

1. 서 론
목재 또는 다양한 바이오매스 자원으로 만들어지는 펄프섬유는 종이 등 지류제품의 주요한 원료로 활용되는 대표적인 친환경 원료 소재이다. 펄프섬유로 제조되는 지류제품은 사용 후 폐기 시 적절한 방식으로 처리되어 대부분 재활용됨에 따라 자원순환형 원료의 대표적인 사례가 되고 있으며 실제 다양한 종류의 고지는 제지공정 및 펄프몰드 제조공정에서 매우 중요한 원료로 활용되고 있다. 이렇게 다양한 펄프섬유의 종류들을 선정하고 개질하여 적절히 배합하는 것은 지류제품의 공정과 품질을 결정하는 매우 중요한 요소이다.1) 친환경 포장소재로서 그 활용성이 점차 커져가고 있는 펄프몰드에 있어서도 원료의 적절한 선정과 배합은 중요한 품질관리 및 신제품개발 요소라고 할 수 있다.
펄프몰드는 대체로 신문고지 또는 골판지고지를 주요원료로 사용하여 제조되고 있으며 식품포장 등에 사용되는 고품질 펄프몰드의 경우 표백펄프와 같은 고급펄프섬유를 이용하여 제조되고 있다. 펄프몰드의 생산성과 품질은 고지원료의 배합이나 첨가체 처리 등의2) 영향을 받으며, 대량생산용 습식펄프몰드 공정개선 및 건조에너지 절감을 위한 연구결과3,4)가 보고된 바 있다. 또한 저급 신문폐지의 적용을 위한 펄프몰드용 원료처리 방안과5) 다양한 바이오매스 섬유 원료들의 적용성에 대한 평가가 연구되었으며6-8) 기능성 부여를 위한 펄프몰드 표면 개질 연구9)도 수행된 바 있다.
펄프몰드의 주요 생산방식인 습식펄프몰드 제조는 폐지 및 펄프섬유를 해리하여 지료를 조성하고 일정한 형태의 금형 성형기를 이용하여 진공흡입 과정을 통해 제품을 성형한 후 건조시켜 펄프몰드제품을 생산하게 된다.10) 대체로 펄프몰드 제품은 평량 200 g/m2 이상, 두께 1 mm 이상의 두꺼운 시트상으로 제조되며 형태적으로 하나의 구조를 가지는 완제품으로 생산되어 각각의 생산품 개수를 기준으로 판매되고 있다. 사용되는 용도에 따라 펄프몰드 개체의 품질특성 즉, 요구되는 강도와 완충성, 벌크 등을 충족하기 위해서는 일정 수준의 두께와 평량을 가지는 펄프몰드를 제조하는 것이 필요하나 펄프몰드 공정비용의 상당부분을 차지하는 건조에너지 비용을 고려할 때 가능한 한 개별 제품의 평량을 낮게 유지하면서 요구되는 품질기준을 준수하는 것이 매우 중요한 제조기술이라고 할 수 있다. 그러나 현재까지 다양한 펄프몰드 원료별 배합에 따른 구조 및 품질변화에 대한 연구는 체계적으로 이루어지지 못한 상황이다. 현재 펄프몰드의 뛰어나 친환경성과 재활용성을 기반으로 다양한 수요와 신제품 개발 요구들이 증가하고 있기 때문에 원료의 선정과 적용에 의한 영향 평가 등을 포함한 체계적인 펄프몰드 제조 기반기술의 확보가 시급한 실정이다.
본 연구에서는 대표적인 펄프몰드 원료인 신문고지와 고급원료인 표백 활엽수펄프를 기반으로 하여 상대적으로 경제성이 우수한 침엽수 열기계펄프를 배합함에 따라 펄프몰드의 구조변화와 특성변화를 체계적으로 평가하였다. 특히, 저급원료로 인한 품질저하를 최소화하고 신제품 개발의 기반자료 확보를 위한 방안의 하나로 펄프섬유 종류 및 배합에 따른 영향을 알아보았다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 펄프몰드 제조용 표준원료로서 신문고지(ONP), 활엽수 표백펄프(Hw-BKP), 침엽수 열기계 펄프(Sw-TMP)를 실험실용 고해기를 이용하여 해리하였으며 각 지료의 여수도(CSF)는 신문고지지료는 450±5 mL CSF, 활엽수 표백펄프지료는 700±5 mL CSF, 소나무 열기계 펄프 지료는 450±5 mL CSF였다.
2.2 펄프원료 특성평가
본 실험에 사용된 각 펄프원료의 섬유특성은 L&W 사의 섬유장 분석기(L&W Fiber Tester Plus)를 사용하여 평가하였고 원료별 회분함량은 KS M ISO 1762:2004에 의거하여 525±25℃에서 4시간 동안 연소시킨 후 측정하였다. 각 원료섬유의 친수성 정도는 접촉각 측정기를 사용하여 평가하였다. 접촉각 평가를 위하여 각 원료섬유로 수초지를 제조하고 SEO사(Phoenix 150)의 접촉각 측정기(Phoenix 150, contact angle: 0-180±0.1°, frame: 70 frame/s., CCD Camera resolution: 640×480 pixels)를 이용하여 수초지 표면에 약 0.1 mL의 증류수를 떨어뜨려 접촉각을 측정하였다.
2.3 습식펄프몰드 제조
습식펄프몰드 공정에서는 진공성형공정을 통해 지필을 형성하고 이후 진공탈수공정 및 건조공정을 통해 제품을 생산하게 된다. 본 연구에서는 습식펄프몰드 공정의 모사를 위하여 실험실용 습식펄프몰드 파일롯 성형기를 제조하여 실험을 실시하였다.
습식펄프몰드 제조 시 지료의 농도는 0.46%로 일정하게 유지하고 지필형성 시 진공성형시간은 1초, 전체 진공탈수시간은 진공성형시간을 포함하여 10초로 균일하게 적용하였으며 진공압은 0.07 MPa로 조정하였다. 성형된 펄프몰드는 30 kg 롤 프레스를 사용하여 성형와이어 반대쪽 면으로 탈수가 이루어지도록 설정하였으며 쿠칭을 2회 실시한 후 160℃의 조건에서 열풍건조하여 펄프몰드 시편을 제조하였다. 습식펄프몰드 시편 제조 조건과 원료의 배합 조건은 Table 1, Table 2에 나타내었다.
2.4 습식펄프몰드 특성 평가
제조된 펄프몰드 시료는 TAPPI Standard T 402에 의거하여 온도 23±1℃, 상대습도 50±2%의 조건에서 최소 24시간 동안 조습처리 하였으며, 조습처리 이후 KS M ISO 5270:2014를 참조하여 평량, 밀도 및 벌크 특성을 평가하였다. 또한 전자주사현미경(field emission scanning electron microscope, FE SEM, Philips XL30 ESEM TMP)을 이용하여 배합비율별 펄프몰드 시편의 표면 섬유분포 및 구조를 관찰하였다.
2.5 최대수분흡수량 평가
각 펄프몰드 시료의 최대수분 흡수량은 제조된 펄프몰드 시편을 5 cm×5 cm 크기로 재단하고 증류수에 1초간 침지시킨 후 표면의 물기를 제거하여 흡수된 물의 무게를 측정하여 평가하였다.11) 시편의 무게당 흡수한 물의 양의 비로 최대수분흡수량을 나타내었다.
2.6 클렘 수분흡수속도 평가
펄프몰드 시편의 수분흡수속도를 평가하기 위하여 클렘(Klemm) 방법(ISO 8787)을 참조하여 실험을 실시하였다. 증류수가 채워진 항온수조의 수온을 23±1℃로 조절한 후, 폭 15 mm로 재단한 펄프몰드 시료의 한쪽 끝을 증류수에 담가 1분 동안 물을 흡수한 높이를 측정하여 흡수속도를 평가하였다.
2.7 포화 수분량 평가
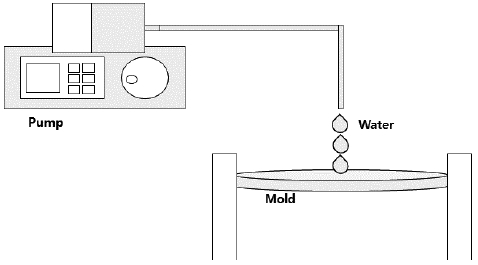
펄프몰드 시편에 대하여 물을 투하하였을 때 시편 내의 수분이 포화상태가 되어 외부로 배출되는 시점까지 흡수된 물의 양을 측정하여 각 시편의 포화 수분량을 평가하였다. 포화수분량은 시편의 물흡수 속도와 보수량, 수분의 확산속도 등에 의해 복합적으로 영향을 받는다. 본 연구에서는 포화 수분량 평가를 위하여 Fig. 1과 유사한 장치를 적용하여 직경 10 cm의 펄프몰드 시편을 바닥에서 약 10 cm 정도 떨어진 위치에 고정시킨 후 펄프몰드 위 약 5 cm 높이에서 4 mL/min 의 속도로 수분을 낙하시켰다. 이 때 투입되는 수분의 양과 속도를 정량펌프로 조절하고 펄프몰드 시편에서 포화된 수분이 배출되어 바닥에 낙하될 때까지 흡수한 물의 양을 측정하여 포화수분량을 평가하였다.
3. 결과 및 고찰
3.1 펄프 종류별 특성 평가 및 펄프몰드 시편의 표면구조 평가
본 연구에서 사용된 신문고지(ONP), 활엽수 표백펄프(BKP), 침엽수 열기계펄프(TMP)의 형태적 특성을 섬유장 분석기로 분석하여 Table 3에 나타내었다. 평균섬유장 길이는 원료별로 유의한 차이를 나타내지 않았지만 대체로 침엽수 열기계펄프의 평균 섬유장과 평균 섬유폭이 높게 나타났으며 미세분의 함량도 높게 나타났다. 신문고지의 경우 11 % 이상의 회분을 포함하고 있는 것으로 나타났고 이러한 높은 회분함량은 펄프몰드 구조 및 수분흡수에 영향을 미칠 수 있는 것으로 판단되었다.
Table 3.
The properties of the pulp stocks for wet pulp mold samples
| Mean length (mm) | Mean width (μm) | Fines (%) | Ash (%) | |
|---|---|---|---|---|
| BKP | 0.927 | 18.5 | 8.9 | 0.52 |
| ONP | 0.890 | 20.7 | 12.8 | 11.76 |
| TMP | 1.074 | 32.9 | 18.8 | 1.24 |
Fig. 2는 각 펄프섬유의 섬유장 분포를 보여주고 있는데, 열기계펄프의 경우 침엽수를 원료로 제조되기 때문에 섬유장 2 mm 이상인 섬유의 개수가 다른 펄프에 비해 많은 것으로 분석되었으나 기계적 처리로 인해 섬유의 분쇄가 상대적으로 많이 발생되어 미세분의 함량이 높게 나타났다. 신문고지의 경우 표백활엽수 펄프에 비하여 1 mm 이상의 섬유장을 가지는 섬유가 더욱 많이 분포하는 것을 볼 수 있었다.
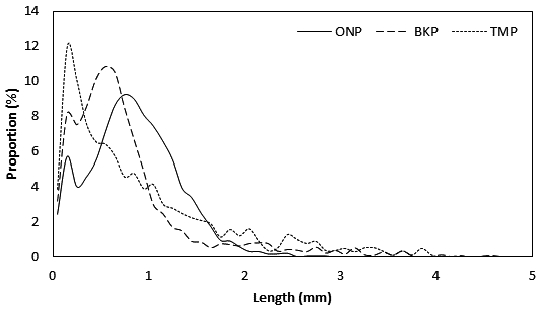
Table 4는 각 원료섬유들의 접촉각 측정결과를 나타낸 것이다. 모든 원료의 접촉각이 90° 이하의 친수성을 가지는 것으로 나타났으며 친수성 정도는 활엽수 표백펄프가 가장 크고 신문고지가 가장 낮은 것으로 나타났다. 활엽수 표백펄프의 경우 수분친화도 및 수분흡수속도가 매우 빨라서 적용된 물방울이 바로 흡수되기 때문에 접촉각의 측정이 불가능하였다.
Table 4.
The contact angle of the pulp stocks for wet pulp mold samples
| ONP | TMP | BKP | |
|---|---|---|---|
| Contact angle(°) | 70.64±4.57 | 63.17±6.54 | N.D. |
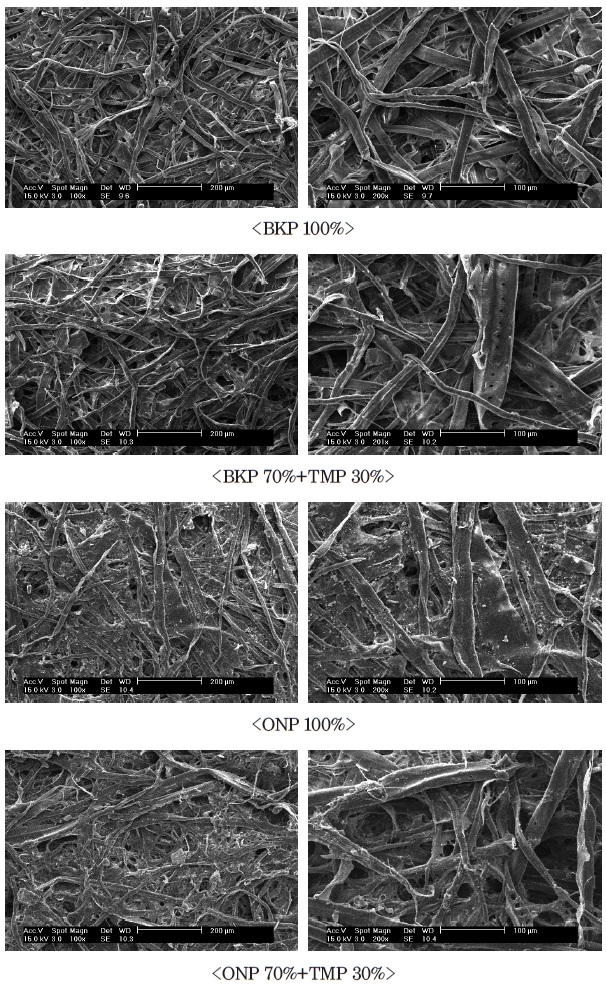
원료섬유의 배합비율에 따라 제조된 펄프몰드의 표면구조 변화를 전자현미경으로 관찰하였다. Fig. 3에서 보이는 바와 같이 신문고지를 사용한 펄프몰드의 경우 활엽수 표백펄프로 제조한 시료에 비해 크기와 형태가 더욱 다양한 섬유들과 입자상 물질들로 구성되어 있는 것을 볼 수 있었다. 열기계펄프를 30% 첨가하여 제조한 경우 크기가 큰 섬유들이 관찰되고 동시에 미세섬유들도 더욱 많이 관찰되었다.
3.2 펄프 종류 및 배합에 따른 펄프몰드 구조변화
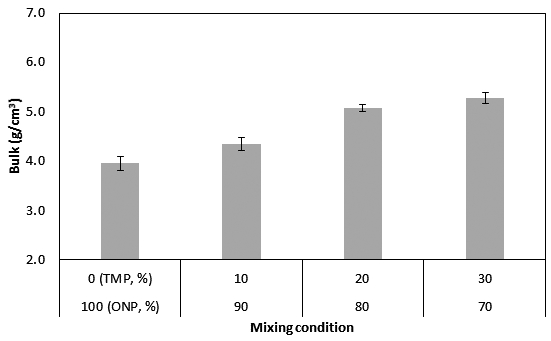
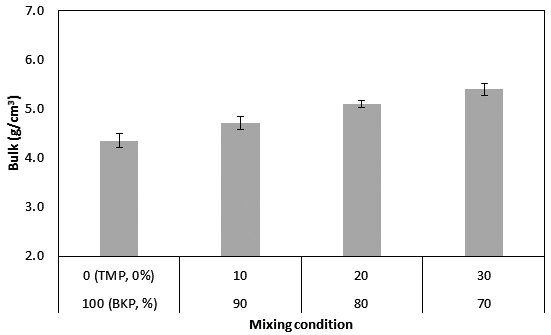
침엽수 열기계펄프 배합비율에 따른 펄프몰드 시편의 벌크변화를 평가하여 Fig. 4와 Fig. 5에 나타내었다. 두 지료 모두에서 침엽수 열기계펄프의 첨가량이 증가할수록 벌크가 증가하는 것을 확인할 있었다. 이는 침엽수 열기계펄프에 존재하는 상대적으로 섬유장이 길고 섬유폭이 넓은 섬유들에 의한 영향으로 판단되었다.12)
3.3 펄프 종류 및 배합에 따른 최대수분 흡수량 변화
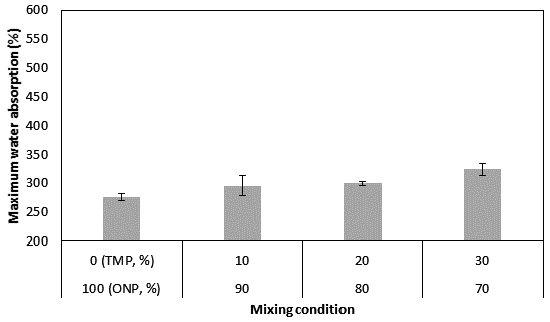
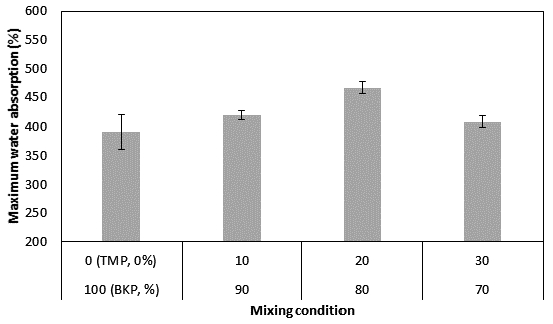
각 원료조건별로 제조된 펄프몰드 시편을 증류수에 침지하여 최대수분 흡수량을 측정하였다. Fig. 6과 Fig. 7에 나타난 바와 같이 최대수분 흡수량은 활엽수 표백펄프를 기반으로 제조된 펄프몰드에서 신문고지에 비해 높은 값을 나타났다. 열기계펄프 배합비 증가에 따라 활엽수 표백펄프 펄프몰드의 최대수분 흡수량은 지속적으로 증가하였고 20% 배합조건에서 최대수분 흡수량을 나타냈다. 30% 배합조건에서는 최대수분 흡수량이 감소하는 결과를 나타내었는데, 이는 상대적으로 소수성을 나타내는 열기계펄프의 영향으로 판단되었다.
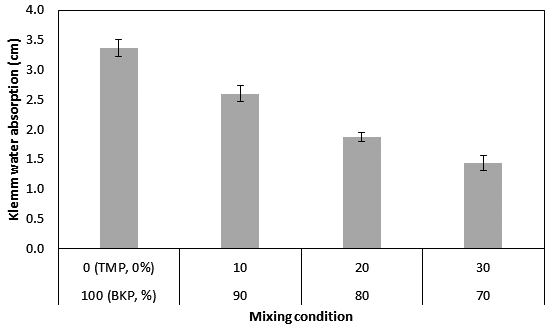
3.4 펄프 종류 및 배합에 따른 클렘 수분흡수속도 변화
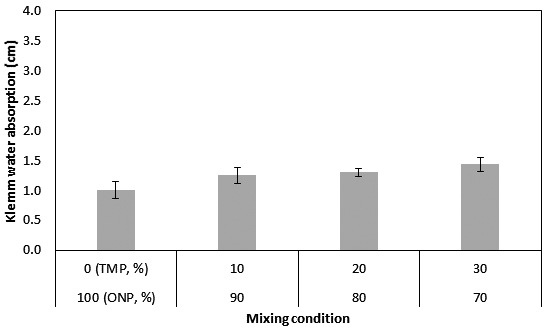
펄프몰드 시편을 일정 크기로 재단하여 한쪽 면을 물속에 침지하였을 때 일정시간 동안 물이 흡수되어 올라가는 높이로써 수분흡수속도를 평가하는 클렘 수분흡수속도 평가결과를 Fig. 8과 Fig. 9에 나타내었다. 활엽수 표백펄프로 제조된 경우 신문고지로 제조된 펄프몰드 시편보다 수분흡수속도가 크게 나타났다. 열기계펄프를 첨가하는 경우 신문고지 시편의 경우에는 흡수속도가 다소 상승하는 경향을 보였지만 활엽수 표백펄프의 경우 수분흡수속도가 크게 감소하는 경향을 나타냈다. 이러한 경향은 수분확산과 이동의 주요영향인자인 친수성의 정도가 각 원료별로 다르기 때문인 것으로 판단되었다. Table 4의 접촉각 측정결과에서도 설명된 바와 같이 활엽수 표백펄프의 친수성이 가장 높고 반대로 신문고지의 친수성이 가장 낮은 특성에 의해 수분흡수속도가 활엽수 표백펄프에서 높게 나타나는 것으로 판단되었다.
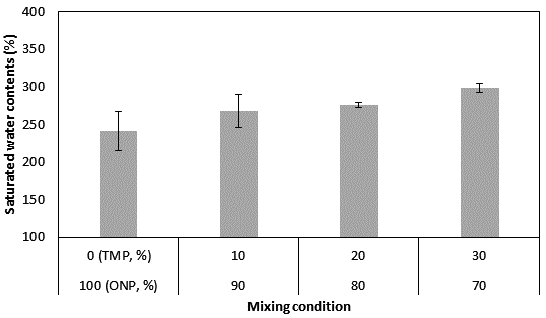
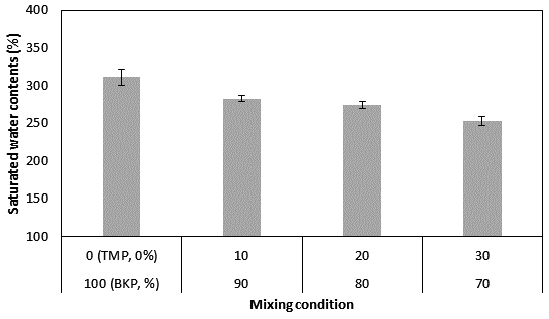
3.5 펄프 종류 및 배합에 따른 포화 수분량 변화
펄프몰드의 포화수분량은 일정한 높이에서 투하된 물이 펄프몰드에 흡수되면서 포화되어 외부로 배출될 때까지 흡수된 물의 양을 시험편의 무게에 대비하여 평가하였다. 포화수분량은 펄프몰드가 흡수한 물을 펄프몰드 구조 내에 보수하는 능력과 함께 수분의 두께방향 흡수속도 및 흡수된 물의 평면방향으로의 확산속도가 모두 영향을 미치는 것으로 판단된다. Fig. 10과 Fig. 11에서 볼 수 있듯이 열기계펄프를 배합하기 전 활엽수 표백펄프 펄프몰드의 포화수분량이 신문고지 펄프몰드보다 높게 나타났는데 열기계펄프의 배합비율이 증가함에 따라 신문고지의 경우에는 포화수분량이 증가하고 활엽수 표백펄프의 경우에는 감소하는 특성을 나타내었다. 이러한 경향은 클렘 수분흡수속도와 유사한 경향을 보여주는 것으로 활엽수 표백펄프에 비하여 상대적으로 미세분이 많고 친수성이 약한 열기계펄프의 배합비 증가에 따른 펄프몰드 구조의 수분보수력 감소와 평면방향 수분확산의 감소로 인한 것으로 판단된다.
4. 결 론
본 연구에서는 펄프몰드 제조에 주로 활용되는 신문고지와 활엽수 표백펄프를 기반으로 침엽수 열기계펄프를 배합하여 각각의 지료를 제조하고 실험실용 습식펄프몰드 제조장치를 활용하여 펄프몰드 시편을 제작해 원료의 배합비율이 펄프몰드의 구조 및 수분흡수 특성에 미치는 영향을 평가하였다. 열기계펄프의 배합비가 증가함에 따라 신문고지와 활엽수 표백펄프의 펄프몰드의 벌크가 비례적으로 증가하는 것을 확인할 수 있었다. 최대수분량의 경우 활엽수 표백펄프 시편에서 높게 나타났으며 열기계펄프의 첨가량 20% 조건까지 증가하는 경향을 보였다. 클렘 수분흡수속도와 포화수분량의 경우 친수성이 높은 활엽수 표백펄프 펄프몰드에서 더 높은 값을 나타내었고 열기계펄프의 배합에 따라 수분흡수속도가 감소하는 것을 확인할 수 있었다. 이와는 반대로 신문고지 펄프몰드에서는 열기계펄프의 첨가에 의해 수분흡수속도가 증가하는 경향을 나타내는 것을 확인할 수 있었다. 본 연구를 통하여 펄프원료의 특성에 따라 펄프몰드의 구조 및 수분흡수특성이 상이하게 나타나는 것을 확인할 수 있었고 향후 적절한 펄프원료의 배합을 통하여 펄프몰드의 구조와 수분흡수성 등의 기능성 조절기술개발을 위한 기반자료가 될 수 있을 것으로 판단된다.
