ohaus, USA). The ash content of the biopellets was calculated by measuring the weight after heating the furnace to 575°C to completely incinerate for 2 hours, and then cooling it to room temperature in a desiccator. Volatile matter was measured by heating a crucible for measuring volatile matter in which a specimen was placed in an upright furnace for volatile matter measurement with the lid closed at a temperature of 925±20℃ for 7 minutes. Thereafter, the weight loss excluding the moisture content was expressed as a percentage (%) with respect to the sample weight. In general, since fuel for combustion consists of water, ash, volatile matter, and fixed carbon, the fixed carbon content was calculated as 100-(moisture content+ash+volatile matter). Ultimate analysis measures the content of carbon, oxygen, hydrogen, nitrogen, sulfur, chlorine, etc. Ultimate analysis was performed based on ASTM D5373-16 (2016) and was analyzed using the CHNS mode of an elemental analyzer (Macro Elemental Analyzer, Vario MACRO, Germany).
2.5 Quality standards for wood pellets and Bio-SRF
The quality standards for wood pellets were based on the National Institute of Forestry Science Notification No. 2020-2, and the quality standards for Bio-SRF refer to the Ministry of Environment Notification No. 2020-219 (see Table 6).
Table 6.
Quality standards for wood pellets and Bio-SRF in Korea
2.5.1 Durability
The durability of biopellets was measured based on ISO 17831-1 (2015). 500 g of bio-pellets were put into a durability measuring device of the laboratory standard, and a 500 rotation test was performed by giving 50±2 rotations per minute. Thereafter, the weight of the biopellets remaining on the sieve was measured using a sieve with a diameter of 3.15 mm, and durability was expressed as a weight reduction rate (%) before and after the measurement.
2.5.2 High Heating Value (HHV) and Low Heating Value (LHV)
The heating value was measured by burning the sample with an automatic calorimeter (Calorimeter, Parr, Germany) based on ISO 18125 (2017) and measuring the temperature rise during combustion, and calculating the cal or J (at 20℃) value for 1 g of the sample to measure the heating value.
2.5.3 Ignition and combustion
Each pellet sample was heated at a constant distance using a torch lighter (Micro Torch Lighter, Prince, Japan) to measure the initial ignition time and duration of combustion of the biopellets. For the analysis of ignition and combustion duration, it was conducted in a space where light was blocked so as not to be affected by ambient light. The ignition timing and duration of combustion were quantitatively and qualitatively analyzed using a digital camera (Canon, Japan) and a timer. The ignition time was recorded from the time the lighter was heated to the pellet sample to the time it started burning itself, and the combustion duration was recorded the time taken from the ignition of the pellet to the time when the combustion was terminated.
2.5.4 TGA (Thermogravimetric analysis)
Thermogravimetric analysis was performed based on ISO11358-1 to investigate the pyrolysis properties of the pellets produced. The thermogravimetric analyzer (ThermoGravimetric Analyzer, TA, USA) had a reactor inner diameter of 20 mm. The accuracy of the scale was 1 μg, and the gas used in all conditions was nitrogen, and the flow rate was 50 mL/min, which was sufficiently supplied to escape the diffusion resistance region during the combustion reaction. In order to understand the effect of the temperature increase rate during thermogravimetric analysis, an experiment was performed under a temperature increase rate of 10 °C/min, and the sample weight loss value according to temperature was obtained through each experiment.
3. Results and discussion
3.1 Proximate analysis and ultimate analysis
The most commonly used method for analyzing woody biomass is proximate analysis in which moisture content, volatile matter, ash, and fixed carbon are determined. The quality and classification of the pellets are generally based on the proximate analysis.
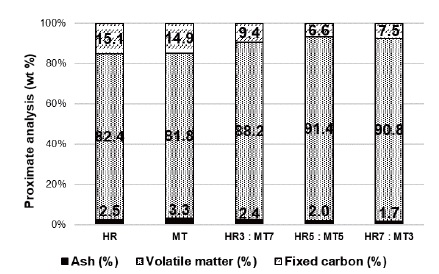
The composition ratios of fixed carbon, volatile matter, and ash through proximate analysis of the prepared biopellets were compared as a percentage (refer to Figures 2, 3 and 4). Ash is one of the decisive factors in determining the grade of pellets. The standard of A1 grade of biopellet is 0.7% or less, but the standard of bio-SRF is 15% or less, so there is a big difference in quality standards between wood pellet and biopellet. The ash content of the biopellets prepared by mixing the CO and the HR did not show a remarkable difference before and after mixing, but in the case of the MT and the TA, the ash content was reduced to about a half by mixing with the HR. The factors that can affect the ash content of the biopellets depend on how much bark, fruit, leaves, xylem, roots, etc. are included, and may also vary depending on the storage environment of the raw materials. Therefore, in order to reduce the amount of ash of the biopellets, it is necessary to devise a way to properly manage the storage condition of lignocellulosic biomass.
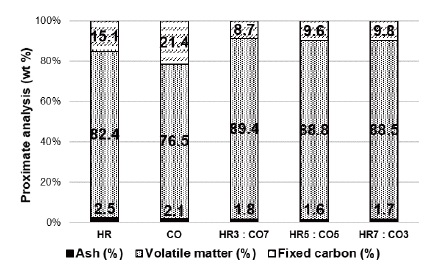
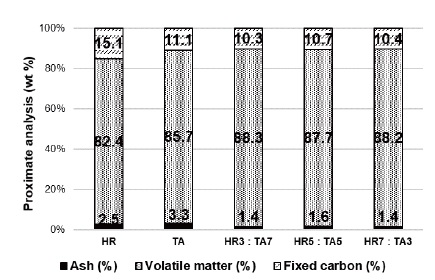
In conclusion, the ash content of the biopellets prepared by the mixed raw materials was slightly higher than the quality standard of wood pellets, but much lower than the quality standard of bio-SRF. The incorporation of the relatively well-managed HR with the woody biomass could contribute to reducing the amount of ash.
Fixed carbon and volatile matter are combustible components during fuel combustion. In Figs. 2-4, regardless of the types of the raw materials, the fixed carbon contents of the biopellets decreased as the HR increased. On the other hand, the volatile matter content of the biopellets increased as the mixing ratio of the HR increased. The biopellets with higher contents of volatile matters lose heat in the gaseous phase during combustion, reducing the duration of combustion of the fuels.[6] Although the combustion time is short due to the high content of volatile matter, it acts as a disadvantage as a household fuel, but it can have high utility value for industrial use. When preparing the biopellets by mixing various lignocellulosic biomass, there is a big difference in the ratio of volatile matter and fixed carbon according to the properties of the raw materials. Therefore, it is necessary that pellet production considering these components was absolutely necessary.
Ultimate analysis analyzes various elements such as carbon, hydrogen, sulfur, oxygen, and nitrogen present in the fuel pellets. Table 7-9 show the results of ultimate analysis of the biopellets prepared from mixing of different raw materials. In general, carbon content of wood pellets is around 50%.
Table 7.
Ultimate analysis of the biopellets manufactured from the CO and the HR
| HR | CO | HR3 : CO7 | HR5 : CO5 | HR7 : CO3 | |
|---|---|---|---|---|---|
| C | 45.63 | 48.58 | 48.29 | 46.84 | 45.01 |
| H | 6.09 | 7.54 | 7.069 | 6.848 | 6.747 |
| O | 45.32 | 39.68 | 40.477 | 39.63 | 42.042 |
| N | 0.37 | 1.16 | 2.186 | 1.983 | 4.428 |
| S | 0.94 | 0.92 | 0.143 | 0.115 | 0.115 |
Table 8.
Ultimate analysis of the biopellets manufactured from the MT and the HR
| HR | MT | HR3 : MT7 | HR5 : MT5 | HR7 : MT3 | |
|---|---|---|---|---|---|
| C | 45.63 | 39.43 | 44.41 | 45.26 | 45.21 |
| H | 6.09 | 5.85 | 6.596 | 6.516 | 6.534 |
| O | 45.32 | 49.554 | 45.131 | 44.938 | 45.318 |
| N | 0.37 | 1.14 | 1.356 | 1.075 | 0.772 |
| S | 0.94 | 0.77 | 0.123 | 0.182 | 0.457 |
Table 9.
Ultimate analysis of the biopellets manufactured from the TA and the HR
| HR | TA | HR3 : TA7 | HR5 : TA5 | HR7 : TA3 | |
|---|---|---|---|---|---|
| C | 45.63 | 42.74 | 44.75 | 44.68 | 44.96 |
| H | 6.09 | 6.63 | 6.645 | 6.609 | 6.616 |
| O | 46.6 | 47.072 | 46.45 | 46.194 | 45.853 |
| N | 0.37 | 0.58 | 0.657 | 0.865 | 1.05 |
| S | 0.94 | 1.02 | 0.065 | 0.076 | 0.088 |
The higher the mixing ratio of the CO was, the higher the carbon contents of the biopellets were. On the other hand, the biopellets prepared from the MT and the TA showed a tendency to increase in carbon contents by mixing of the HR. The carbon contents of biopellets prepared by mixing the CO and the HR was higher than those prepared from the MT and the TA. If the fuel pellets have a high carbon content, the fuel efficiency is improved because the combustion duration after ignition is increased.
When preparing the biopellets by mixing HR and the other woody biomass, the nitrogen and sulfur components of the prepared biopellets were also higher than the quality standard of wood pellets because nitrogen and sulfur of the raw materials themselves were high before mixing. It was found that the bio-pellet produced by mixing various raw materials complies with the quality standard of Bio-SRF rather than that of wood pellets.
3.2 Durability of biopellets prepared from the mixed lignocellulosic biomasses
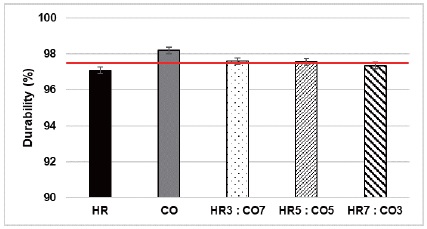
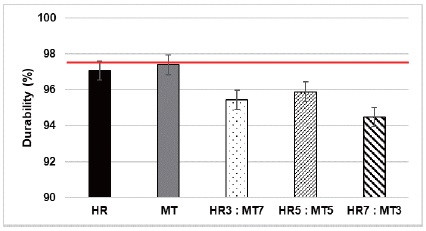
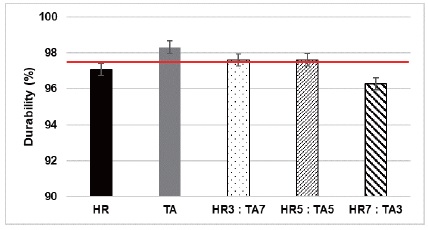
Durability and fines contents indicate the bond strength between the pellet particles.[7,8] The fuel pellets are accompanied by a logistics before they are combusted, and the pellets with weak bonding strength during distribution and storage are highly likely to collapse in shape due to self-friction or external impact. The woody fine powders generated in this way are converted into light ash during the combustion of pellets, and, when discharged to the atmosphere, it may lead to a serious problem by fine dust. Since the durability of fuel pellets is closely related to the generation of fine particles, it is very important to have durability above the quality standard. The biopellets mixed with the CO and the TA, except for the biopellets with the MT, exhibited durability of 97.5% or more of the wood pellet quality standard, A1. According to the previous study,[3] it was considered that the MT had a lower lignin content and higher extractives content than those of the CO and the TA, and had a negative effect on the binding force of the woody particles during pelletization.
Figs. 5-7 are graphs comparing the durability of CO, MT, TA, and HR mixed the biopellets. The durability of the CO-mixed biopellets and the TA-mixed biopellets passed the quality standard A1 (≥97.5%) of wood pellets. The biopellets mixed with MT showed a slightly lower durability than the quality standard.
3.3 Heating value of biopellets prepared from the mixed lignocellulosic biomasses
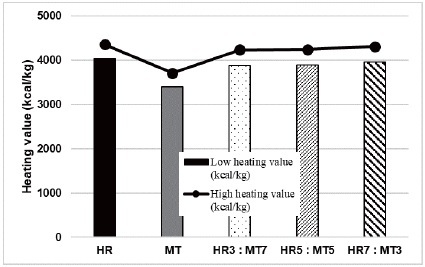
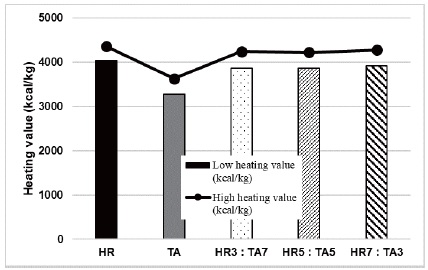
The heating value is one of the most important characteristics of a solid fuel. In general, solid fuels with high fuel efficiency have a high calorific value. Low Heating Value (LHV) is a pure heating value excluding the heating value of water vapor contained in fuel and is regarded as one of the important considering factors for evaluating characteristics of fuel pellets.
Figs. 8-10 are the graphs comparing the high heating values and the low heating values of the biopellets prepared from the mixed raw materials. In the CO with the highest carbon content, the calorific values of the biopellets decreased slightly as it was mixed with HR, but it showed about 7% higher calorific value than the biopellets in which the MT and the TA were mixed. The biopellets made from the unused woody biomass exhibited calorific value that satisfied the quality standards of the bio-SRF and the wood pellet. Through this, it was considered that the unused lignocellulosic biomass could become a useful renewable energy source needed to fulfill the RPS duty quota of the power generation companies in Korea.
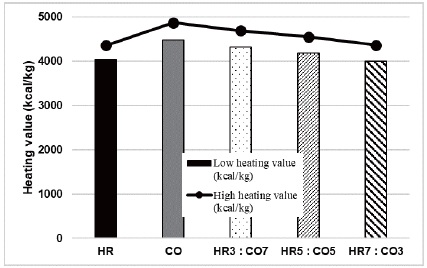
Fig. 8.
High heating value (HHV) and low heating value (LHV) of the biopellets manufactured from the CO and the HR.
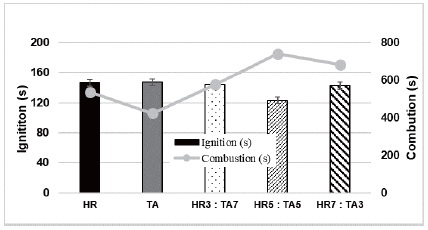
3.4 Ignition and combustion time of biopellets prepared from the mixed lignocellulosic biomasses
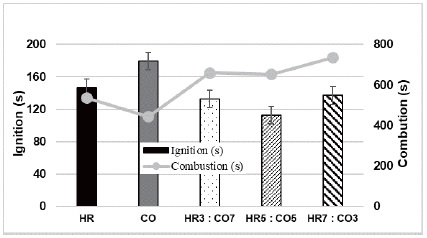
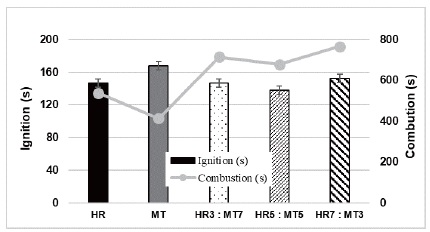
When solid fuels at ambient temperature is exposed to an external heating source, the temperature of the exposed surface begins to increase. This moment can be described as the onset of the ignition process. Biomass fuels usually have higher volatile matter content than coals. The pyrolysis and combustion of volatile matter in biopellets played an important role in ignition of the solid fuels, taking up to 50% of the burnout time.[9,10,11]
Table 10 shows the images of the flames on the biopellets prepared from the mixed lignocellulosic biomass. When only the flames of the ignited biopellets were compared, it could be determined that the biopellets prepared by mixing the different woody biomass were better in terms of the intensity or size of the flames.

In Figs. 11-13, the biopellets prepared by mixing the CO showed a shorter ignition time and a longer combustion duration than the CO itself. The CO had a lower volatile content and higher fixed carbon content than the HR. Therefore, when the mixing ratio of the HR with higher volatiles was increased, the initial ignition time resulted in a shorter ignition time, but the mixing of the CO with higher carbon contents in the biopellets contributed to the increase of the combustion duration time. The biopellets prepared by mixing the MT and the TA with HR did not show negative factors in ignition timing and burning duration.
3.5 Thermogravimetric analysis
Thermogravimetric analysis is to quantitatively analyze the change in weight according to temperature for a biomass sample. When heat is applied to a solid combustible material, the weight reduction process takes place according to three steps. First, weight loss occurs due to evaporation of moisture contained in a combustible solid, and then the volatile matter is removed. Finally, complete combustion takes place, leaving only ashes.
Figs. 14-16 are graphs showing the thermogravimetric characteristics of the biopellets prepared from the different woody biomasses. Dehydration and endothermic reaction begin to occur while all biopellets absorb heat at around 250℃. Biopellets manufactured alone by the HR, the CO, the MT and the TA lost weight around 300℃, followed by devolatilization and oxidation of fixed carbon and a weight change of about 60% at 350°C occurred. After about 400℃, the weight loss of the biopellets occurred very slowly toward the end point of combustion.
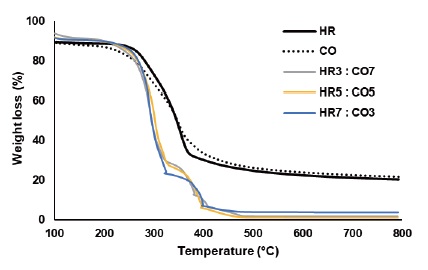
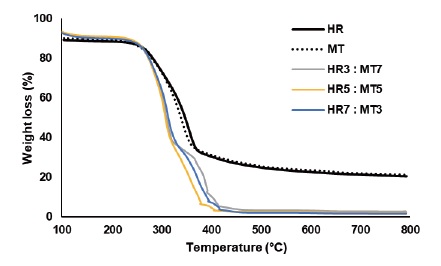
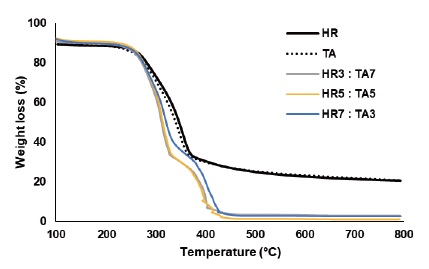
However, the biopellets prepared from the mixed lignocellulosic biomass occurred a rapid weight loss of 60-65% up to 320℃, and again changed the weight up to 400℃. Weight loss occurred at a lower temperature in all the biopellets prepared from the mixed lignocellulosic biomasses compared to the conventional unmixed biopellets, and the weight loss rate was also higher on average.
4. Conclusions
In this study, the biopellets, as a renewable energy source, were prepared together with hardwood chip residues (HR) by using the unused forest biomass, such as camelia seed oil cake (CO), mulberry tree (MT), and toothache tree (TA). All biopellets prepared by mixing with HR showed high durability and surface gloss with excellent pelletizing property. The biopellets prepared by mixing with HR showed a tendency to be lower than the fixed carbon content of the biomass itself but showed no remarkable difference or slightly increased carbon content. The biopellets produced by mixing with HR had durability equivalent to A1, the quality standard grade for wood pellet. The biopellets prepared by mixing with HR showed a tendency to increase as HR was mixed rather than the calorific value of the biomass itself, except for CO. The biopellets produced by mixing with HR had a shorter ignition time and longer duration of combustion than the biomass itself as the amount of volatile matter increased. It was confirmed that the biopellets prepared by mixing the unused woody biomass can be used as a valuable fuel that can replace imported wood pellets.
