

1. 서 론
셀룰로오스는 지구상에 존재하는 가장 풍부한 바이오매스로 환경 및 자원절감 차원에서 바이오매스 자원의 이용에 대한 관심이 급증하면서 바이오매스 물질로서 셀룰로오스를 활용하는 연구가 활발히 진행되고 있으며, 특히 물리화학적으로 나노화된 나노셀룰로오스를 활용한 연구가 활발히 진행되고 있다. 나노셀룰로오스는 장폭비(aspect ratio)가 높고 비표면적이 넓어 강도적 특성이 우수하고 수분 및 공기 등에 대한 차단성이 우수한 재생 가능한 생분해성 물질이다. 또한 비중이 낮고 광학적으로 투명한 특징을 가지며 높은 화학적 개질반응성을 가진다. 이와 같은 나노셀룰로오스는 제법 및 원료에 따라 크게 나노피브릴 셀룰로오스(nanofibrillated cellulose, NFC 혹은 microfibrillated cellulose, MFC), 셀룰로오스 나노크리스탈(cellulose nanocrystals, CNC), 박테리아 나노셀룰로오스(bacterial nanocellulose, BNC)로 구분된다. 2) 이들 중 MFC 및 NFC는 고압의 호모게나이징, 그라인딩, 리파이닝 등의 강한 기계적 처리에 의해 제조되는데, 3, 4) 기계적 처리에 따른 에너지 소비가 많다는 단점이 있다. 이를 극복하기 위하여 TEMPO 산화처리, 고해처리, 알칼리 팽윤처리, 효소처리 등 에너지 소비율을 감소시키기 위한 다양한 전처리들이 적용되고 있다. 2, 5- 7) 최근에는 나노셀룰로오스 제조 시 새로운 전처리제로서 현재 친환경 대체용매로서 주목받고 있는 공융용매(deep eutectic solvent, DES)를 활용하는 연구가 시도되고 있다. 일례로, Sirviö 등은 염화콜린(choline chloride)과 요소(urea) 기반의 DES 전처리가 목재 셀룰로오스의 나노피브릴화에 미치는 영향에 대한 연구에서 DES 전처리가 셀룰로오스의 나노피브릴화를 촉진시키지만 DES 처리 후 셀룰로오스의 원래 점도와 유사한 수준의 점도를 가지는 MFC가 제조된다고 보고하였으며, 8) 염화콜린과 유기산 기반의 산성 DES 전처리를 통한 CNC 제조 연구에서는 산성 DES가 CNC 제조를 위한 효율적인 가수분해 용매임을 보고하였다. 9)
DES는 분자 간 수소결합을 형성하는 두 가지 이상의 고체 혹은 액체 물질들의 혼합물로 혼합물질들 간의 분자 간 수소결합 형성에 의해 상온에서 쉽게 액화된다. 당, 알코올, 유기산, 아미드 등 천연물질들을 원료로 하여 제조되며, 제조방법이 간단하고, 별도의 정제과정을 요구하지 않기 때문에 생산단가가 저렴하다. 이와 같은 DES는 재생이 가능하고 생분해성이며, 무독성, 비인화성, 비휘발성 등의 성질을 가지고 있어 안정성이 우수하다. 또한 구성성분들의 물리화학적 성질을 그대로 가지고 있기 때문에 조성 물질 및 비율 등을 조절하여 다양한 용도로 사용할 수 있다. 10- 15) 따라서 리그노셀룰로오스 바이오매스 물질의 추출 및 분리 등을 위한 친환경 대체용매로서 적용 가능성이 클 것으로 판단된다.
본 연구에서는 나노셀룰로오스 제조에 DES를 적용하는 연구의 일환으로 MFC 제조 전처리에 대한 DES의 이용 가능성을 타진해 보기 위해 베타인(betaine)과 옥살산 2수화물(oxalic acid dihydrate) 기반의 DES를 활엽수 표백크라프트 펄프(hardwood bleached kraft pulp, BwBKP)에 전처리하고, DES 처리 유무에 따른 섬유 특성 및 그라인딩 특성을 비교 분석하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 브라질산 유칼립투스 활엽수 표백크라프트펄프를 펄프 시료로서 사용하였다. 또한 DES 제조를 위한 HBD 시약으로 옥살산 2수화물(C2H 2O4H• 2H2O, 100%, analytical reagent)을, HBA 시약으로 베타인(C 5H11NO2, 98%, analytical reagent)을 사용하였다.
2.2 실험방법
2.2.1 공융용매 제조
본 연구에서는 셀룰로오스와 반응하는 것으로 보고된 9) 옥살산과 베타인 기반의 DES를 사용하였는데, BO DES는 옥살산 2수화물과 베타인의 몰비를 1:1로 잘 혼합한 후 투명한 액체가 될 때까지 70°C의 온도에서 일정 속도로 교반하여 제조하였다.
2.2.2 공융용매 전처리 및 그라인딩
먼저 적정 DES 전처리 조건을 찾기 위해 공융용매와 물의 혼합비율, 처리온도, 처리시간 등을 달리하여 HwBKP를 전처리한 후 각 조건에 따른 섬유특성 변화를 비교분석하였다. 자세한 전처리 실험조건들은 Table 1과 같다.
Table 1.
DES treatment factors for establishing desirable pre-treatment conditions
전처리 조건별 실험결과를 기반으로 설정된 조건에서 HwBKP를 BO DES로 전처리한 후, 그라인더(Supermasscolloider, Masuko Sangyo, Japan)를 이용하여 기계적 처리를 실시하였다. 자세한 DES 전처리 및 그라인딩 실험조건은 Table 2와 같다.
Table 2.
DES pre-treatment and grinding conditions
2.2.3 섬유특성 분석
L&W Fiber Tester(Lorentzen & Wettre, Sweden)를 사용하여 BO DES 전처리 및 그라인딩 처리한 섬유시료들의 섬유폭 및 섬유장, 섬유컬 등의 형태학적 특성을 분석하였으며, TAPPI method T230에 의거하여 각 셀룰로오스 섬유들의 CED 점도를 분석하였다.
2.2.4 그라인딩 효율 분석
L&W Fiber Tester(Lorentzen & Wettre, Sweden)를 이용하여 fibril area를 측정하여 BO DES 전처리 및 그라인딩 처리에 따른 펄프 섬유들의 소섬유화(fibrillation) 특성을 비교 분석하였으며, 저전단 점도계(Brookfield, USA)를 이용하여 각 조건별 펄프 슬러리의 점도를 비교 분석하였다. 펄프 슬러리 점도 측정은 1% 펄프 농도, 25°C 온도, 100 rpm Spindle(no.63) 회전속도의 조건에서 이루어졌다. 또한 그라인딩 시 소비되는 펄프 단위중량당 에너지 소비를 분석하기 위해 투입된 펄프의 양(전건무게), 그라인더의 전압, 부하전류, 체류 시간 등을 측정하여 다음 Eq. 1로 환산하였다.
BO DES 전처리 및 그라인딩 처리에 따른 각 펄프 섬유의 형태 변화를 관찰하기 위해 주사전자현미경(FE-SEM, HITACHI, Japan)을 사용하였으며, 분석 시 가속전압(accelerating voltage)은 15.0 kV이었다. SEM 분석을 위한 시료는 동결건조기(Freeze dryer, Operon, Korea)를 이용하여 동결 건조하여 준비하였다.
3. 결과 및 고찰
3.1 BO DES 전처리 온도, 시간, 공융용매 비율에 따른 섬유특성 변화
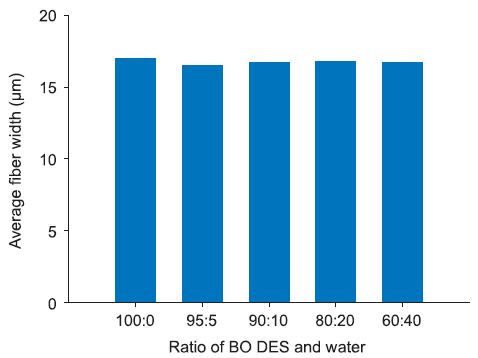
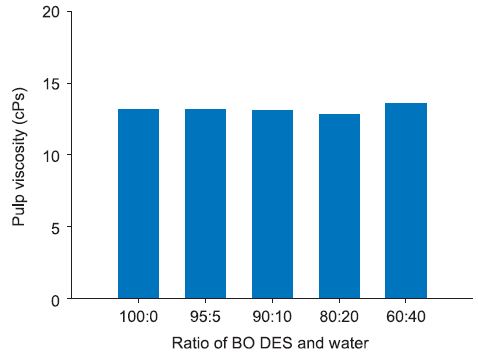
온도, 시간, 공용매 비율 등 BO DES 처리조건에 따른 섬유특성 변화를 평가하기 위해 섬유폭 변화를 분석한 결과를 Fig. 1에 나타냈다. 그림에서 보는 바와 같이 BO DES 처리에 의한 섬유폭 변화는 발생하지 않은 것으로 나타났다. 반면 Fig. 2에서 보는 바와 같이 BO DES처리에 의해 펄프 섬유의 점도가 감소되었다. 즉 BO DES 처리에 따라 셀룰로오스의 분해가 발생되었다. 또한 이와 같은 점도 저하는 처리시간 및 온도에 비례하였다. BO DES의 구성 성분인 옥살산은 셀룰로오스의 분해를 일으킬 수 있다. 16) 따라서 셀룰로오스의 분해를 최소화하면서 그라인딩 효율을 개선시킬 수 있는 온화한 전처리 조건을 선정할 필요가 있다. 이에 본 연구에서는 BO DES 전처리 조건으로 셀룰로오스 섬유의 분해가 가장 적게 발생한 60°C, 1시간을 전처리를 위한 처리온도 및 시간으로 설정하였다. Figs. 3-4는 60°C에서 1시간 동안 BO DES와 물의 비율을 달리하여 처리하였을 때의 섬유의 섬유폭 및 점도 변화를 분석한 결과이다. 그림에서 보는 바와 같이 공융용매 비율에 따른 섬유폭 및 점도 차이는 발생되지 않았다. 따라서 BO DES 전처리를 위해 물을 혼합하지 않은 공융용매만을 처리하는 것으로 설정하였다.
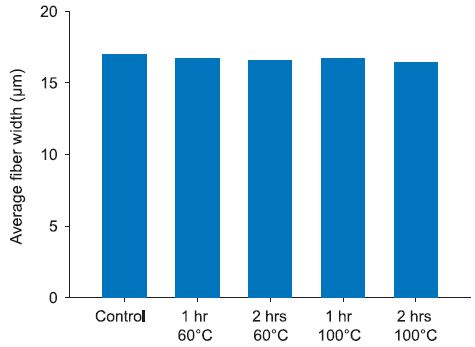
Fig. 1.
Changes in the average fiber width of HwBKP at different temperatures and times during BO (oxalic acid dihydrate & betaine) DES treatment.
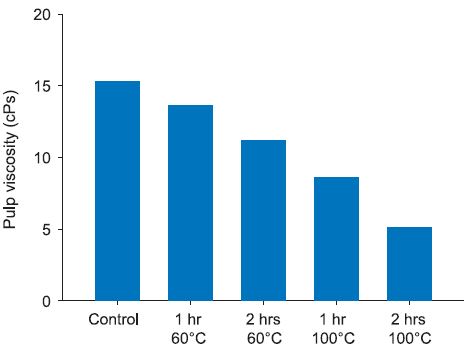
Fig. 2.
Changes in the CED viscosity of HwBKP at different temperatures and times during BO (oxalic acid dihydrate & betaine) DES treatment.
3.2 BO DES 전처리에 따른 그라인딩 특성 변화
3.2.1 소섬유화 특성
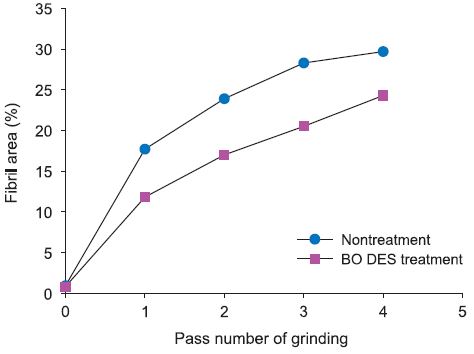
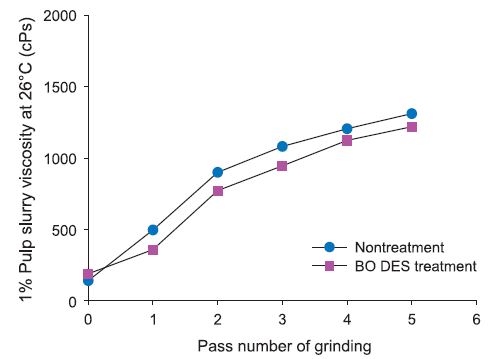
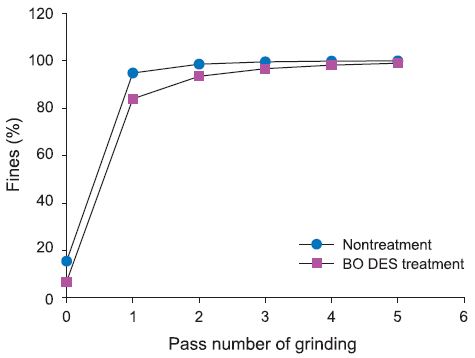
BO DES 전처리 유무가 HwBKP 섬유의 그라인딩 시 소섬유화 특성에 미치는 영향을 평가하기 위해 fibril area를 분석한 결과는 Fig. 5에 나타내었다. 그림에서 보는 바와 같이 그라인더 통과횟수 즉 그라인딩 시간이 증가할수록 펄프 섬유의 fibril area가 증가되어 섬유가 소섬유화되었음을 알 수 있었다. 특히 BO DES를 전처리하지 않은 시료의 소섬유화 특성이 처리한 경우보다 높게 나타났다. Fig. 6은 그라인딩에 따른 펄프 슬러리의 점도를 분석한 결과이다. 일반적으로 펄프 슬러리의 점도는 기계적 처리 후 생성되는 섬유 피브릴 정도를 평가할 수 있는 간접적인 척도로써 사용된다. 그림에서 보는 바와 같이 그라인딩 회수가 증가할수록 펄프 슬러리의 점도가 증가하여 그라인딩에 따라 펄프가 소섬유화되는 것을 알 수 있었다. BO DES 전처리 유무에 따른 펄프 슬러리의 점도변화는 fibril area의 경우에서와 마찬가지로 전처리하지 않는 시료의 점도가 보다 높게 나타나 BO DES를 전처리하지 않은 시료의 소섬유화 효율이 보다 높게 나타났다. BO DES 처리를 실시함에 따라 섬유를 구성하고 있는 헤미셀룰로오스 및 저분자량의 셀룰로오스가 분해, 추출되는데, 이 경우 섬유표면의 음이온성 전하밀도가 감소하고 그라인딩 초기의 지료 점도가 저하되기에 섬유의 응집이 조장되는 이유로 그라인딩 효율이 미처리 지료보다 저조하였다고 판단된다. BO DES의 구성 성분인 옥살산은 가장 강력한 유기산 중의 하나로 헤미셀룰오스와 셀룰로오스를 분해시킬 수 있으며, 특히 헤미셀룰로오스의 가수분해를 촉진시킬 수 있다. 16, 17) 또한 Fig. 7에서 보는 바와 같이 BO DES 처리한 펄프 섬유의 미세분 함량이 미처리한 펄프 시료보다 낮게 나타났다. 이러한 결과로 보아 DES 처리에 의해 미세분이 추출, 손실되는 것으로 판단된다.
3.2.2 에너지 소비율
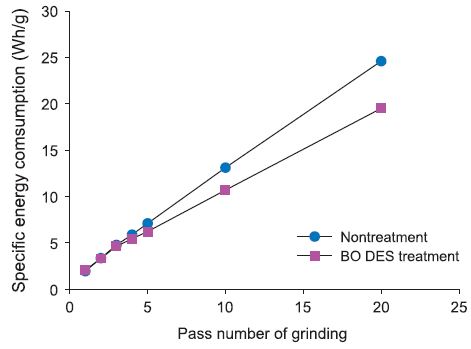
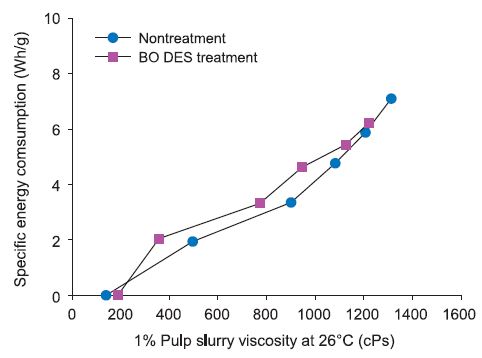
BO DES 전처리 유무가 HwBKP 섬유의 그라인딩 시 소비되는 에너지량에 미치는 영향을 평가하기 위해 투입된 펄프의 양, 그라인더의 전압, 부하전류, 체류 시간 등을 측정하여 펄프 단위중량당 에너지 소비량을 분석한 결과를 Figs. 8-9에 나타내었다. Fig. 8에서 보는 바와 같이 그라인딩 횟수가 증가할수록 소비되는 에너지량 또한 증가하였으며, 미처리 시료의 에너지 소비율이 BO DES 전처리한 펄프 시료보다 높게 나타났다. 그러나 그라인딩 시 BO DES 처리 유무에 따라 소섬유화 특성이 다르므로 보다 정확한 비교 분석을 위해 소섬유화율에 따른 에너지 소비율을 살펴볼 필요가 있다. 이에 펄프 슬러리 점도에 따른 에너지 소비량 변화를 Fig. 9에 나타내었다. 그림에서 보는 바와 같이 동일 펄프 슬러리에서의 에너지 소비량은 BO DES 전처리한 펄프 섬유가 미처리한 시료보다 소폭 높았으나 그 차이는 미미하였다.
3.2.3 펄프 점도
BO DES 전처리 유무가 HwBKP 섬유의 그라인딩 시 셀룰로오스 분해 특성에 미치는 영향을 평가하기 위해 펄프 점도를 분석한 결과는 Figs. 10-11에 나타내었다. Fig. 10에서 보는 바와 같이 그라인딩 횟수가 증가할수록 펄프 섬유의 점도가 감소되었는데, BO DES 전처리한 펄프의 점도 감소 폭은 미처리 시료에 비해 낮게 나타나 BO DES 전처리가 그라인딩 시 셀룰로오스 섬유의 분해를 감쇠시키는 것으로 나타났다. 이러한 결과는 Sirviö 등 8) 의 연구에 상응하는 결과로, Sirviö 등 8) 에 의하면 DES 처리는 비 가수분해 방법으로 염화콜린-요소(choline chloride-urea) 기반의 DES를 전처리한 펄프 섬유를 그라인딩하여 점도 손상이 거의 발생되지 않은 나노화 셀룰로오스 섬유 제조가 가능하다고 보고하였다.
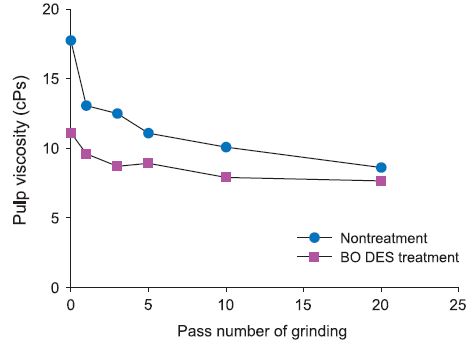
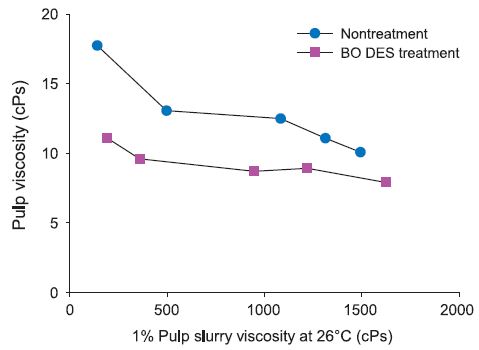
Fig. 11.
Changes in CED viscosity versus 1% pulp slurry viscosity according to BO DES pre-treatment during grinding of HwBKP.
동일한 소섬유화율을 가지는 MFC를 제조하는데 발생되는 셀룰로오스의 분해 정도를 분석하기 위해 그라인딩한 펄프 슬러리 점도에 따른 펄프 점도 변화를 Fig. 11에 나타내었다. 그림에서 보는 바와 같이 그라인딩 시 펄프 슬러리 증가에 따른 펄프 점도 변화 역시 상기한 바와 같이 DES 전처리한 섬유의 감소폭이 미처리한 시료보다 낮게 나타났다.
4. 결 론
베타인-옥살산 공융용매(betaine-oxalic acid dihydrate deep eutectic solvent, BO DES) 전처리가 MFC 제조효율에 미치는 영향을 평가한 결과 다음과 같은 결론을 얻을 수 있었다.
1. BO DES 전처리한 펄프 섬유의 소섬유화 특성이 미처리한 펄프 섬유보다 낮게 나타났다. 이러한 결과는 BO DES 처리에 의해 섬유 내 헤미셀룰로오스 및 저분자량의 셀룰로오스가 분해, 추출되는데, 이 경우 섬유 표면의 음이온성 전하밀도가 감소하고 그라인딩 초기의 지료의 점도가 감소되므로 섬유의 응집이 조장되는 이유로 그라인딩 효율이 미처리 지료보다 저조하였다고 판단된다.
2. 동일한 슬러리 점도를 가지는, 즉 동일한 소섬유화 특성을 가지는 MFC를 제조하는데 소비되는 에너지가 BO DES를 처리한 섬유의 경우가 미처리한 경우보다 소폭 높았으나 그 차이는 미미하였다.
3. BO DES 처리에 의해 셀룰로오스 분해가 발생되었으나, 그라인딩에 의한 셀룰로오스 분해는 BO DES 전처리한 섬유의 경우가 미처리한 경우보다 낮게 나타났다.
