

1. Introduction
2. Materials and Methods
2.1 Materials
2.2 Beating and sheet forming using water and alcohol
2.3 Gas grafting of each sheet samples
2.4 Cellulose-PP composite manufacturing
2.5 Analysis of cellulose-PP composite
3. Results and Discussion
3.1 Comparison of grafting efficiency by handsheet type
3.2 Changes in physical properties of composite due to hydrophobization pretreatment of fibers
3.3 Morphological results of cellulose-PP composite
4. Conclusions
1. Introduction
With the recent increase in plastic usage contributing to environmental pollution, countries worldwide are making efforts to reduce plastic consumption. Global plastic production has risen steadily, increasing approximately seven-fold from 50 million tons in 1976 to 367 million tons in 2020, with projections suggesting it will quadruple by 2050 compared to that in 20201) As regulations aimed at reducing plastic production strengthen, there have been calls to replace common plastic interior materials in vehicles with eco-friendly alternatives based on natural materials.2) For example, bio-based plastic composites derived from natural materials are eco-friendly alternatives that are either biodegradable or can replace existing plastics using plant-derived resources.
Cellulose, a representative plant-derived natural material with excellent mechanical properties, low density, and biodegradability, is a linear chain of glucose linked by β-1,4 glycosidic bonds. It is polar because it contains hydroxyl groups at carbons 2, 3, and 6 of glucose, a monomer.3,4,5) However, in polymer composite manufacturing, cellulose fibers struggle to mix well with nonpolar polymer resins due to fiber flocculation caused by the polar surface of cellulose. To address this issue and enhance the strength of bioplastic composites, the primary approach involves improving the compatibility of cellulose with hydrophobic polymers using compatibilizers.6) A common method to enhance the compatibility of polypropylene (PP), a nonpolar polymer, is to improve interfacial by adding maleic anhydride-modified PP (maleic anhydride-grafted polypropylene, MAPP).7,8,9) The reaction mechanism of MAPP is illustrated in Fig. 1. However, there are concerns that while MAPP improves adhesion at the interface, it may not effectively promote mixing between nonpolar polymer resins and fibers, potentially preventing an increase in the melt viscosity of composite resins owing to the introduction of fibers.

Therefore, in this study, unlike existing MAPP, new technology for modifying the surface of cellulose fibers that can improve the fiber dispersibility of cellulose-PP composites and increase melt flow index (MFI) was sought to explore.
The hydroxyl groups of cellulose can undergo chemical surface modification through processes such as etherification, esterification, crosslinking, and graft copolymerization.5,10) In France, Samain11) developed a technique called chromatogenic technology to hydrophobize the surface of hydrophilic cellulose with hydroxyl groups using gas grafting with fatty acid chlorides. Chromatogenic technology forms ester bonds by reacting gaseous fatty acid chlorides with hydroxyl groups, which can be used to modify the surface of cellulose.12)
Methods prior to chromatogenic technology to form ester bonds between fatty acids and cellulose have primarily involved liquid-phase reactions using organic solvents.13,14,15) However, Berlioz et al.16) reported that a gas-phase grafting reaction using fatty acid chlorides could form ester bonds with the hydroxyl groups of cellulose. Choi et al.17) compared the gas-grafting efficiency of fatty acid chlorides with different alkyl chain lengths and observed that longer alkyl chains resulted in higher hydrophobization efficiency. Fibers hydrophobized by reacting with the hydroxyl groups on the cellulose surface using gaseous fatty acid chlorides can be uniformly dispersed in plastics. Lee et al.18) reported that the flexural strength of bioplastics improved with increasing reaction time and temperature during the gas grafting of cellulose fibers for plastic composite manufacturing. Typically, gas grafting of chlorinated fatty acids was performed on fluffy fibers made from cellulose pulp to hydrophobize cellulose fibers for incorporation into plastic composites. However, in this case, the large volume of fluffed cellulose fibers poses transportation challenges and necessitates the construction of separate equipment capable of processing substantial amounts of raw materials for the gas-grafting hydrophobization treatment of fluffed fibers. To overcome these challenges, the hydrophobization of cellulose fibers can be achieved using equipment developed for the gas grafting of sheet using the existing reel-to-reel method. Cellulose fibers are molded into sheet, hydrophobized, and then fluffed to produce fluffy fibers, effectively addressing the aforementioned challenges.
During the sheet-forming process, hydrogen bonds are formed between fibers through dewatering and drying.19,20,21,22,23,24) However, a disadvantage of this process is that many hydroxyl groups participate in the formation of hydrogen bonds between the fibers constituting the sheet, thereby reducing the number of hydroxyl groups available to react with fatty acid chlorides. Additionally, during paper sheet formation, the availability of hydroxyl groups for the reaction decreases as surface fibrils matt down on the fiber surface through the drying process.
Since the hydrophobization efficiency of fibers must be high for good dispersion when forming a plastic composite, the following method was proposed. It was expected that the use of alcohol with low surface tension during paper manufacturing would prevent surface fibrils from matting down on the surface even after drying, thereby facilitating the production of bulky sheets. Consequently, increasing the substitution of hydroxyl groups with alkyl chains is expected to increase the hydrophobization efficiency. Hence, we attempted to improve the hydrophobization efficiency of cellulose sheets through gas grafting by increasing the specific surface area of the fibers. This involved manufacturing paper sheets by replacing the water in the cellulose fiber stock with ethanol during sheet molding to prevent the macrofibrils from matting down on the fiber surface.
Therefore, in this study, we attempted to confirm and compare the effect of surface hydrophobization treatment of cellulose fibers through gas grafting of sheets rather than fibers instead of the existing compatibilizer added to cellulose fiber PP composites. In addition, we sought to determine the change in the degree of hydrophobization by gas grafting according to the change in the degree of matting down of the fibrils on the surface of the cellulose fiber.
2. Materials and Methods
2.1 Materials
In this study, bleached hardwood kraft pulp (Moorim P&P, Korea) was provided in a dried lap form and used as the raw material for cellulose sheets. PP (Adstif HA5029, Lyondell Basell, USA) was used to manufacture the composite material. The density of polypropylene is 0.90 g/cm3, with a MFI range of 65 g/10 min for 2.16 kg load at 230°C and a deflection temperature under load of 140°C at 0.46 N/mm2, as utilized in this study. MAPP (IRUBOND100, Iruchem, Korea) was used to investigate the effect of compatibilizers on the interfacial adhesion between the cellulose fiber and PP.
In contrast to the process for conventional handsheet molding, ethyl alcohol (Daejeong Chemicals & Metals, Korea) was used for papermaking instead of water. Palmitoyl chloride (ACROS, Italy) was used as the fatty acid chloride for gas grafting. The molecular weight of palmitoyl chloride is 247.87 g/mol, with a melting point range of 11–13°C and a boiling point range of 88–99°C, as utilized in this study. Petroleum ether (Daejeong Chemical Metals, Korea) was used as the diluting solvent for palmitoyl chloride during grafting. Acetone (Daejeong Chemicals & Metals, Korea) was utilized as the washing solvent to remove the excess fatty acids from the sheet after gas grafting.
2.2 Beating and sheet forming using water and alcohol
The cellulose fibers were beaten to 500 mL CSF (Canadian standard freeness) using a laboratory valley beater and then used to make sheets. The freeness was measured according to TAPPI Standard T227 om-99. During handsheet manufacturing, there was a concern about potential differences in the physical properties of the sheet owing to the varying fines retention between the alcohol-forming and water-forming processes. To prevent these differences in physical properties due to fines between the handsheets molded with water and alcohol, the fines having size below 75 µm in the stock were removed by hyperwashing. After hyperwashing the beaten fibers, the fiber suspension was dispersed in ethyl alcohol for alcohol-based sheet molding and in water for water-based sheet molding at a consistency of 0.3%. Handsheets with a target basis weight of 100 ± 1 g/m2 were manufactured using a square handsheet former (30 × 30 cm2) with each stock as a raw material. To compare the exposure of the number of hydroxyl groups in water and alcohol sheets, the water retention value (WRV) of sheet was measured by TAPPI (Technical Association of the Pulp and Paper Industry) method (TAPPI UM 256 2011). Both sheets were immersed in water and then dewatered using centrifugal force at 900 G for 30 min. The dewatered wet sheet was weighed. Subsequently, it was dried in a dryer at 105°C for 24 h, and then the dried sheet was re-weighed. The WRV of each sample was calculated using Eq. [1],
where A is the dewatered wet sheet weight and B is the dried sheet weight.
2.3 Gas grafting of each sheet samples
The handsheets were immersed in a solution of palmitoyl chloride diluted in petroleum ether to a concentration of 1%. After dipping, the handsheets were removed and the petroleum ether was allowed to evaporate. Subsequently, the handsheets were pressed using a hot press at 200°C for the upper plate and 100°C for the lower plate, with a pressing pressure of 400 gf/cm2 for a grafting time of 6 s. Following gas grafting by hot pressing, acetone washing was performed to remove any unreacted palmitoyl chloride and free palmitic acid remaining on the sheets. The washed sheets were then subjected to ultrasonic cleaning for 15 min using an ultrasonic cleaner (JAC Ultrasonic 4020; Jinwoo, Korea). Finally, the washed sheets were impregnated with acetone and stirred for 2 min using a shaker further to remove any unreacted palmitoyl chloride and palmitic acid.
To quantitatively analyze the content of grafted palmitic acid and residual free palmitic acid in the sheet, unreacted palmitic acids in the sample, as well as palmitic acids derived from palmitoyl chloride that reacted with the hydroxyl groups of cellulose fibers, were extracted and separated by Soxhlet extraction and saponification following the research methodology outlined by Choi et al.12) Subsequently, gas chromatography (GC, 8890 GC system, Agilent Technologies, USA) was performed.
2.4 Cellulose-PP composite manufacturing
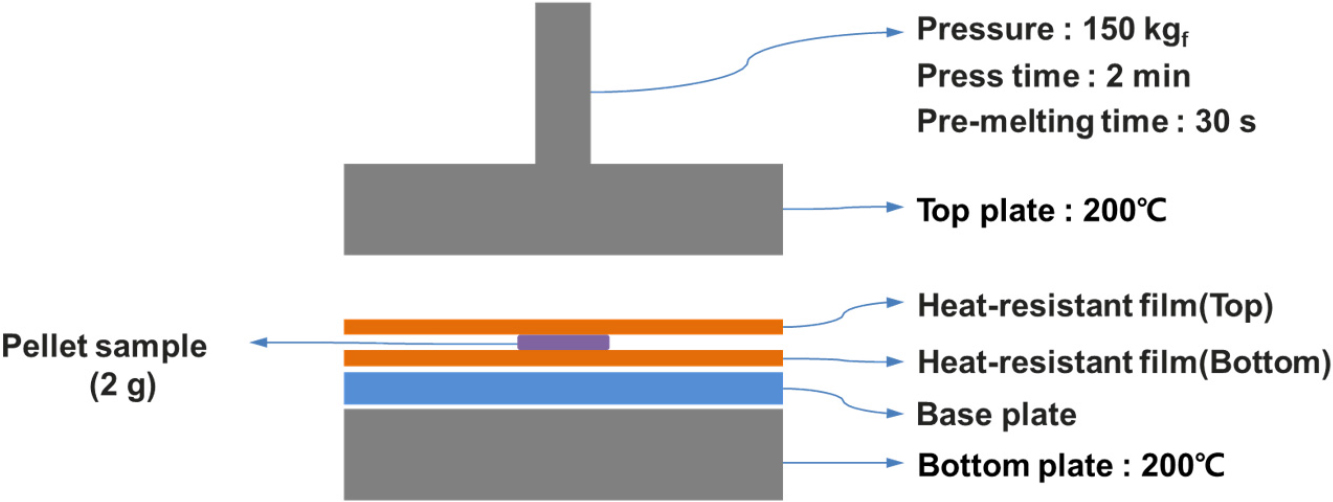
To manufacture the cellulose-PP composite material, each grafted and un-grafted handsheet sample was fluffed and then mixed with PP using a twin-screw compounding extruder (Bautek, Korea). The cellulose content in the composite was fixed at 30 wt%, and MAPP was added at 0 and 3 wt% under each condition to determine the effect of the compatibilizer. During the production of composite pellets, the zone temperatures of the twin-screw extruder were set to 180/170/170/170/170/170°C, and the screw revolving speed was maintained at 300 rpm. The raw material mixing ratios of the composite materials are listed in Table 1. Subsequently, to prepare composite film specimens for strength measurements, the manufactured pellets were compressed into a film with a thickness of 0.2 mm using a hot press. Fig. 2 shows a schematic diagram of the film manufacturing process using a hot press.
Table 1.
Formulation of the composites
| Item | Handsheet type |
Cellulose (wt%) |
PP (wt%) | Gas grafting |
MAPP (wt%) |
| W1 | Water | 30 | 70 | X | 0 |
| W2 | 3 | ||||
| W3 | O | 0 | |||
| W4 | 3 | ||||
| A1 | Alcohol | X | 0 | ||
| A2 | 3 | ||||
| A3 | O | 0 | |||
| A4 | 3 |
2.5 Analysis of cellulose-PP composite
The MFI of the manufactured cellulose-PP pellets was measured using a melt flow indexer (Hanatek, UK) according to ASTM D1238 (200°C, load 2.16 kg) standards. The tensile strengths of the cellulose-PP composite films were measured using a universal testing machine (WL2100C, Withlab, Korea) following ASTM D882 standards.
Scanning electron microscopy (SEM) was employed to observe the fiber dispersion characteristics within the cellulose-PP composite pellets. Platinum was used as the coating material for capturing the fracture surface and surface images of the pellets. SEM (CX-200TM, COXEM, Korea) imaging was performed at an acceleration voltage of 20 kV. In addition, to quantify the degrees of dispersion of cellulose fibers in the composite film, fiber dispersion images were captured using a transmission microscope (AST-ICS305B, Alphasystec, Korea).
To quantify the degree of fiber dispersion, the captured images were printed on overhead projector (OHP) film, and the formation index of the dispersed fibers was measured using an Optest Formation Tester (Optest Equipment, Canada).
3. Results and Discussion
3.1 Comparison of grafting efficiency by handsheet type
The WRV was measured to indirectly compare the exposed hydroxy groups of conventional water-formed and alcohol-formed handsheets. When using the existing WRV measurement method to assess dissociated paper stock, exact evaluation of the exposed hydroxyl content in the dried handsheet is difficult due to the formation of extra fibrils on the fiber surface during the disintegration of sheets. To address this, the handsheets were immersed in water and then dewatered using a centrifuge. The WRV measurements are shown in Fig. 3. The alcohol-formed handsheet exhibited a higher WRV compared to the regular water-formed handsheet. This difference is attributed to the higher number of exposed hydroxyl groups in the alcohol-formed handsheet. During sheet formation, the external fibrils of beaten fibers tend to mat down through dewatering and drying. Using alcohol instead of water for sheet molding prevents fibril matting by disrupting hydrogen bonding, thereby increasing the surface area. Consequently, the alcohol-formed handsheet exhibited an increased WRV, indicative of improved hydrophobization efficiency following the gas-grafting reaction.
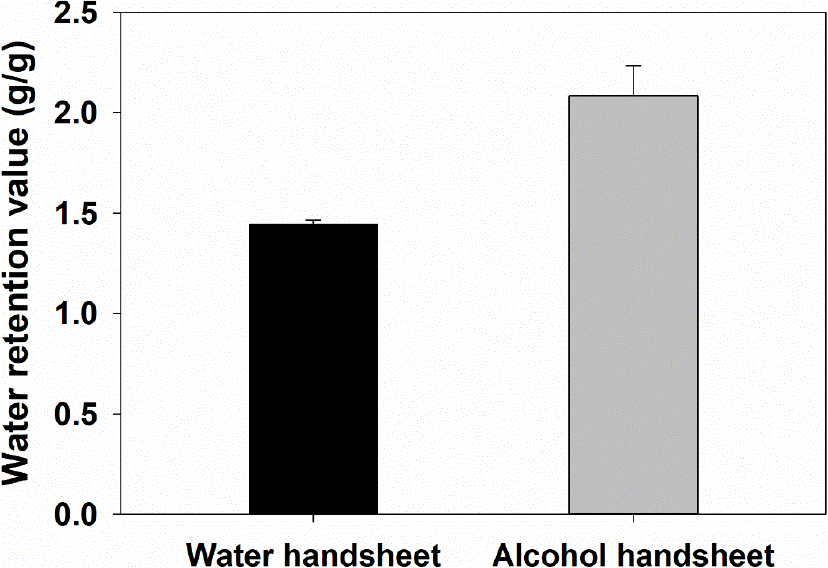
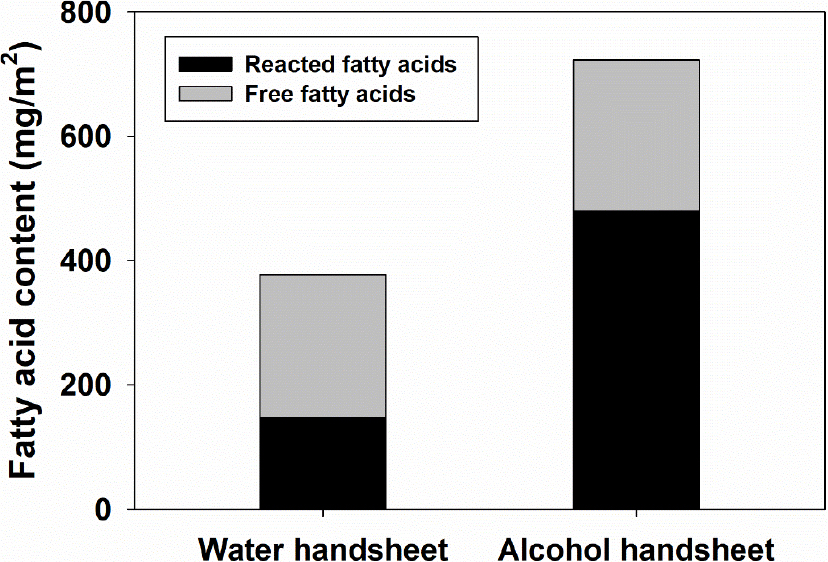
Fig. 4 shows the quantities of reacted palmitic acid and unreacted free palmitic acid after the gas grafting of the handsheet. Significantly, the amount of palmitic acid that reacted in the alcohol-formed handsheet was more than twice that in the water-formed handsheet. During the gas-grafting reaction, the unreacted palmitoyl chloride from the applied palmitoyl chloride dissipated into the air. In contrast, in the case of the alcohol-formed handsheet, the gas grafting of palmitoyl chloride proceeded effectively, allowing the palmitoyl chloride to react without dissipating, resulting in more than double the amount of reacted palmitic acid compared to that in the water-formed handsheet. Considering that the unreacted palmitic acid content of the water handsheet and the alcohol handsheet were similar, it can be seen that the grafting treatment was performed identically on both sheets. However, it is believed that the reacted palmitic acid content in the alcohol-formed handsheet was higher because gaseous palmitoyl chloride was easier to access the hydroxyl group of the alcohol handsheet.
3.2 Changes in physical properties of composite due to hydrophobization pretreatment of fibers
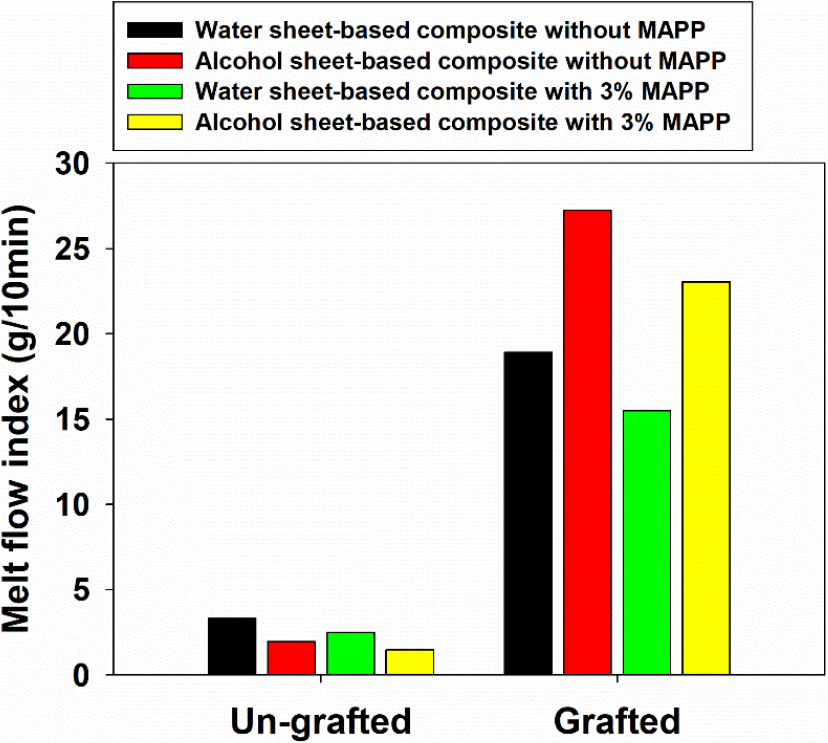
To evaluate the impact of cellulose hydrophobization on the melt flow of the cellulose-PP composite, the MFI was measured, and the results are shown in Fig. 5. The analysis revealed a significant increase in the MFI when the composite was manufactured using fibers hydrophobized through a gas-phase graft reaction. This process involved hydrophobizing cellulose fibers through gas grafting and ensuring uniform mixing with PP to improve fluidity during the production of plastic composites. In the un-grafted case, the MFI of the alcohol sheet-based composite was lower than that of the water sheet due to the presence of more fibrils on the alcohol sheet surface, which facilitated fiber aggregation. Conversely, in the grafted case, the MFI of the alcohol sheet-based composite was higher than that of the water sheet, as the surface fibrils of the alcohol sheet promoted hydrophobization. The addition of a compatibilizer increased the viscosity of the composite, resulting in a reduction in the MFI. This effect is attributed to the increased viscosity caused by the combination of MAPP with cellulose fibers, forming longer molecular chains.
The tensile strength was measured to assess the strength characteristics of the cellulose-PP composite based on cellulose fiber hydrophobization and the addition of MAPP. Owing to significant variations in the specimen weight when cut to a specific size, the tensile strength was normalized into a tensile index (Fig. 6). The experimental results indicated that the tensile strength of the composite with hydrophobized fibers was superior to that of the composite with untreated fibers without gas grafting. It is believed that the improved fiber dispersibility through gas grafting contributed to the enhanced strength of the composite.
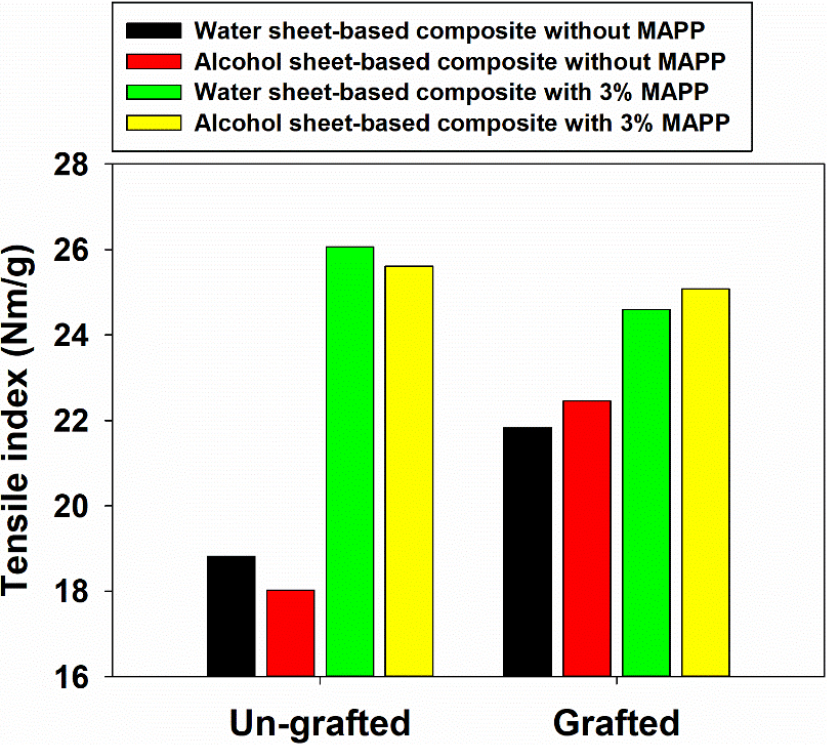
When bulky handsheets made with alcohol were subjected to gas-grafting hydrophobization, the amount of reacted palmitic acid was twice that in the regular water handsheet. Hence, it was predicted that the number of residual hydroxyl groups available to react with the compatibilizer would decrease. However, contrary to these predictions, the tensile strength of the alcohol handsheet-based composite was superior to that of the regular water handsheet, even with the addition of the compatibilizer. In the case of the composite made of alcohol sheets, the strength improvement due to grafting was greater than that of the water sheets. Considering the WRV, it was found that unlike general water handsheets, during the production of alcohol handsheets, the fibrils on the surface of the fibers did not decrease but instead dispersed, increasing the specific surface area of the fibers. Therefore, in the case of alcohol hand sheets, although the amount of reacted palmitic acid increased, the number of hydroxyl groups available for reaction with the compatibilizer did not decrease. This suggests that the strength-improvement effect of the compatibilizer in the alcohol handsheet-based composite was superior to that of the water handsheet. For the composites based on grafted fibers, the strength-improvement effect of the compatibilizer was weaker compared to that for the un-grafted composite.
3.3 Morphological results of cellulose-PP composite
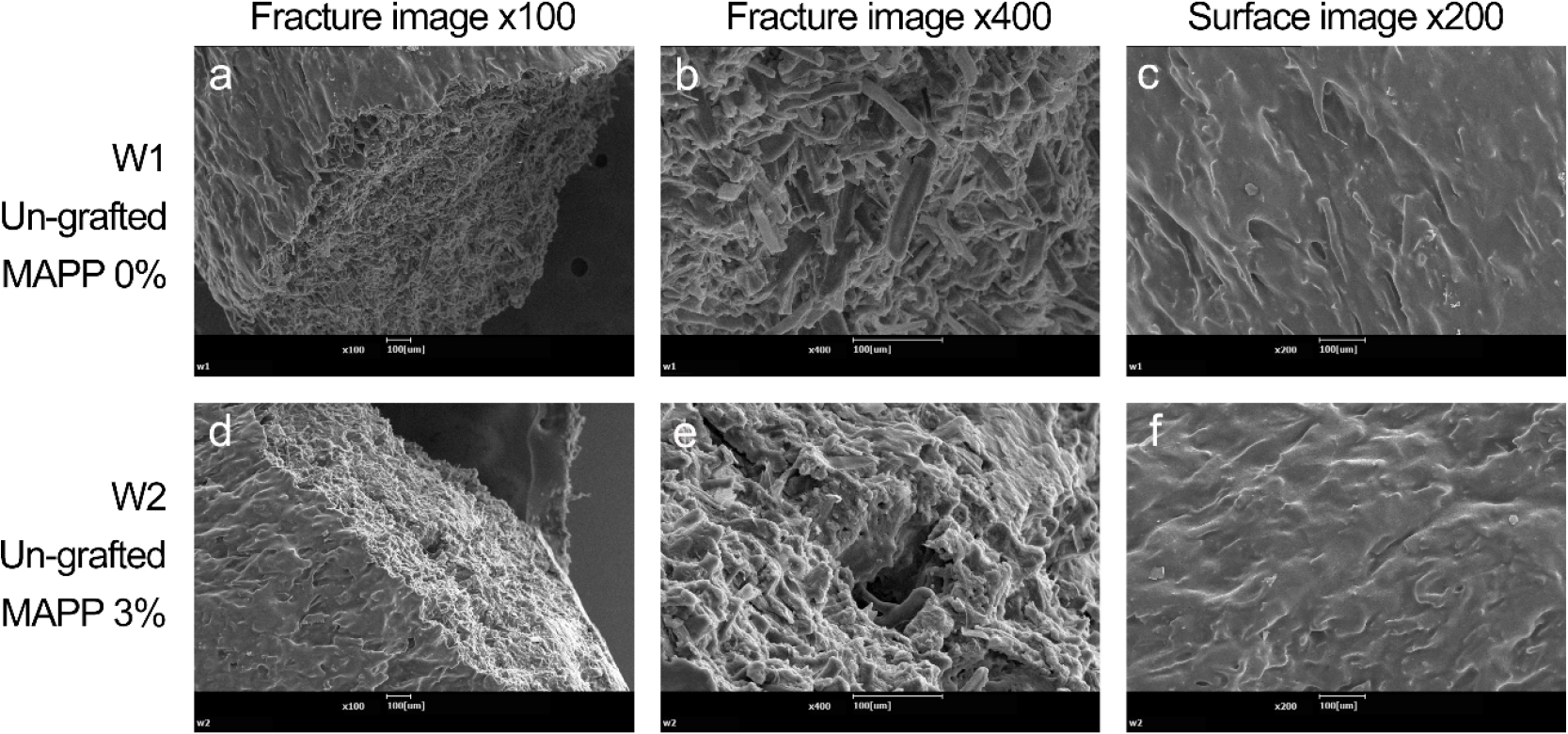
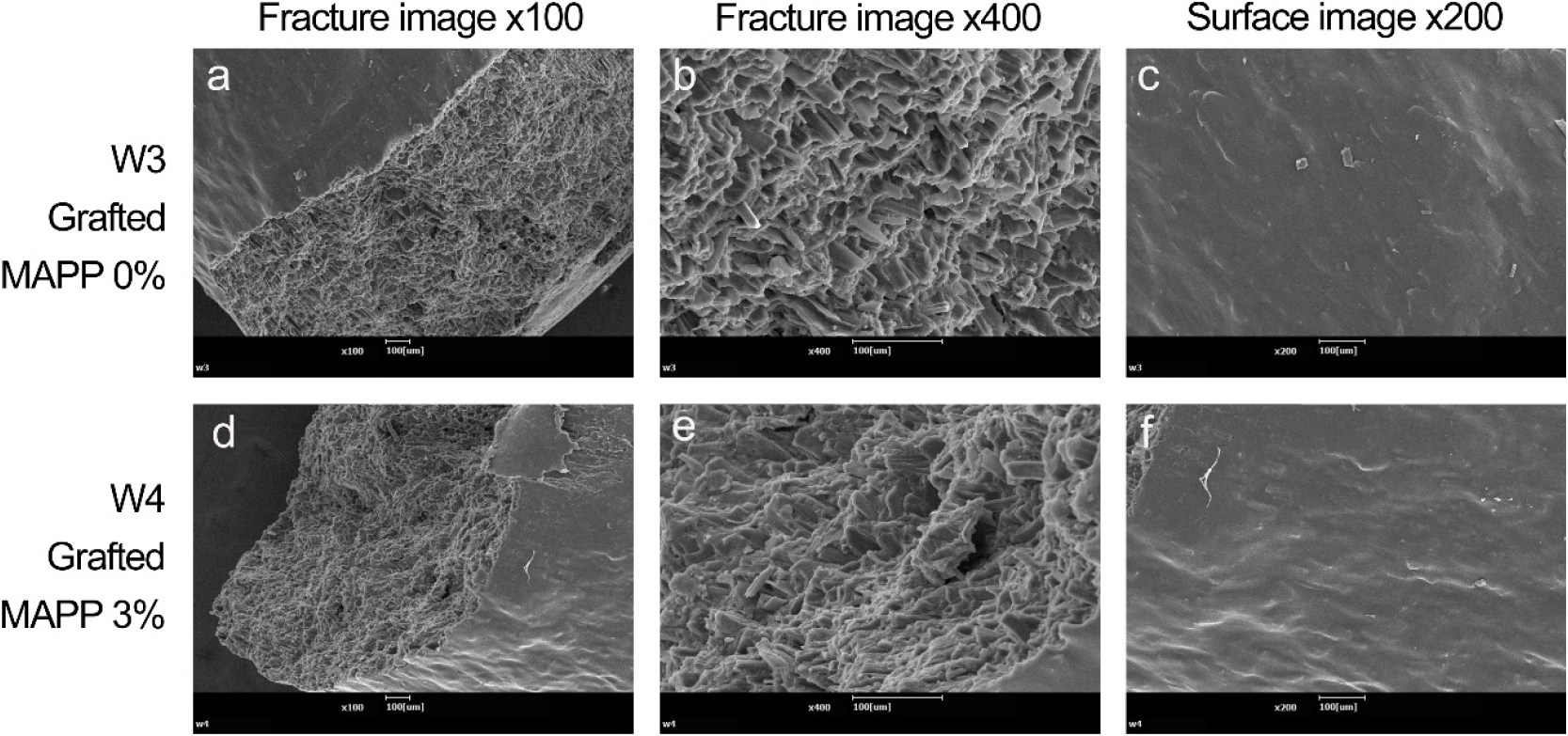
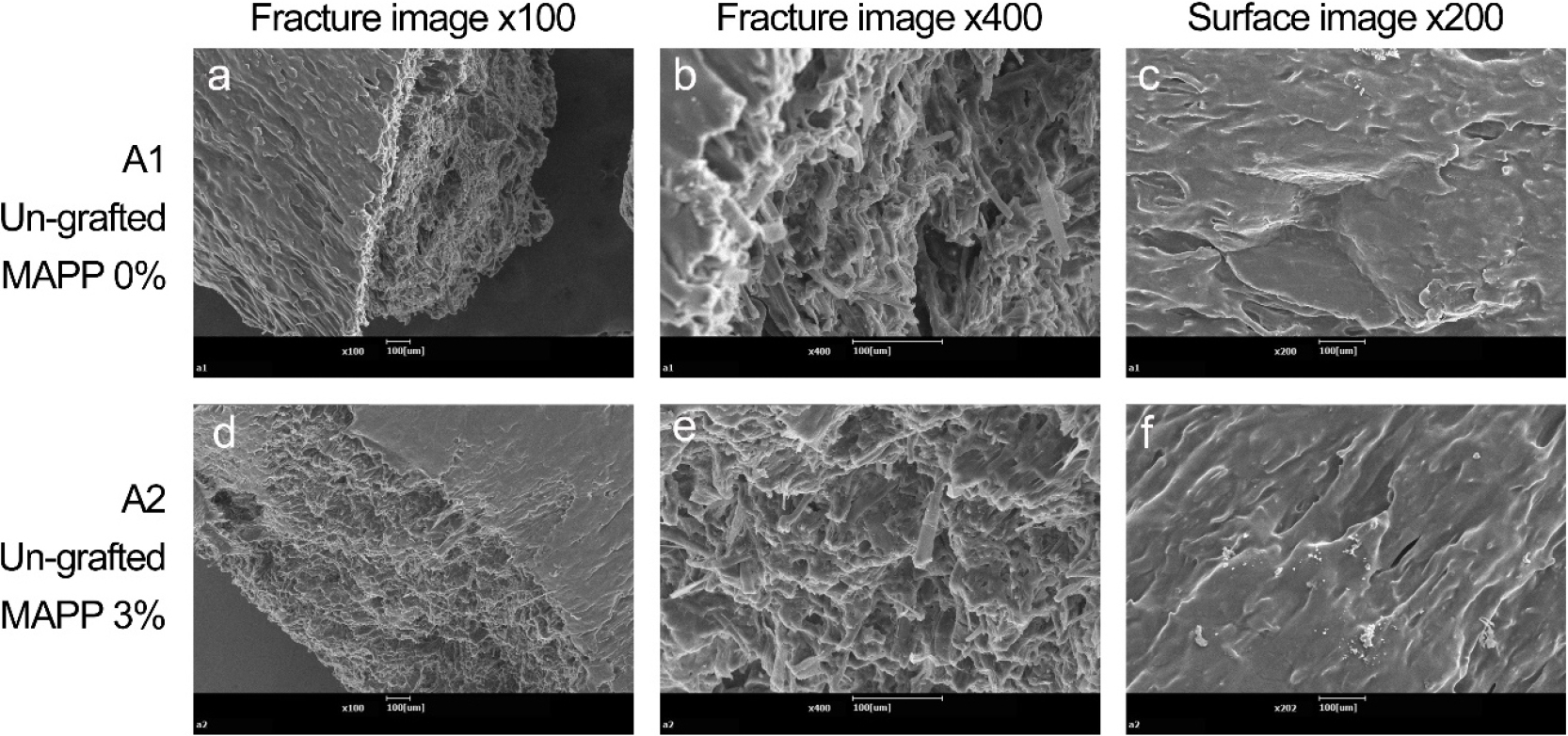
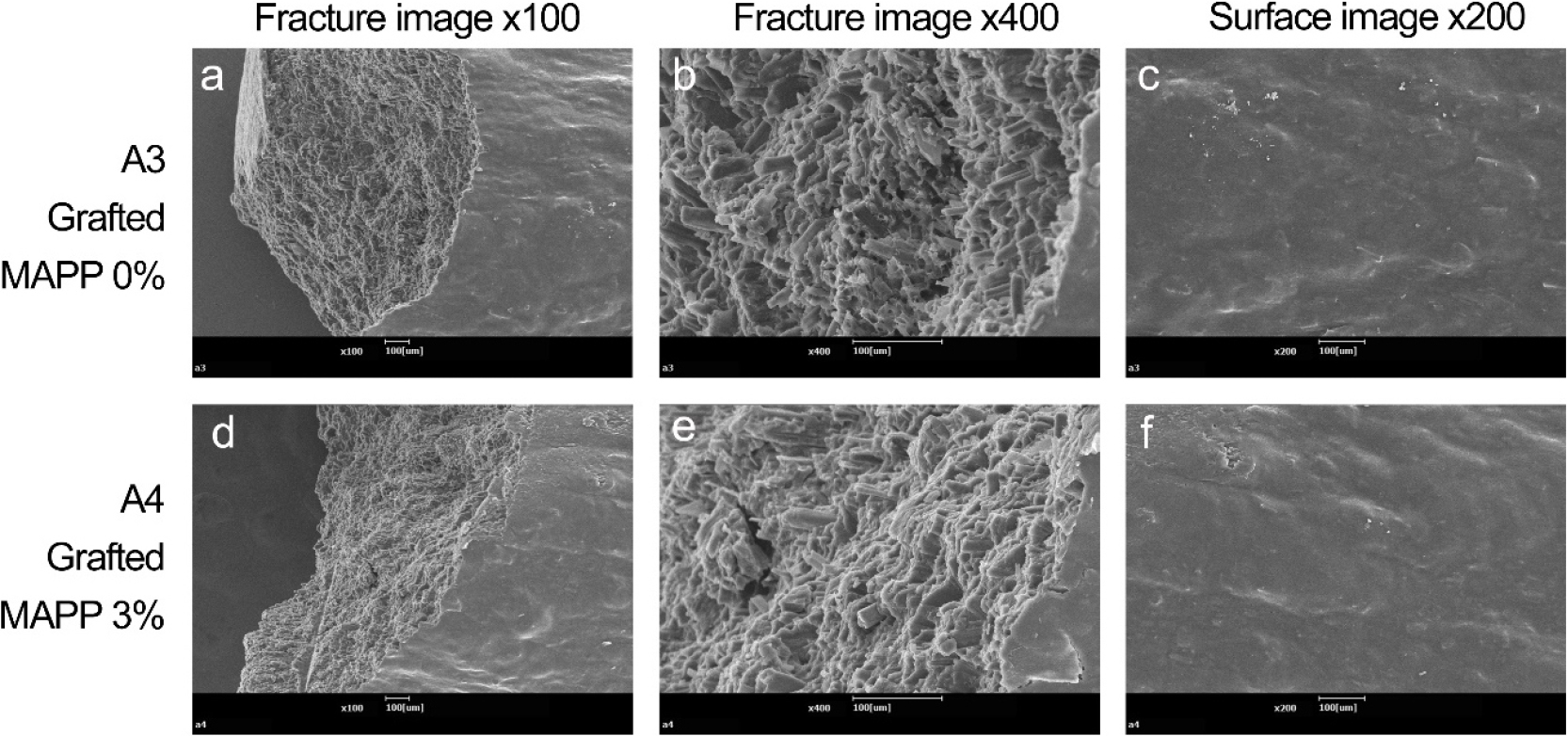
The fracture surface and surface images of the pellets obtained using SEM are shown in Figs. 7, 8, 9, 10. The surface of the composite pellet without gas-grafted fibers appears rough, whereas that of the pellet with gas-grafted fibers appears smooth. The gas-grafted cellulose fibers were uniformly dispersed in the PP matrix without agglomeration, contributing to the smooth surface appearance. By observing the fracture surface after adding MAPP, it was confirmed that MAPP enhanced interfacial adhesion, resulting in more uniform fiber bonding. Thus, gas grafting of the fiber sheets significantly improved fiber dispersion and the MFI of the composite material, while also enhancing interfacial adhesion with the compatibilizer.
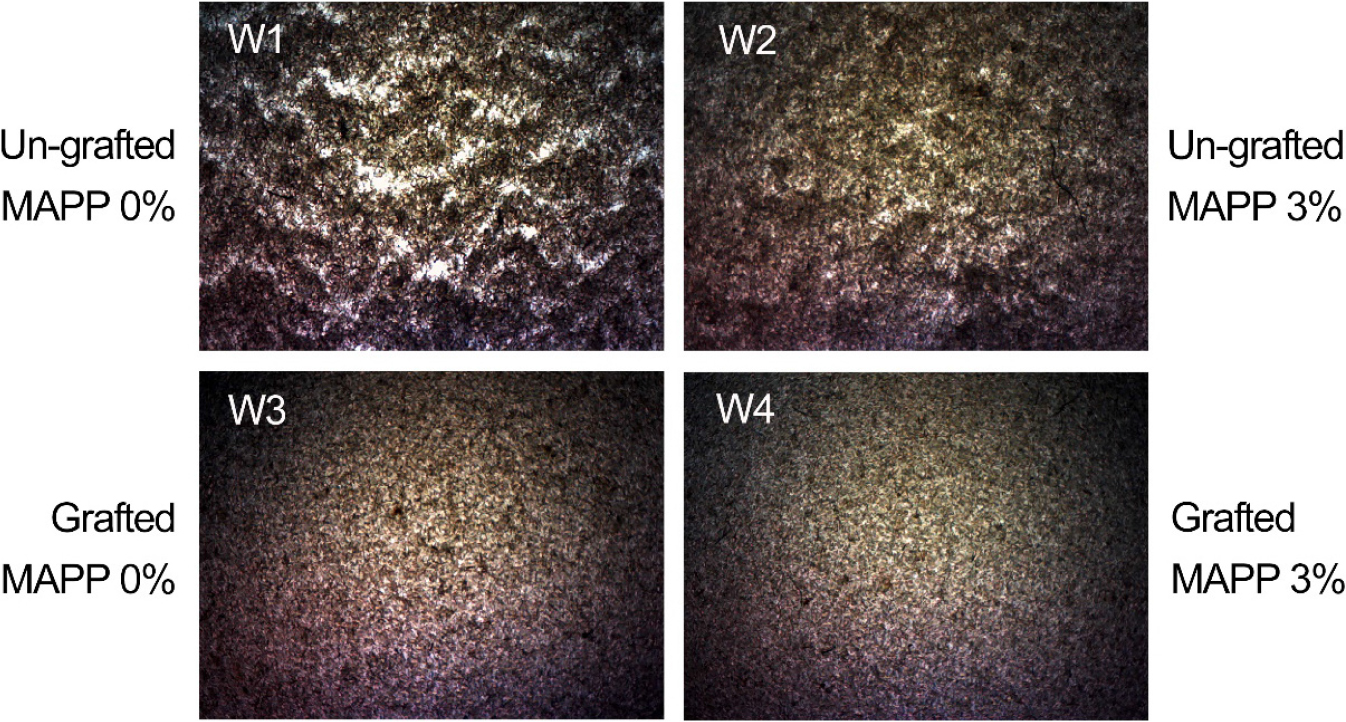
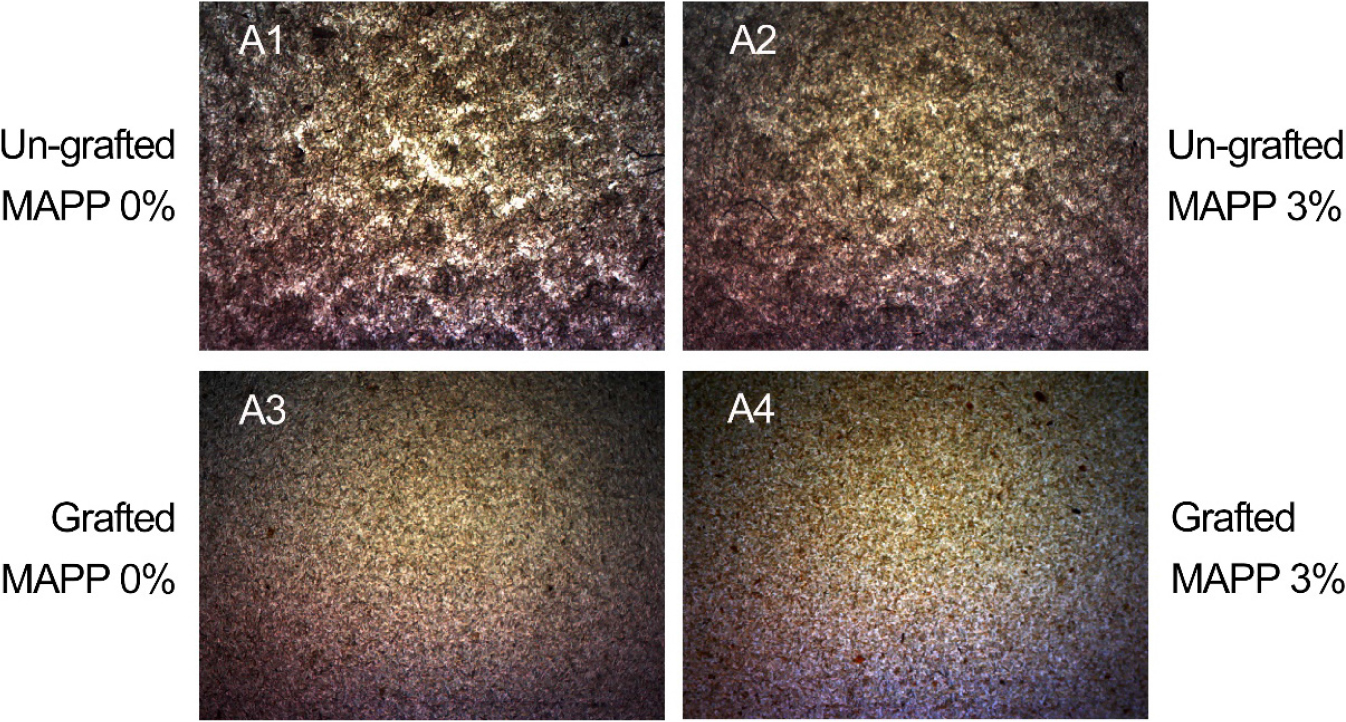
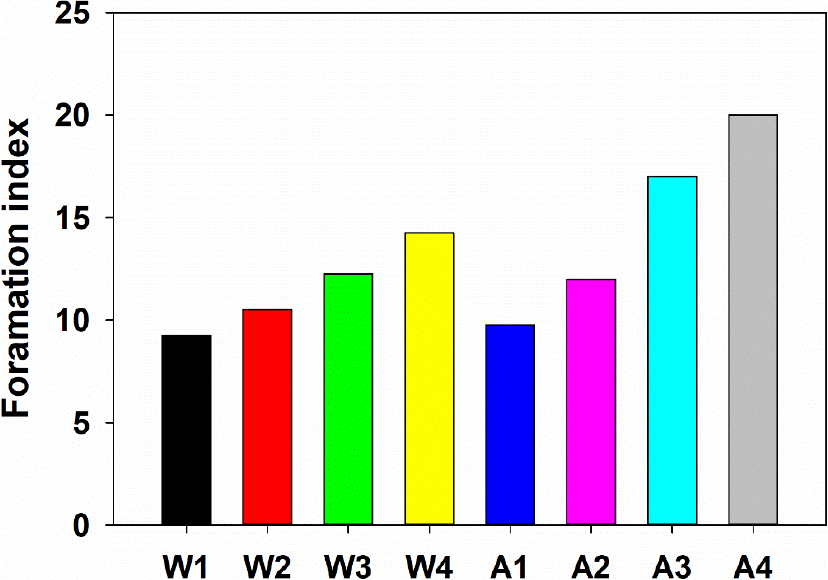
After manufacturing the plastic composite film, transmission microscopy images were captured to analyze the degree of cellulose fiber dispersion (Figs. 11 and 12). Each image was analyzed using a formation tester typically used for assessing paper formation, and the degree of fiber dispersion was quantified, as shown in Fig. 13. Upon observing the transmission microscope images, it was confirmed that gas grafting had a significant effect on the uniformity of the cellulose-PP film fiber distribution. The formation index increased, indicating improved dispersion of the gas-grafted fibers. Furthermore, the formation index was found to increase with the addition of MAPP. This phenomenon is attributed to the increased viscosity of the composite material upon the addition of MAPP, which reduces fiber agglomeration.
4. Conclusions
In this study, a method for modifying cellulose fibers to render them hydrophobic was explored to facilitate easier blending with PP. Gas-phase grafting of palmitoyl chloride onto cellulose sheets was carried out using a laboratory-scale hot press.
Specifically, we sought to improve the efficiency of the hydrophobization process by increasing the specific surface area of the fibers. To achieve this, water in the cellulose fiber suspension was replaced with ethanol during sheet formation to prevent the matting of macrofibrils on the fiber surface. As a result, the ethanol-formed sheets exhibited a larger volume and contained more than twice the amount of reacted palmitic acid after gas grafting compared to conventionally water-formed sheets.
The cellulose-PP composite films incorporating pretreated, gas-grafted fibers demonstrated higher tensile strength than those made with un-grafted fibers. In other hand, the addition of MAPP, improved the fiber dispersibility, likely due to the increased viscosity of the composite; reduced fiber agglomeration; and increased the formation index. The improved dispersibility resulting from gas grafting correlated with increased composite strength. However, in the case of the grafted-fiber-based composites, the strength-improvement effect of the compatibilizer was weaker than for the un-grafted composite. A larger surface area facilitated a more efficient grafting process and increased the MFI. Unlike with MAPP addition, gas grafting of the fibers improved the composite strength by enhancing the fiber dispersibility without reducing the MFI. In conclusion, it was confirmed that hydrophobization of sheet-formed cellulose fibers through gas grafting improves the dispersion of fibers in the PP composite, increases the strength and MFI of the composite, and maintains compatibility with MAPP to a certain extent. In addition, it was confirmed that the more macrofibrils on the surface of the fiber, the greater the reaction amount of palmitoyl chloride during gas grafting, and the stronger the hydrophobicity. Therefore, it is judged that refining of fibers for cellulose plastic composite should focus on external fibrillation rather than internal fibrillation.
